
Hydrogen Embrittlement of Medium Mn Steels


Abstract
1. Introduction
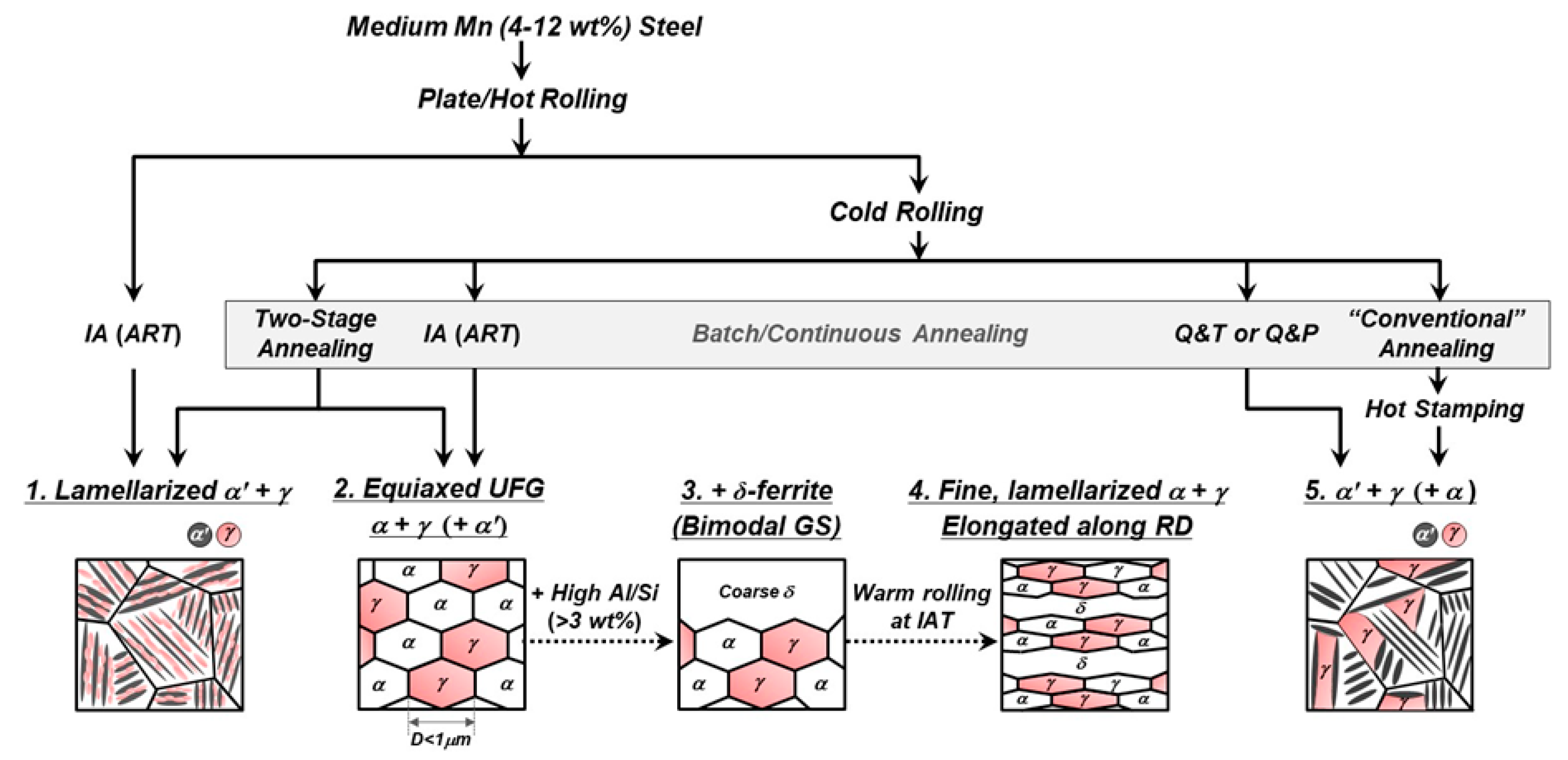
2. Thermomechanical Processing and Metallurgy of Medium–Mn Steels
3. Alloying and Microstructural Effects on HE Characteristics
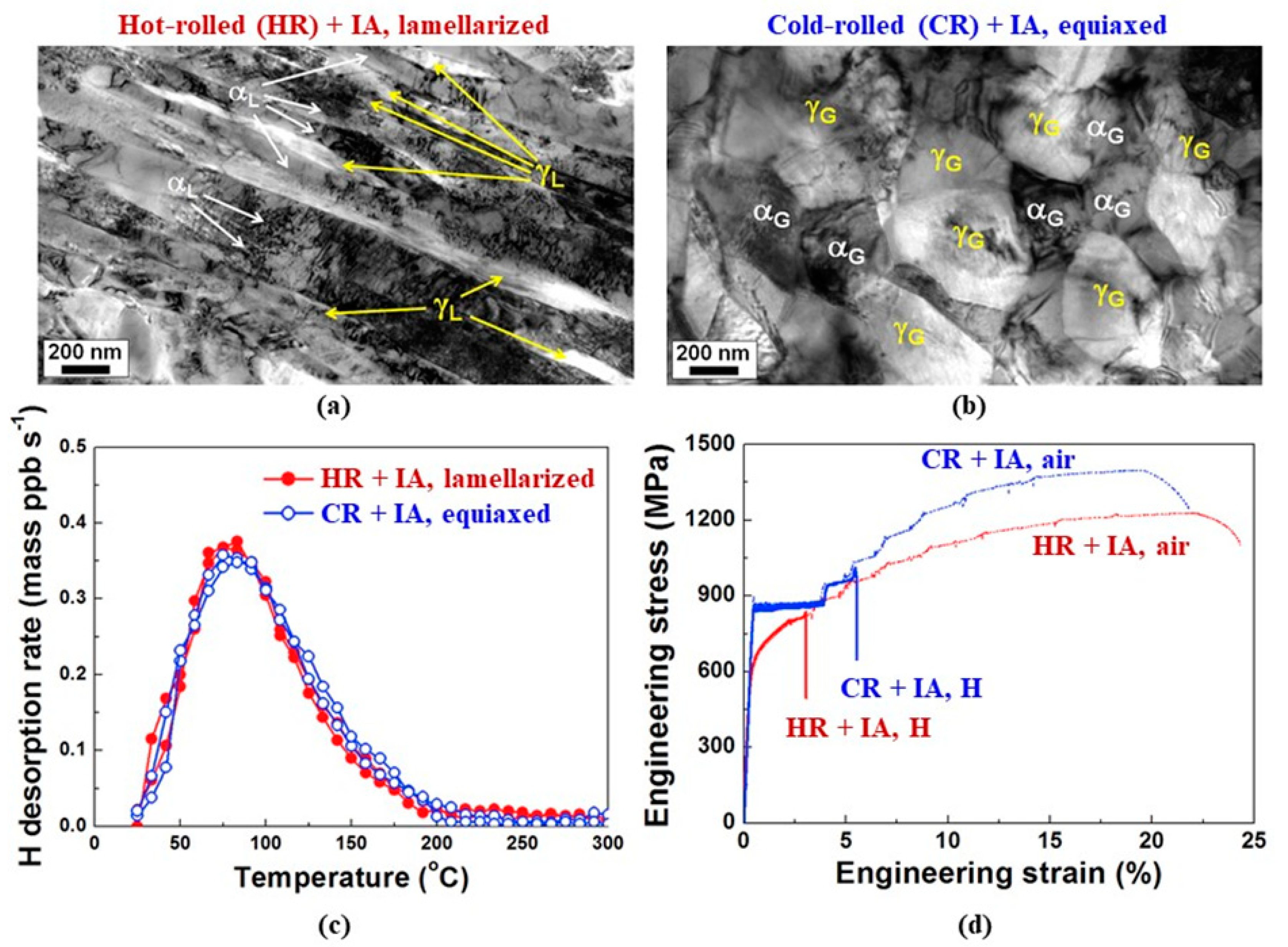
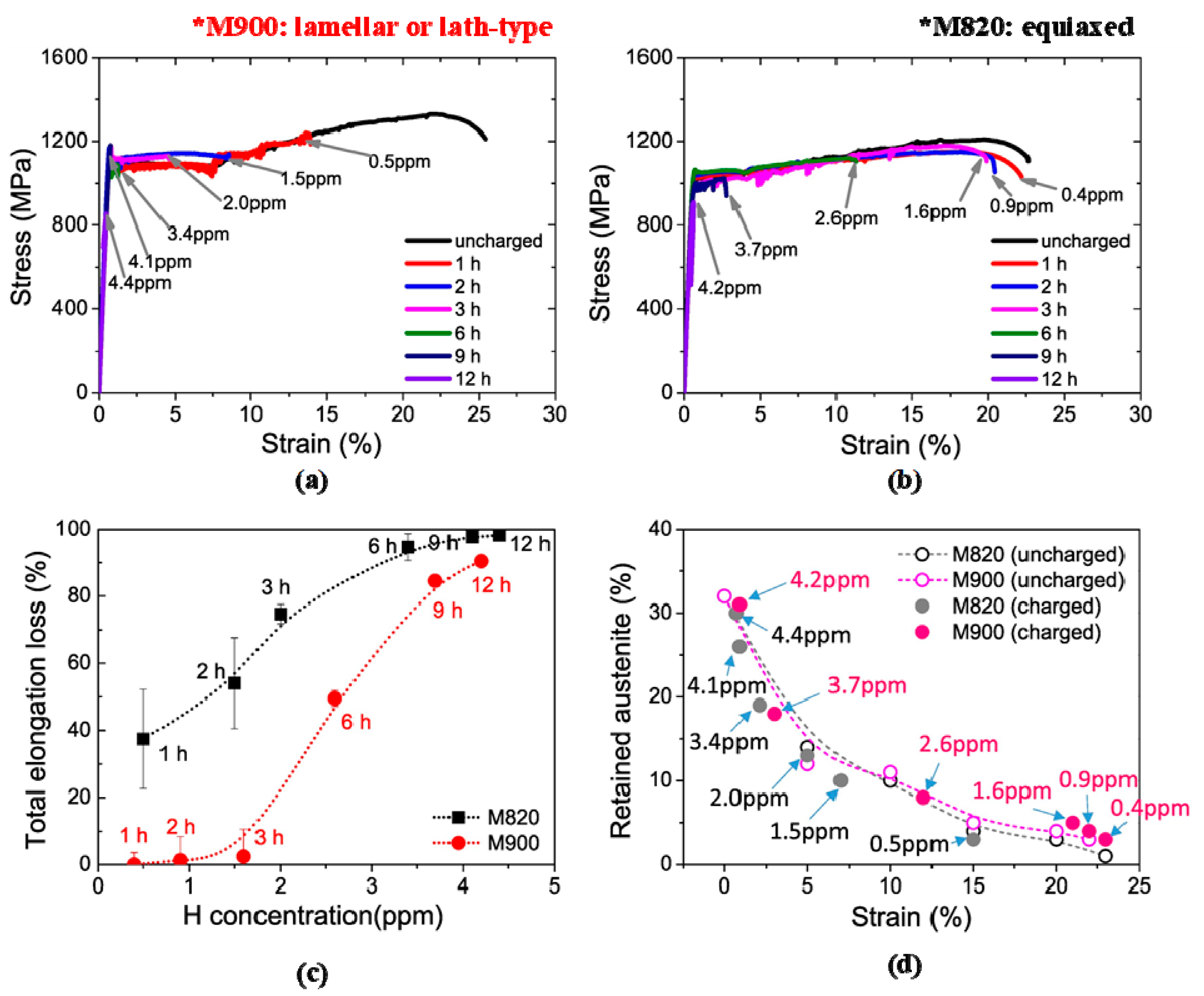
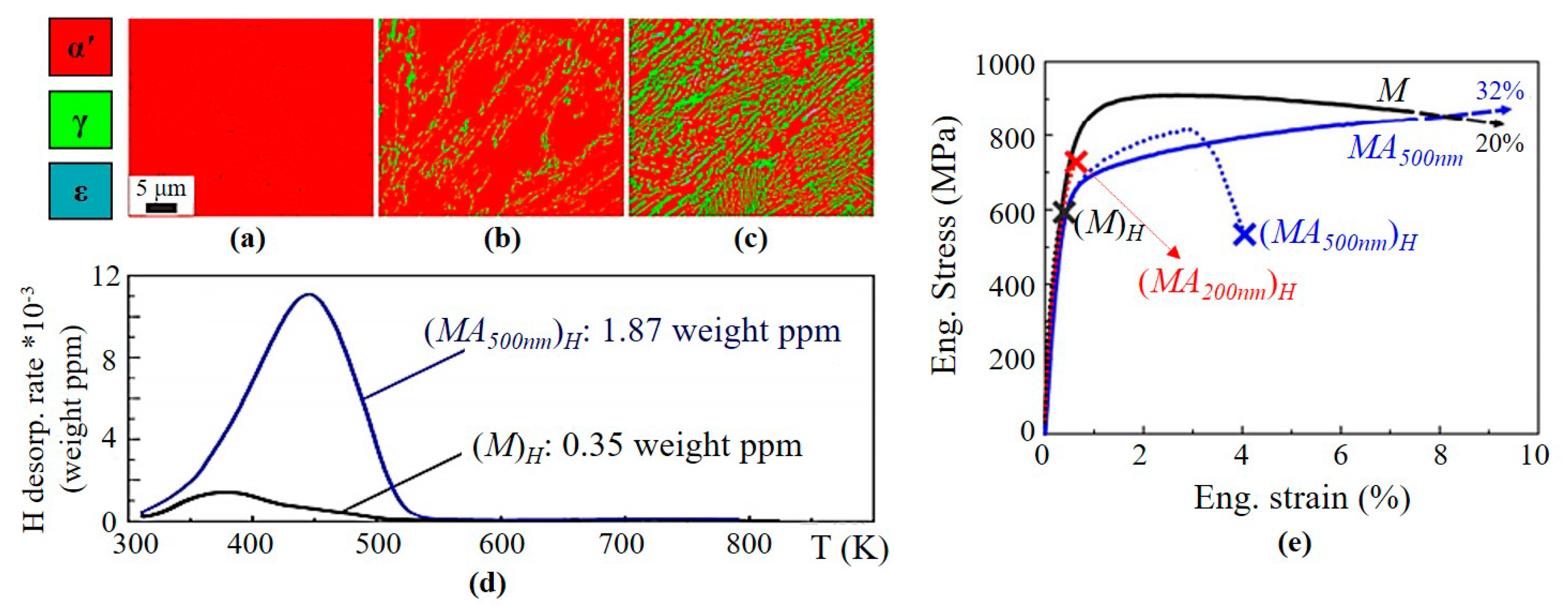
3.1. Equiaxed Versus Lamellarized Morphology
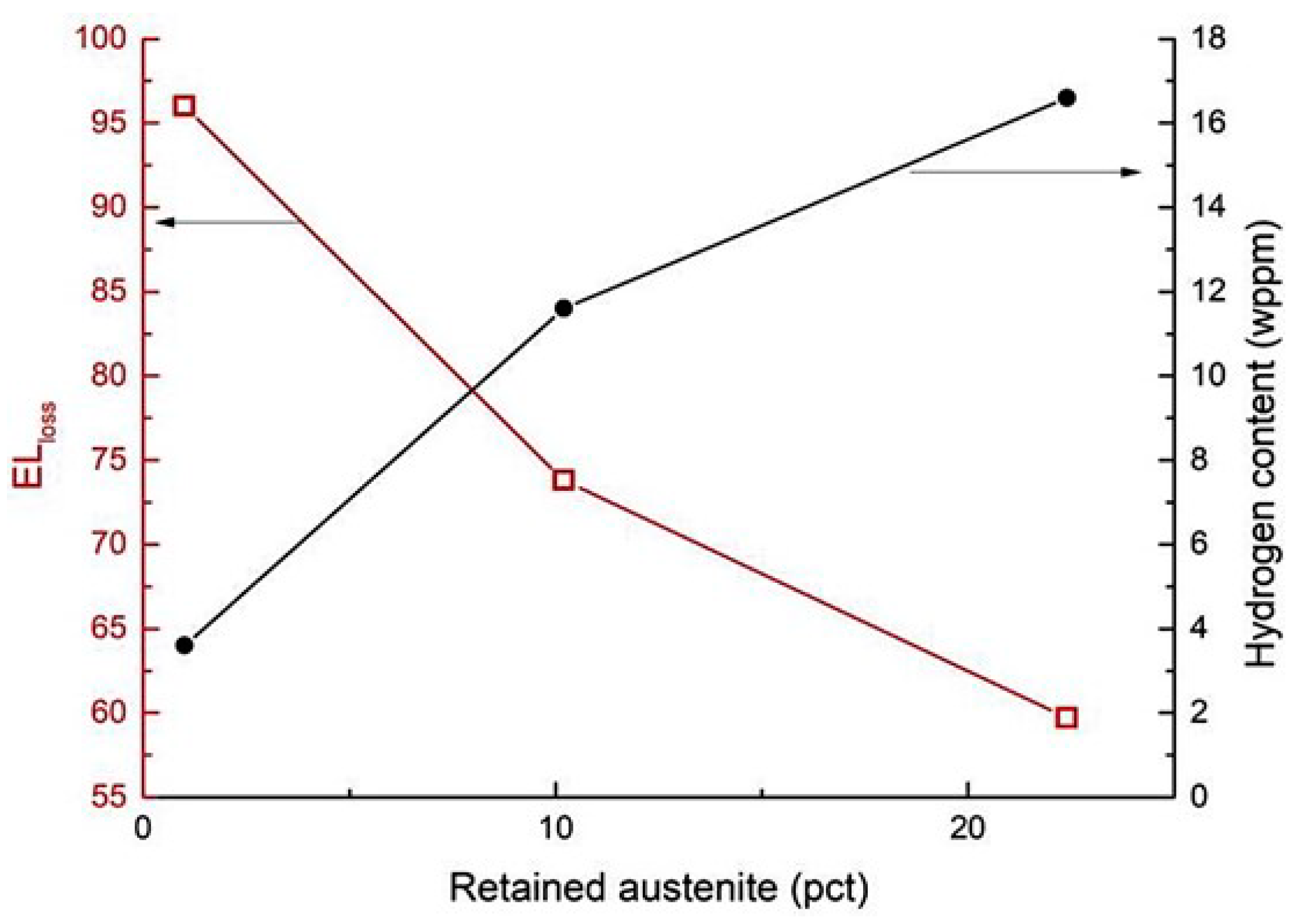
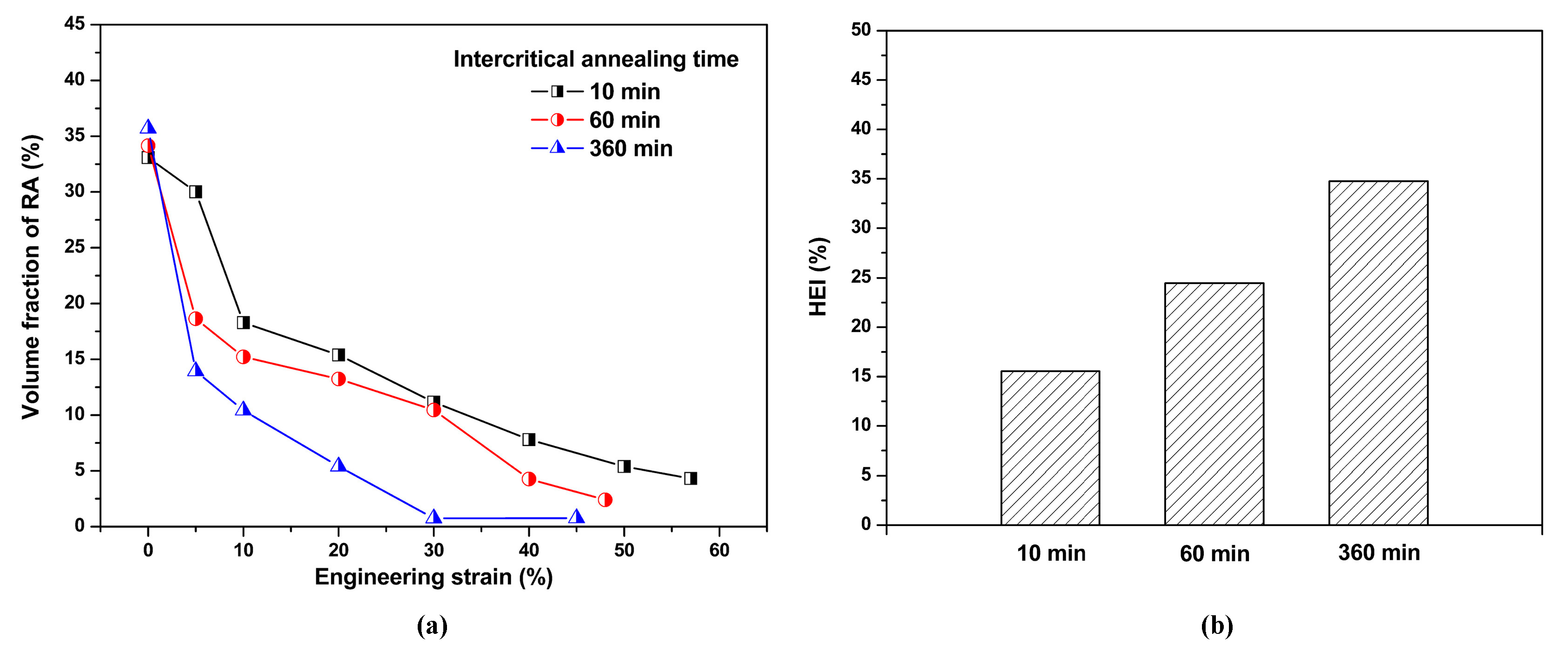
3.2. Retained Austenite and Mechanically–Induced Martensitic Transformation
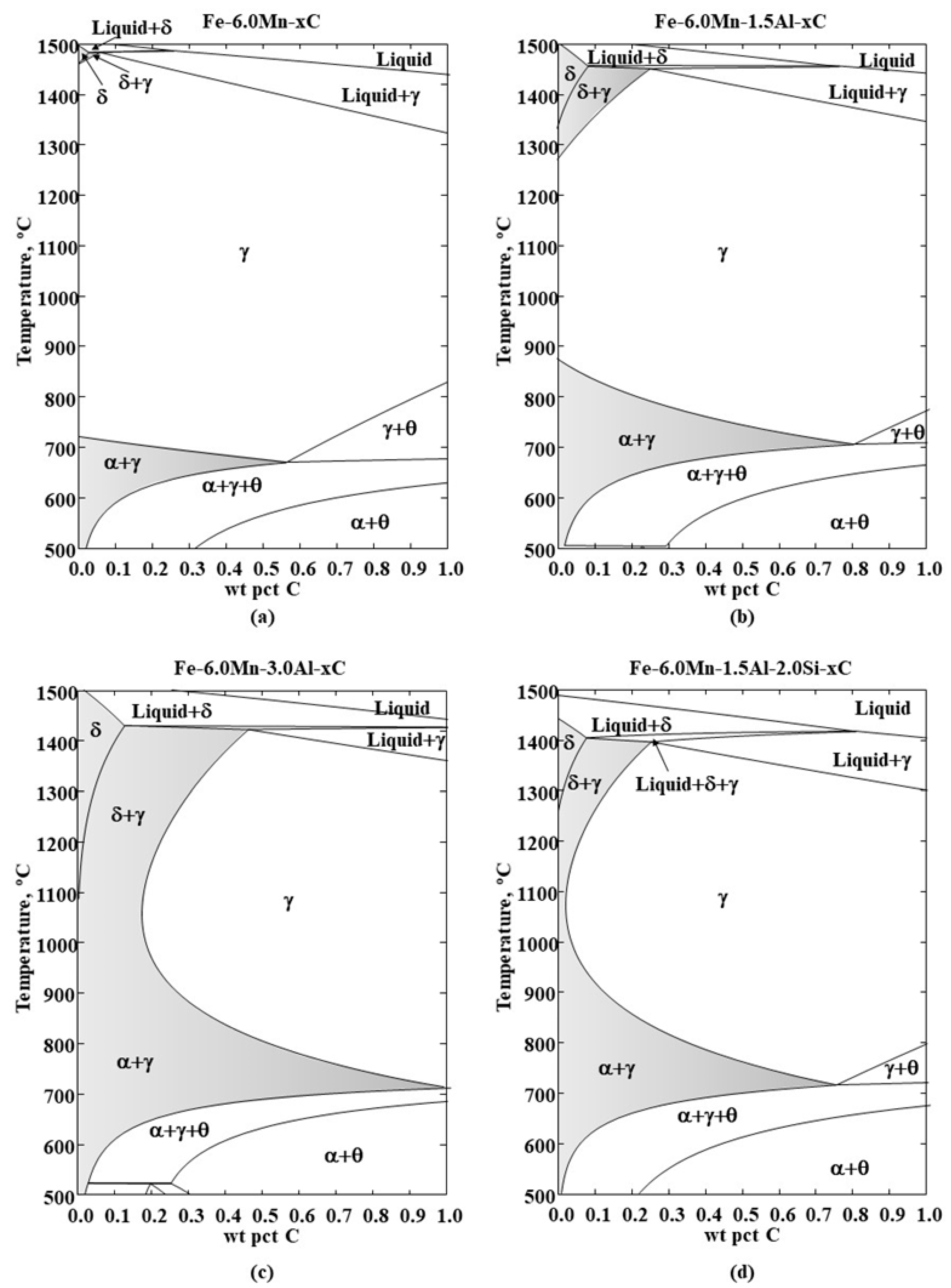
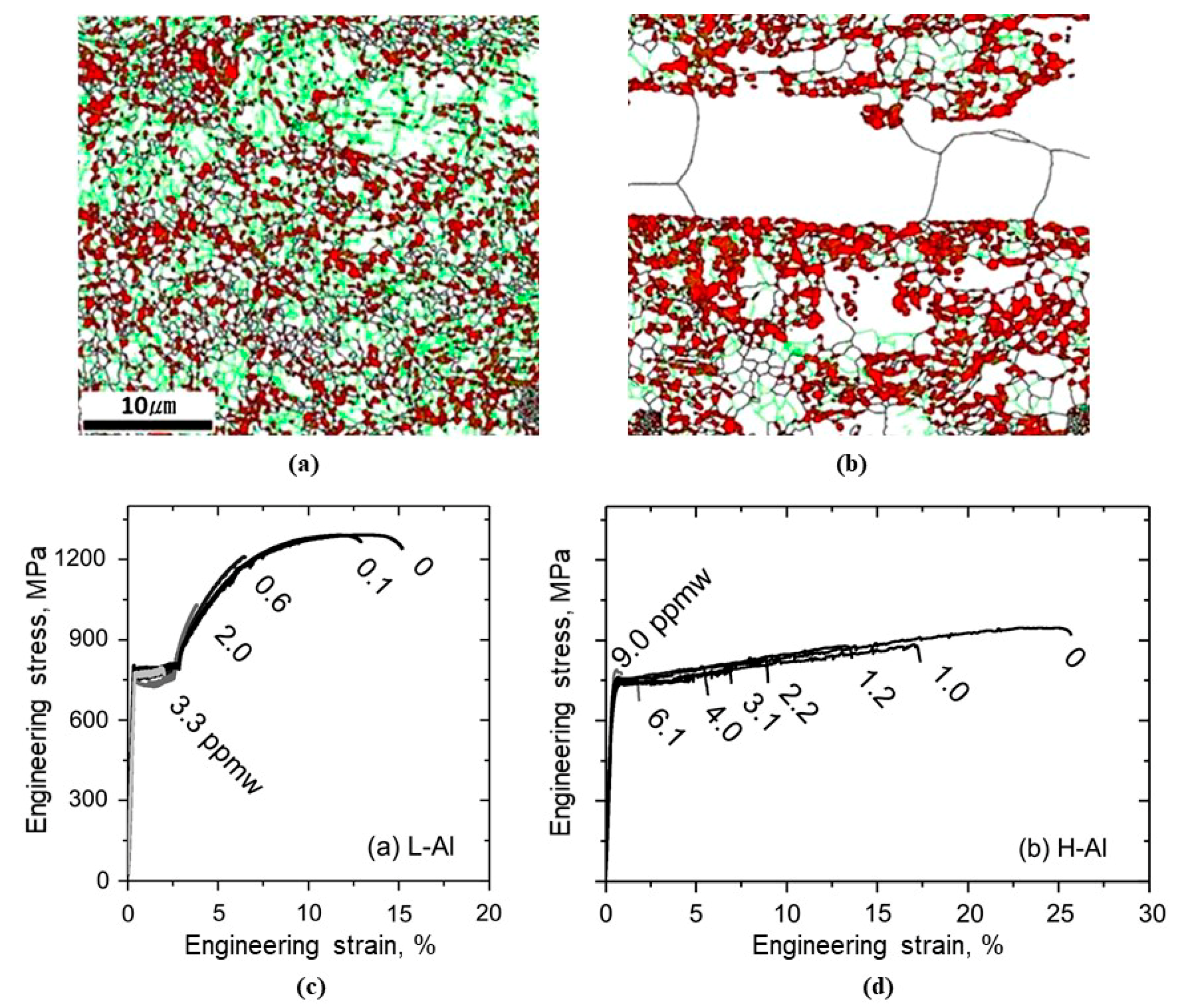
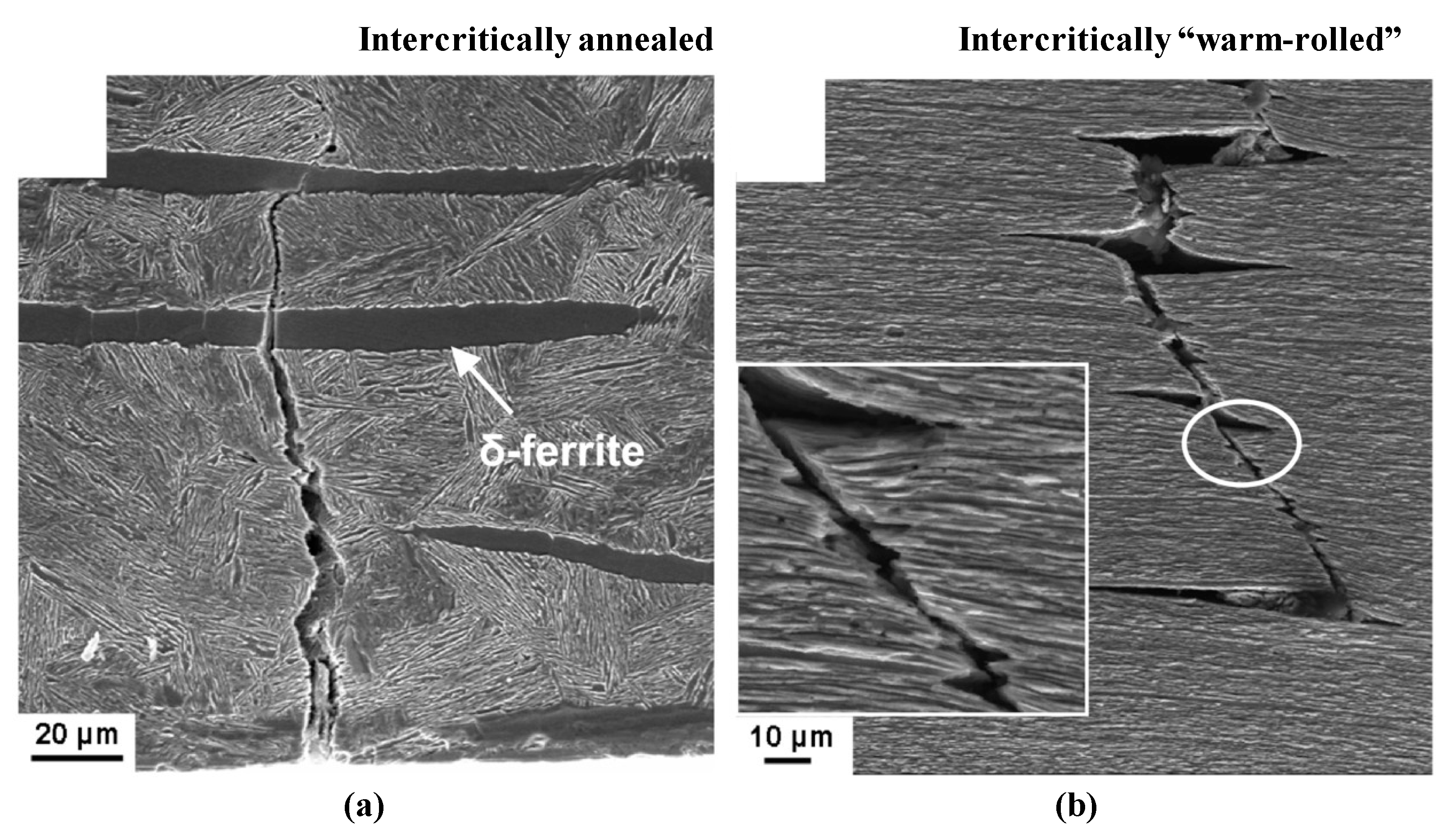
3.3. Al- and Si-Alloyed Medium-Mn Steels Containing Coarse δ-Ferrite Grains
3.4. Other Alloying Elements and Precipitates
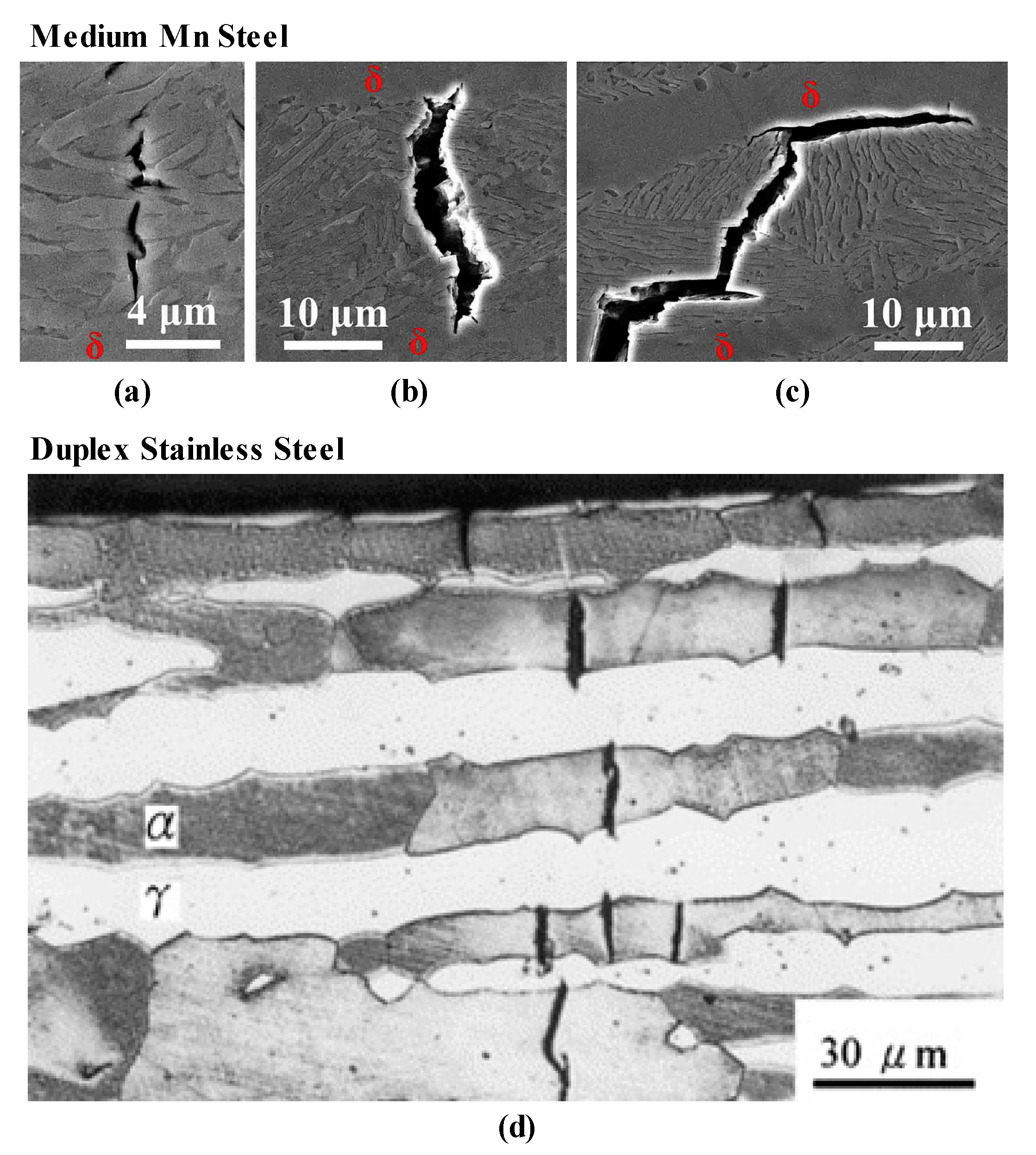
3.5. H–Induced Crack Initiation and Propagation
4. Alloying and Microstructural Engineering Strategies to Improve H–Resistance
- The microstructural morphology (equiaxed versus lamellarized) that has better HE resistance is inconclusively defined in the literature, as there are contradictory reports (Table 1). For the lamellarized microstructure, care must be taken to avoid solute segregation to prior austenite grain boundaries, as this microstructure may be prone to H-induced intergranular fracture along the prior austenite grain boundaries [36]. The equiaxed microstructure does not preserve its prior austenite grain structure. It is therefore postulated that the level of impurities in the steel may be more influential for the lamellarized morphology.
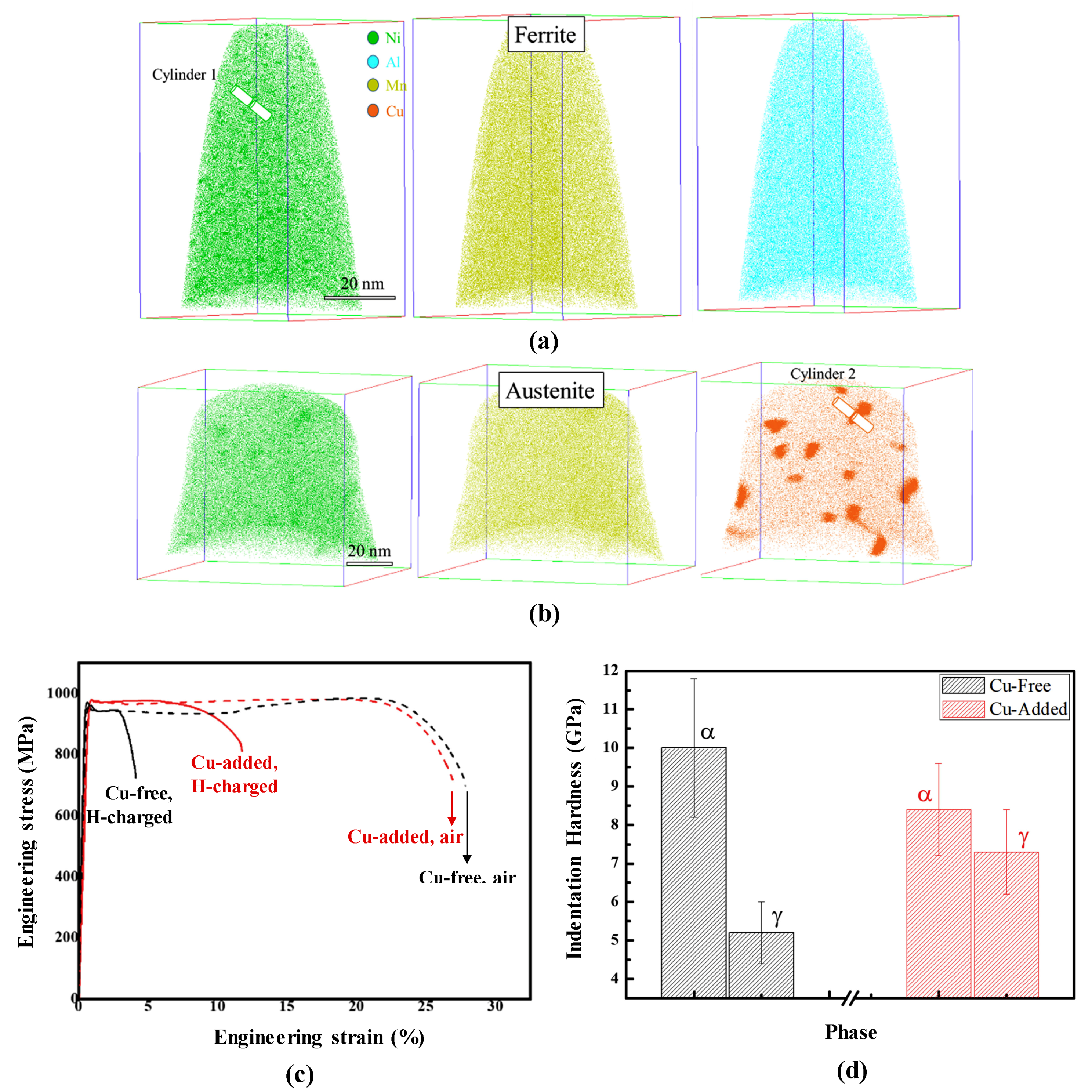
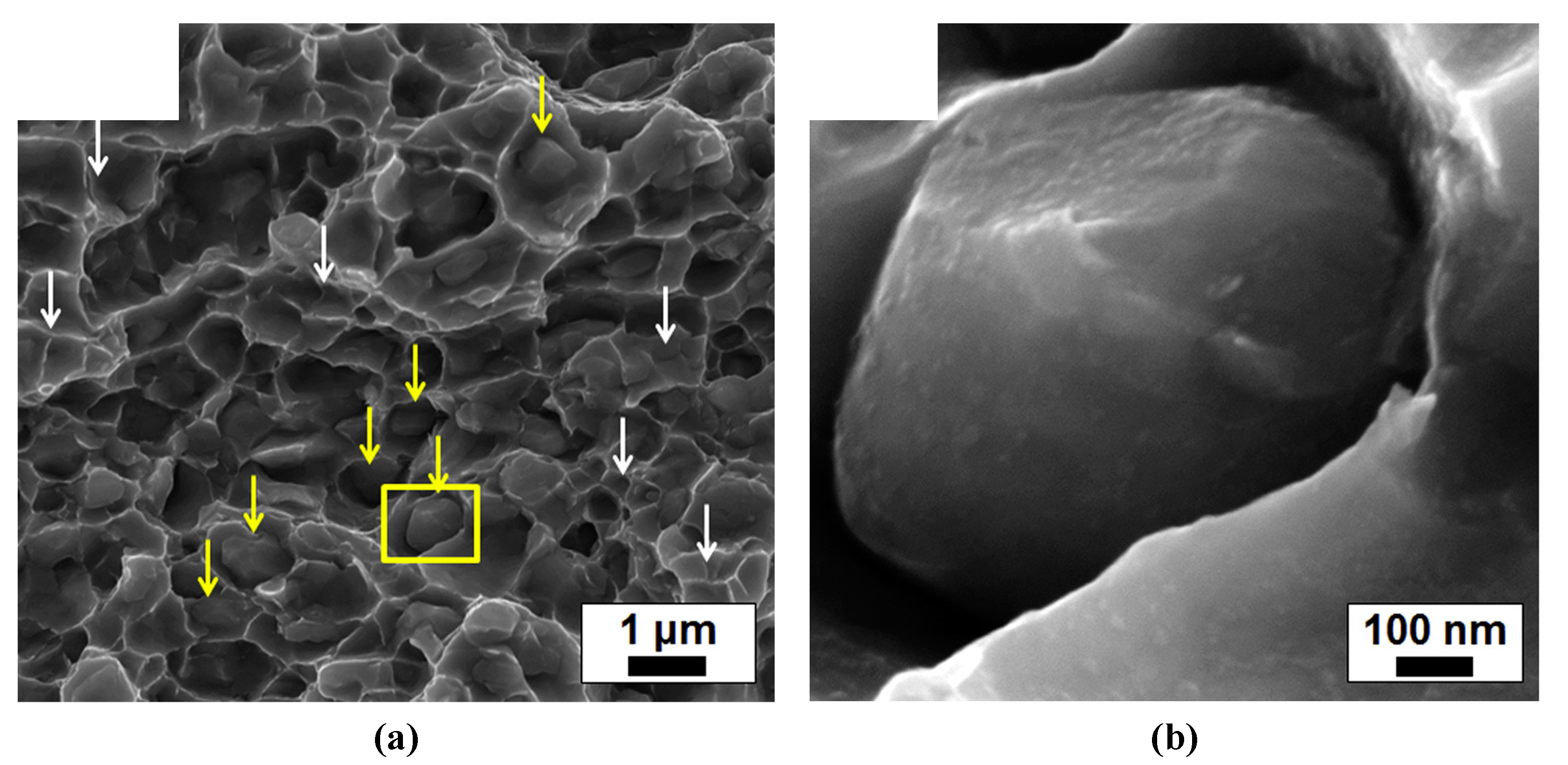
- The effect of micro alloy precipitates is not clearly established for medium–Mn “duplex” steel, and future study is thus needed to evaluate their potential to mitigate HE. There are some reports on the beneficial effect of Cu–rich precipitates with respect to H-resistance.
- In general, the HE characteristics of medium–Mn steels are governed by the volume fraction and mechanical stability of retained austenite. Effective alloy and process design should target a sufficiently high fraction of retained austenite with a high mechanical stability and/or SFE, to avoid α′- or ε-martensitic transformation or even suppress planar slip. A finer grain size is often found to help mechanically stabilize the austenite.
- In theory, alloying elements that increase the SFE are expected to improve the HE resistance. C, Mn, Al, and Ni increase the SFE of austenite significantly. C is the most powerful in increasing SFE, but the amount is often limited below 0.6 wt pct, due to concerns related to the weldability or C segregation during casting [3]. Sufficiently high Al (≥3 wt pct) may be helpful to increase SFE of austenite, while stabilizing ferrite. Many investigations have focused on medium-Mn steels containing approximately 3 wt pct Al, as a greater amount of Al may cause difficulties during melting, secondary refining, and casting [3]. Cu appears to slightly increase SFE when in solid solution.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miller, R. Ultrafine-grained microstructures and mechanical properties of alloy steels. Metall. Mater. Trans. B 1972, 3, 905–912. [Google Scholar] [CrossRef]
- Suh, D.-W.; Kim, S.-J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scr. Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H.; Yang, F.; Dong, H. Recent progress in medium-Mn steels made with new designing strategies, a review. J. Mater. Sci. Technol. 2017, 33, 1457–1464. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Han, J. Current opinion in medium manganese steel. Mater. Sci. Technol. 2015, 31, 843–856. [Google Scholar] [CrossRef]
- Rana, R. Special Issue on ‘Medium Manganese Steels’; Taylor & Francis: Abingdon, UK, 2019. [Google Scholar]
- Hu, J.; Du, L.-X.; Dong, Y.; Meng, Q.-W.; Misra, R. Effect of Ti variation on microstructure evolution and mechanical properties of low carbon medium Mn heavy plate steel. Mater. Charact. 2019, 152, 21–35. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.; Liu, H.; Sun, G.; Xie, H.; Yi, H.; Misra, R. Structure–mechanical property relationship in a low-C medium-Mn ultrahigh strength heavy plate steel with austenite-martensite submicro-laminate structure. Mater. Sci. Eng. A 2015, 647, 144–151. [Google Scholar] [CrossRef]
- Benzing, J.T.; da Silva, A.K.; Morsdorf, L.; Bentley, J.; Ponge, D.; Dutta, A.; Han, J.; McBride, J.R.; Van Leer, B.; Gault, B. Multi-scale characterization of austenite reversion and martensite recovery in a cold-rolled medium-Mn steel. Acta Mater. 2019, 166, 512–530. [Google Scholar] [CrossRef]
- Choi, Y.H.; Ryu, J.H.; Lee, S.W.; Lee, K.; Lee, B.J.; Kim, J.-K.; Lee, J.S.; Suh, D.-W. Influence of initial microstructures on intercritical annealing behaviour in a medium Mn steel. Mater. Sci. Technol. 2019, 35, 2092–2100. [Google Scholar] [CrossRef]
- Jeong, I.; Ryu, K.M.; Lee, D.G.; Jung, Y.; Lee, K.; Lee, J.S.; Suh, D.-W. Austenite morphology and resistance to hydrogen embrittlement in medium Mn transformation-induced plasticity steel. Scr. Mater. 2019, 169, 52–56. [Google Scholar] [CrossRef]
- Glover, A.; Gibbs, P.J.; Liu, C.; Brown, D.W.; Clausen, B.; Speer, J.G.; De Moor, E. Deformation behavior of a double soaked medium manganese steel with varied martensite strength. Metals 2019, 9, 761. [Google Scholar] [CrossRef]
- Speer, J.; Rana, R.; Matlock, D.; Glover, A.; Thomas, G.; De Moor, E. Processing variants in medium-Mn steels. Metals 2019, 9, 771. [Google Scholar] [CrossRef]
- Wang, M.-M.; Tasan, C.C.; Ponge, D.; Dippel, A.-C.; Raabe, D. Nanolaminate transformation-induced plasticity–twinning-induced plasticity steel with dynamic strain partitioning and enhanced damage resistance. Acta Mater. 2015, 85, 216–228. [Google Scholar] [CrossRef]
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Gibbs, P.; De Moor, E.; Merwin, M.; Clausen, B.; Speer, J.; Matlock, D. Austenite stability effects on tensile behavior of manganese-enriched-austenite transformation-induced plasticity steel. Metall. Mater. Trans. A 2011, 42, 3691–3702. [Google Scholar] [CrossRef]
- Suh, D.-W.; Park, S.-J.; Lee, T.-H.; Oh, C.-S.; Kim, S.-J. Influence of Al on the microstructural evolution and mechanical behavior of low-carbon, manganese transformation-induced-plasticity steel. Metall. Mater. Trans. A 2010, 41, 397. [Google Scholar] [CrossRef]
- Lee, S.; Shin, S.; Kwon, M.; Lee, K.; De Cooman, B.C. Tensile properties of medium Mn steel with a bimodal UFG α+ γ and coarse δ-ferrite microstructure. Metall. Mater. Trans. A 2017, 48, 1678–1700. [Google Scholar] [CrossRef]
- Suh, D.W.; Ryu, J.H.; Joo, M.S.; Yang, H.S.; Lee, K.; Bhadeshia, H. Medium-alloy manganese-rich transformation-induced plasticity steels. Metall. Mater. Trans. A 2013, 44, 286–293. [Google Scholar] [CrossRef]
- Lee, S.; Lee, S.-J.; Kumar, S.S.; Lee, K.; De Cooman, B. Localized deformation in multiphase, ultra-fine-grained 6 Pct Mn transformation-induced plasticity steel. Metall. Mater. Trans. A 2011, 42, 3638–3651. [Google Scholar] [CrossRef]
- Lee, S.; Estrin, Y.; De Cooman, B.C. Constitutive modeling of the mechanical properties of V-added medium manganese TRIP steel. Metall. Mater. Trans. A 2013, 44, 3136–3146. [Google Scholar] [CrossRef]
- Zhao, X.; Shen, Y.; Qiu, L.; Liu, Y.; Sun, X.; Zuo, L. Effects of intercritical annealing temperature on mechanical properties of Fe-7.9 Mn-0.14 Si-0.05 Al-0.07 C steel. Materials 2014, 7, 7891–7906. [Google Scholar] [CrossRef]
- Zhang, R.; Cao, W.; Peng, Z.; Shi, J.; Dong, H.; Huang, C. Intercritical rolling induced ultrafine microstructure and excellent mechanical properties of the medium-Mn steel. Mater. Sci. Eng. A 2013, 583, 84–88. [Google Scholar] [CrossRef]
- Hu, B.; He, B.; Cheng, G.; Yen, H.; Huang, M.; Luo, H. Super-high-strength and formable medium Mn steel manufactured by warm rolling process. Acta Mater. 2019, 174, 131–141. [Google Scholar] [CrossRef]
- Cai, M.; Huang, H.; Zuo, X.; Ding, H.; Stanford, N. Enhanced strength-ductility of medium Mn steel by quenching, partitioning and tempering. Mater. Sci. Technol. 2020, 36, 584–597. [Google Scholar] [CrossRef]
- Lee, S.; Kang, S.-H.; Nam, J.-H.; Lee, S.-M.; Seol, J.-B.; Lee, Y.-K. Effect of Tempering on the Microstructure and Tensile Properties of a Martensitic Medium-Mn Lightweight Steel. Metall. Mater. Trans. A 2019, 50, 2655–2664. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; De Cooman, B.C. Application of quenching and partitioning processing to medium Mn steel. Metall. Mater. Trans. A 2015, 46, 27–31. [Google Scholar] [CrossRef]
- Ayenampudi, S.; Celada-Casero, C.; Sietsma, J.; Santofimia, M.J. Microstructure evolution during high-temperature partitioning of a medium-Mn quenching and partitioning steel. Materialia 2019, 8, 100492. [Google Scholar] [CrossRef]
- Thomas, G.; Speer, J.; Matlock, D.; De Moor, E.; Garza, L. Alloy design for fundamental study of quenched and partitioned steels. In Proceedings of the Materials Science & Technology (MS&T); ASM International: Columbus, OH, USA, 2011; pp. 552–567. [Google Scholar]
- Thomas, G.; De Moor, E.; Speer, J. Tensile properties obtained by Q&P processing of Mn-Ni steels with room temperature quench temperatures. In Proceedings of International Symposium on New Developments in Advanced High-Strength Sheet Steels; De Moor, E., Jun, H.J., Speer, J.G., Merwin, M., Eds.; AIST: Warrendale, PA, USA, 2013; pp. 153–165. [Google Scholar]
- Kim, W.; Kim, S.-J. Application of Room-temperature Quenching and Partitioning on Medium Mn Steel. In Proceedings of the Materials Science & Technology 2019, Portland, OR, USA, 29 September–3 October 2019. [Google Scholar]
- De Cooman, B.C.; Lee, S.J.; Shin, S.; Seo, E.J.; Speer, J.G. Combined intercritical annealing and Q&P processing of medium Mn steel. Metall. Mater. Trans. A 2017, 48, 39–45. [Google Scholar]
- Chang, Y.; Wang, C.; Zhao, K.; Dong, H.; Yan, J. An introduction to medium-Mn steel: Metallurgy, mechanical properties and warm stamping process. Mater. Des. 2016, 94, 424–432. [Google Scholar] [CrossRef]
- Rana, R.; Carson, C.; Speer, J. Hot forming response of medium manganese transformation induced plasticity steels. In Proceedings of the 5th CHS2 Conference, Toronto, ON, Canada, 31 May–3 June 2015; pp. 391–400. [Google Scholar]
- Speer, J.G.; Matlock, D.K.; Moor, E. Highlights of recent progress in automotive sheet steel development. In Proceedings of the Fifth Baosteel Biennial Academic Conference, Shanghai, China, 4–6 June 2013; pp. E59–E65. [Google Scholar]
- Cameron, B.; Koyama, M.; Tasan, C. Phase stability effects on hydrogen embrittlement resistance in martensite–reverted austenite steels. Metall. Mater. Trans. A 2019, 50, 29–34. [Google Scholar] [CrossRef]
- Han, J.; Nam, J.H.; Lee, Y.K. The mechanism of hydrogen embrittlement in intercritically annealed medium Mn TRIP steel. Acta Mater. 2016, 113, 1–10. [Google Scholar] [CrossRef]
- Shen, X.; Song, W.; Sevsek, S.; Ma, Y.; Hüter, C.; Spatschek, R.; Bleck, W. Influence of Microstructural Morphology on Hydrogen Embrittlement in a Medium-Mn Steel Fe-12Mn-3Al-0.05 C. Metals 2019, 9, 929. [Google Scholar] [CrossRef]
- Fielding, L.; Song, E.J.; Han, D.-K.; Bhadeshia, H.; Suh, D.-W. Hydrogen diffusion and the percolation of austenite in nanostructured bainitic steel. Proc. R. Soc. A Math. Phys. Eng. Sci. 2014, 470, 20140108. [Google Scholar] [CrossRef]
- Han, J.; da Silva, A.K.; Ponge, D.; Raabe, D.; Lee, S.-M.; Lee, Y.-K.; Lee, S.-I.; Hwang, B. The effects of prior austenite grain boundaries and microstructural morphology on the impact toughness of intercritically annealed medium Mn steel. Acta Mater. 2017, 122, 199–206. [Google Scholar] [CrossRef]
- McMahon, C., Jr. Hydrogen-induced intergranular fracture of steels. Eng. Fract. Mech. 2001, 68, 773–788. [Google Scholar] [CrossRef]
- Kameda, J.; McMahon, C. Solute segregation and hydrogen-induced intergranular fracture in an alloy steel. Metall. Trans. A 1983, 14, 903–911. [Google Scholar] [CrossRef]
- Wang, M.; Tasan, C.C.; Koyama, M.; Ponge, D.; Raabe, D. Enhancing hydrogen embrittlement resistance of lath martensite by introducing nano-films of interlath austenite. Metall. Mater. Trans. A 2015, 46, 3797–3802. [Google Scholar] [CrossRef]
- Du, Y.; Gao, X.; Lan, L.; Qi, X.; Wu, H.; Du, L.; Misra, R. Hydrogen embrittlement behavior of high strength low carbon medium manganese steel under different heat treatments. Int. J. Hydrog. Energy 2019, 44, 32292–32306. [Google Scholar] [CrossRef]
- Shao, C.; Hui, W.; Zhang, Y.; Zhao, X.; Weng, Y. Effect of intercritical annealing time on hydrogen embrittlement of warm-rolled medium Mn steel. Mater. Sci. Eng. A 2018, 726, 320–331. [Google Scholar] [CrossRef]
- Zhang, Y.; Shao, C.; Wang, J.; Zhao, X.; Hui, W. Intercritical annealing temperature dependence of hydrogen embrittlement behavior of cold-rolled Al-containing medium-Mn steel. Int. J. Hydrog. Energy 2019, 44, 22355–22367. [Google Scholar] [CrossRef]
- Wang, J.; Hui, W.; Xie, Z.; Wang, Z.; Zhang, Y.; Zhao, X. Hydrogen embrittlement of a cold-rolled Al-containing medium-Mn steel: Effect of pre-strain. Int. J. Hydrog. Energy 2020, 45, 22080–22093. [Google Scholar] [CrossRef]
- Liu, Q.; Yan, Y.; Xu, J.; Yang, S.; Li, J.; Su, Y.; Qiao, L. Effect of Prestrain on Hydrogen-Induced Delayed Cracking for Medium Mn Steels. J. Mater. Eng. Perform. 2020, 1–10. [Google Scholar] [CrossRef]
- Ryu, J.H.; Chun, Y.S.; Lee, C.S.; Bhadeshia, H.; Suh, D.W. Effect of deformation on hydrogen trapping and effusion in TRIP-assisted steel. Acta Mater. 2012, 60, 4085–4092. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, J.; Li, J. Influence of microstructure on hydrogen embrittlement in hot-rolled medium Mn steels. Mater. Sci. Eng. A 2020, 139147. [Google Scholar] [CrossRef]
- Zhang, Y.; Hui, W.; Wang, J.; Lei, M.; Zhao, X. Enhancing the resistance to hydrogen embrittlement of Al-containing medium-Mn steel through heavy warm rolling. Scr. Mater. 2019, 165, 15–19. [Google Scholar] [CrossRef]
- Ryu, J.H.; Kim, D.-I.; Kim, H.S.; Bhadeshia, H.; Suh, D.-W. Strain partitioning and mechanical stability of retained austenite. Scr. Mater. 2010, 63, 297–299. [Google Scholar] [CrossRef]
- Kim, Y.M.; Han, H.N.; Bhadeshia, H.; Suh, D.-W. Hydrogen and aluminium in high-manganese twinning-induced plasticity steel. Scr. Mater. 2014, 80, 9–12. [Google Scholar]
- Song, E.J.; Bhadeshia, H.; Suh, D.-W. Interaction of aluminium with hydrogen in twinning-induced plasticity steel. Scr. Mater. 2014, 87, 9–12. [Google Scholar] [CrossRef]
- Koyama, M.; Akiyama, E.; Lee, Y.-K.; Raabe, D.; Tsuzaki, K. Overview of hydrogen embrittlement in high-Mn steels. Int. J. Hydrog. Energy 2017, 42, 12706–12723. [Google Scholar] [CrossRef]
- Park, T.M.; Kim, H.-J.; Um, H.Y.; Goo, N.H.; Han, J. The possibility of enhanced hydrogen embrittlement resistance of medium-Mn steels by addition of micro-alloying elements. Mater. Charact. 2020, 165, 110386. [Google Scholar] [CrossRef]
- Li, Y.; Li, W.; Min, N.; Liu, H.; Jin, X. Homogeneous elasto-plastic deformation and improved strain compatibility between austenite and ferrite in a co-precipitation hardened medium Mn steel with enhanced hydrogen embrittlement resistance. Int. J. Plast. 2020, 133, 102805. [Google Scholar] [CrossRef]
- Sun, B.; Krieger, W.; Rohwerder, M.; Ponge, D.; Raabe, D. Dependence of hydrogen embrittlement mechanisms on microstructure-driven hydrogen distribution in medium Mn steels. Acta Mater. 2020, 183, 313–328. [Google Scholar] [CrossRef]
- Yoo, J.; Jo, M.C.; Kim, D.W.; Song, H.; Koo, M.; Sohn, S.S.; Lee, S. Effects of Cu addition on resistance to hydrogen embrittlement in 1 GPa-grade duplex lightweight steels. Acta Mater. 2020, 196, 370–383. [Google Scholar] [CrossRef]
- Choi, J.H.; Jo, M.C.; Lee, H.; Zargaran, A.; Song, T.; Sohn, S.S.; Kim, N.J.; Lee, S. Cu addition effects on TRIP to TWIP transition and tensile property improvement of ultra-high-strength austenitic high-Mn steels. Acta Mater. 2019, 166, 246–260. [Google Scholar] [CrossRef]
- Kwon, Y.J.; Lee, T.; Lee, J.; Chun, Y.S.; Lee, C.S. Role of Cu on hydrogen embrittlement behavior in Fe–Mn–C–Cu TWIP steel. Int. J. Hydrog. Energy 2015, 40, 7409–7419. [Google Scholar] [CrossRef]
- Chou, S.; Tsai, W. Hydrogen embrittlement of duplex stainless steel in concentrated sodium chloride solution. Mater. Chem. Phys. 1999, 60, 137–142. [Google Scholar] [CrossRef]
- Tao, P.; Gong, J.; Wang, Y.; Jiang, Y.; Li, Y.; Cen, W. Characterization on stress-strain behavior of ferrite and austenite in a 2205 duplex stainless steel based on nanoindentation and finite element method. Results Phys. 2018, 11, 377–384. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | Product Type or Starting Microstructure | Heat Treatment | Microstructure (Morphology and Austenite Fraction) | H content, wppm | H-induced Elongation Loss, Pct | Remarks | Ref. |
|---|---|---|---|---|---|---|---|
| Fe-0.01C -9Mn-3Ni- 1.4Al | Plate-type: as-quenched martensite | IA or ART at 600 C for 8 h | Lamellarized α′ + γ (33–36 vol pct) | 1.87 | ~92 | “Equiaxed” absorbed much greater H content for a given H-charging condition. | Cameron et al. [35] |
| Cold-rolled, martensite | IA at 600 °C for 1 h | Equiaxed α + γ (~40 vol pct) | 15.6 | ~91 | |||
| Fe-0.1C- 7Mn-0.5Si | Hot-rolled | IA at 640 °C for 30 min | Lamellarized α′ + γ (47 vol pct) | ~1.2 | ~87 | “Equiaxed” had a higher ultimate tensile strength and was more H-resistant than lamellarized. | Han et al. [36] |
| Cold-rolled | IA at 640 °C for 30 min | Equiaxed α + γ (50 vol pct) | ~1.2 | ~74 | |||
| Fe-0.06C- 11.7Mn-2.9Al-0.2Si | Cold-rolled | IA at 675 °C for 2 h | Larger, mixed lamellarized and equiaxed α + γ (55.2 vol pct) | 3.1 | ~58 | “Larger mixed” microstructure was more H-resistant than finer, lamellarized condition. | Shen et al. [37] |
| 10.0 | ~75 | ||||||
| 25.9 | ~83 | ||||||
| Cold-rolled | Aus. at 800 °C for 20 min + IA at 650 °C for 15 min | Finer, lamellarized α + γ (53.1 vol pct) | 2.4 | ~86 | |||
| 7.6 | ~87 | ||||||
| 34.6 | ~87 | ||||||
| Fe-0.11C- 7.2Mn-1.0Si | Cold-rolled | Aus. at 900 °C for 10 min + IA at 650 °C for 4 min | Lamellarized α + γ (32 vol pct) | 0.4 | 0 | “Lamellarized” was more H-resistant than equiaxed. Tested with samples having similar austenite fraction and mechanical stability. | Jeong et al. [10] |
| 0.9 | ~1 | ||||||
| 1.6 | ~3 | ||||||
| 2.6 | ~50 | ||||||
| 3.7 | ~85 | ||||||
| 4.2 | ~90 | ||||||
| Cold-rolled | Aus. at 820 °C for 10 min + IA at 650 °C for 2 min | Equiaxed α + γ (32 vol pct) | 0.5 | ~38 | |||
| 1.5 | ~54 | ||||||
| 2.0 | ~75 | ||||||
| 3.4 | ~95 | ||||||
| 4.1 | ~98 | ||||||
| 4.4 | ~98 |
| Product Type | Chemical Composition (wt.%) | IA Temperature /Hold Time | Microstructure (Morphology and Austenite Fraction) | H Content, Wppm | H-Induced Elongation Loss, Pct | Authors’ Interpretation | Ref. |
|---|---|---|---|---|---|---|---|
| Cold-rolled | Fe-0.12C- 4.6Mn- 0.55Si- 1.1Al | 720 °C/2 min | Equiaxed α + γ (26 vol%) | 0.1 | ~16 | HE is more pronounced for the low‑Al alloy containing less stable austenite. Martensitic decomposition of the austenite leaves the inherited H in a more mobile state. | Ryu et al. [48] |
| 0.6 | ~56 | ||||||
| 2.0 | ~77 | ||||||
| 3.3 | ~87 | ||||||
| Fe-0.12C- 5.8Mn- 0.47Si- 3.1Al | 780 °C/2 min | Equiaxed α + γ (30 vol%) + coarse δ | 1.0 | ~31 | |||
| 1.2 | ~47 | ||||||
| 2.2 | ~65 | ||||||
| 3.1 | ~72 | ||||||
| 4.0 | ~78 | ||||||
| 6.1 | ~92 | ||||||
| 9.0 | ~96 | ||||||
| Hot-rolled | Fe-0.22C- 6.1Mn- 3.1Al | 740 °C/3 min | Lamellarized α′ + γ (24.8 vol%) | 3.9 | 13.5 | The presence of δ can promote Mn enrichment in reverted γ. H-resistance increases with increasing stability and fraction of γ. H-induced cracking occurs along the boundaries of δ and UFG regions. | Wang et al. [49] |
| 5.2 | 25.8 | ||||||
| 7.9 | 39.8 | ||||||
| 740 °C/30 min | Lamellarized α′ + γ (37.4 vol%) | 3.2 | 79.2 | ||||
| 4.1 | 82.1 | ||||||
| 7.4 | 88.2 | ||||||
| Fe-0.18C- 6.1Mn- 2.9Al-0.6Si | 740 °C/3 min | Lamellarized α′ + γ (15.2 vol%) + coarse δ | 2.2 | 46.7 | |||
| 2.8 | 68.3 | ||||||
| 5.8 | 70.3 | ||||||
| 740 °C/30 min | Lamellarized α′ + γ (31.4 vol%) + coarse δ | 5.0 | 76.5 | ||||
| 6.2 | 91.9 | ||||||
| 7.2 | 89.1 | ||||||
| Warm-rolled at IA temperature | 0.20C- 5.0Mn- 3.0Al-0.6Si | 750 °C/10 min | Equiaxed α + γ (33.1 vol%) + coarse δ | 1.4 | ~16 | HE became increasingly significant with increasing γ grain size. H-resistance relates to the γ mechanical stability. | Shao et al. [44] |
| 750 °C/1 h | Equiaxed α + γ (34.2 vol%) + coarse δ | 1.3 | ~24 | ||||
| 750 °C/6 h | Equiaxed α + γ (35.7 vol%) + coarse δ | 1.1 | ~35 | ||||
| Hot-rolled | 0.20C-4.9Mn-3.1Al-0.6Si | 750 °C/1 h | Lamellarized α′ + γ (~26 vol%) + coarse δ | 0.9 | ~78 | Warm rolling, i.e., fine lamellar structure, significantly enhances the H-resistance. | Zhang et al. [50] |
| 750 °C/1 h + 89%‑reduction warm-rolled | Fine, lamellarized α + γ (~15 vol%) + coarse δ | 1.6 | ~28 |
| Chemical Composition (wt. %) | Product Type | Heat Treatment | Microstructure (Austenite Fraction) | Fracture Surface Appearances and Crack Initiation Sites | Refs. |
|---|---|---|---|---|---|
| Fe-0.1C- 7Mn-0.5Si | Hot-rolled | IA at 640 °C for 30 min | Lamellarized α′ + γ (47 vol%) | Cracking along prior γ grain boundaries. Rugged facets, likely associated with fracture of mechanically-induced α′. | Han et al. [36] |
| Cold-rolled | IA at 640 °C for 30 min | Equiaxed α + γ (50 vol%) | Dimples with granular features.The granular features are likely associated with intergranular cracking along equiaxed γ grain boundaries. | ||
| Fe-0.22C- 6.1Mn-3.1Al | Hot-rolled | IA at 740 °C for 3 min and 30 min | Lamellarized α′ + γ (24.8–37.4 vol%) | Cracking preferentially along γ/α phase boundaries. Cracking along prior γ grain boundaries or across the lamellar structure. | Wang et al. [49] |
| Fe-0.18C- 6.1Mn-2.9Al-0.6Si | Hot-rolled | IA at 740 °C for 3 min and 30 min | Lamellarized α′ + γ (15.2–31.4 vol%) + coarse δ | Cracking at the phase boundaries, preferentially along (γ or α)/δ phase boundaries. | |
| 0.20C-5.0Mn-3.0Al-0.6Si | Warm-rolled at IA temperature | IA at 750 °C for 10 min, 1 h, and 6 h | Equiaxed α + γ (33.1–35.7 vol%) + coarse δ | Dimples with granular features. The granular features likely associated with cracking in the region of mechanically-induced α′. | Shao et al. [44] |
| 0.20C-4.9Mn-3.1Al-0.6Si | Hot-rolled | IA at 750 °C for 1 h | Lamellarized α′ + γ (~26 vol%) + coarse δ | Cracking across the lamellar structure or along γ/α′ phase boundaries. A few cracks along prior γ grain boundaries. | Zhang et al. [50] |
| IA at 750 °C for 1 h + 89% reduction warm rolled | Fine, lamellarized α′ + γ (~15 vol%) + coarse δ | Micro-delamination cracking at γ/α′ interfaces along the rolling direction. Larger-scale crack deflections near δ-ferrite layers. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, L.; Kong, Y.; Speer, J.G.; Findley, K.O. Hydrogen Embrittlement of Medium Mn Steels. Metals 2021, 11, 358. https://doi.org/10.3390/met11020358
Cho L, Kong Y, Speer JG, Findley KO. Hydrogen Embrittlement of Medium Mn Steels. Metals. 2021; 11(2):358. https://doi.org/10.3390/met11020358
Chicago/Turabian StyleCho, Lawrence, Yuran Kong, John G. Speer, and Kip O. Findley. 2021. "Hydrogen Embrittlement of Medium Mn Steels" Metals 11, no. 2: 358. https://doi.org/10.3390/met11020358
APA StyleCho, L., Kong, Y., Speer, J. G., & Findley, K. O. (2021). Hydrogen Embrittlement of Medium Mn Steels. Metals, 11(2), 358. https://doi.org/10.3390/met11020358