
MAG Welding Process with Micro-Jet Cooling as the Effective Method for Manufacturing Joints for S700MC Steel





Abstract
1. Introduction
2. Materials and Methods
- EN ISO 16834-A G 89 6 M21 Mn4Ni2CrMo-UNION X90 (C 0.10, Si 0.8, Mn 1.8, Cr 0.35, Mo 0.6, Ni 2.3);
- EN ISO 16834-A G 89 5 M21 Mn4Ni2,5CrMo-UNION X96 (C 0.11, Si 0.78, Mn 1.9, P 0.01, S 0.009, Cr 0.35, Mo 0.57, Ni 2.23, V 0.004, Cu 0.02, Ti 0.057, Zr 0.001, Al 0.002).
- Micro-jet gas: argon
- Stream diameter: 60 and 70 μm
- Gas pressure: 0.6 and 0.7 MPa.
- Visual testing (VT) of the manufactured welded joints was performed with an eye armed with a loupe (Levenhook, Tampa, FL, USA) at 3× magnification—tests were carried out in accordance with the requirements of the PN-EN ISO 17638 standard, evaluation criteria according to the EN ISO 5817 standard.
- Magnetic-particle testing (MT)—the tests were carried out in accordance with the PN-EN ISO 17638 standard, the evaluation of the tests was carried out in accordance with the EN ISO 5817 standard, the device for testing was a magnetic flaw detector of REM—230 type (ATG, Prague, Czech Republic).
- Visual tests on micro-sections of welded joints were performed with an eye armed with a loupe at 3× magnification—tests were performed according to PN-EN ISO 17638 standard with reagents for testing according to PN-CR 12361 standard, evaluation criteria according to EN ISO 5817 standard;
- The bending test was carried out in accordance with the PN-EN ISO 5173 standard, using the ZD-40 testing machine (WPM, Leipzig, Germany).
- Examination of microstructure of specimens etched with Adler reagent using light microscopy (Neophot 32, Carl Zeiss Jena, Jena, Germany);
- Tensile and fatigue tests.
3. Results
3.1. The Results of Non-Destructive Tests
3.2. The Bending Tests
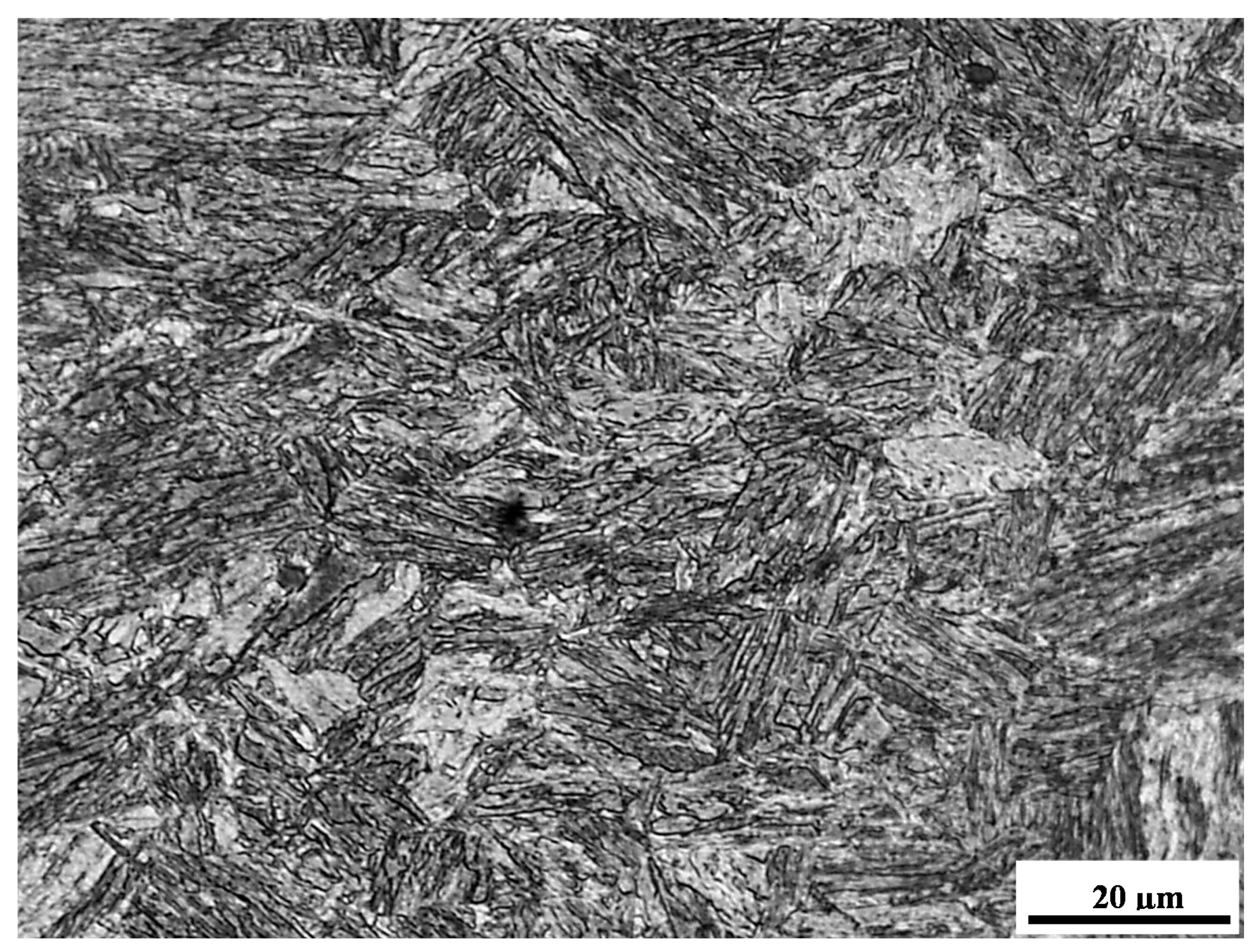
3.3. Metallographic Examination
4. Summary
5. Conclusions
- Good mechanical properties can be obtained when welding S700MC steel by using micro-jet cooling.
- The properties of the S700MC joint are affected by the selection of thermodynamic welding conditions, including the micro-jet cooling parameters.
- The conducted non-destructive and destructive tests confirm the correctness of using micro-jet cooling during welding of S700MC steel.
- The result of the fatigue tests allows us to state that the proposed welding process can be applied to responsible structures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lai, C.S.; Jia, Y.; Dong, Z.; Wang, D.; Tao, Y.; Lai, Q.H.; Wong, R.; Zobaa, A.F.; Wu, R.; Lai, L.L. A review of technical standards for smart cities. Clean Technol. 2020, 2, 290–310. [Google Scholar] [CrossRef]
- Connected Vehicles in Smart Cities: The future of transportation. Available online: Interestingengineering.com (accessed on 4 April 2019).
- Mc McLaren, D.; Agyeman, J. Sharing Cities: A Case for Truly Smart and Sustainable Cities; MIT Press: Cambridge, MA, USA, 2015; ISBN 9780262029728. [Google Scholar]
- Mohrbacher, H.; Spöttl, M.; Paegle, J. Innovative manufacturing technology enabling light weighting with steel in commercial vehicles. Adv. Manuf. 2015, 3, 3–18. [Google Scholar] [CrossRef]
- Górka, J. Weldability of thermomechanically treated steels having a high yield point. Arch. Met. Mater. 2015, 60, 469–475. [Google Scholar] [CrossRef]
- Lahtinen, T.; Vilaça, P.; Infante, V. Fatigue behavior of MAG welds of thermo-mechanically processed 700MC ultra high strength steel. Int. J. Fatigue 2019, 126, 62–71. [Google Scholar] [CrossRef]
- Suiçmez, A.S.; Piotrowski, M.; Kotyk, M. Fatigue life and type of steel welded joint, steel S650MC and S700MC. Sci. Tech. J. 2015, 5, 59–68. [Google Scholar]
- Krasnowski, K. Possibilities of increasing the fatigue strength of welded joints in steel S700MC through High Frequency Impact Treatment (HiFIT). Biul. Inst. Spaw. 2018, 2018, 7–15. [Google Scholar] [CrossRef]
- Celin, R.; Burja, J. Effect of cooling rates on the weld heat affected zone coarse grain microstructure. Met. Mater. Eng. 2018, 24, 37–44. [Google Scholar] [CrossRef]
- Darabi, J. Development of a chip-integrated micro cooling device. Microelectron. J. 2003, 34, 1067–1074. [Google Scholar] [CrossRef]
- Hashimoto, F.; Lahoti, G. Optimization of set-up conditions for stability of the centerless grinding process. CIRP Ann. 2004, 53, 271–274. [Google Scholar] [CrossRef]
- Muszyński, T.; Mikielewicz, D. Structural optimization of microjet array cooling system. Appl. Therm. Eng. 2017, 123, 103–110. [Google Scholar] [CrossRef]
- Szymczak, T.; Brodecki, A.; Kowalewski, Z.L.; Makowska, K. Tow truck frame made of high strength steel under cyclic loading. Mater. Today Proc. 2019, 12, 207–212. [Google Scholar] [CrossRef]
- Barsukov, V.V.; Tarasiuk, W.; Shapovalov, V.M.; Krupicz, B. Express evaluation method of internal friction parameters in molding material briquettes. J. Frict. Wear 2017, 38, 71–76. [Google Scholar] [CrossRef]
- Bleck, W.; Larour, P.; Baeumer, A. High strain tensile testing of modern car body steels. Mater. Forum 2005, 29, 21–28. [Google Scholar]
- Jaewson, L.; Kamran, A.; Jwo, P. Modeling of failure mode of laser welds in lap-shear specimens of HSLA steel sheets. Eng. Fract. Mech. 2011, 1, 347–396. [Google Scholar]
- Węgrzyn, T.; Szczucka-Lasota, B.; Uscilowska, A.; Stanik, Z.; Piwnik, J. Validation of parameters selection of welding with micro-jet cooling by using method of fundamental solutions. Eng. Anal. Bound. Elem. 2019, 98, 17–26. [Google Scholar] [CrossRef]
- Hadryś, D. Impact Load of Welds after Micro-Jet Cooling / Dynamiczne Obciążenie Spoin Chłodzonych Mikrojetowo. Arch. Met. Mater. 2015, 60, 2525–2528. [Google Scholar] [CrossRef]
- Hadrys, D.; Wegrzyn, T.; Piwnik, J.; Stanik, Z.; Tarasiuk, W. The use of compressed air for micro-jet cooling after MIG welding. Arch. Metall. Mater. 2016, 61, 1059–1061. [Google Scholar] [CrossRef][Green Version]
- Hobbacher, A. Recommendations for fatigue design of welded joints and components. In International Institute of Welding Collection; Springer: Cham, Switzerland, 2016; pp. 11–36. [Google Scholar]
- Feng, Z. Processes and Mechanisms of Welding Residual Stress and Distortion; Woodhead Publishing Limited and CRC Press LLC.; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2005; p. 364. [Google Scholar]
- Totten, G.; Howes, M.; Inoue, T. Handbook of Residual Stress and Deformation of Steel; ASM International: Ohio, OH, USA, 2002; p. 499. [Google Scholar]
- Sága, M.; Blatnická, M.; Blatnický, M.; Dižo, M.; Gerlici, J. Research of the fatigue life of welded joints of high strength steel S960 QL created using laser and electron beams. Materials 2020, 13, 2539. [Google Scholar] [CrossRef]
- Yi, H.; Lee, K.Y.; Bhadeshia, H.K.D.H. Stabilisation of ferrite in hot rolled δ-TRIP steel. Mater. Sci. Technol. 2011, 27, 525–529. [Google Scholar] [CrossRef]
- Porter, D.A. Weldable High-Strength Steels: Challenges and Engineering Applications. In Proceedings of the IIW International Conference High-Strength Materials-Challenges and Applications, Helsinki, Finland, 2–3 July 2015. [Google Scholar]
- Ma, J.L.; Chan, T.M.; Young, B. Tests on high-strength steel hollow sections: A review. Proc. Inst. Civ. Eng. Struct. Build. 2017, 170, 621–630. [Google Scholar] [CrossRef]
- Chatterjee, S.; Murugananth, M.; Bhadeshia, H.K.D.H. δ-TRIP Steel. Mater. Sci. Technol. 2007, 23, 819–827. [Google Scholar] [CrossRef]
- Lis, A.K.; Gajda, B. Modelling of the DP and TRIP microstructure in the CMnAlSi automotive steel. J. Achiev. Mater. Manuf. Eng. 2006, 15, 1–2. [Google Scholar]
- Goritskii, V.M.; Shneiderov, G.R.; Guseva, I.A. Effect of chemical composition and structure on mechanical properties of high-strength welding steels. Metallurgist 2019, 63, 21–32. [Google Scholar] [CrossRef]
- Varelis, G.E.; Papatheocharis, T.; Karamanos, S.A.; Perdikaris, P.C. Structural behavior and design of high-strength steel welded tubular connections under extreme loading. Mar. Struct. 2020, 71, 102701. [Google Scholar] [CrossRef]
- Dekys, V.; Kopas, P.; Sapieta, M.; Stevka, O. A detection of deformation mechanisms using infrared thermography and acoustic emission. Appl. Mech. Mater. 2014, 474, 315–320. [Google Scholar] [CrossRef]
- Konstrukce. Available online: http://www.konstrukce.cz/clanek/volba-konstrukcnich-oceli-pro-stavebni-svarovane-konstrukce-podle-vyznamu-oznaceni/ (accessed on 17 April 2020).
- Mansouri, D.; Sendur, P.; Yapici, G.G. Fatigue characteristics of continuous welded rails and the effect of residual stress on fatigue-ratchetting interaction. Mech. Adv. Mater. Struct. 2020, 27, 473–480. [Google Scholar] [CrossRef]
- Cremona, C.; Eichler, B.; Johansson, B.; Larsson, T. Improved assessment methods for static and fatigue resistance of old metallic railway bridges. J. Bridge Eng. 2013, 18, 1164–1173. [Google Scholar] [CrossRef]
- Kowal, M.; Szala, M. Diagnosis of the microstructural and mechanical properties of over century-old steel railway bridge components. Eng. Fail. Anal. 2020, 110, 10447. [Google Scholar] [CrossRef]
- Naib, S.; De Waele, W.; Štefane, P.; Gubeljak, N.; Hertelé, S. Evaluation of slip line theory assumption for integrity assessment of defected welds loaded in tension. Procedia Struct. Integr. 2017, 5, 1417–1424. [Google Scholar] [CrossRef]
- Günther, H.-P.; Hildebrand, J.; Rasche, C.; Versch, C.; Wudtke, I.; Kuhlmann, U.; Vormwald, M.; Werner, F. Welded connections of high-strength steels for the building industry. Riv. Ital. Saldatura 2014, 66, 1055–1087. [Google Scholar] [CrossRef]
- Valicek, J.; Czan, A.; Harnicarova, M.; Sajgalik, M.; Kusnerova, M.; Czanova, T.; Kopal, I.; Gombar, M.; Kmec, J.; Safar, M. A new way of identifying, predicting and regulating residual stress after chip-forming machining. Int. J. Mech. Sci. 2019, 155, 343–359. [Google Scholar] [CrossRef]
- Fatigue Analysis on the Web. Available online: https://www.efatigue.com/ (accessed on 20 April 2020).
- Metallic Materials—Tensile Testing-Part 1: Method of Test at Room Temperature; Standard ISO 6892-1; Beuth-Verlag: Berlin, Germany, 2019.
- Cheng, X.; Fischer, J.W.; Prask, H.J.; Gnäupel-Herold, T.; Yen, B.T.; Roy, S. Residual stress modification bypost-weld treatment and its beneficial effect on fatigue strength welded structure. Intern. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- Stephens, R.I.; Fatemi, A.; Stephens, R.R.; Fuchs, H.O. Metal Fatigue in Engineering; Wiley Interscience: New York, NY, USA, 2001; p. 496. [Google Scholar]
- Lacalle, R.; Álvarez, L.; Ferreño, D.; Portilla, J.; Ruiz, E.; Arroyo, B.; Gutiérrez-Solana, F. Influence of the flame straightening process on microstructural, mechanical and fracture properties of S235 JR, S460 MLand S690 QL structural steel. Exp. Mech. 2013, 53, 893–909. [Google Scholar] [CrossRef]
- Górka, J. Assessment of the weldability of T-welded joints in 10 mm Thick TMCP steel using laser beam. Materials 2018, 11, 1192. [Google Scholar] [CrossRef] [PubMed]
- Strenx 700MC D/E.; Data sheet 2008; SSAB: Stockholm, Sweden, 20 April 2017; Available online: https://www.ssab.com/products/brands/strenx/products/strenx-700-mc (accessed on 15 October 2020).
- Metallic Materials. Tensile Testing—Method of Test at Room Temperature; PN-EN ISO 6892-1:2020; ISO: Warsaw, Poland, 2020. [Google Scholar]
- Standard Practice for Presentation of Constant Amplitude Fatigue Test Results for Metallic Materials; ASTM E468-18; ASTM International: West Conshohocken, PA, USA, 2018.
- Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials, ASTM E466-15; ASTM International: West Conshohocken, PA, USA, 2015.
- Araque, O.; de la Peńa, N.A.; Laguna, E.H. The effect of weld reinforcement and post-welding cooling cycles on fatigue strength of butt-welded joints under cyclic tensile loading. Materials 2018, 11, 594. [Google Scholar] [CrossRef]
- Song, W.; Liu, X.; Berto, F.; Razavi, S.M.J. Low-cycle fatigue behavior of 10crni3mov high strength steel and its undermatched welds. Materials 2018, 11, 661. [Google Scholar] [CrossRef]
- Mutombo, K.; Du, M. Corrosion fatigue behaviour of aluminium 5083-h111 welded using gas metal arc welding method. Arc Welding 2011, 139, 105789. [Google Scholar] [CrossRef]
- Li, C.; Wu, S.; Zhang, J.; Xie, L.; Zhang, Y. Determination of the fatigue P-S-N curves—A critical review and improved backward statistical inference method. Int. J. Fatigue 2020, 139, 105789. [Google Scholar] [CrossRef]
- Welding—Fusion-Welded Joints in Steel, Nickel, Titanium and their Alloys (Beam Welding Excluded)—Quality Levels for Imperfections; PN-EN ISO 5817:2014; ISO: Warsaw, Poland, 2014.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layers Order | Welding Method | Diameter of the Electrode, mm | Current Intensity, A | Voltage, V | Polarization | Welding Speed, m/min | Input Energy, kJ/cm |
|---|---|---|---|---|---|---|---|
| 1 | 135 | 1.0 | 100 | 19 | DC “+” | 300 | below 4 |
| Sample Designation | Micro-Jet Stream Pressure MPa | Micro-Jet Stream Diameter µm | Wire | Micro-jet Gas | Observation, Acceptability |
| W90 | without | without | Union 90 | without | Cracks in the weld |
| M90-60-06 | 60 | 0.6 | Union 90 | Ar | Cracks in the weld |
| M90-60-07 | 60 | 0.7 | Union 90 | Ar | No cracks, B |
| M90-70-06 | 70 | 0.6 | Union 90 | Ar | No cracks, B |
| M90-70-07 | 70 | 0.7 | Union 90 | Ar | Cracks in the weld |
| W96 | without | without | Union 96 | without | Cracks in the weld |
| M96-60-06 | 60 | 0.6 | Union 96 | Ar | Cracks in the weld |
| M96-60-07 | 60 | 0.7 | Union 96 | Ar | No cracks, B |
| M96-70-06 | 70 | 0.6 | Union 96 | Ar | No cracks, B |
| M96-60-06 | 70 | 0.7 | Union 96 | Ar | Cracks in the weld |
| Sample Designation | Deformed Side | ao (mm) × bo (mm) | Bending Angle (°) | Notes |
| M90-60-07 | root of weld | 3.0 × 20.0 | 180 | no cracks |
| M90-60-07 | face of weld | 3.0 × 20.0 | 180 | no cracks |
| M96-60-07 | root of weld | 3.0 × 20.0 | 180 | no cracks |
| M96-60-07 | face of weld | 3.0 × 20.0 | 180 | no cracks |
| W90 | root of weld | 3.0 × 20.0 | 180 | cracks |
| W90 | face of weld | 3.0 × 20.0 | 180 | cracks |
| W96 | root of weld | 3.0 × 20.0 | 180 | cracks |
| W96 | face of weld | 3.0 × 20.0 | 180 | cracks |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Węgrzyn, T.; Szymczak, T.; Szczucka-Lasota, B.; Łazarz, B. MAG Welding Process with Micro-Jet Cooling as the Effective Method for Manufacturing Joints for S700MC Steel. Metals 2021, 11, 276. https://doi.org/10.3390/met11020276
Węgrzyn T, Szymczak T, Szczucka-Lasota B, Łazarz B. MAG Welding Process with Micro-Jet Cooling as the Effective Method for Manufacturing Joints for S700MC Steel. Metals. 2021; 11(2):276. https://doi.org/10.3390/met11020276
Chicago/Turabian StyleWęgrzyn, Tomasz, Tadeusz Szymczak, Bożena Szczucka-Lasota, and Bogusław Łazarz. 2021. "MAG Welding Process with Micro-Jet Cooling as the Effective Method for Manufacturing Joints for S700MC Steel" Metals 11, no. 2: 276. https://doi.org/10.3390/met11020276
APA StyleWęgrzyn, T., Szymczak, T., Szczucka-Lasota, B., & Łazarz, B. (2021). MAG Welding Process with Micro-Jet Cooling as the Effective Method for Manufacturing Joints for S700MC Steel. Metals, 11(2), 276. https://doi.org/10.3390/met11020276