
Influence of High Pressure Sliding and Rotary Swaging on Creep Behavior of P92 Steel at 500 °C

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Material and Procedures
3. Results
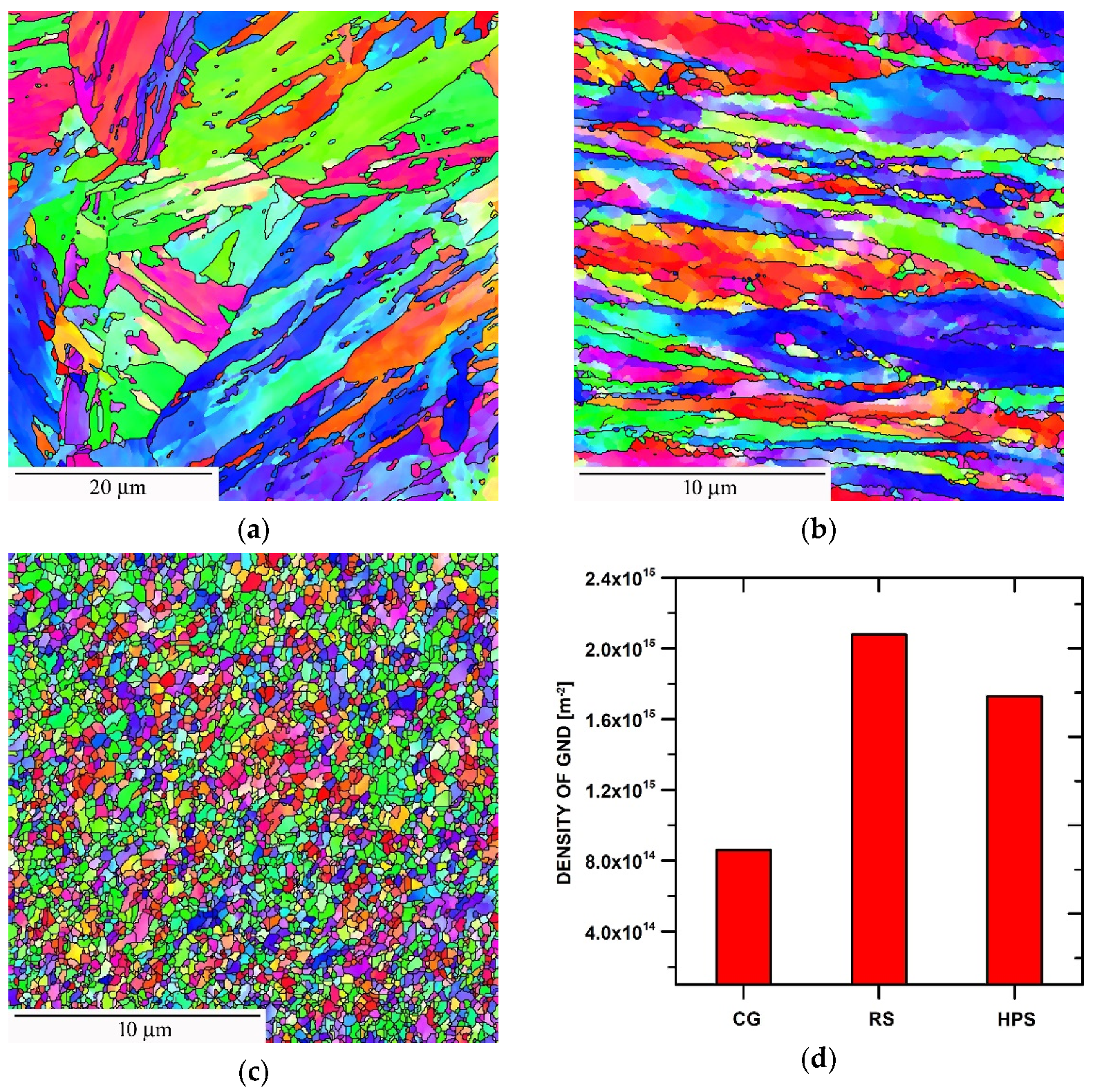
3.1. Microstructure before Creep Testing
3.2. Creep Results
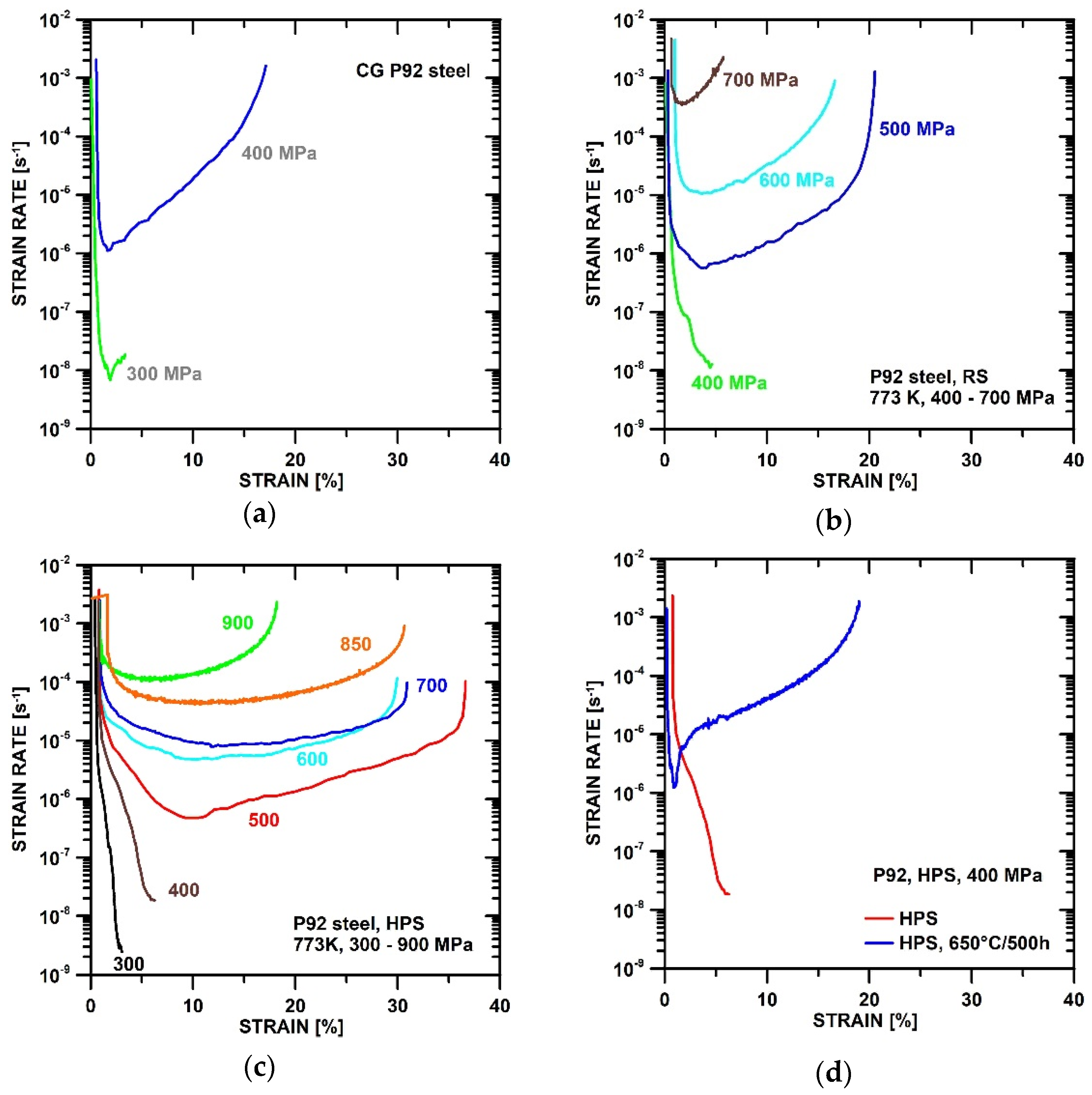
3.2.1. Dependencies of Strain Rate vs. Strain
3.2.2. Stress Dependencies of Minimum Strain Rates and Time to Fracture
3.3. Microstructure after Creep Testing
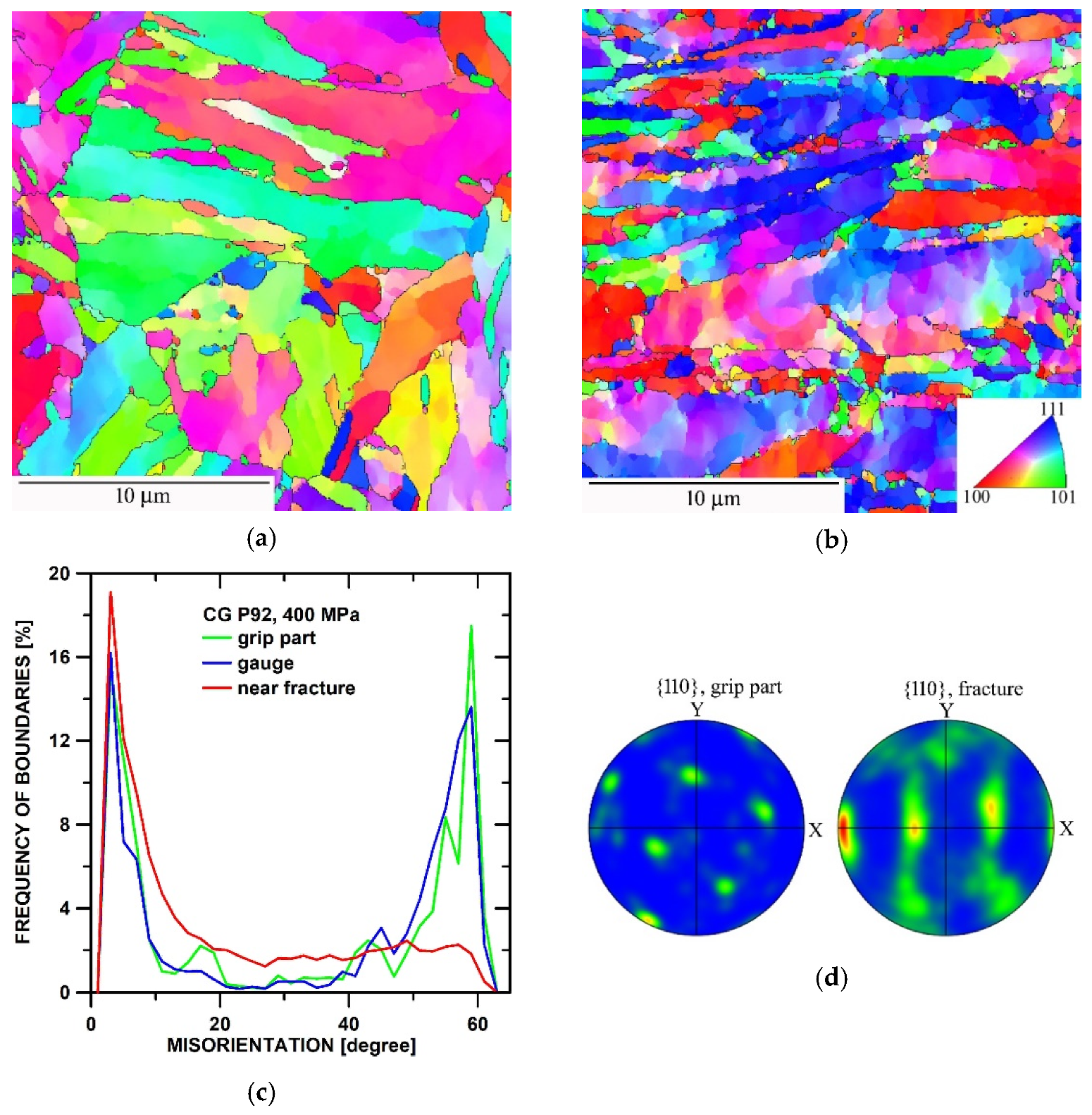
3.3.1. Microstructure of Coarse-Grained State
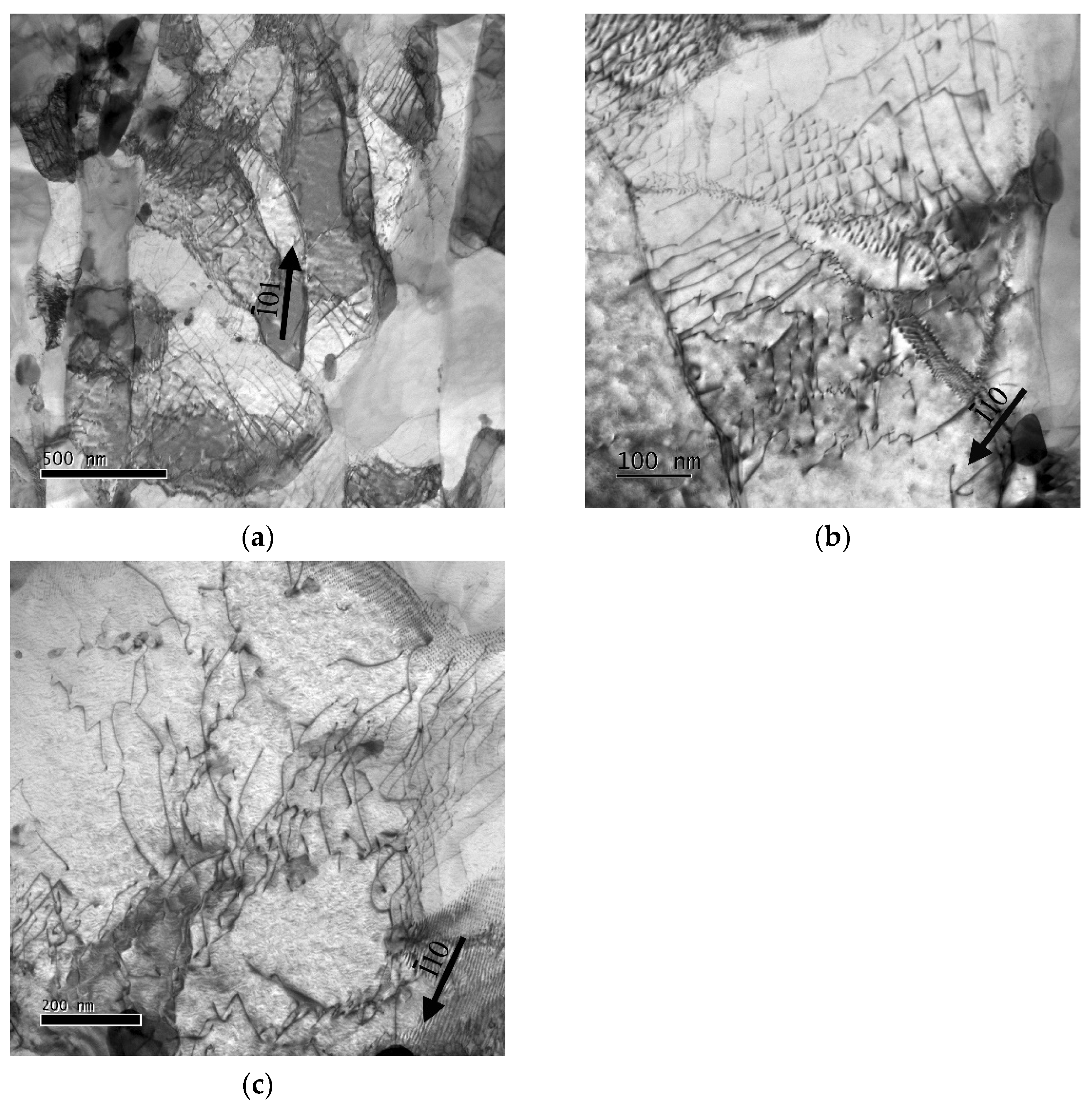
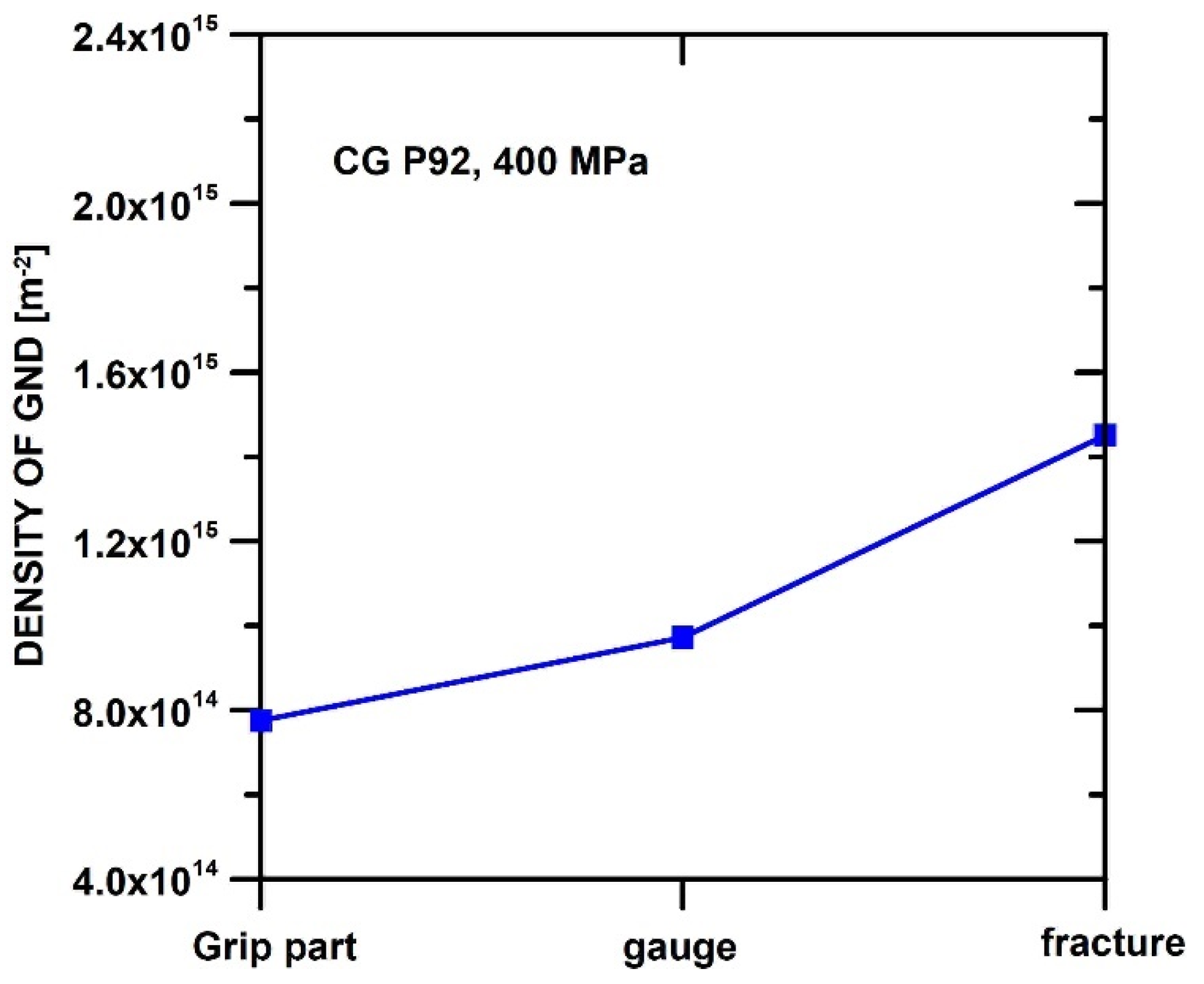
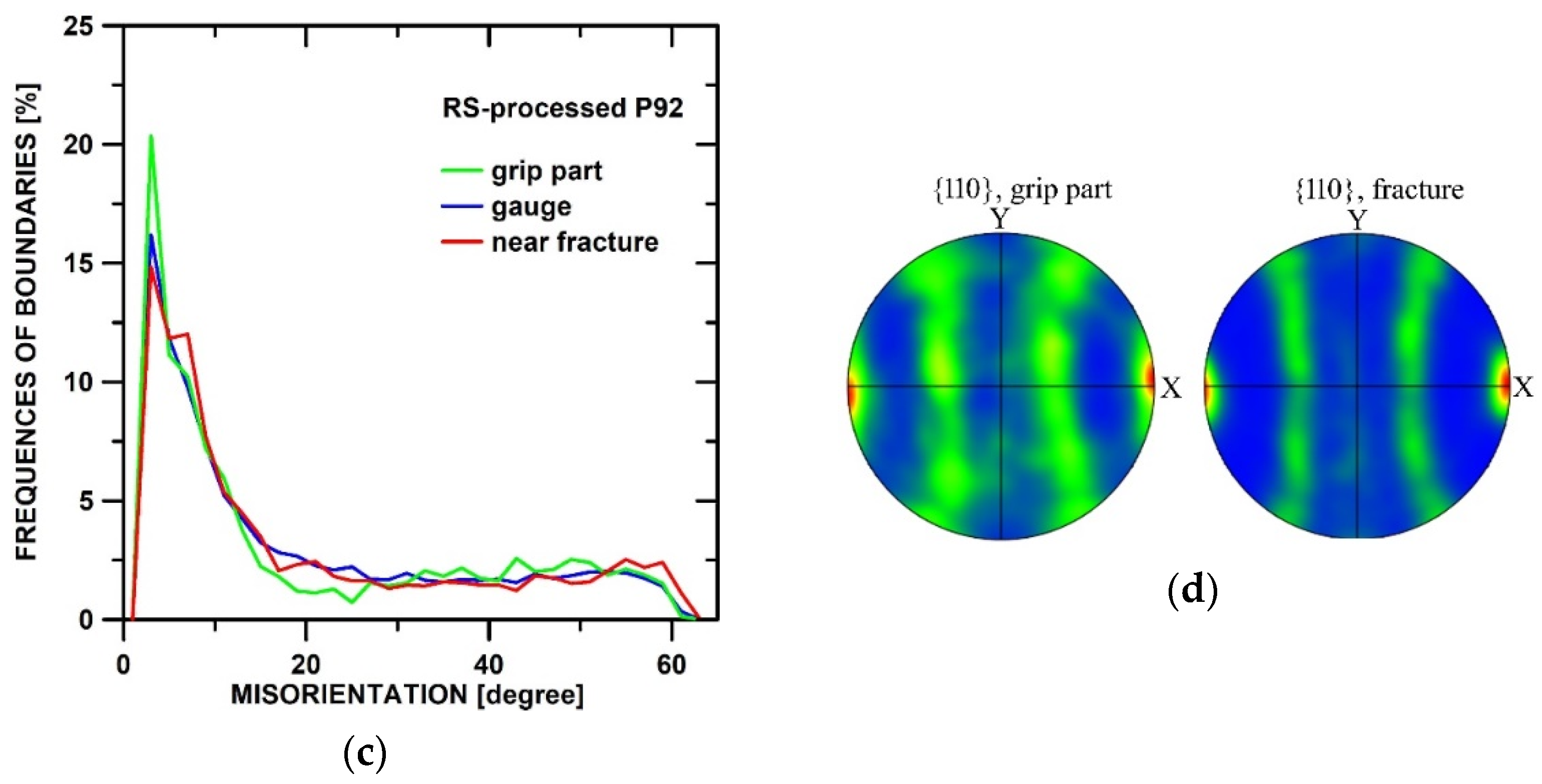
3.3.2. Microstructure of the RS-Processed State
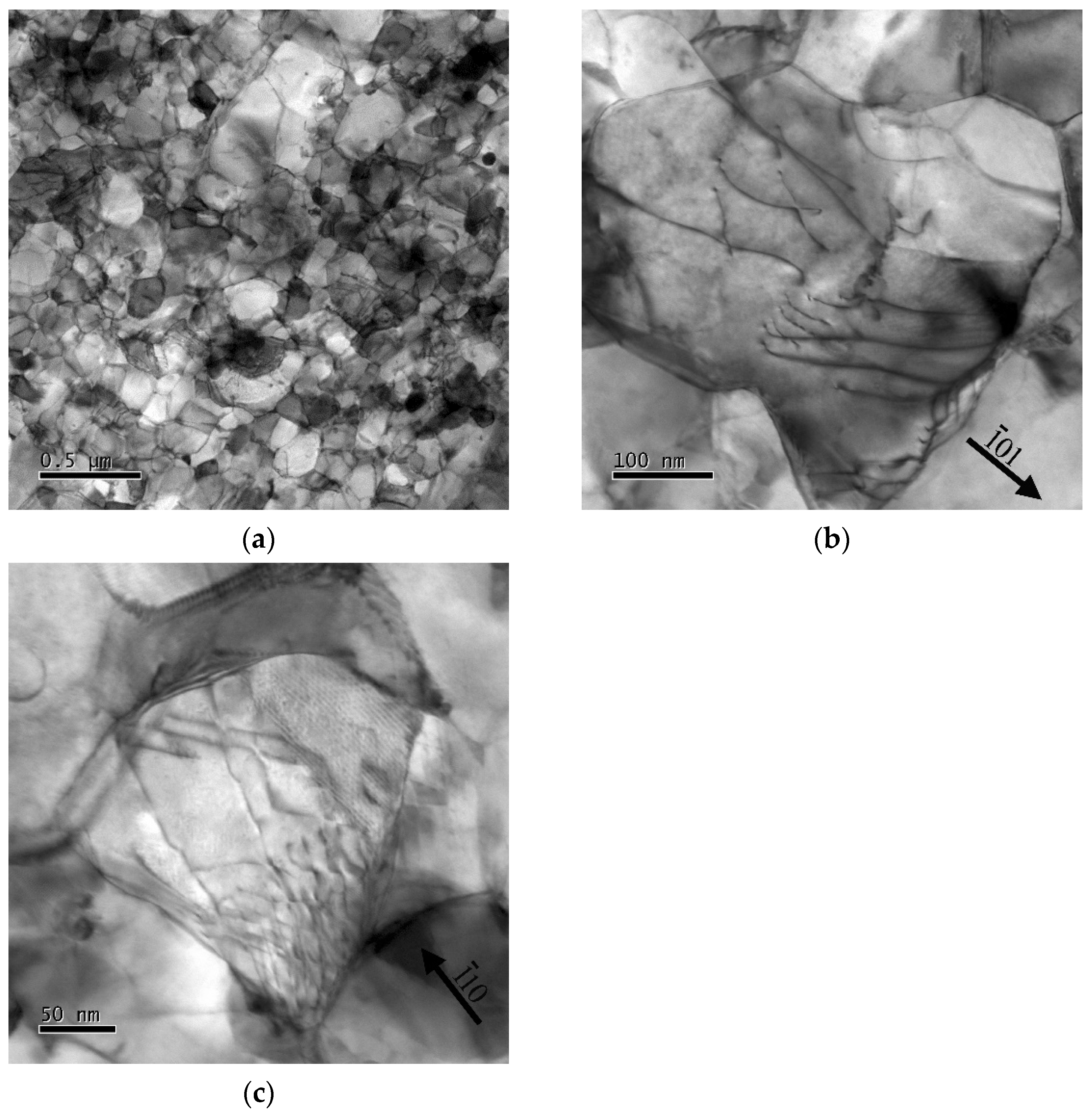
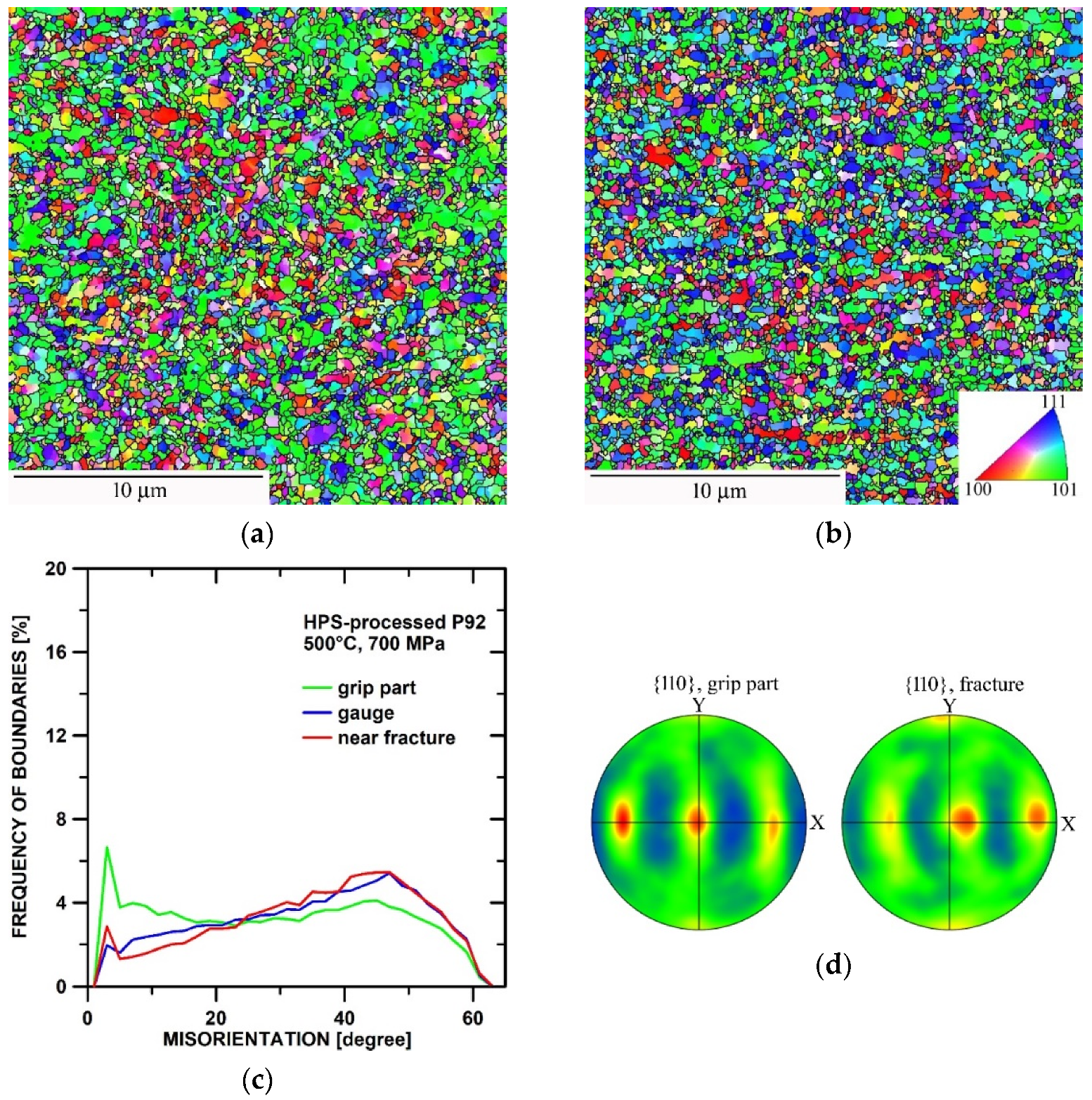
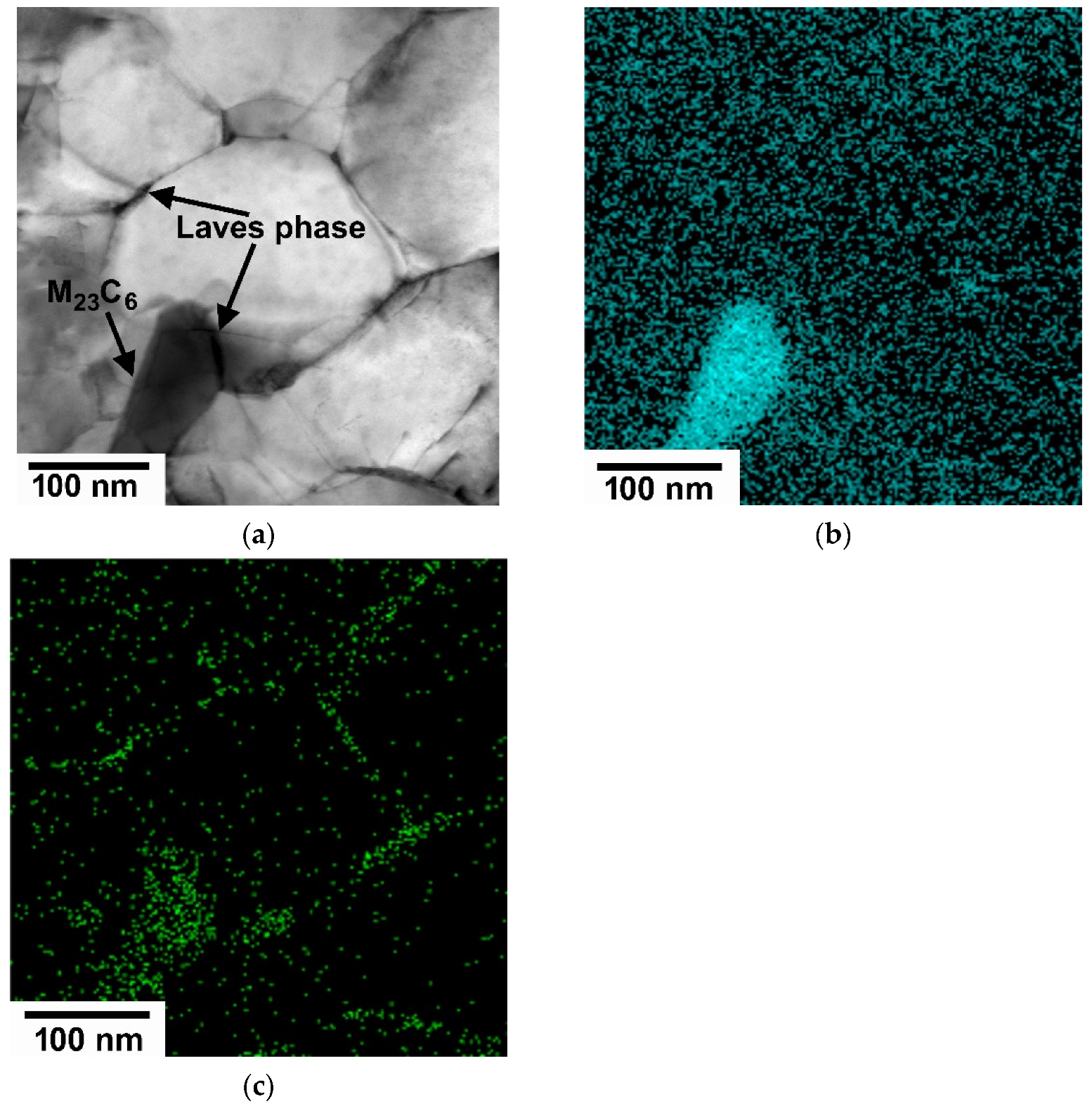
3.3.3. Microstructure of the HPS-Processed State
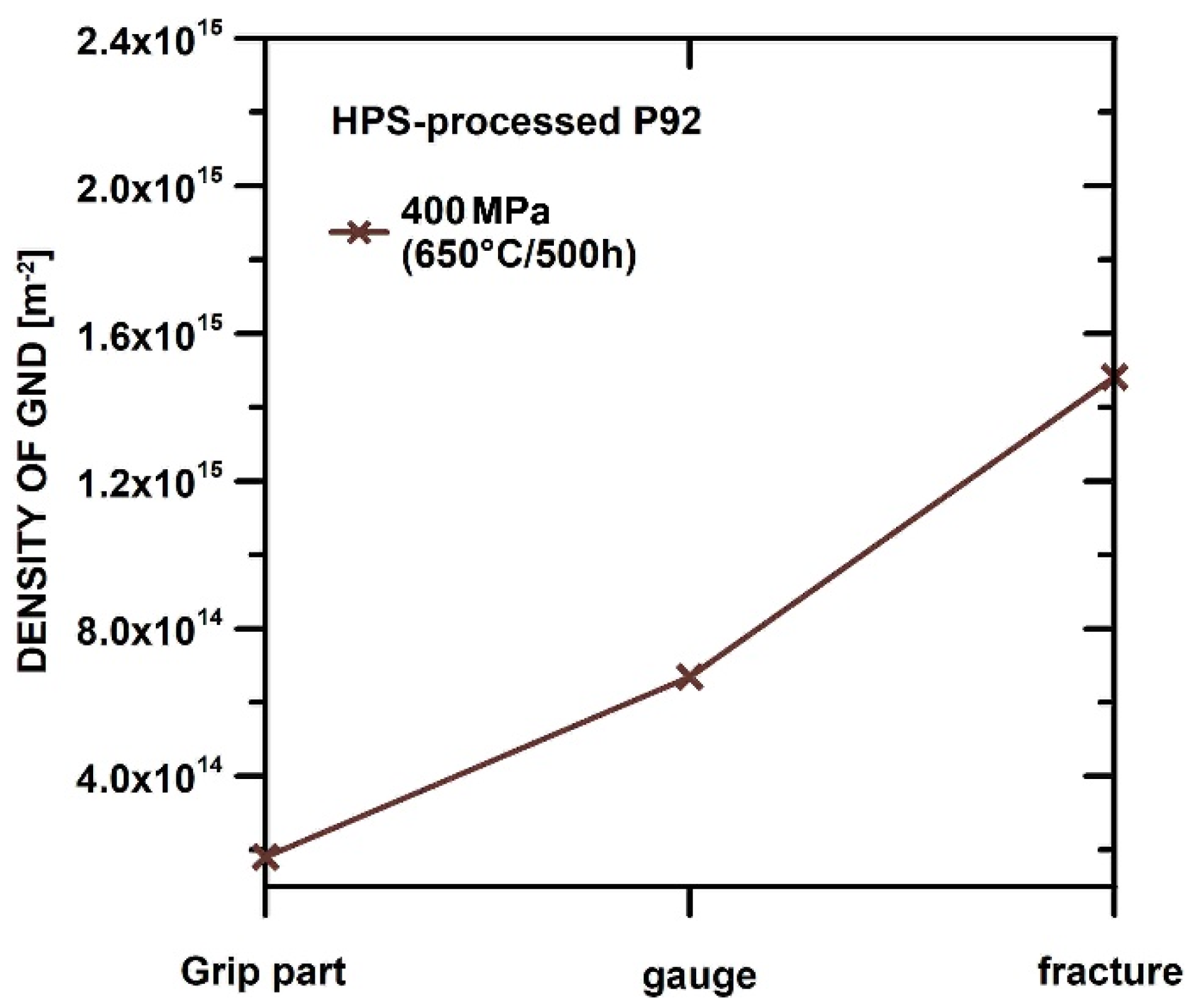
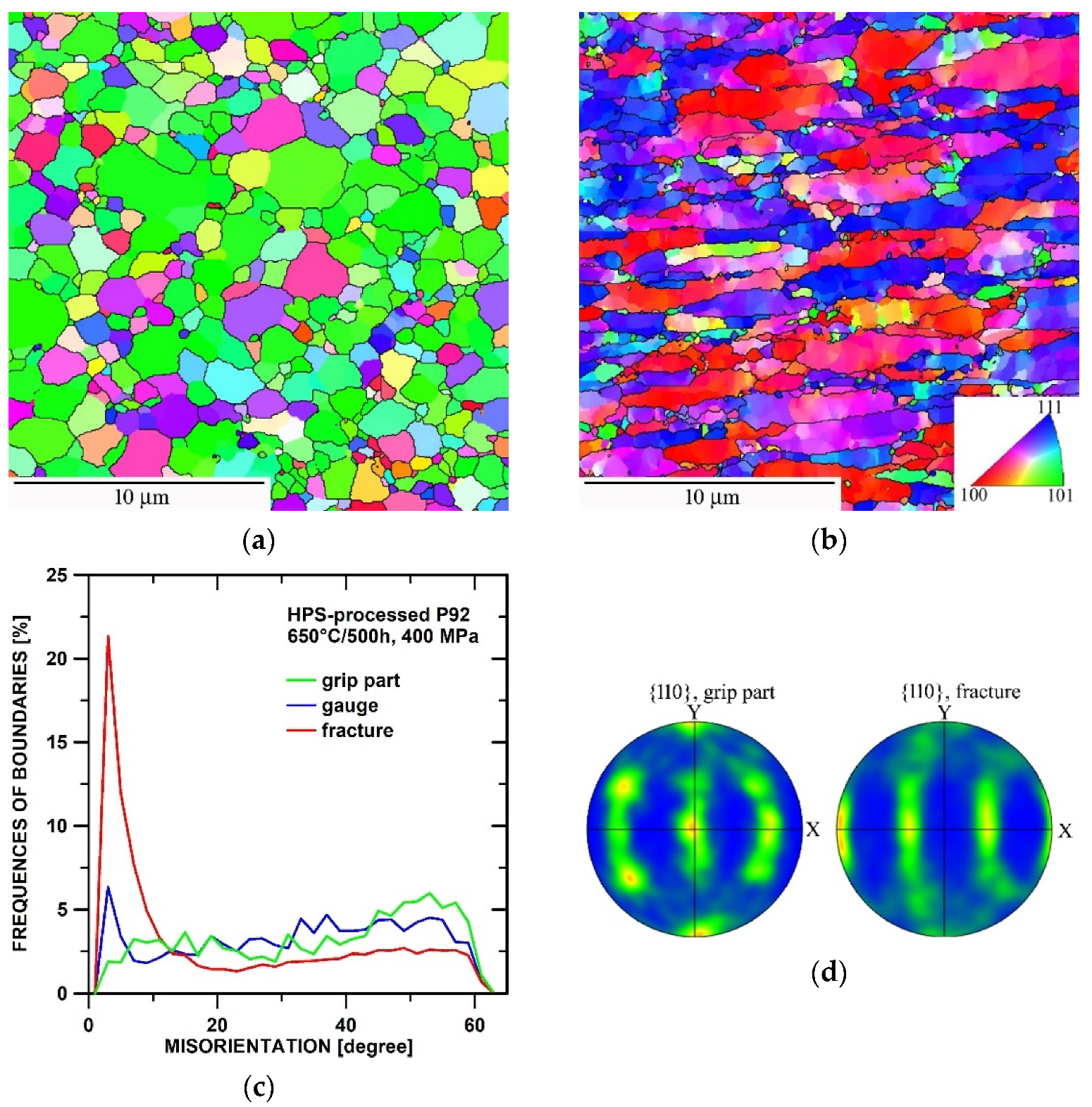
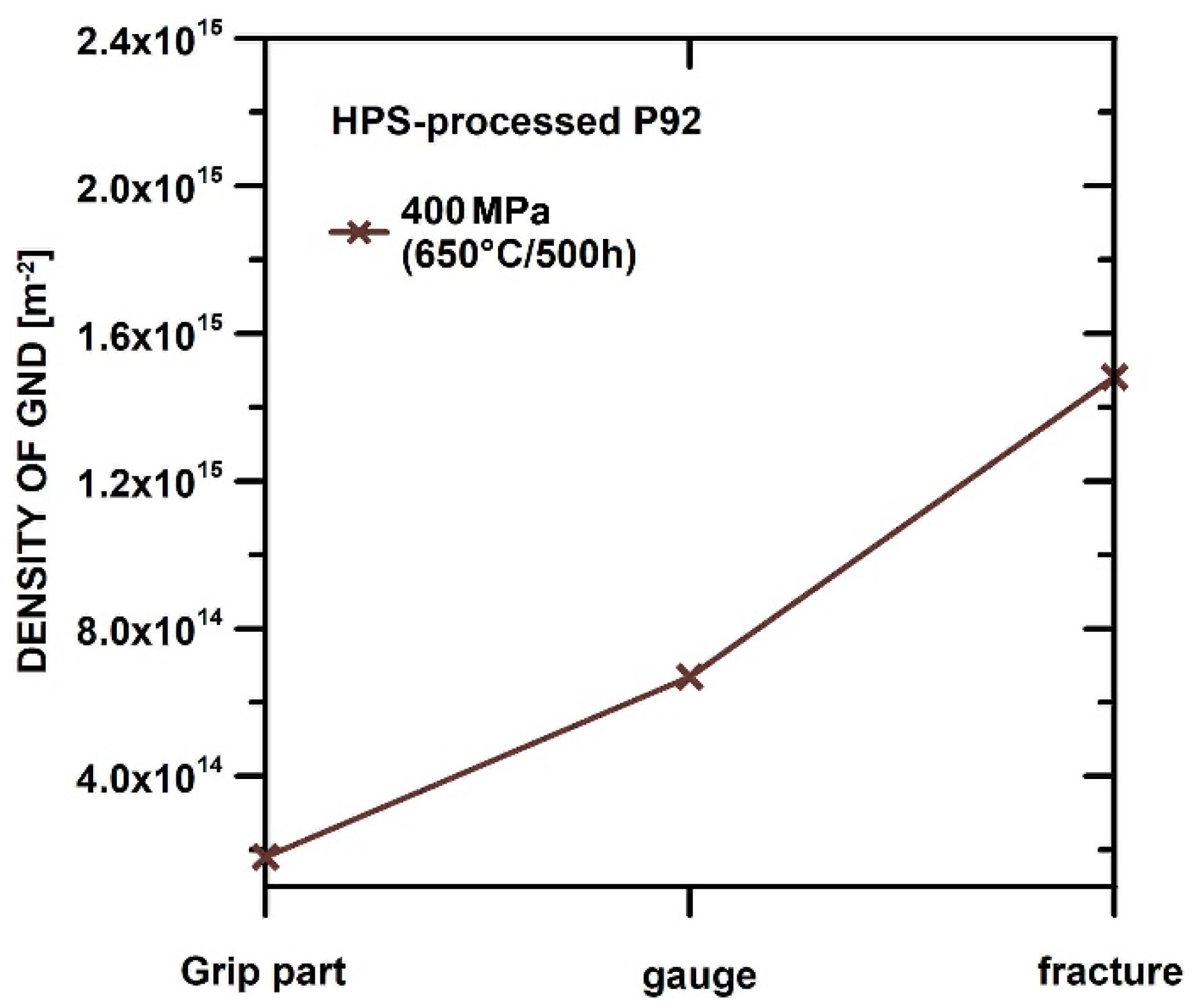
3.3.4. Microstructure of HPS State after Annealing at 650 °C for 500 h
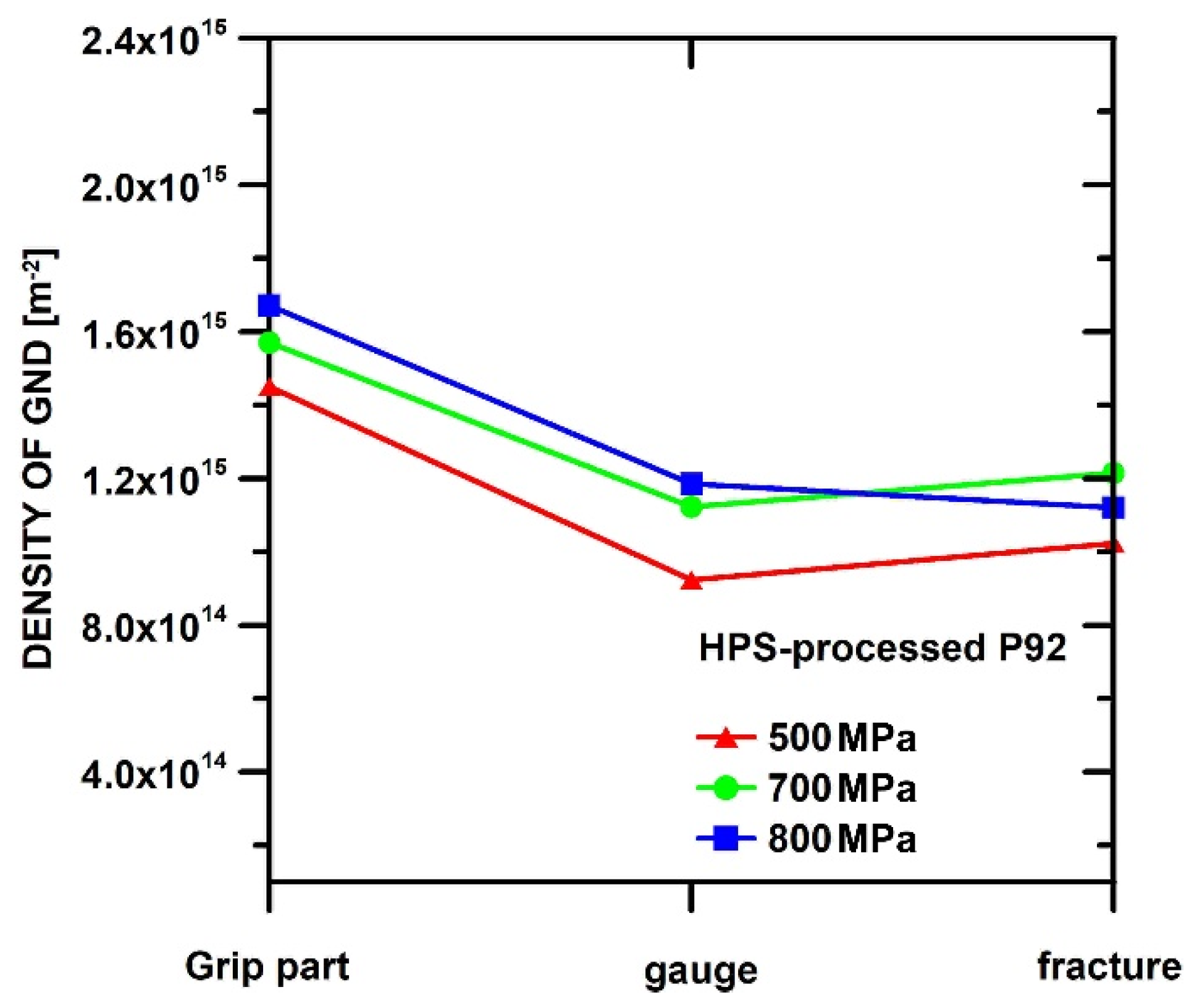
3.3.5. Comparison of Selected Microstructure Characteristics for GC, RS and HPS State Tested at 500 °C
4. Discussion
5. Conclusions
- P92 steel processed by RS and HPS exhibited higher creep resistance than standard coarse-grained steel.
- HPS-processed state exhibited slower minimum creep rates and longer fracture times than RS-processed state when tested at high stresses (about 600–900 MPa). However, opposite results were observed at low stresses.
- HPS-processed P92 steel exhibits lower values of stress exponent n compared to CG and RS-processed states tested under the same loading conditions.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abe, F.; Kern, T.-U.; Viswanathan, R. Creep-Resistant Steels; Woodhead Publishing: Cambridge, UK, 2008. [Google Scholar]
- Kaibyshev, R.O.; Skorobogatykh, V.N.; Shchenkova, I.A. New martensitic steels for fossil power plant: Creep resistance. Phys. Met. Metallogr. 2012, 109, 186–200. [Google Scholar] [CrossRef]
- Maruyama, K.; Sawada, K.; Koike, J. Strengthening mechanisms of creep resistant tempered martensitic steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar] [CrossRef]
- Prat, O.; Garcia, J.; Rojas, D.; Sauthoff, G.; Inden, G. The role of Laves phase on microstructure evolution and creep strength of novel 9%Cr heat resistant steels. Intermetallics 2013, 32, 362–372. [Google Scholar] [CrossRef]
- Kocich, R. Effects of twist channel angular pressing on structure and properties of bimetallic Al/Cu clad composites. Mater. Des. 2020, 196, 109255. [Google Scholar] [CrossRef]
- Naizabekov, A.B.; Andreyachshenko, V.A.; Kocich, R. Study of deformation behavior, structure and mechanical properties of the AlSiMnFe alloy during ECAP-PBP. Micron 2013, 44, 210–217. [Google Scholar] [CrossRef] [PubMed]
- Kocich, R.; Macháčková, A.; Andreyachshenko, V.A. A study of plastic deformation behaviour of Ti alloy during equal channel angular pressing with partial back pressure. Comput. Mater. Sci. 2015, 101, 233–241. [Google Scholar] [CrossRef]
- Hlaváč, L.M.; Kocich, R.; Gembalová, L.; Jonšta, P.; Hlaváčová, I.M. AWJ cutting of copper processed by ECAP. Int. J. Adv. Manuf. Technol. 2016, 86, 1–4. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Langdon, T.G. The characteristics of creep in metallic materials processed by severe plastic deformation. Mater. Trans. 2019, 60, 1506–1517. [Google Scholar] [CrossRef] [Green Version]
- Sklenicka, V.; Dvorak, J.; Svoboda, M. Creep in ultrafine grained aluminium. Mater. Sci. Eng. A 2004, 387–389, 696–701. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Blum, W.; Kudryavtsev, E.; Zherebtsov, S.; Salishchev, G.; Kvapilova, M.; Sklenicka, V. Creep study of mechanisms involved in low-temperature superplasticity of UFG Ti-6Al-4V processed by SPD. Mater. Character. 2016, 116, 84–90. [Google Scholar] [CrossRef]
- Takizawa, Y.; Kajita, T.; Kral, P.; Masuda, T.; Watanabe, K.; Yumoto, M.; Sklenicka, V.; Horita, Z. Superplasticity of Inconel 718 after processing by high-pressure sliding (HPS). Mater. Sci. Eng. A 2017, 682, 603–612. [Google Scholar] [CrossRef]
- Sklenicka, V.; Dvorak, J.; Kral, P.; Betekhtin, V.I.; Kadomtsev, A.G.; Narykova, M.V.; Dobatkin, S.V.; Kucharova, K.; Kvapilova, M. Influence of a prior pressurization treatment on creep behaviour of an ultrafine-grained Zr-2.5%Nb alloy. Mater. Sci. Eng. A 2021, 820, 141570. [Google Scholar] [CrossRef]
- Greger, M.; Kocich, R. Superplasticity of magnesium alloys. In Proceedings of the Metal 2011 20nd International Metallurgy Material Conference, Brno, Czech Republic, 18–20 May 2011; pp. 421–424. [Google Scholar]
- Král, P.; Dvořák, J.; Sklenička, V.; Masuda, T.; Tang, Y.; Horita, Z.; Kunčická, L.; Kuchařová, K.; Kvapilová, M.; Svobodová, M. Effect of severe plastic deformation on creep behaviour and microstructure changes of P92 at 923K. Kovove Mater. 2021, 59, 141–148. [Google Scholar]
- Král, P.; Dvořák, J.; Blum, W.; Sklenička, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kunčická, L.; Kocich, R.; Kvapilová, M.; et al. The Effect of Predeformation on Creep Strength of 9% Cr Steel. Materials 2020, 13, 5330. [Google Scholar] [CrossRef]
- Sklenicka, V.; Kral, P.; Dvorak, J.; Takizawa, Y.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. Effects of grain refinement and predeformation impact by severe plastic deformation on creep in P92 martensitic steel. Adv. Eng. Mater. 2020, 22, 1900448. [Google Scholar] [CrossRef]
- Kostka, A.; Tak, K.-G.; Eggeler, G. On the effect of equal-channel angular pressing on creep of tempered martensite ferritic steels. Mater. Sci. Eng. A 2008, 481–482, 723–726. [Google Scholar] [CrossRef]
- Kral, P.; Dvorak, J.; Sklenicka, V.; Masuda, T.; Horita, Z.; Kucharova, K.; Kvapilova, M.; Svobodova, M. Microstructure and creep behaviour of P92 steel after HPT. Mater. Sci. Eng. A 2018, 723, 287–295. [Google Scholar] [CrossRef]
- Čadek, J. Creep in Metallic Materials; Elsevier: Amsterdam, The Netherlands, 1988. [Google Scholar]
- Strunz, P.; Kocich, R.; Canelo-Yubero, D.; Macháčková, A.; Beran, P.; Krátká, L. Texture and differential stress development in W/Ni-Co composite after rotary swaging. Materials 2020, 13, 2869. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R. Deformation behaviour of Cu-Al clad composites produced by rotary swaging. In Proceedings of the 5th Global Conference on Polymer and Composite Materials (PCM 2018), Kitakyushu, Japan, 10–13 April 2018; p. 012029. [Google Scholar] [CrossRef]
- Fujioka, T.; Horita, Z. Development of high-pressure sliding process for microstructural refinement of rectangular metallic sheets. Mater. Trans. 2009, 50, 930–933. [Google Scholar] [CrossRef] [Green Version]
- Macháčková, A.; Krátká, L.; Petrmichl, R.; Kunčická, L.; Kocich, R. Affecting structure characteristics of rotary swaged tungsten heavy alloy via variable deformation temperature. Materials 2019, 12, 4200. [Google Scholar] [CrossRef] [Green Version]
- Kubin, L.; Mortensen, A. Geometrically necessary dislocations and strain-gradient plasticity: A few critical issues. Scr. Mater. 2003, 48, 119–125. [Google Scholar] [CrossRef] [Green Version]
- Liu, Q.; Jensen, D.J.; Hansen, N. Effect of grain orientation on deformation structure in cold-rolled polycrystalline aluminium. Acta Mater. 1998, 46, 5819–5838. [Google Scholar] [CrossRef]
- Konijnenberg, P.J.; Zaefferer, S.; Raabe, D. Assessment of geometrically necessary dislocation levels derived by 3D EBSD. Acta Mater. 2015, 99, 402–414. [Google Scholar] [CrossRef]
- Ham, R.K. The determination of dislocation densities in thin films. Philos. Mag. 1961, 6, 1183–1184. [Google Scholar] [CrossRef]
- Pešička, J.; Kužel, R.; Dronhofer, A.; Eggeler, G. The evolution of dislocation density during heat treatment and creep of tempered martensite ferritic steels. Acta Mater. 2003, 51, 4847–4862. [Google Scholar] [CrossRef]
- Sawada, K.; Takeda, M.; Maruyama, K.; Ishii, R.; Yamada, M.; Nagae, Y.; Komine, R. Effect of W on recovery of lath structure during creep of high chromium martensitic steels. Mater. Sci. Eng. A 1999, 267, 19–25. [Google Scholar] [CrossRef]
- Čadek, J.; Šustek, V.; Pahutová, M. An analysis of a set of creep data for a 9Cr–1Mo–0.2V (P91 type) steel. Mater. Sci. Eng. A 1997, 225, 22–28. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps; Pergamon Press: Oxford, UK, 1982; pp. 62–63. [Google Scholar]
- Zhao, Y.H.; Liao, X.Z.; Jin, Z.; Valiev, R.Z.; Zhu, Y.T. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004, 52, 4589–4599. [Google Scholar] [CrossRef]
- Kim, J.K.; Jeong, H.G.; Hong, S.I.; Kim, Y.S.; Kim, W.J. Effect of aging treatment on heavily deformed microstructure of a 6061 aluminum alloy after equal channel angular pressing. Scr. Mater. 2001, 45, 901–907. [Google Scholar] [CrossRef]
- Gubicza, J.; Schiller, I.; Chinh, N.Q.; Illy, J.; Horita, Z.; Langdon, T.G. The effect of severe plastic deformation on precipitation in supersaturated Al–Zn–Mg alloys. Mater. Sci. Eng. A 2007, 460–461, 77–85. [Google Scholar] [CrossRef]
- Abe, F. Effect of fine precipitation and subsequent coarsening of Fe2W laves phase on the creep deformation behavior of tempered martensitic 9Cr–W steels. Metall. Mater. Trans. A 2005, 36, 321–332. [Google Scholar] [CrossRef]
- Kassner, M.E.; Ermagan, R. Power law breakdown in the creep in single-phase metals. Metals 2019, 9, 1345. [Google Scholar] [CrossRef] [Green Version]
- Lesuer, D.R.; Syn, C.K.; Sherby, O.D. An Evaluation of Power Law Breakdown in Metals, Alloys, Dispersion Hardened Materials and Compounds. Available online: https://www.osti.gov/servlets/purl/791669 (accessed on 20 November 1999).
- Sakai, T.; Suzuki, H.G.; Gakkai, N.K. Proceedings of ReX’99 (JIMIS-10). In Proceedings of the 4th International Conference on Recrystallization and Related Phenomena, Tsukuba City, Japan, 13–16 July 1999. [Google Scholar]
- Renk, O.; Pippan, R. Saturation of grain refinement during severe plastic deformation of single phase materials: Reconsiderations, current status and open questions. Mater. Trans. 2019, 60, 1270–1282. [Google Scholar] [CrossRef] [Green Version]
- Kassner, M.E. Fundamental of Creep in Metals and Alloys; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Blum, W.; Zeng, X.H. A simple dislocation model of deformation resistance of ultrafine-grained materials explaining Hall–Petch strengthening and enhanced strain rate sensitivity. Acta Mater. 2009, 57, 1966–1974. [Google Scholar] [CrossRef]
- Blum, W.; Dvořák, J.; Král, P.; Eisenlohr, P.; Sklenička, V. Effects of grain refinement by ECAP on the deformation resistance of Al interpreted in terms of boundary-mediated processes. J. Mater. Sci. Technol. 2016, 32, 1309–1320. [Google Scholar] [CrossRef]
- Blum, W.; Dvorak, J.; Kral, P.; Eisenlohr, P.; Sklenicka, V. Effect of grain refinement by ECAP on creep of pure Cu. Mater. Sci. Eng. A 2014, 590, 423–432. [Google Scholar] [CrossRef]
- Valiev, R.Z. Structure and mechanical properties of ultrafine-grained metals. Mater. Sci. Eng. A 1997, 234–236, 59–66. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kral, P.; Dvorak, J.; Sklenicka, V.; Horita, Z.; Takizawa, Y.; Tang, Y.; Kunčická, L.; Kvapilova, M.; Ohankova, M. Influence of High Pressure Sliding and Rotary Swaging on Creep Behavior of P92 Steel at 500 °C. Metals 2021, 11, 2044. https://doi.org/10.3390/met11122044
Kral P, Dvorak J, Sklenicka V, Horita Z, Takizawa Y, Tang Y, Kunčická L, Kvapilova M, Ohankova M. Influence of High Pressure Sliding and Rotary Swaging on Creep Behavior of P92 Steel at 500 °C. Metals. 2021; 11(12):2044. https://doi.org/10.3390/met11122044
Chicago/Turabian StyleKral, Petr, Jiri Dvorak, Vaclav Sklenicka, Zenji Horita, Yoichi Takizawa, Yongpeng Tang, Lenka Kunčická, Marie Kvapilova, and Marie Ohankova. 2021. "Influence of High Pressure Sliding and Rotary Swaging on Creep Behavior of P92 Steel at 500 °C" Metals 11, no. 12: 2044. https://doi.org/10.3390/met11122044
APA StyleKral, P., Dvorak, J., Sklenicka, V., Horita, Z., Takizawa, Y., Tang, Y., Kunčická, L., Kvapilova, M., & Ohankova, M. (2021). Influence of High Pressure Sliding and Rotary Swaging on Creep Behavior of P92 Steel at 500 °C. Metals, 11(12), 2044. https://doi.org/10.3390/met11122044