
Effect of Ni on the Microstructure and Diffusion Behavior at the Interface of WC/High-Speed Steel Composites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
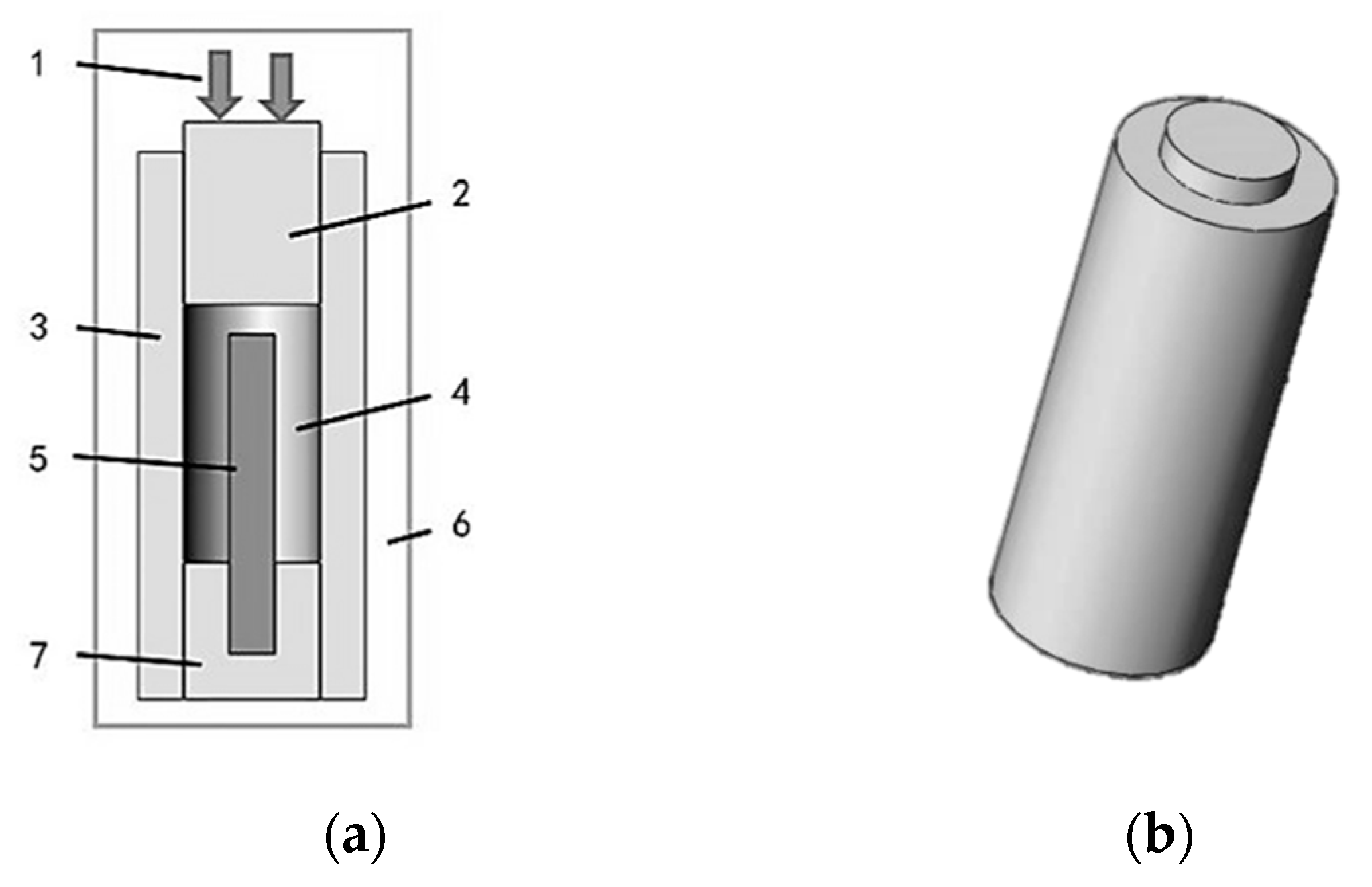
2. Materials and Methods
3. Results and Analysis
3.1. Effect of Adding Ni on the WC Microstructure of WC/HSS Composites
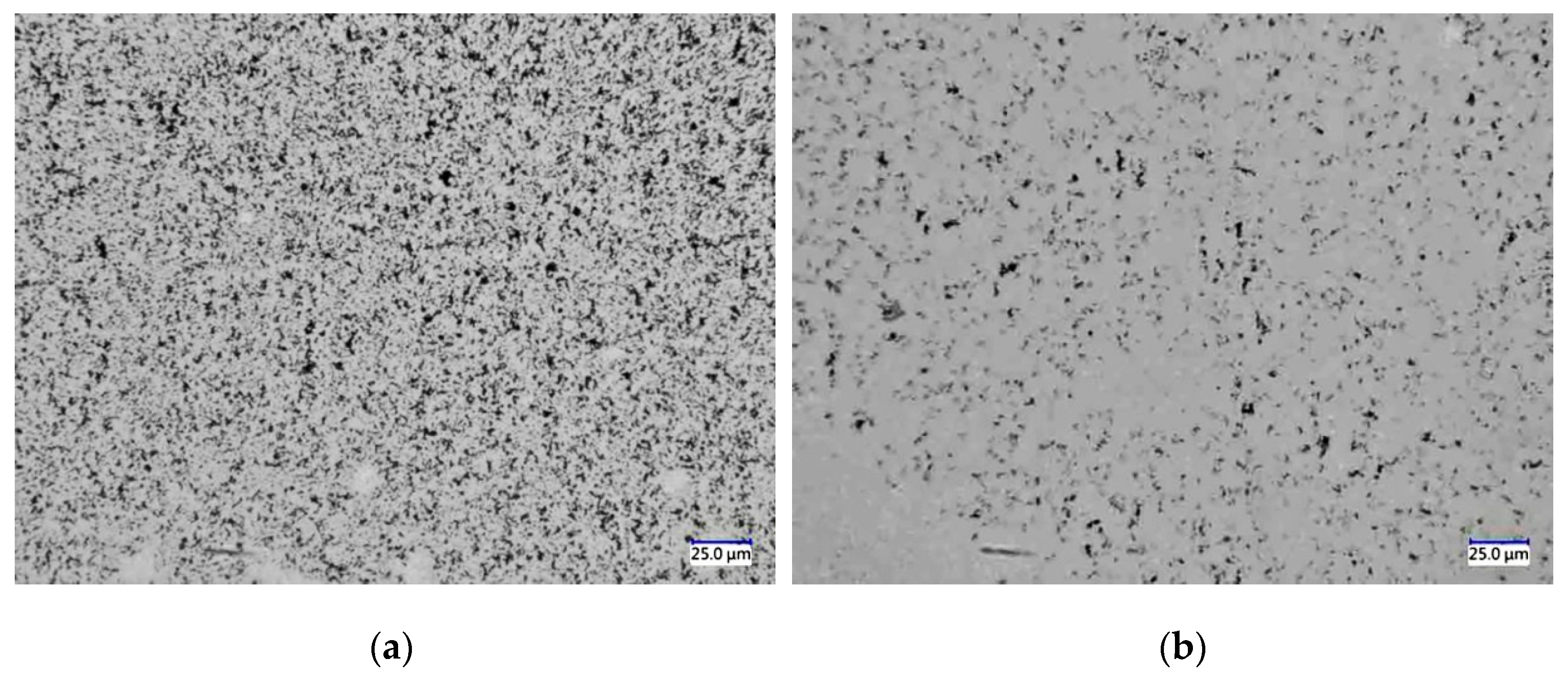
3.1.1. Effect of Adding Ni on the WC Sintered Porosity
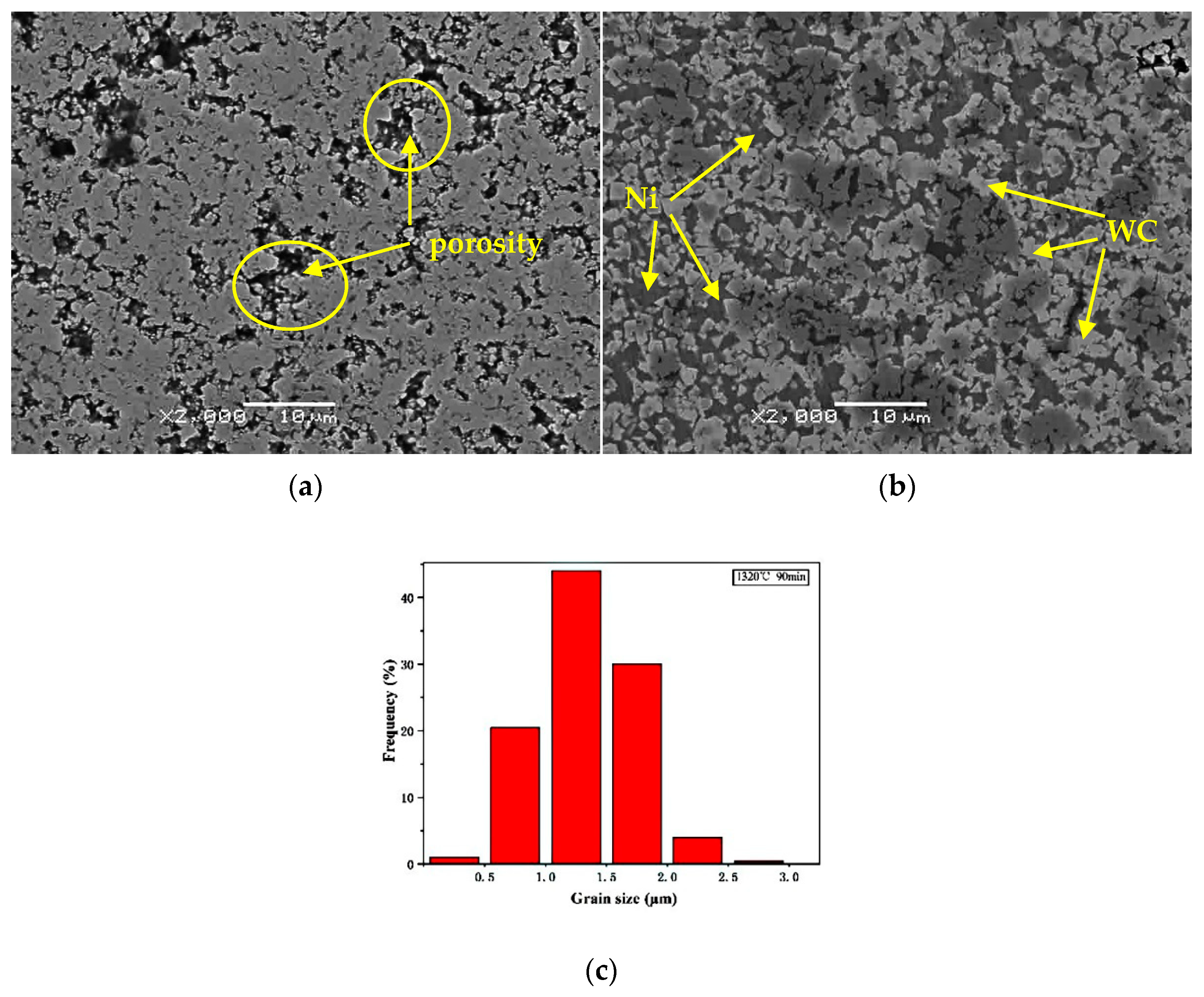
3.1.2. Effect of Adding Ni on the Grains of the WC Microstructure
3.2. Influence of Ni Addition on the Interface of WC/HSS Composite Materials
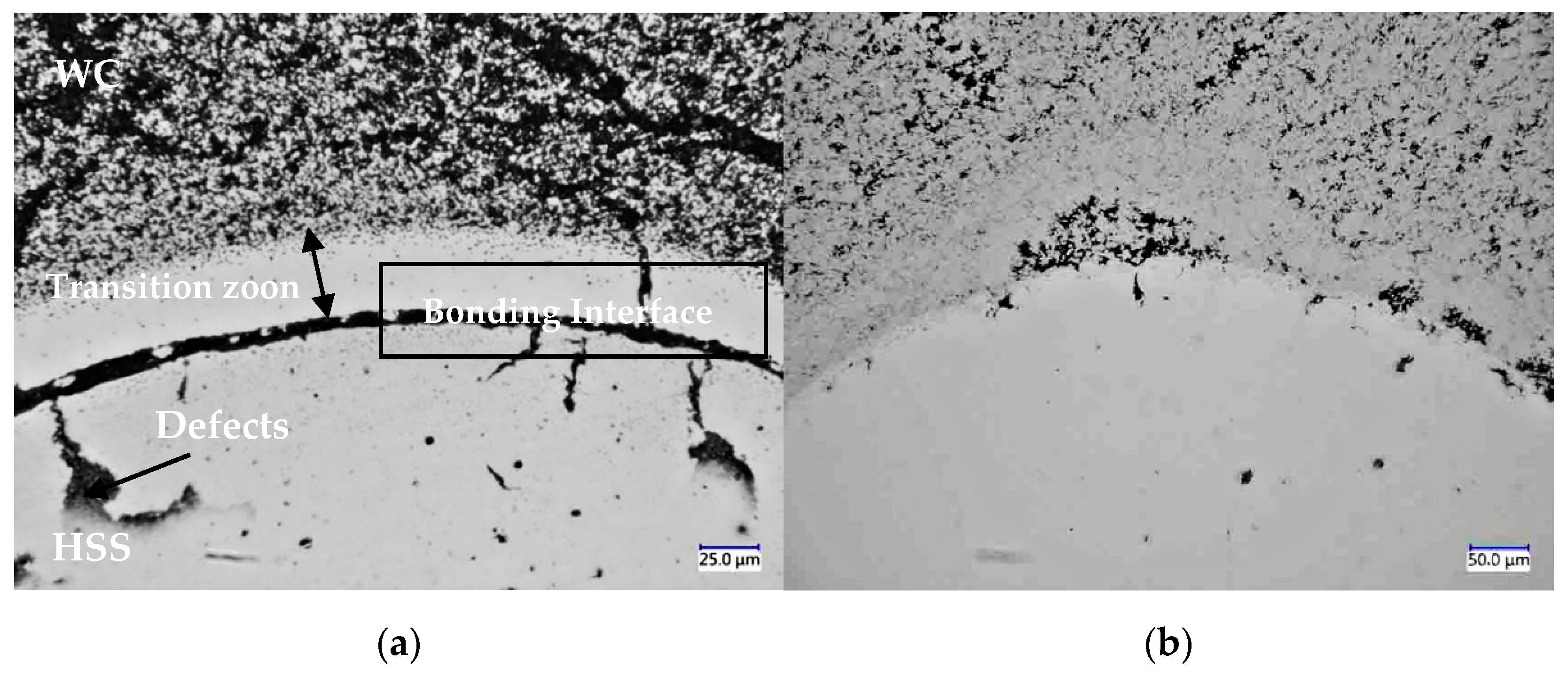
3.2.1. Influence of Ni Addition on the Interface Morphology of Composite Materials
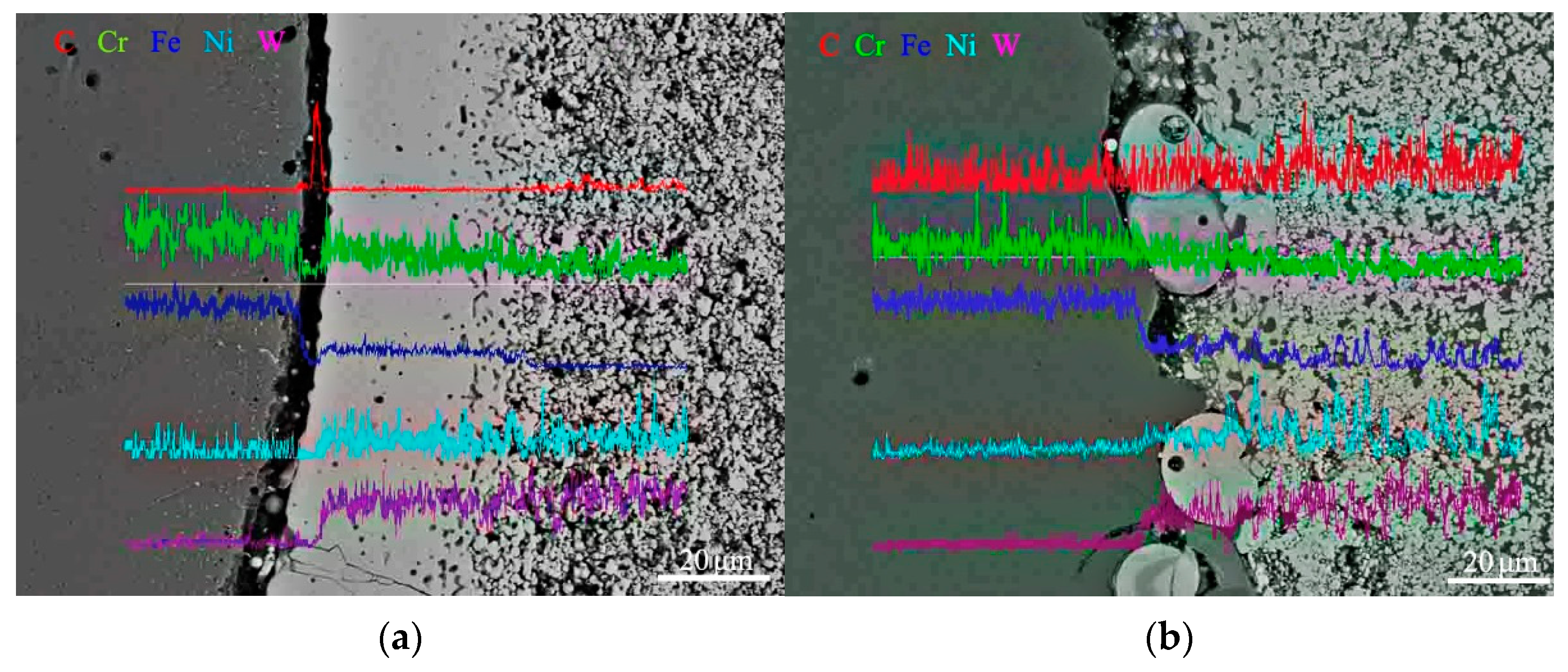
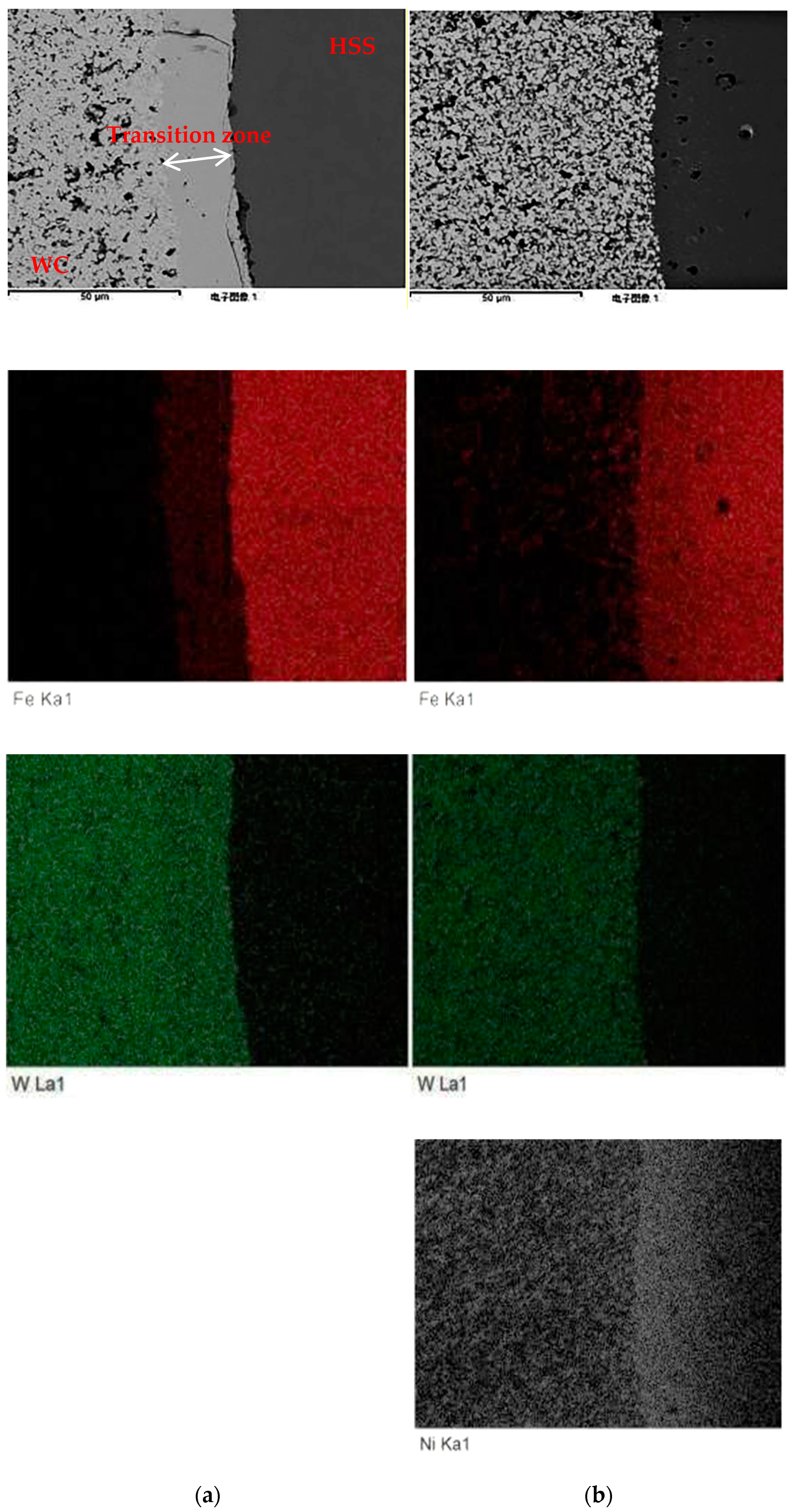
3.2.2. Influence on the Diffusion of Elements at the Interface of Composite Materials
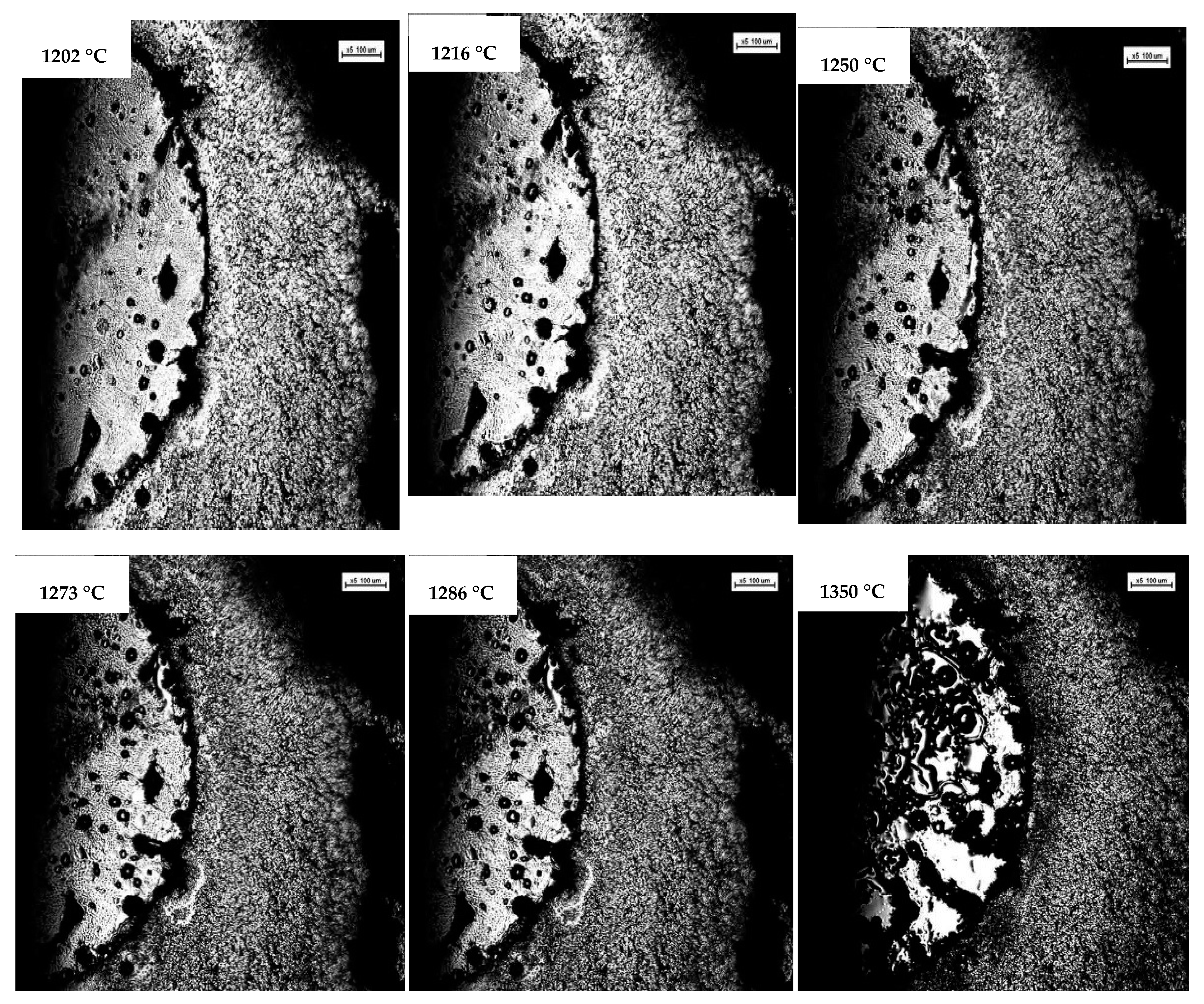
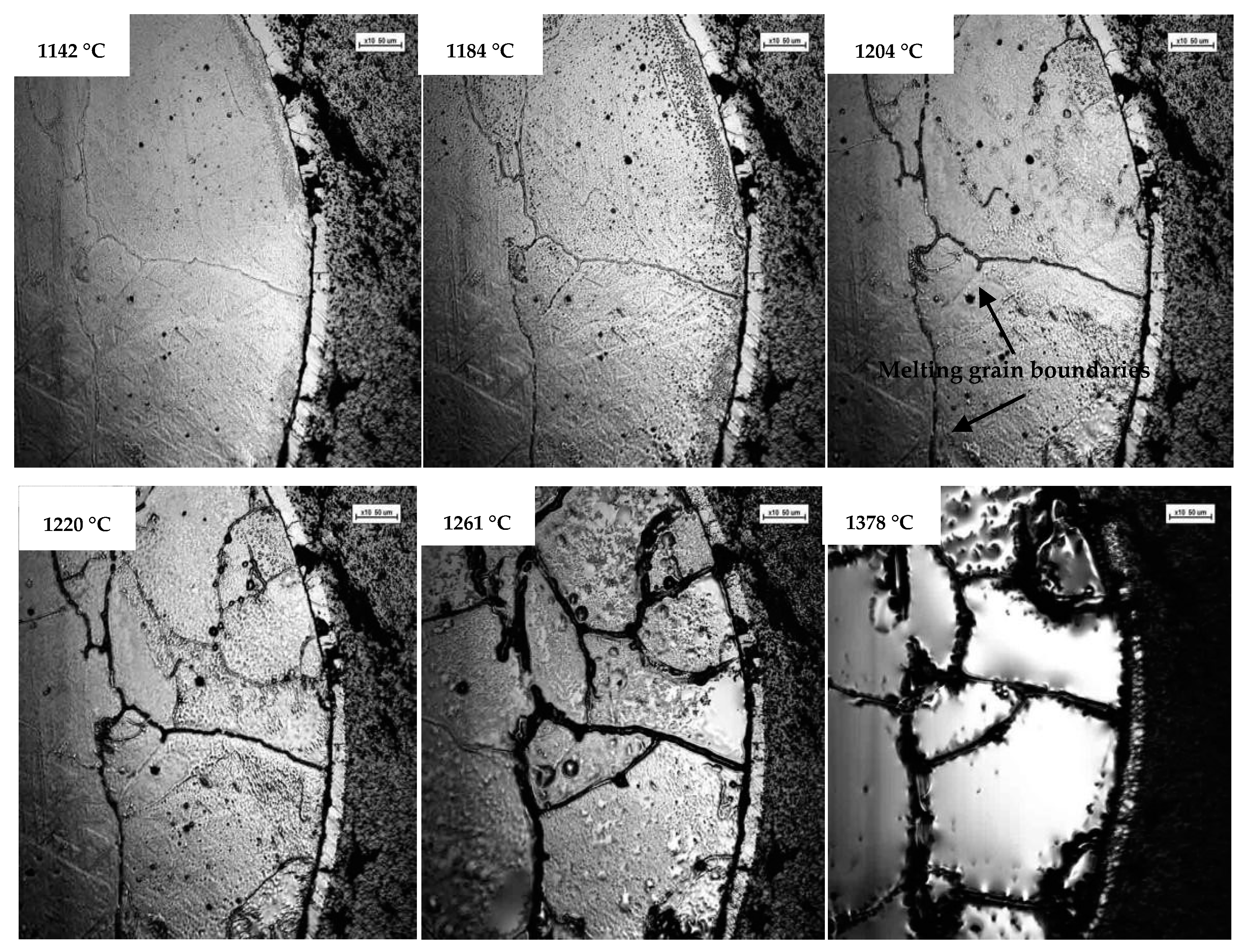
3.3. Laser Confocal Experimental Results
3.4. Effects of Ni Addition on Microhardness of WC/HSS Composite
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pero, R.; Maizza, Z.; Montanari, R.; Ohmura, T. Nano-Indentation Properties of Tungsten Carbide-Cobalt Composites as a Function of Tungsten Carbide Crystal Orientation. Materials 2020, 13, 2137. [Google Scholar] [CrossRef]
- Wu, Y.H. Performance of WC-Based Cemented Carbide and Its Application in Hard-Sealed Ball Valves. Master’s Thesis, Lanzhou University of Technology, Lanzhou, China, 2017. [Google Scholar]
- Maizza, G.; Pero, R.; Marco, F.D.; Ohmura, T. Correlation Between the Indentation Properties and Microstructure of Dissimilar Capacitor Discharge Welded WC-Co/High-Speed Steel Joints. Materials 2020, 13, 2657. [Google Scholar] [CrossRef]
- Humphry-Baker, S.A.; Smith, G.D.W. Shielding materials in the compact spherical tokamak. Phil. Trans. A 2019, 377, 1–20. [Google Scholar] [CrossRef] [PubMed]
- Humphry-Baker, S.A.; Harrison, R.W.; Graeme, G.; Knowles, A.J.; Smith, G.D.W.; Donnelly, S.E.; Lee, W.E. A candidate fusion engineering material, WC-FeCr. Scripta Mater. 2018, 155, 129–133. [Google Scholar] [CrossRef]
- Gopal Krishna, U.B.; Ranganatha, P.; Rajesh, G.L.; Auradi, V.; Mahendra Kumar, S.; Vasudeva, B. Studies on dry sliding wear characteristics of cermet WC-Co particulate reinforced Al7075 metal matrix composite. Mater. Today 2019, 16, 343–350. [Google Scholar] [CrossRef]
- Fargas, G.; Müller, C.M.; Sosa, D.; Tarragó, J.; Tarrés, E.; Fair, J.; Llanes, L. Influence of the microstructure on corrosion induced damage of WC-Co cemented carbides. Power. Metall. 2020, 63, 174–179. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, H.M.; Li, Y.; Jia, H.B.; Wang, J.L.; Meng, L.H.; Jiang, Z.Y. Effect of sintering temperature on the interface microstructure and element diffusion of WC/high-speed steel composite. Funct. Mater. 2019, 50, 4086–4092. [Google Scholar]
- Wang, H.T.; Webb, T.; Bitler, J.W. Study of thermal expansion and thermal conductivity of cemented WC-Co composite. Int. J. Refract. Met. Hard Mater. 2015, 49, 170–177. [Google Scholar] [CrossRef]
- Sun, J.L.; Zhao, J.; Gong, F.; Ni, X.Y.; Li, Z.L. Development and application of WC-based alloys bonded with alternative binder phase. Crit. Rev. Solid State 2018, 44, 211–238. [Google Scholar] [CrossRef]
- Wang, C. Research on Interface Microstructure and Diffusion Behavior of WC/High-Speed Steel Composite Material for Microdrill. Master’s Thesis, University of Science and Technology Liaoning, Anshan, China, 2019. [Google Scholar]
- Fernandes, C.M.; Rocha, A.; Cardoso, J.P.; Bastos, A.C.; Soares, E.; Sacramento, J.; Ferreira, M.G.S.; Senos, A.M.R. WC-stainless steel hardmetals. Int. J. Refract. Met. Hard Mater. 2018, 72, 21–26. [Google Scholar] [CrossRef]
- Fernandes, C.M.; Oliveira, F.J.; Senos, A.M.R. Reactive sintering and microstructure development of tungsten carbide-AISI 304 stainless steel cemented carbides. Mater. Chem. Phys. 2017, 193, 348–355. [Google Scholar] [CrossRef]
- Guo, Z.X.; Xiong, J. Research and application of WC–NI cemented carbide. Tool Tech. 2005, 39, 15–19. [Google Scholar]
- Shi, K.H.; Zhou, K.C.; Li, Z.Y.; Zhang, D.; Zan, X.Q. Microstructure and forming process of Ni pool defect in WC-8NI cemented carbide. Trans. Nonferrous Met. Soc. China 2015, 25, 873–878. [Google Scholar] [CrossRef]
- Zhang, F.G. Friction and wear behavior of WC/Ni cemented carbide tool material irradiated by high-intensity pulsed electron beam. Ceram. Int. 2019, 45, 15327–15333. [Google Scholar] [CrossRef]
- Soria-Biurrun, T.; Lozada-Cabezas, L.; Ibarreta-Lopez, F.; Martinez-Pampliega, R.; Sanchez-Moreno, J.M. Effect of chromium and carbon contents on the sintering of WC-Fe-Ni-Co-Cr multicomponent alloys. Int. J. Refract. Met. Hard Mater. 2020, 92, 1–11. [Google Scholar] [CrossRef]
- Sun, W.W. Preparation of WC-8%Ni Corrosion Resistant Cemented Carbide. Master’s Thesis, Xihua University, Chengdu, China, 2019. [Google Scholar]
- Liu, Y.; Xu, T.H.; Liu, Y.; Gao, Y.L.; Di, C. Wear and heat shock resistance of Ni-WC coating on mould copper plate fabricated by laser. J. Mater. Res. Technol. 2020, 9, 8283–8288. [Google Scholar] [CrossRef]
- Meng, L.H. WC–Ni/High-Speed Steel Composite Interface Microstructure and Diffusion Behavior of Micro Bit. Master’s Thesis, University of Science and Technology Liaoning, Anshan, China, 2019. [Google Scholar]
- Peng, Y.; Wang, H.B.; Zhao, C.; Hu, H.X.; Liu, X.M.; Song, X.Y. Nanocrystalline WC-Co composite with ultrahigh hardness and toughness. Compos. Part B 2020, 197, 1–11. [Google Scholar] [CrossRef]
- Ghosh, G.H.; Ajay, S.; Bandyopadhyay, P.P. Fabrication of mechanically durable slippery surface on HVOF sprayed WC-Co coating. Surf. Coat. Tech. 2020, 394, 1–13. [Google Scholar] [CrossRef]
- Gopal Krishna, U.B.; Pavan, S.M.; Jyothi, S.; Somashekhar, X.; Shetty, N.; Auradi, V.; Vasudeva, B. Influence of WC-Co addition in the improvement of mechanical properties of aluminium matrix composite via liquid metallurgy route. Mater. Today 2020, 27, 1723–1727. [Google Scholar]
- Liu, W.B.; Wang, T.J.; Chen, F.X.; Chen, F.G.; Xie, Y.J. Preparation and Properties of high performance non - magnetic cemented carbide WC-15Ni. Rare Met. Hard Alloy. 2016, 44, 74–78. [Google Scholar]
- Jia, Y.J.; Sun, W.Q.; Wang, K.Y. Finite element analysis and experimental study of laser cladding WC/Ni powder for repairing cold workdie steel. World Sci. Res. 2020, 6, 311–318. [Google Scholar]
- Zhao, Y.C.; Wang, L.; He, W. Effect of Scanning Speed on the interface behavior and dendrite growth of laser remelted Fe-Based Ni/WC coatings. Coatings 2019, 9, 677. [Google Scholar] [CrossRef]
- Wang, X.; Yu, X.T. Analysis of microstructure and friction properties of WC–NI coating with 316L steel laser cladding for ultrasonic vibration vehicle. J. Vac. Sci. Technol. 2020, 40, 745–749. [Google Scholar]
- Zhou, X.K.; Wang, Y.; Wang, R.R.; Wang, K.; Wang, Q.; Liu, J.X.; Xiao, Z.L. Preparation and microstructure of layered structure functional gradient cemented carbides. Funct. Mater. Lett. 2019, 12, 1–5. [Google Scholar] [CrossRef]
- Czechowski, L. Study on Strength and Stiffness of WC-Co-NiCr Graded Samples. Materials 2019, 12, 4166. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Yue, F.; Li, S.F.; Yang, Y.F. Utilizing the autocatalysis of Co to prepare low−cost WC−Co powder for high-performance atmospheric plasma spraying. J. Am. Ceram. Soc. 2020, 103, 1–10. [Google Scholar] [CrossRef]
- Genga, R.M.; Rokebrand, P.; Cornish, L.A.; Nelwalani, N.; Brandt, G.N.; Kelling, M.; Woydt, A.; van Vuuren, J.; Polese, C. High temperature sliding wear, elastic modulus and transverse rupture strength of Ni bonded NbC and WC cermets. Int. J. Refract. Met. Hard Mater. 2020, 87, 1–39. [Google Scholar] [CrossRef]
- Fernandes, C.M.; Puga, J.; Senos, A.M.R. Nanometric WC-12 wt% AISI 304 powders obtained by high energy ball milling. Adv. Powder Technol. 2019, 30, 1–7. [Google Scholar] [CrossRef]
- Cao, W. High-speed steel bit. Equip. Manuf. Technol. 2015, 6, 285–287. [Google Scholar]
- Fu, L.Y.; Guo, Q. Progress of microbit and microhole drilling for printed board. Print. Circuit Inf. (China) 2014, 5, 31–39+51. [Google Scholar]
- Zhang, H.M.; Li, H.N.; Yan, L.; Wang, C.; Ai, F.F.; Li, Y.; Jiang, Z.Y. Effect of Particle Size on Microstructure and Element Diffusion at the Interface of Tungsten Carbide/High Strength Steel Composites. Materials 2019, 12, 4164. [Google Scholar] [CrossRef] [PubMed]
- Correa, E.O.; Santos, J.N.; Klein, A.N. Microstructure and mechanical properies of WC Ni–Si based cemented carbides developed by powder metallurgy. Int. J. Refract. Met. Hard Mater. 2010, 28, 572–575. [Google Scholar] [CrossRef]
- Feng, A.F.; Zhang, Y.J. Image J software was used to process the Image and calculate the porosity of the fabric. Knitt. Ind. China 2015, 1, 9–11. [Google Scholar]
- Zhu, J.F.; Zhang, L.; Xu, T.; Zhang, Z.J.; Liu, X.Z.; Wang, J. Quantitative analysis of microstructure parameterization of cemented carbide based on Image J software. Powder Metall. Mater. Sci. Eng. China 2015, 20, 26–31. [Google Scholar]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Yan, L.; Meng, L.; Li, Y.; Ai, F.; Zhang, H.; Jiang, Z. Effect of Ni on the Microstructure and Diffusion Behavior at the Interface of WC/High-Speed Steel Composites. Metals 2021, 11, 341. https://doi.org/10.3390/met11020341
Li H, Yan L, Meng L, Li Y, Ai F, Zhang H, Jiang Z. Effect of Ni on the Microstructure and Diffusion Behavior at the Interface of WC/High-Speed Steel Composites. Metals. 2021; 11(2):341. https://doi.org/10.3390/met11020341
Chicago/Turabian StyleLi, Hongnan, Ling Yan, Linghao Meng, Yan Li, Fangfang Ai, Hongmei Zhang, and Zhengyi Jiang. 2021. "Effect of Ni on the Microstructure and Diffusion Behavior at the Interface of WC/High-Speed Steel Composites" Metals 11, no. 2: 341. https://doi.org/10.3390/met11020341
APA StyleLi, H., Yan, L., Meng, L., Li, Y., Ai, F., Zhang, H., & Jiang, Z. (2021). Effect of Ni on the Microstructure and Diffusion Behavior at the Interface of WC/High-Speed Steel Composites. Metals, 11(2), 341. https://doi.org/10.3390/met11020341