
Identification of a Spatio-Temporal Temperature Model for Laser Metal Deposition


Abstract
:1. Introduction
2. Experimental Setup and Data
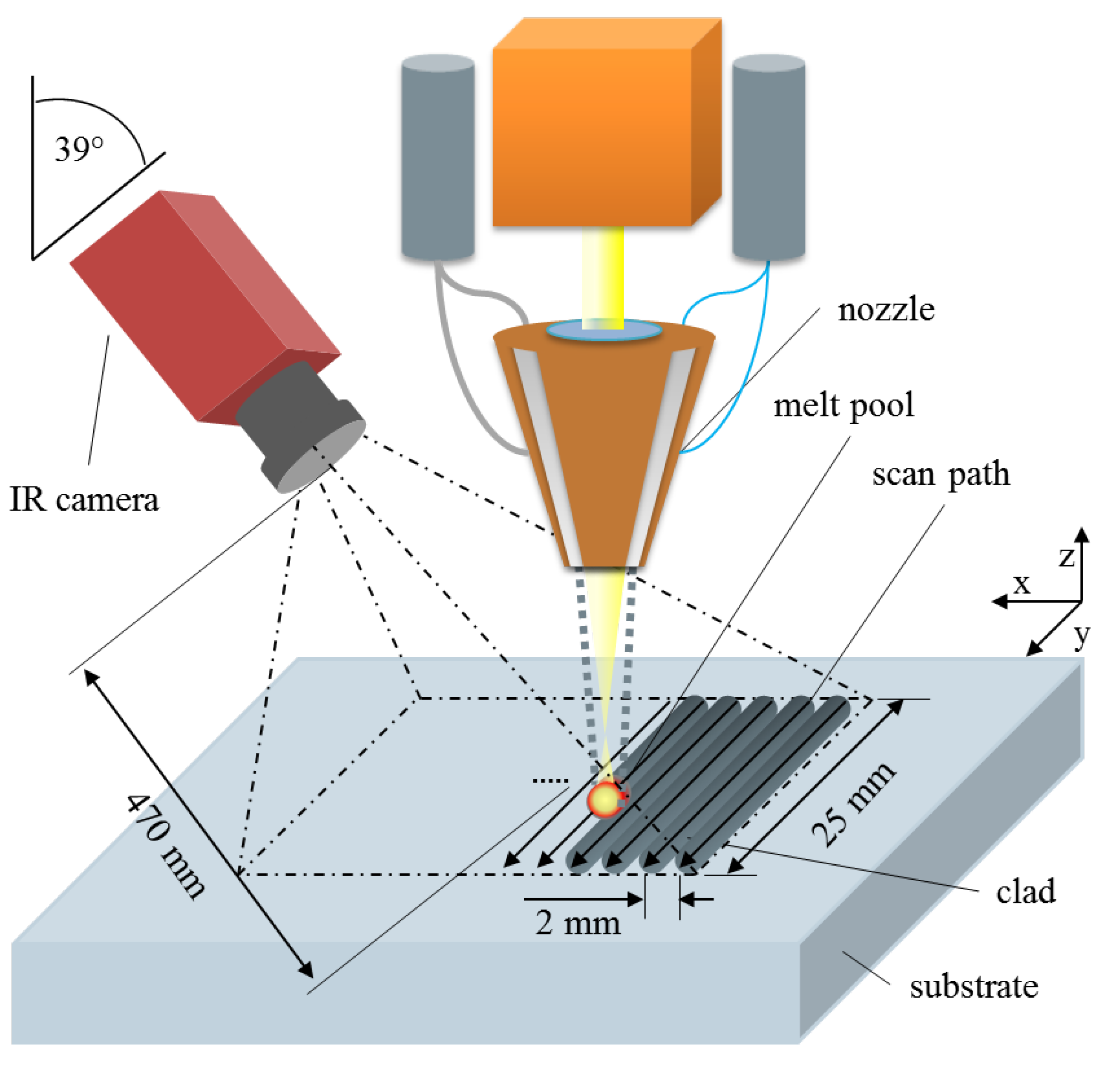
2.1. Hardware
2.1.1. Laser Metal Deposition System
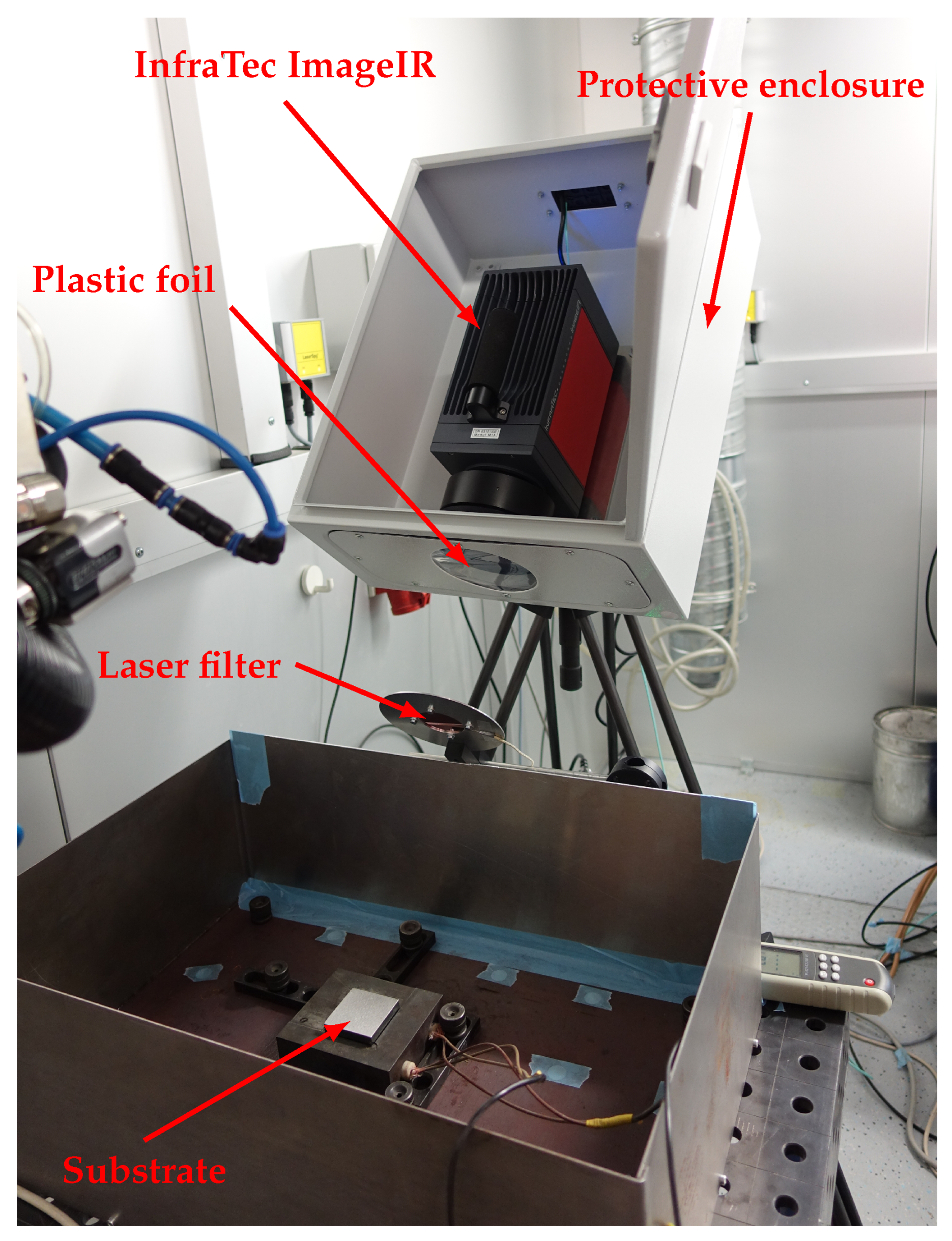
2.1.2. Measurement Equipment
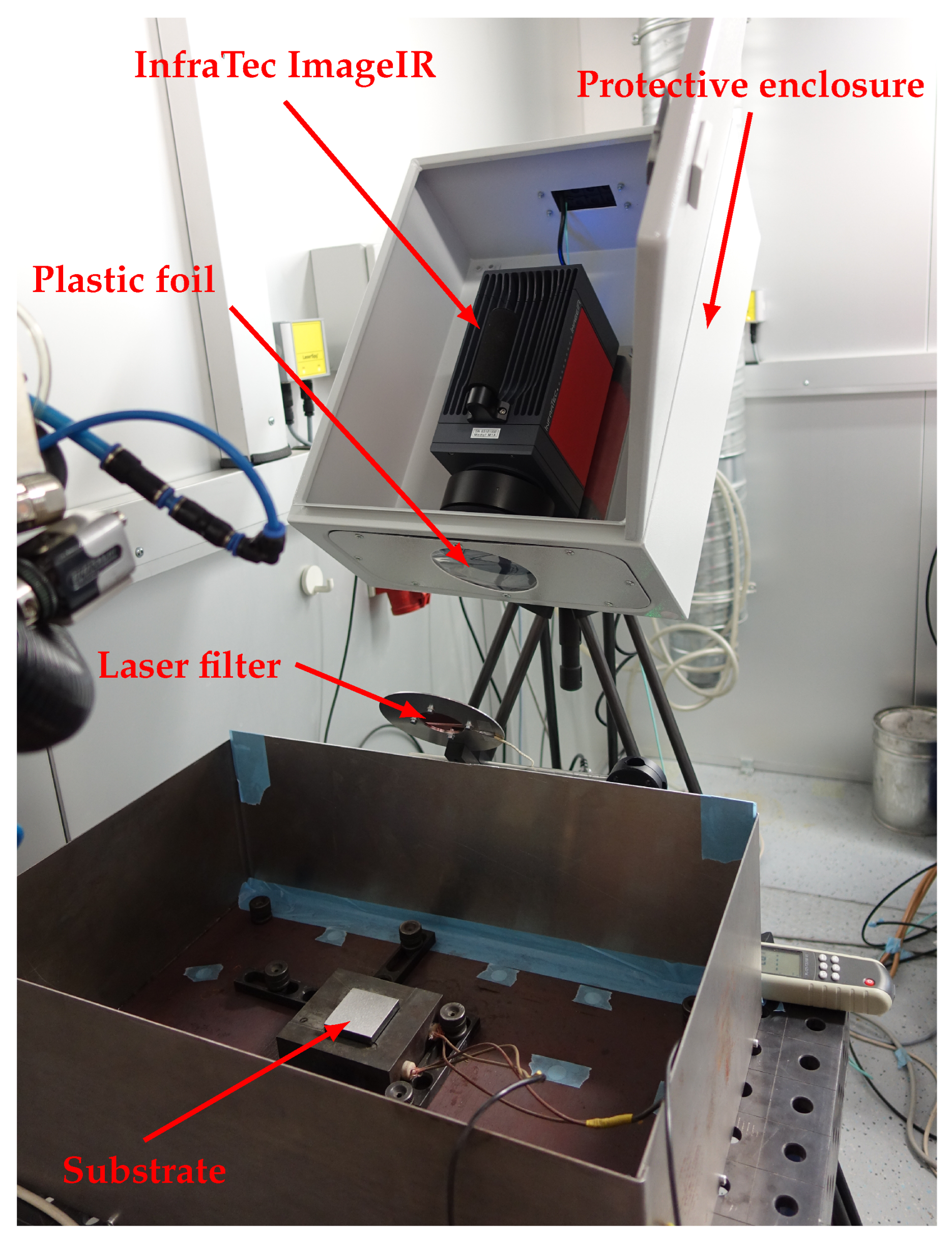
- The camera is enclosed in a housing to prevent the metal powder dusts from entering into the camera. A hole was drilled into the housing’s metal plate at the camera’s field of view and a semi-transparent plastic foil was adhered to it.
- The infrared camera optics could absorb the reflected radiation from the laser beam and thus be permanently damaged. An additional laser protection filter (transmission band in the range of 1730 to 3300 ) placed into the camera’s field of view blocks the radiation in the laser wavelength.
2.2. Operating Conditions
2.3. Measurement Data Processing
3. Spatio Temporal Identification Fundamentals
3.1. Considered Model
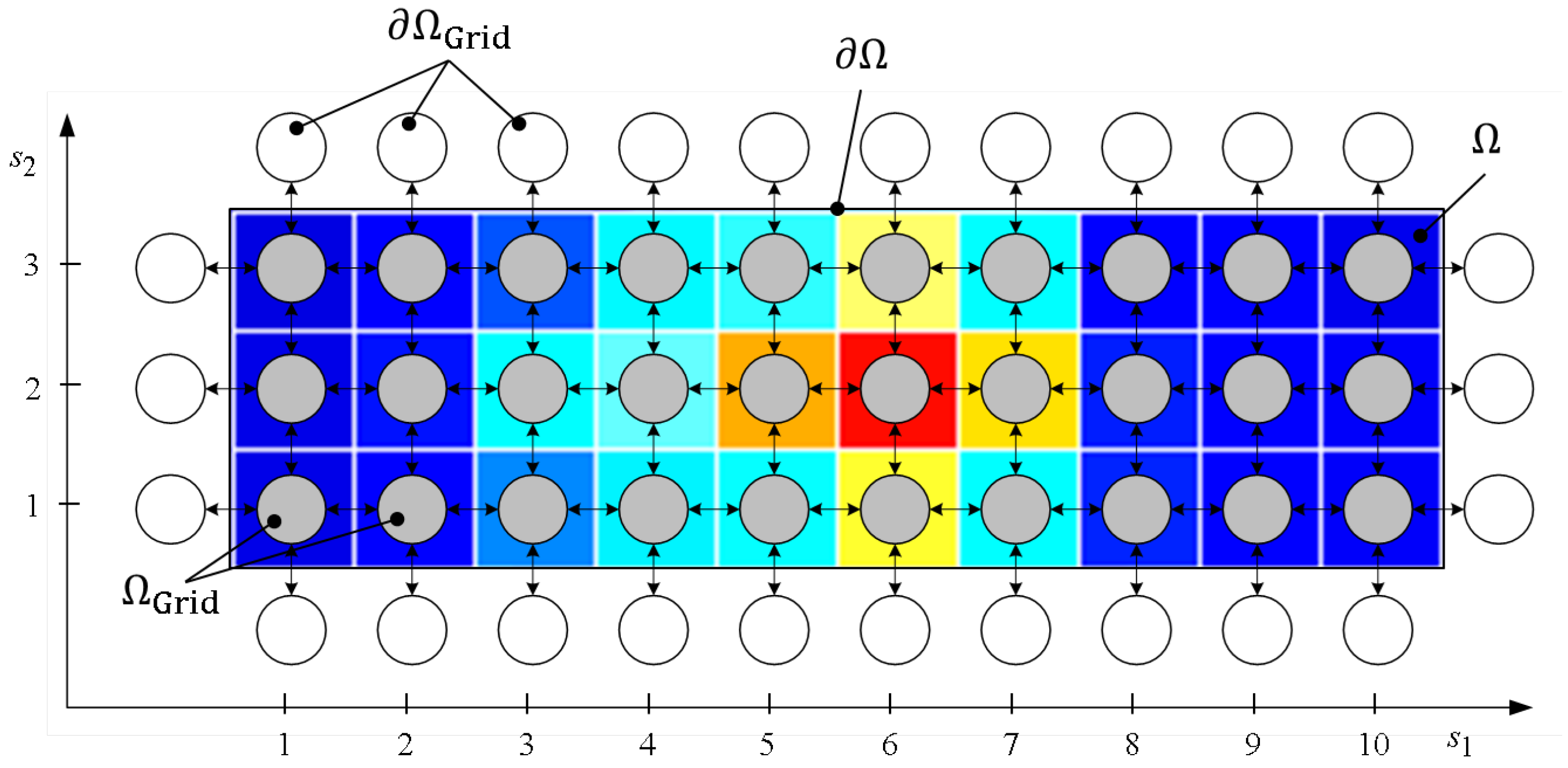
3.2. Spatial Discretization and Boundary Conditions
3.3. Identification Approach
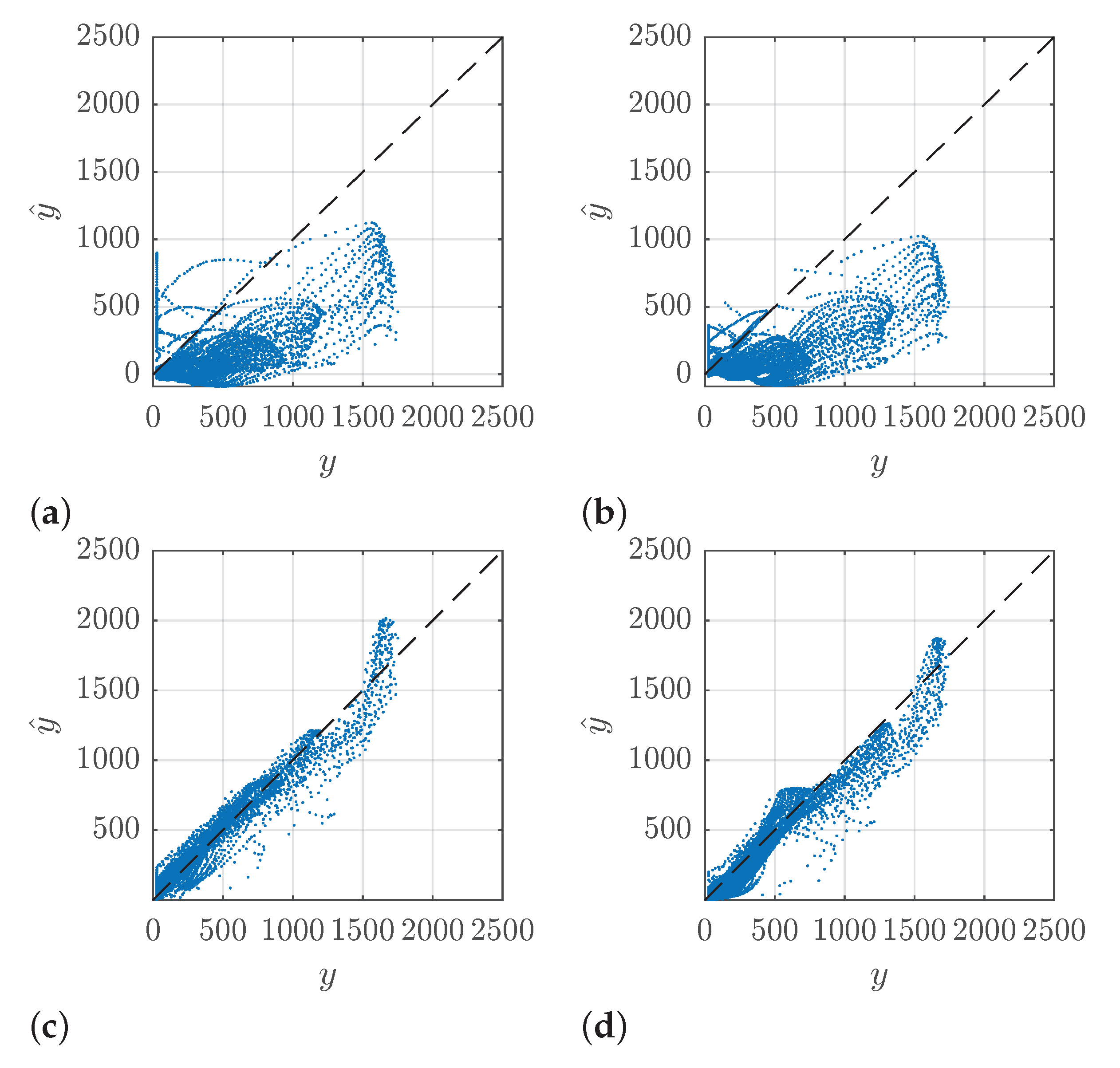
3.4. Model Validation
3.5. 2D Thermal Model
4. Results and Discussion
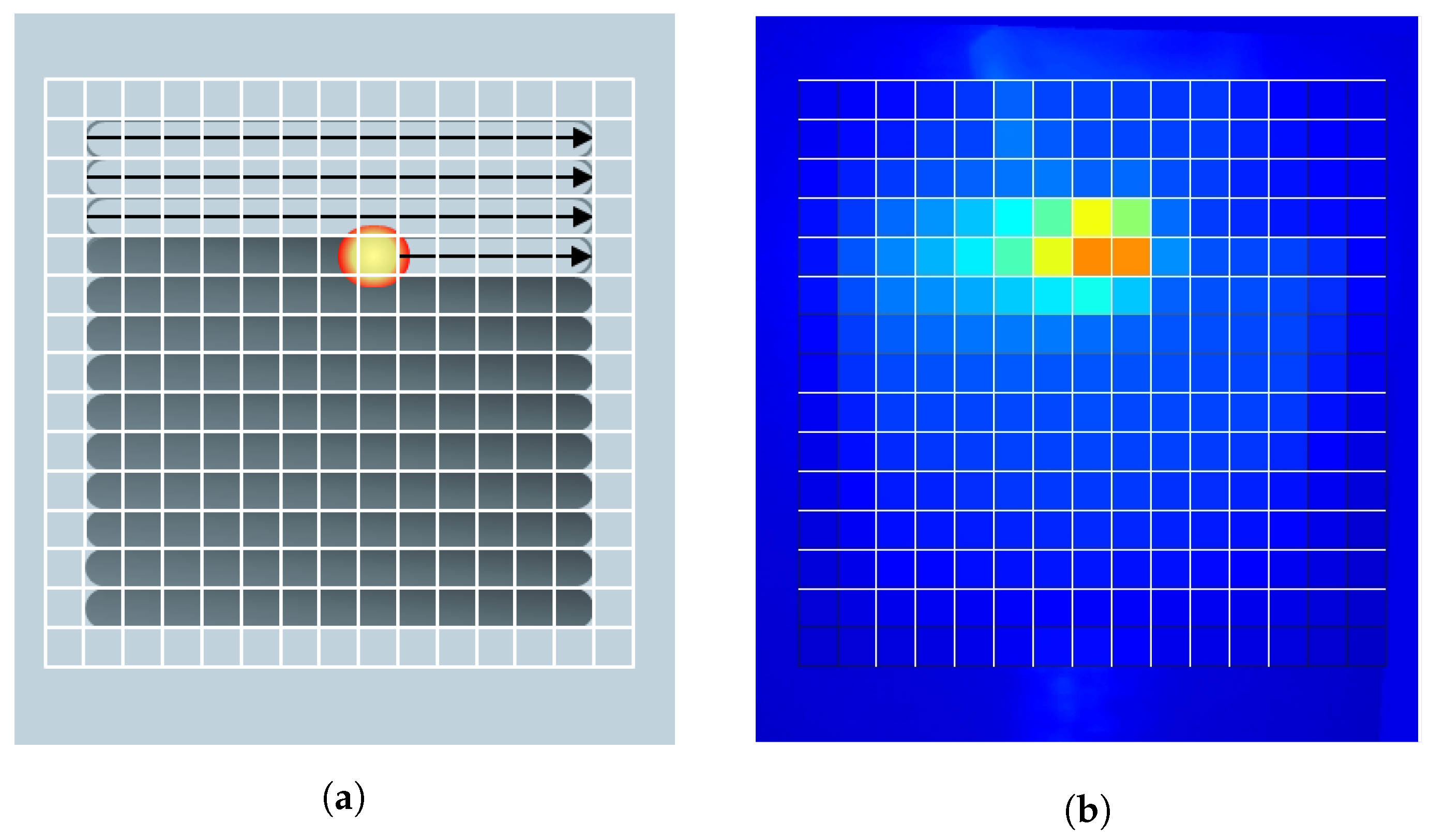
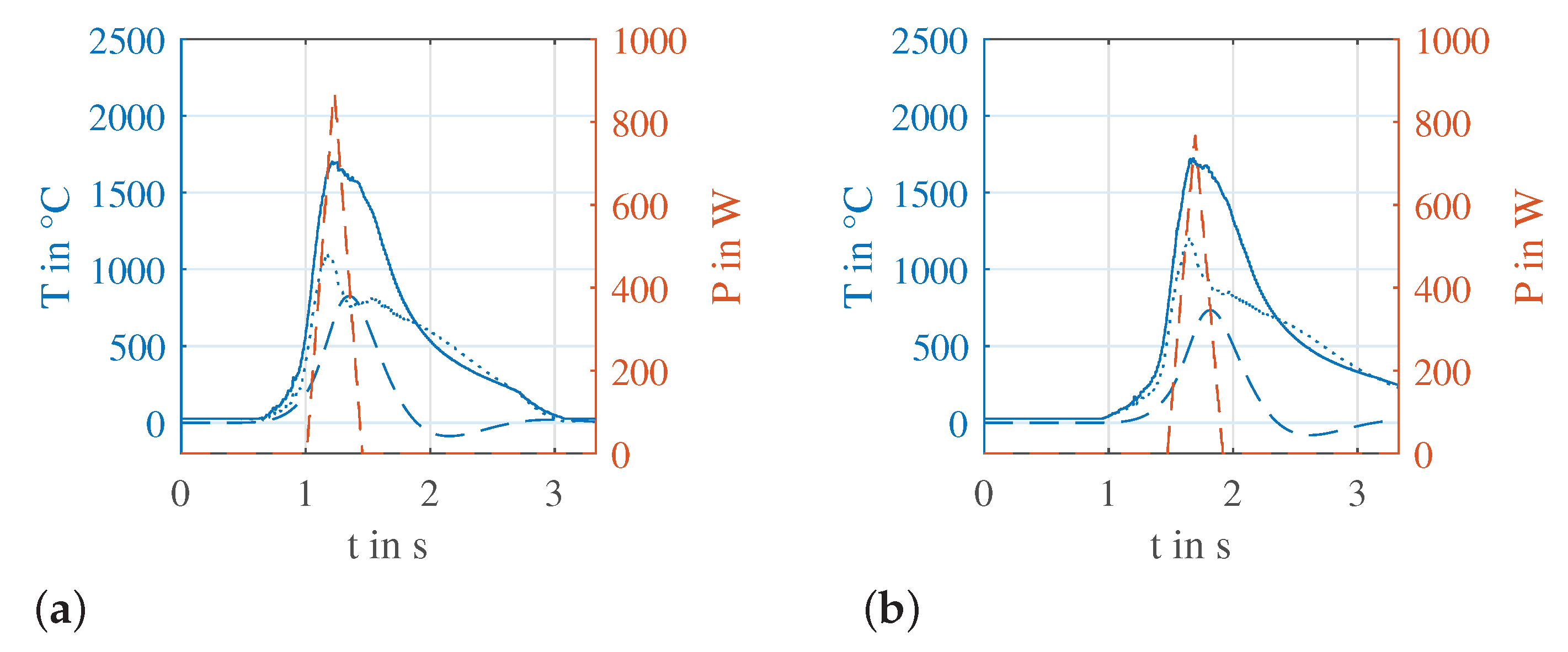
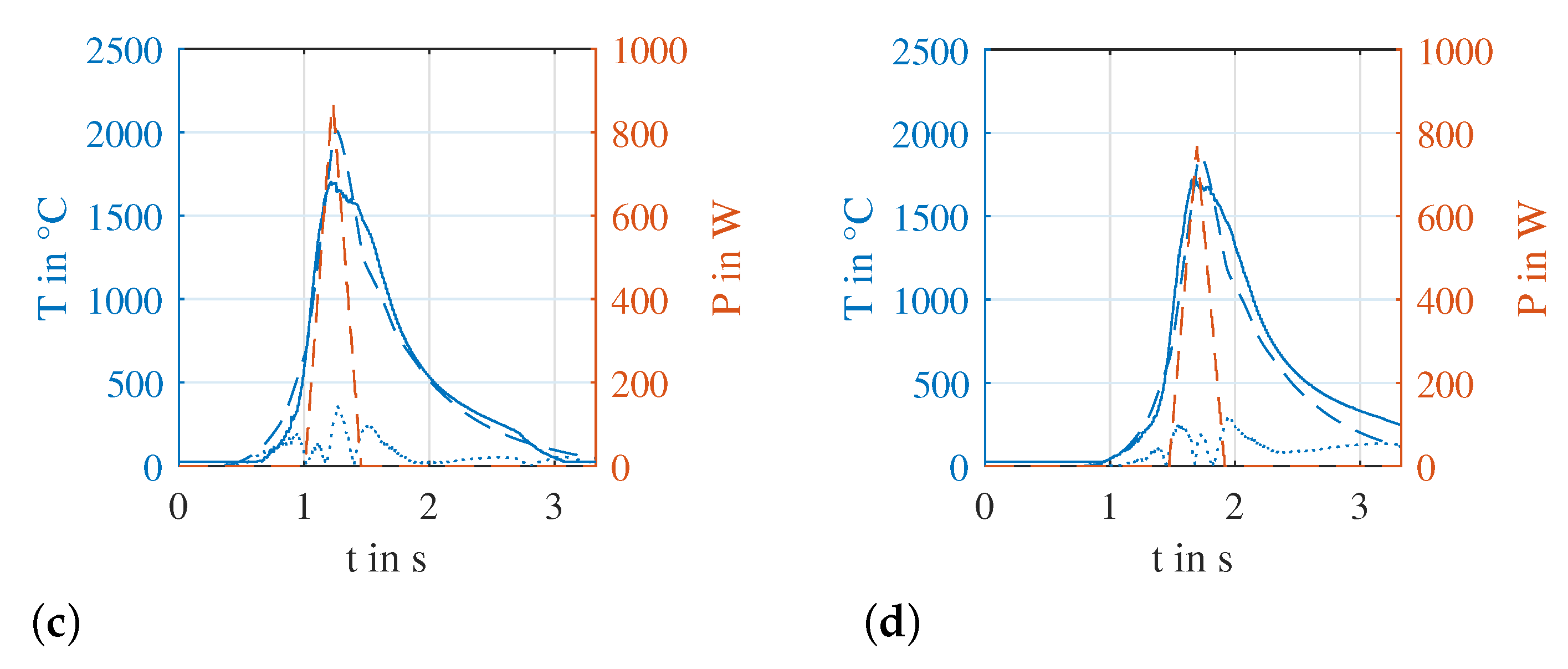
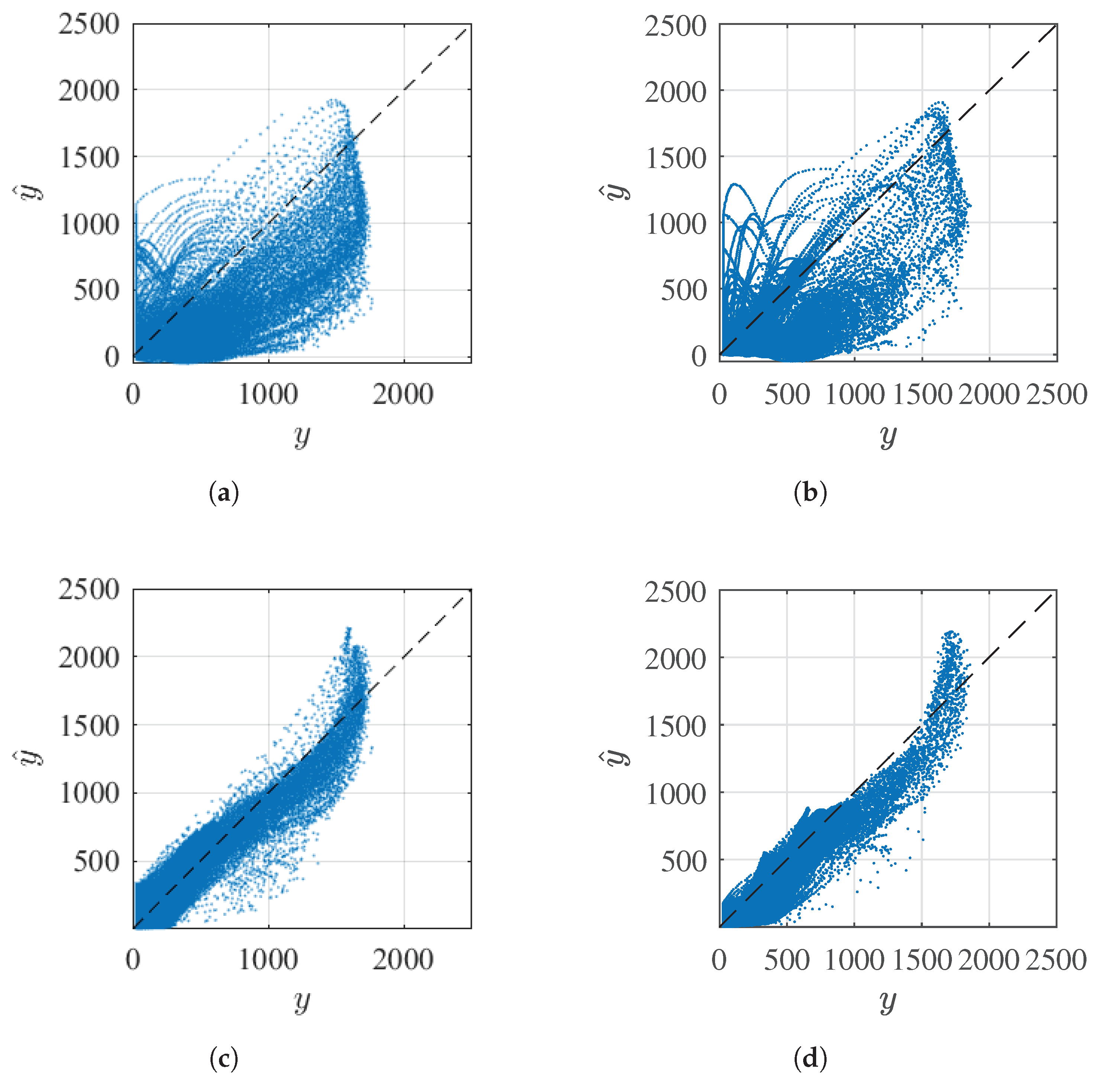
4.1. Single Track Case
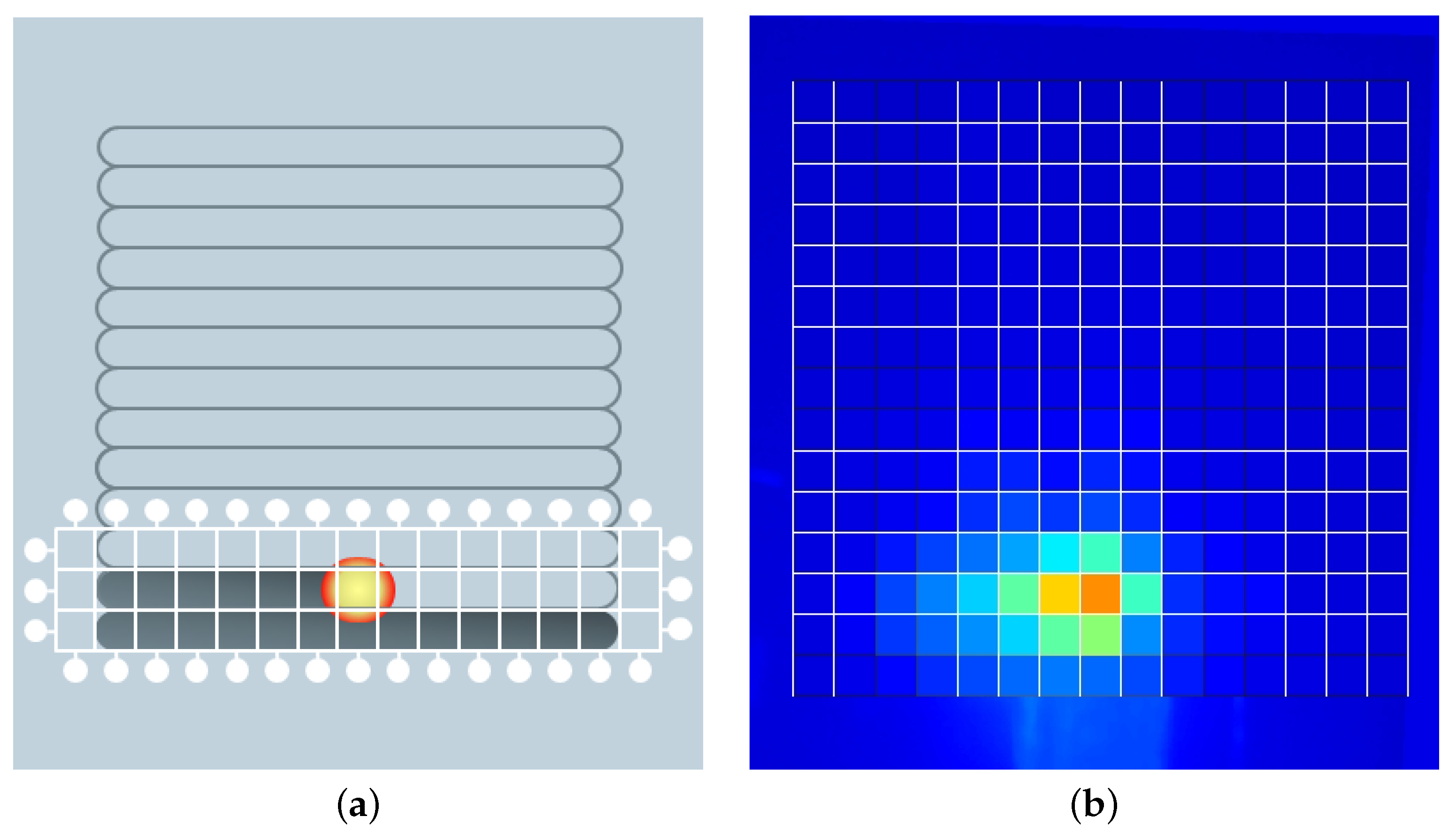
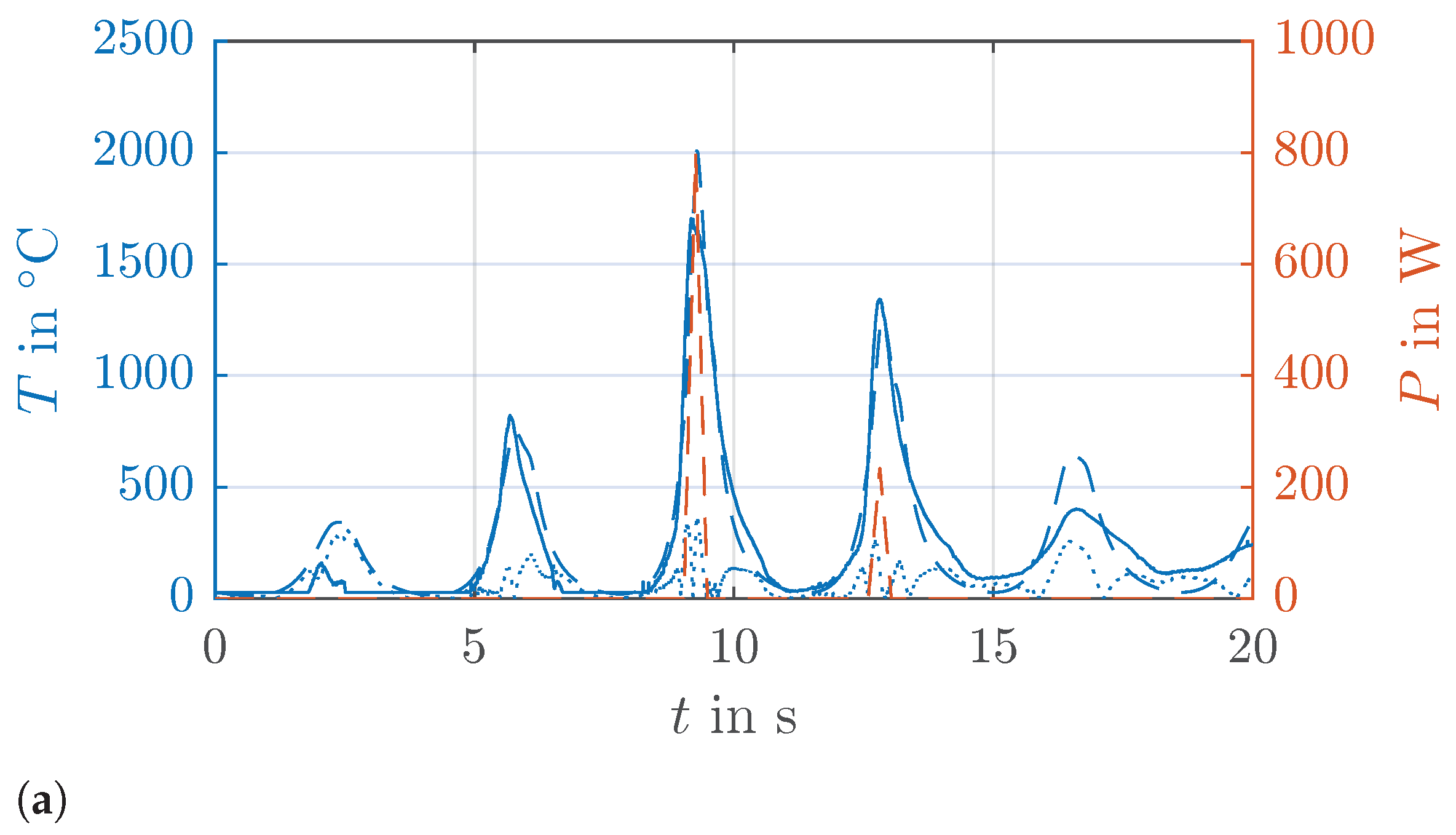
4.2. Multiple Tracks Case
4.3. Discussion
5. Conclusions
- The ARX model assumption yields insufficient results when used for simulation purposes, whereas, acceptable results can be obtained using OE models.
- A significant change in the thermal behavior measured with the IR camera in areas of phase transitions results when assuming a globally fixed emissivity.
- The model structure derived from the general heat conduction equation restricts the obtained results to first order temporal dynamics resulting in a mismatch of the predictions in periods of phase transitions.
- Pre- and reheating effects can be mostly predicted by the resultant model when considering the multiple tracks case. However, a changing offset of the observed temperature with ongoing progressive duration of the experiment could not be described by incorporation of the spatial dynamics into the model so far.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
Abbreviations
| AM | Additive manufacturing |
| ARX | Autoregressive with exogenous input |
| BFR | Best fit rate |
| CFD | Computational fluid dynamics |
| FD | Finite difference |
| FEM | Finite element method |
| IR | Infrared |
| LMD | Laser metal deposition |
| MIMO | Multi-input multi-output |
| MWIR | Mid-wave infrared |
| OE | Output error |
| PDE | Partial difference equation |
| PEM | Prediction error minimization |
| PID | Proportional-integral-derivative |
| RMSE | Root mean squared error |
References
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Farshidianfar, M.H.; Khajepour, A.; Gerlich, A.P. Effect of real-time cooling rate on microstructure in laser additive manufacturing. J. Mater. Process. Technol. 2016, 231, 468–478. [Google Scholar] [CrossRef]
- Salehi, D.; Brandt, M. Melt pool temperature control using LabVIEW in Nd: YAG laser blown powder cladding process. Int. J. Adv. Manuf. Technol. 2006, 29, 273–278. [Google Scholar] [CrossRef]
- Tang, L.; Landers, R.G. Melt pool temperature modeling and control for laser metal deposition processes. In Proceedings of the 2009 American Control Conference (ACC), IEEE, St. Louis, MI, USA, 10–12 June 2009; pp. 4791–4796. [Google Scholar]
- Tang, L.; Landers, R.G. Melt pool temperature control for laser metal deposition processes—Part I: Online temperature control. J. Manuf. Sci. Eng. 2010, 132, 011010. [Google Scholar] [CrossRef]
- Tang, L.; Landers, R.G. Melt pool temperature control for laser metal deposition processes—Part II: Layer-to-layer temperature control. J. Manuf. Sci. Eng. 2010, 132, 011011. [Google Scholar] [CrossRef] [Green Version]
- Song, L.; Mazumder, J. Feedback control of melt pool temperature during laser cladding process. IEEE Trans. Control. Syst. Technol. 2010, 19, 1349–1356. [Google Scholar] [CrossRef]
- Song, L.; Bagavath-Singh, V.; Dutta, B.; Mazumder, J. Control of melt pool temperature and deposition height during direct metal deposition process. Int. J. Adv. Manuf. Technol. 2012, 58, 247–256. [Google Scholar] [CrossRef]
- Wang, H.; Liu, W.; Tang, Z.; Wang, Y.; Mei, X.; Saleheen, K.M.; Wang, Z.; Zhang, H. Review on adaptive control of laser-directed energy deposition. Opt. Eng. 2020, 59, 070901. [Google Scholar] [CrossRef]
- Sammons, P.M.; Bristow, D.A.; Landers, R.G. Two-dimensional modeling and system identification of the laser metal deposition process. J. Dyn. Syst. Meas. Control. 2019, 141. [Google Scholar] [CrossRef]
- Cao, X.; Ayalew, B. Control-oriented MIMO modeling of laser-aided powder deposition processes. In Proceedings of the 2015 American Control Conference (ACC), Chicago, IL, USA, 1–3 July 2015; pp. 3637–3642. [Google Scholar]
- Cao, X.; Ayalew, B. Multivariable predictive control of laser-aided powder deposition processes. In Proceedings of the 2015 American Control Conference (ACC), Chicago, IL, USA, 1–3 July 2015; pp. 3625–3630. [Google Scholar]
- Cao, X.; Ayalew, B. Robust multivariable predictive control for laser-aided powder deposition processes. J. Frankl. Inst. 2019, 356, 2505–2529. [Google Scholar] [CrossRef]
- Goett, G.; Kozakov, R.; Uhrlandt, D.; Schoepp, H.; Sperl, A. Emissivity and temperature determination on steel above the melting point. Weld. World 2013, 57, 595–602. [Google Scholar] [CrossRef]
- Lane, B.; Moylan, S.; Whitenton, E.P.; Ma, L. Thermographic measurements of the commercial laser powder bed fusion process at NIST. Rapid Prototyp. J. 2016, 22, 778–787. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Doubenskaia, M.; Pavlov, M.; Grigoriev, S.; Smurov, I. Definition of brightness temperature and restoration of true temperature in laser cladding using infrared camera. Surf. Coatings Technol. 2013, 220, 244–247. [Google Scholar] [CrossRef]
- Kahl, M.; Kroll, A.; Kästner, R.; Sofsky, M. Application of model selection methods for the identification of a dynamic boost pressure model. IFAC-Pap. 2015, 48, 829–834. [Google Scholar] [CrossRef]
- Kahl, M.; Kroll, A. Structure identification of dynamical takagi-sugeno fuzzy models by using lpv techniques. Arch. Data Sci. Ser. (Online First) 2018, 5, A19. [Google Scholar]
- Kahl, M.; Kroll, A. Extending Regularized Least Squares Support Vector Machines for Order Selection of Dynamical Takagi-Sugeno Models. IFAC-Pap. 2020, 53, 1182–1187. [Google Scholar] [CrossRef]
- Ali, M.; Chughtai, S.S.; Werner, H. Identification of spatially interconnected systems. In Proceedings of the 48th IEEE Conference on Decision and Control (CDC) held jointly with 28th Chinese Control Conference, Shanghai, China, 16–18 December 2009; pp. 7163–7168. [Google Scholar]
- Ali, M.; Chughtai, S.S.; Werner, H. Consistent identification of two-dimensional systems. In Proceedings of the 2010 American Control Conference, Baltimore, MD, USA, 30 June–2 July 2010; pp. 3464–3469. [Google Scholar]
- Nelles, O. Nonlinear System Identification: From Classical Approaches to Neural Networks, Fuzzy Models, and Gaussian Processes, 2nd ed.; Springer Nature: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- LeVeque, R.J. Finite Difference Methods for Ordinary and Partial Differential Equations: Steady-State and Time-Dependent Problems; SIAM: Philadelphia, PA, USA, 2007. [Google Scholar]
- Ljung, L. System Identification: Theory for the User, 2nd ed.; Prentice Hall PTR: Upper Saddle River, NJ, USA, 1999. [Google Scholar]
- Altenburg, S.J.; Scheuschner, N.; Gumenyuk, A.; Maierhofer, C. Towards the determination of real process temperatures in the LMD process by multispectral thermography. In Thermosense: Thermal Infrared Applications XLIII; International Society for Optics and Photonics: Bellingham, WA, USA, 2021; Volume 11743, p. 117430B. [Google Scholar]
- Ali, M.; Chughtai, S.S.; Werner, H. Identification of LPV models for spatially varying interconnected systems. In Proceedings of the 2010 American Control Conference (ACC), Baltimore, MD, USA, 30 June–2 July 2010; pp. 3889–3894. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process/Operating Parameter | Value/Setting |
|---|---|
| Laser power | 1000 |
| Laser spot size | ~2 |
| Powder feed rate | 12 |
| Traverse speed | 10 |
| Argon gas flow rate (carrier) | 20 |
| Argon gas flow rate (shielding) | 25 |
| Powder material | AISI 316 L |
| Powder size distribution | 50 to 150 |
| Number of tracks | 13 |
| Length of each track | 25 |
| Hatch spacing | 2 |
| Scanning pattern | mono-directional |
| RMSE in | BFR in % | RMSE in | BFR in % | |
|---|---|---|---|---|
| (Training) | (Training) | (Validation) | (Validation) | |
| ARX | 325.47 | 11.21 | 343.84 | 7.76 |
| OE | 126.21 | 79.37 | 96.60 | 74.09 |
| ARX | −0.993 | −0.002 | −0.002 | −0.009 | 0.005 | 0.009 |
| OE | −0.871 | −0.051 | −0.041 | −0.026 | −0.027 | 0.148 |
| RMSE in | BFR in % | RMSE in | BFR in % | |
|---|---|---|---|---|
| (Training) | (Training) | (Validation) | (Validation) | |
| ARX | 159.13 | 19.37 | 211.49 | 0.83 |
| OE | 69.67 | 64.61 | 115.12 | 46.02 |
| ARX | −0.989 | −0.002 | −0.001 | −0.010 | 0.003 | 0.018 |
| OE | −0.902 | −0.019 | −0.016 | −0.029 | −0.030 | 0.140 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kahl, M.; Schramm, S.; Neumann, M.; Kroll, A. Identification of a Spatio-Temporal Temperature Model for Laser Metal Deposition. Metals 2021, 11, 2050. https://doi.org/10.3390/met11122050
Kahl M, Schramm S, Neumann M, Kroll A. Identification of a Spatio-Temporal Temperature Model for Laser Metal Deposition. Metals. 2021; 11(12):2050. https://doi.org/10.3390/met11122050
Chicago/Turabian StyleKahl, Matthias, Sebastian Schramm, Max Neumann, and Andreas Kroll. 2021. "Identification of a Spatio-Temporal Temperature Model for Laser Metal Deposition" Metals 11, no. 12: 2050. https://doi.org/10.3390/met11122050
APA StyleKahl, M., Schramm, S., Neumann, M., & Kroll, A. (2021). Identification of a Spatio-Temporal Temperature Model for Laser Metal Deposition. Metals, 11(12), 2050. https://doi.org/10.3390/met11122050