
Effect of MgO Content on the Viscosity, Foaming Life, and Bonding in Liquid and Liquid/Solid CaO-SiO2-MgO-5Al2O3-30FeO Slags


Abstract
1. Introduction
2. Materials and Methods
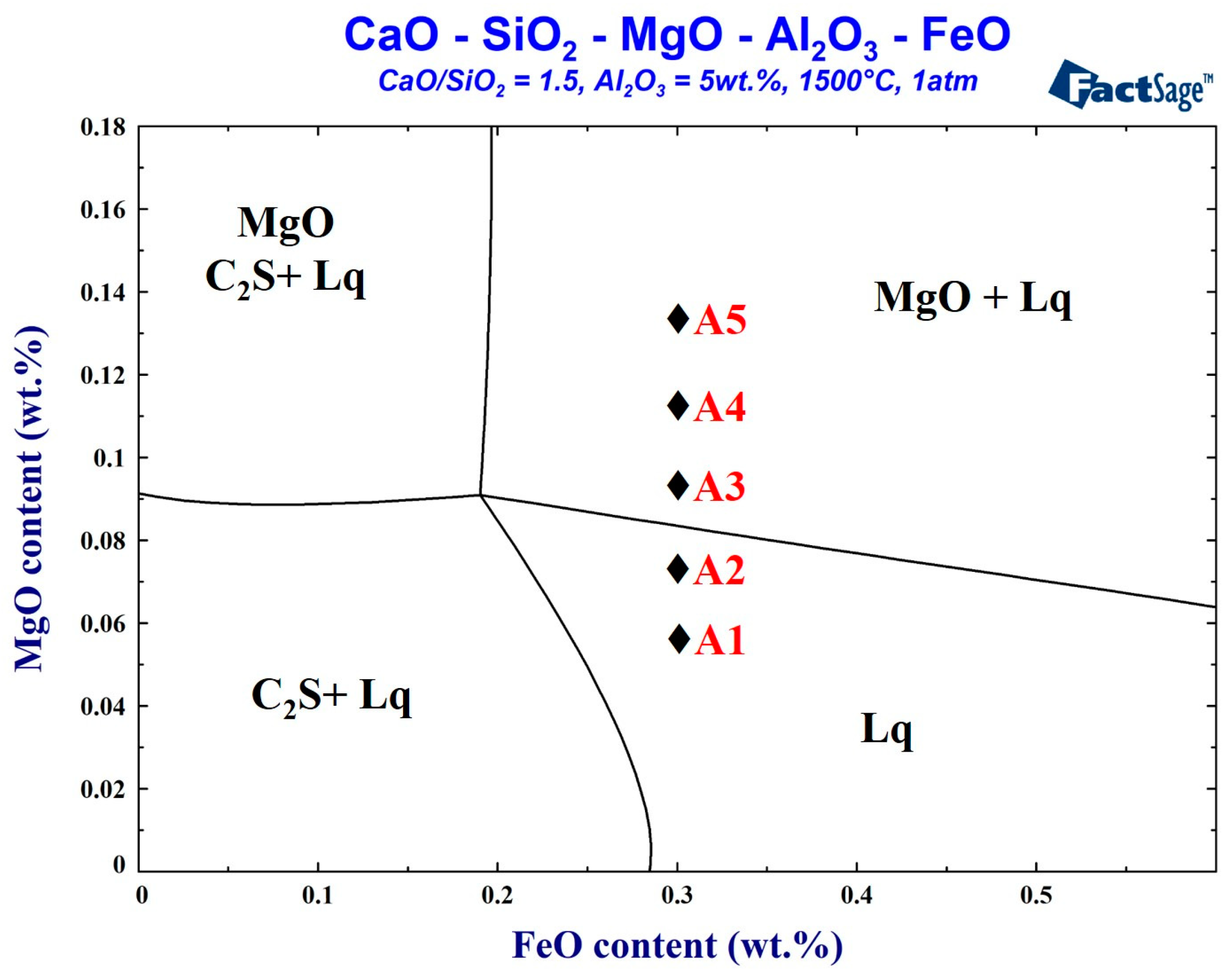
2.1. Slag Sampling and Characterization
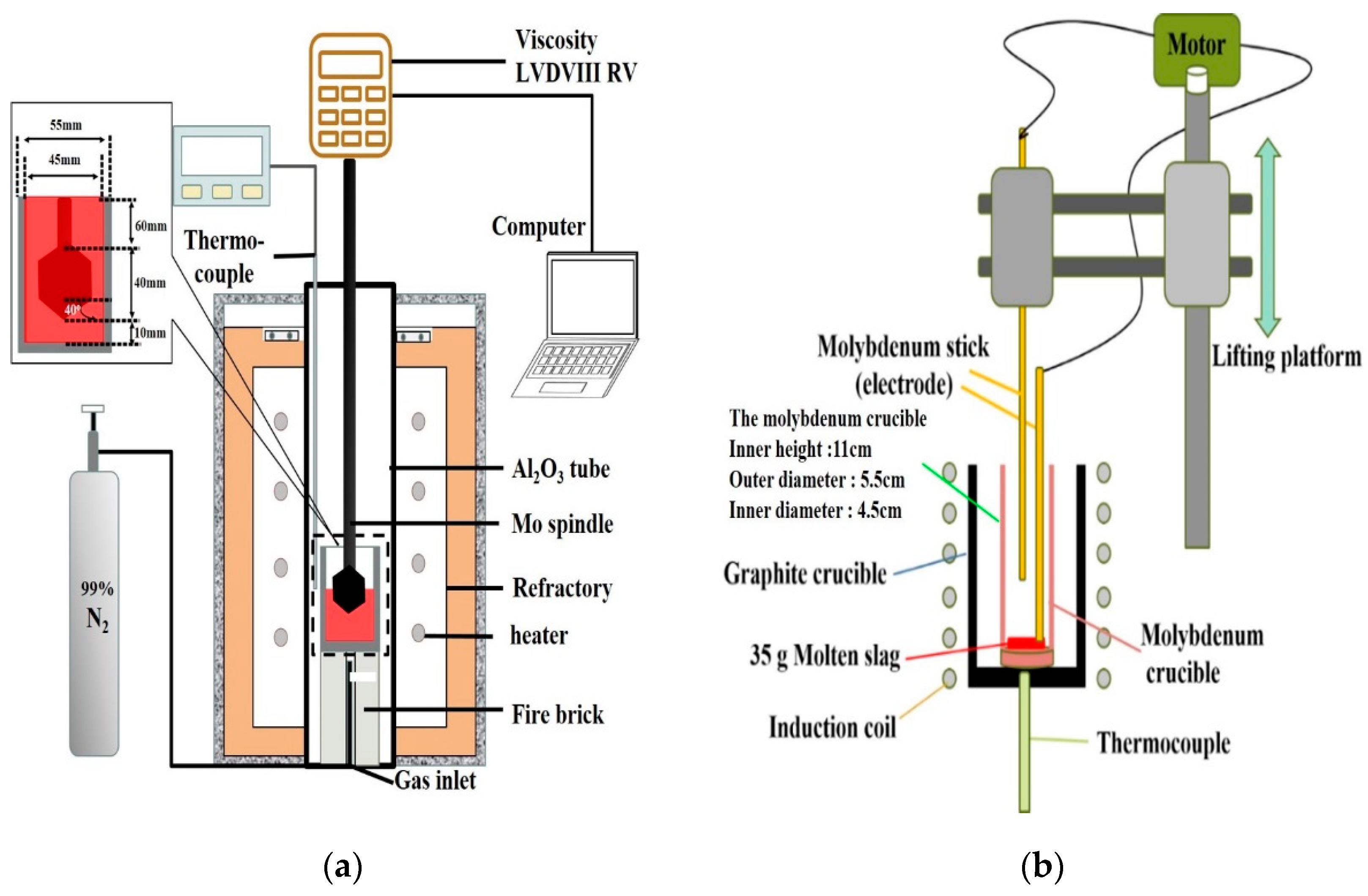
2.2. Viscosity and Foaming Life
2.3. Slag Solid Phase Fraction and Liquid Bonding
3. Results and Discussion
3.1. The Effect of Increasing MgO Content on the Viscosity and Foaming Life
3.2. Slag Liquid Bonding
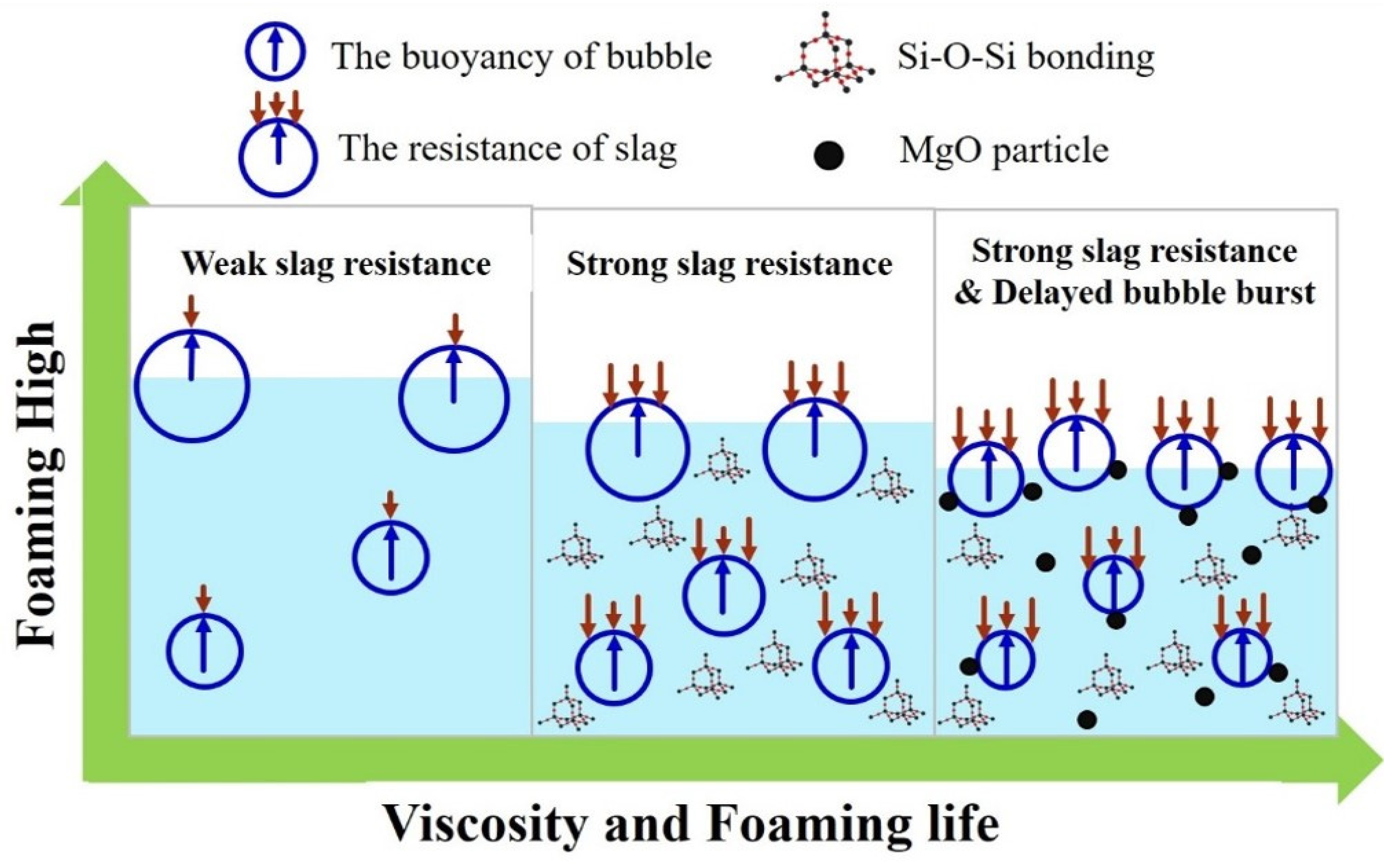
3.3. Comprehensive Discussion
4. Conclusions
- (1)
- Viscosity measurements at 1500.C showed that with MgO content lower than 7.4 wt.%, the influence on the viscosity was low, at 40–47 mPa.s. The slags were fully liquid. When the MgO content was 9.6 wt.% or higher, solid particles precipitated, and the viscosity increased along with the MgO content. The highest viscosity of 1088 mPa.s was measured for the slag with 13.6 wt.% MgO.
- (2)
- The foaming efficiency increased with the highest MgO addition. At 1500 °C, when the MgO content increased from 5.7 wt.% to 13.6 wt.%, the foaming life increased from 7.7 min to 18 min.
- (3)
- The Raman spectroscopy investigations verified the concept of strong oxygen bridging in acid slags with high SiO2 content. The “oxygen bridging index” Q2 + Q3 /Q0 + Q1 was evaluated for the slags, indicating that the slags with a basicity value of 1.5 exhibited a more complex network structure than the slag A0, used in steel plants, with a higher basicity value of 2.8.
- (4)
- Foam stability was found to be influenced by two mechanisms-solid particles and liquid silica network bonding in the slag. The longest effective foaming life of 18.0 min was measured when both these mechanisms were acting. When only the silica network bonding took place, the effective foaming life was 6.2–7.7 min. In the ab-sence of these two factors, i.e., in a fully liquid slag with high basicity, the shortest foaming life, 2.0 min, was measured.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, H. The development of foaming slag steelmaking and its application in EAF. Shanghai Met. 1995, 17, 7–12. [Google Scholar]
- Kipepe, T.M.; Pan, X. Energy improvement in induction furnace using foaming slag with variation of carbon injection. J. Energy S. Afr. 2015, 26, 64–73. [Google Scholar] [CrossRef]
- Liang, F. Submerged-arc smelting with foamed slag in arc furnace and energy-saving. Hebei Metall. 1997, 97, 30–34. [Google Scholar]
- Pretorius, E.; Carlisle, R.J. Foamy slag fundamentals and their practical application to electric furnace steelmaking. Chem. Iron Steelmak. 1999, 26, 79–88. [Google Scholar]
- Wu, L.; Ek, M.; Song, M.; Sichen, D. The effect of solid particles on liquid viscosity. Steel Res. Int. 2011, 82, 388–397. [Google Scholar] [CrossRef]
- Luz, A.P.; Tomba Martinez, A.G.; López, F.; Bonadia, P.; Pandolfelli, V.C. Slag foaming practice in the steelmaking process. Ceram. Int. 2018, 44, 8727–8741. [Google Scholar] [CrossRef]
- Zhong, S.J. The dephosphorization and decarburation of the modern eaf steel making. Jiangxi Imetallurgy 2008, 28, 12–16. [Google Scholar]
- Feng, C.; Tang, J.; Gao, L.; Liu, Z.; Chu, M. Effects of CaO/SiO2 on viscous behaviors and structure of CaO-SiO2-11.00wt%MgO-11.00wt%Al2O3-43.00wt%TiO2 slag systems. ISIJ Int. 2019; 59, 31–38. [Google Scholar] [CrossRef]
- Arman, A.; Tsuruda, A.; Arma, L.; Takebe, H. Viscosity measurement and prediction of gasified and synthesized coal slag melts. Fuel 2017, 200, 521–528. [Google Scholar] [CrossRef]
- Ding, B.; Wang, H.; Zhu, X.; He, X.-Y.; Tan, Y.; Liao, Q. Prediction on crystallization behaviors of blast furnace slag in a phase change cooling process with corrected optical basicity. Fuel 2018, 223, 360–365. [Google Scholar] [CrossRef]
- Corbari, R.; Matsuura, H.; Halder, S.; Walker, M.; Fruehan, R.J. Foaming and the rate of the carbon-iron oxide reaction in slag. Metall. Mater. Trans. B 2009, 40, 940. [Google Scholar] [CrossRef]
- Tang, X.; Zhang, Z.; Guo, M.; Zhang, M.; Wang, X.-d. Viscosities behavior of CaO-SiO2-MgO-Al2O3 slag with low mass ratio of CaO to SiO2 and wide range of Al2O3 content. J. Iron Steel Res. Int. 2011, 18, 1–17. [Google Scholar] [CrossRef]
- Zhang, Y.; Fruehan, R.J. Effect of the bubble size and chemical reactions on slag foaming. Metall. Mater. Trans. B 1995, 26, 803–812. [Google Scholar] [CrossRef]
- Park, J.H. Structure-property correlations of CaO-SiO2-MnO slag derived from raman spectroscopy. ISIJ Int. 2012, 52, 1627–1636. [Google Scholar] [CrossRef]
- Kim, T.S.; Park, J.H. Structure-viscosity relationship of low-silica calcium aluminosilicate melts. ISIJ Int. 2014, 54, 2031–2038. [Google Scholar] [CrossRef]
- Park, Y.; Min, D.J. A structural study on the foaming behavior of CaO-SiO2-Mo (Mo = MgO, FeO, or Al2O3) ternary slag system. Metall. Mater. Trans. B 2017, 48, 3038–3046. [Google Scholar] [CrossRef]
- Heo, J.; Cho, J.; Park, H. Crystallization and vitrification behavior of CaO-SiO2-FetO-Al2O3 slag: Fundamentals to use mineral wastes in production of glass ball. J. Clean. Prod. 2019, 225. [Google Scholar] [CrossRef]
- Zhang, R.; Min, Y.; Wang, Y.; Zhao, X.; Jia, J.X.; Liu, C.J. Viscosity estimation of multicomponent slags of the CaO–SiO2–Al2O3–FexO system based on microstructure analysis. Energy Fuels 2020, 34, 8129–8138. [Google Scholar] [CrossRef]
- Retsinas, A.; Kalampounias, A.G.; Papatheodorou, G.N. Glass formation and raman spectra of CaO–SiO2 glasses towards the orthosilicate limit. J. Phys. Chem. Solids 2016, 99, 19–24. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Chemical Composition (wt.%) | Solid Fraction (1500 °C) | ||||
|---|---|---|---|---|---|---|
| CaO | SiO2 | MgO | Al2O3 | FeO | ||
| A0 | 45.6 | 16.4 | 4.7 | 4.4 | 29 | 0% |
| A1 | 35.8 | 23.6 | 5.7 | 4.8 | 30.1 | 0% |
| A2 | 35.1 | 23 | 7.4 | 5.1 | 29.4 | 0% |
| A3 | 33.1 | 22 | 9.6 | 5.3 | 30 | 2.70% |
| A4 | 32.5 | 21.4 | 11.5 | 5.4 | 29.2 | 6.70% |
| A5 | 31.4 | 20.3 | 13.6 | 5.2 | 29.6 | 11.70% |
| Samples | Viscosity (mPa.s) | Critical Viscosity Temperature | Solid Fraction (1500 °C) | |||
|---|---|---|---|---|---|---|
| 1420 °C | 1460 °C | 1500 °C | 1550 °C | |||
| A0 | 699 | 247 | 22 | 21 | 1495 (°C) | 0% |
| A1 | 54 | 50 | 47 | 43 | <1300 (°C) | 0% |
| A2 | 47 | 44 | 40 | 38 | 1315 (°C) | 0% |
| A3 | 777 | 277 | 76 | 41 | 1495 (°C) | 2.70% |
| A4 | - | - | 363 | 126 | 1575 (°C) | 6.70% |
| A5 | - | - | 1088 | 567 | >1600 (°C) | 11.70% |
| Structural | Qn | Raman Shift (cm−1) | Raman Assignments |
|---|---|---|---|
| [SiO4] | Q0 | 850~880 | With zero bridging oxygen |
| [Si2O7] | Q1 | 900~920 | With one bridging oxygen |
| [Si2O6] | Q2 | 950~1000 | With two bridging oxygen |
| [Si2O5] | Q3 | 1045~1100 | With three bridging oxygen |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, Y.-E.; Lin, C.-M.; Shen, J.-M.; Chang, W.-T.; Wu, W. Effect of MgO Content on the Viscosity, Foaming Life, and Bonding in Liquid and Liquid/Solid CaO-SiO2-MgO-5Al2O3-30FeO Slags. Metals 2021, 11, 249. https://doi.org/10.3390/met11020249
Chang Y-E, Lin C-M, Shen J-M, Chang W-T, Wu W. Effect of MgO Content on the Viscosity, Foaming Life, and Bonding in Liquid and Liquid/Solid CaO-SiO2-MgO-5Al2O3-30FeO Slags. Metals. 2021; 11(2):249. https://doi.org/10.3390/met11020249
Chicago/Turabian StyleChang, Yu-En, Chi-Ming Lin, Jyun-Ming Shen, Wei-Ti Chang, and Weite Wu. 2021. "Effect of MgO Content on the Viscosity, Foaming Life, and Bonding in Liquid and Liquid/Solid CaO-SiO2-MgO-5Al2O3-30FeO Slags" Metals 11, no. 2: 249. https://doi.org/10.3390/met11020249
APA StyleChang, Y.-E., Lin, C.-M., Shen, J.-M., Chang, W.-T., & Wu, W. (2021). Effect of MgO Content on the Viscosity, Foaming Life, and Bonding in Liquid and Liquid/Solid CaO-SiO2-MgO-5Al2O3-30FeO Slags. Metals, 11(2), 249. https://doi.org/10.3390/met11020249