3. Materials and Methods
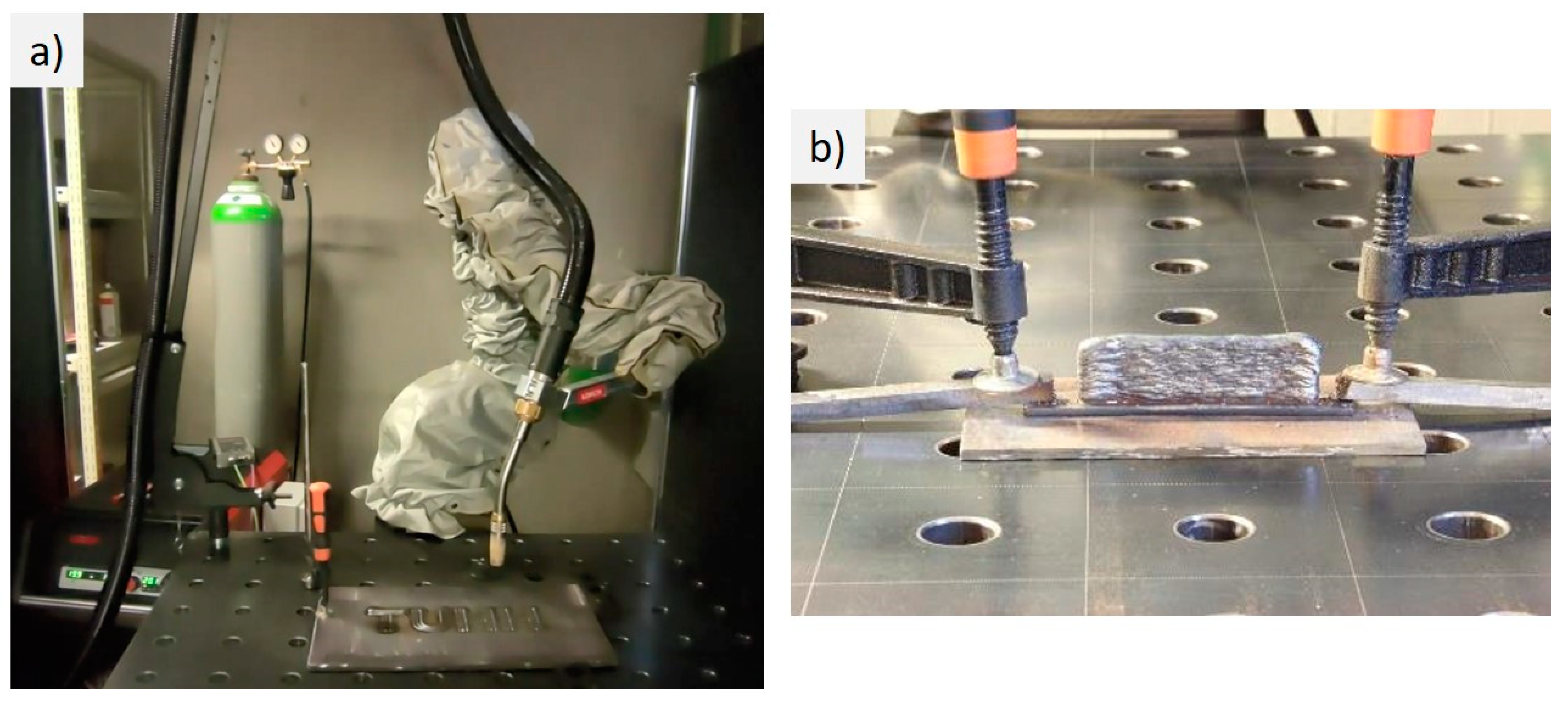
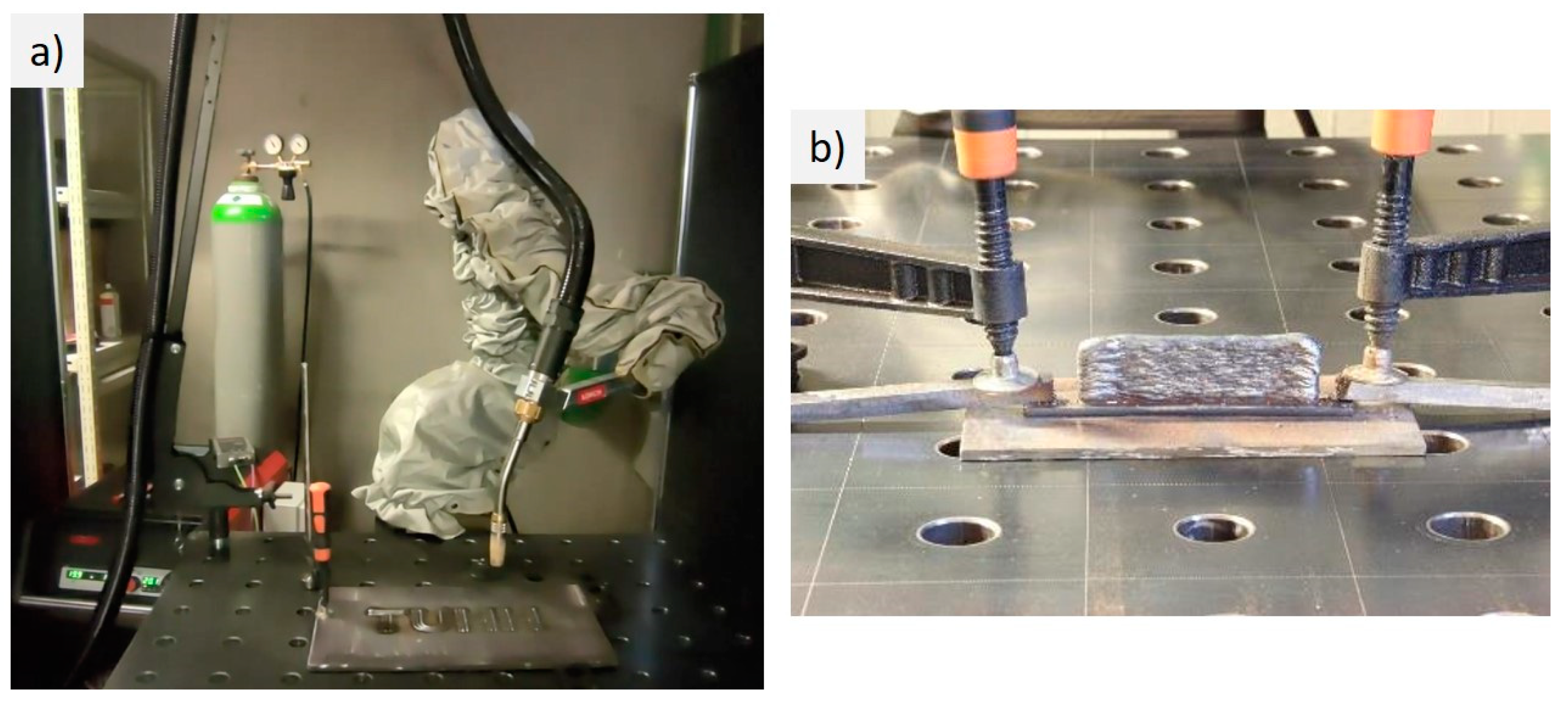
The WAAM LMC is fabricated by a collaborative operative robot (Universal Robot UR10e, Universal Robots, Odense, Denmark) guiding the welding equipment (Lorch S5 Speedpuls XT, Lorch Schweisstechnik GmbH, Auenwald, Germany) which allows highly precise and reproducible welds, as shown in
Figure 1. The robot arm is mounted on a quadratic steel table which provides a plane working surface.
For the WAAM-fabricated LMC, two different weld materials are used, a 1-mm-diameter ductile steel wire, hereafter named SG2 (EMK 6 D, Böhler, material No. 1.5125) and a 1mm-diameter high-strength steel wire, hereafter named X90 (DT-X90, DRATEC GmbH, Krefeld, Germany, Material No. 1.6834). The filler wires SG2 and X90 are identified by EN ISO designations and the chemical compositions of each wire are provided in
Table 1. The LMC presented herein is built up by alternating deposits made of ductile steel and high-strength steel type wires. The WAAM LMC is built up onto a steel substrate (S355), as shown in
Figure 1.
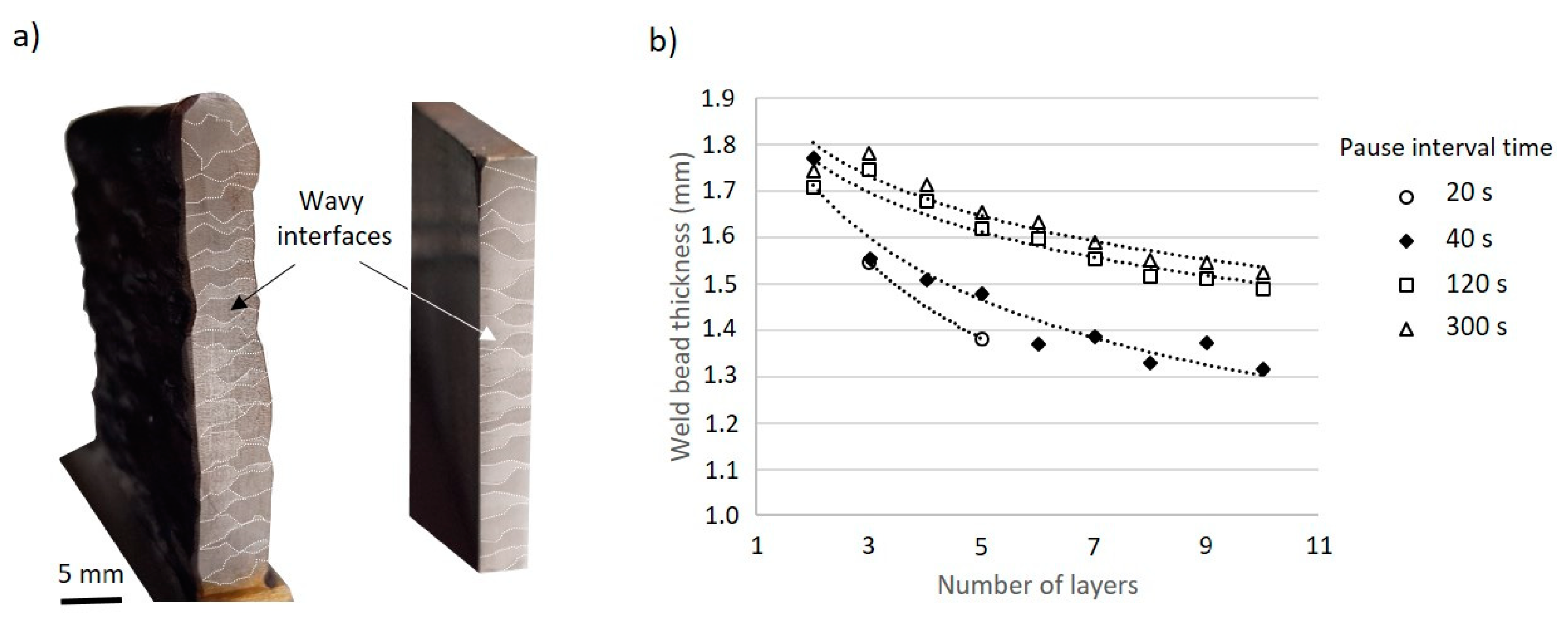
The layup of the WAAM LMC is governed by various process parameters, among others, the interpass temperature which affects the weld bead thickness. The interpass temperature is higher when the pause time, which is the time interval before the next weld layer is set, becomes shorter. There is a significant incremental reduction of the weld bead thickness in dependence of pause time and number of welds, as shown in
Figure 2. A defined pause time controls the interpass temperature which directly affects the weld geometry and flowability of the weld. In this study, the initially defined weld height is h = 1.75 mm. The welds are set on top of each other and the weld bead thickness is measured after cooling by means of a Vernier caliper. The diagram in
Figure 2 shows that the measured weld bead thickness decreases with increasing number of layers.
Figure 2 (left) shows the section of the WAAM LMC as manufactured as well as cut and polished for fatigue testing. The cross section shows distinguishable alternating weld layers of ductile and high-strength steel. The thickness of the weld layer varies and wavy sharp interfaces of the weld layers are visible, as annotated in
Figure 2. The interpass temperature not only affects the weld bead thickness, moreover, it also affects the dilution between SG2 and X90. The decreasing weld bead thickness with subsequent deposition of weld bead on top of each layer implies an increase in dilution between the two dissimilar deposits.
A pause time between tP = 40 s and tP = 120 s leads to meaningful data. At small pause times of tP = 20 s or less, the substrate plate deforms because of high energy input, thermally induced stresses in weld and substrate plate essentially causing weld defects. A pause time of 300 s results in a weld bead thickness which corresponds well with the weld bead thickness created by a pause time of 120 s, hence it is uneconomical. A reduced pause time results in a smaller weld bead thickness. The incremental change of the weld bead thickness with increasing number of layers is larger between the first and fifth weld layer, however, it eventually approaches a final weld bead thickness of about 1.3 mm using a pause time of 60 s.
Maintaining a constant current throughout the welding process is seen as crucial for receiving reproducible weld beads and a constant welding procedure. The contact-tip-to-work-distance (CTWD) is found to be a key parameter in tailoring weld bead geometries and is itself governed by welding parameters, e.g., the amperage. A suitable set of those parameters is determined and used throughout testing, as summarized in
Table 2. Abbreviations are explained below the table.
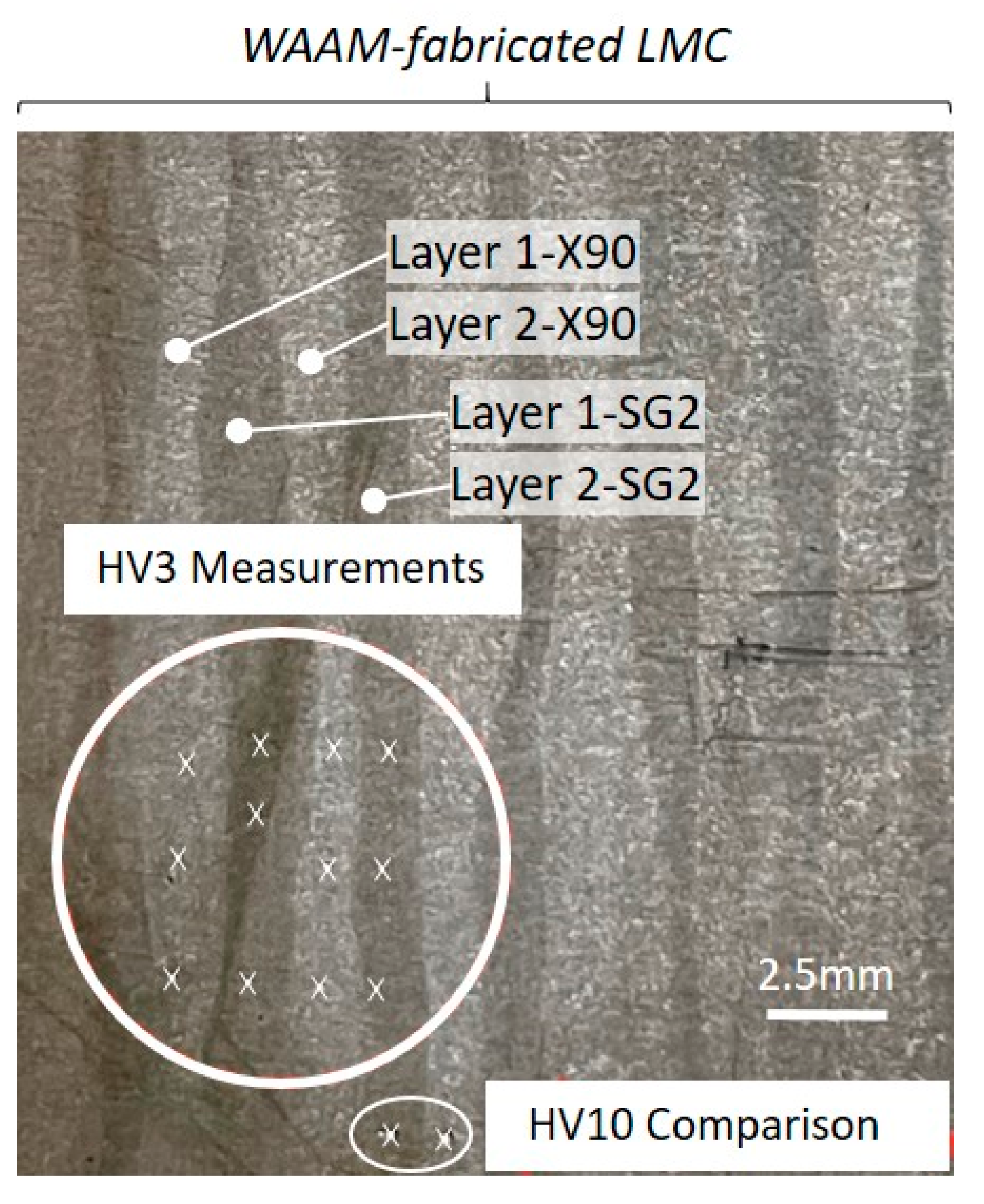
Table 3 presents the measured Vickers hardness (HV3) of the WAAM-fabricated LMC at three different equidistant measurement positions in the middle of a weld layer, as shown in
Figure 3. Two layers of each material are measured for comparison. Interestingly, the observed hardness is almost identical for both steel types. The hardness corresponding to high-strength steel is about 188.65 (HV3), and the hardness of the mild steel is about 179.65 (HV3). The mechanical properties of the LMC are strongly influenced by the dilution between the unalloyed SG2 and X90 weld beads causing the hardness of both SG2 and X90 steel to fall in the same range of hardness. The applied welding heat input causes a strong dilution of alloy elements especially in the X90 beads and results in a significant decrease in hardness. HV10 measurements are conducted for validation reasons. The HV10 measurements confirm the HV3 measurements.
The results of the hardness measurements are subsequently compared to tensile test results (presented in
Section 4.1), which describe the macroscopic stress–strain behavior of the two steels and the WAAM LMC, as shown in
Table 4.
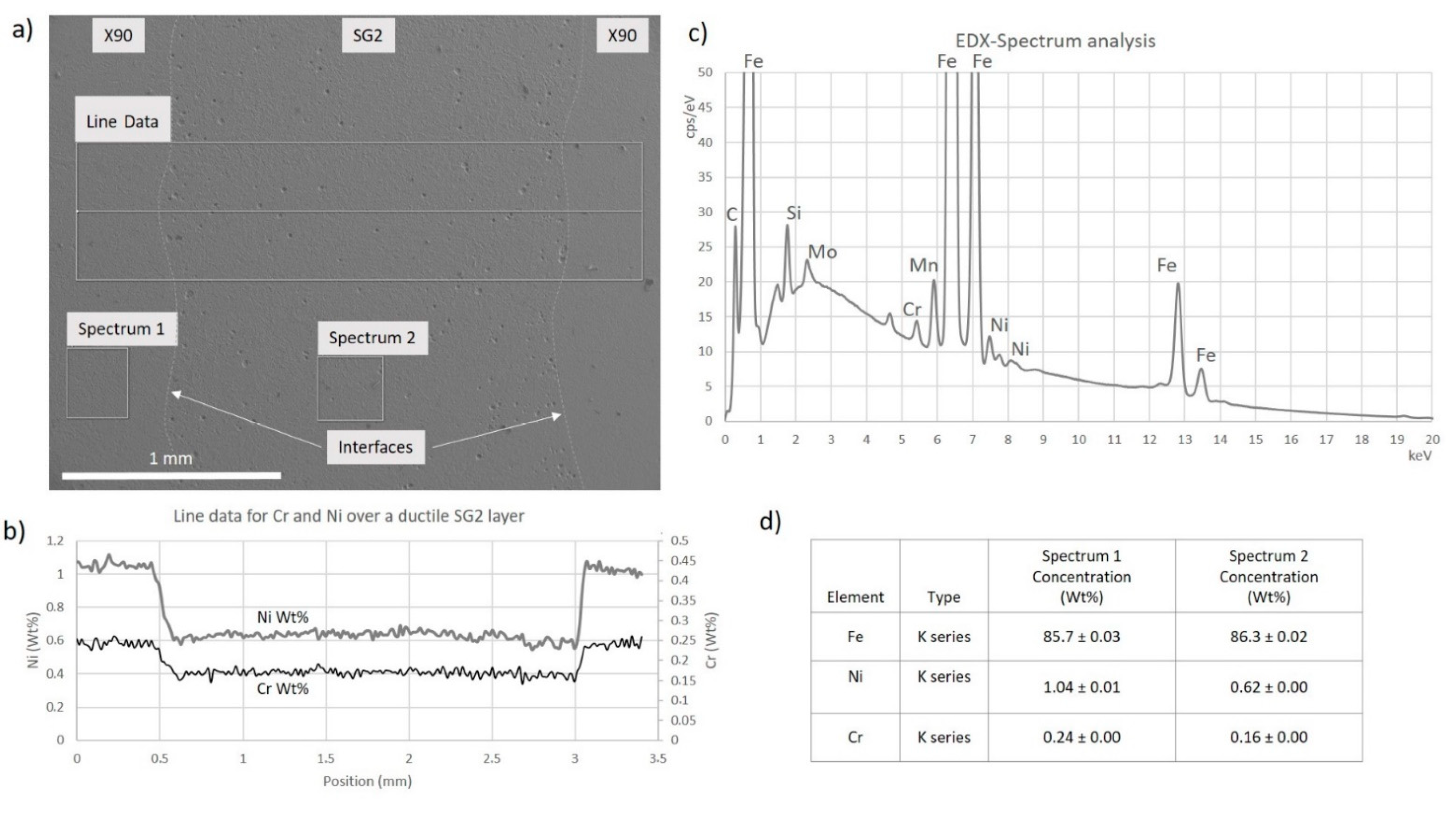
Figure 4 provides information regarding the extent of dilution by EDX-spectrum analysis.
Figure 4a shows the SEM scan of a part of the WAAM layup with a SG2 layer in the center and X90 layers on both sides, as annotated. A line plot runs across the three layers cutting the interfaces, which are also annotated. The line plots in
Figure 4b show the nickel (Ni) and the chromium (Cr) distribution across the interfaces of the laminate. According to the manufacturer, the Ni content of the X90 and SG2 is 2.0 wt% and 0 wt%, respectively, as listed in
Table 1. However, dilution causes the concentration in the X90 layers to drop to 1.04 wt% while the Ni-concentration increases in the SG2 layer from 0 to 0.62 wt%. Further, according to the manufacturer, the Cr content of the X90 and SG2 is 0.3 wt% and 0 wt%, respectively. However, dilution causes the Cr-concentration in the X90 layers to drop to 0.24 wt% while the concentration increases in the SG2 layer from 0 to 0.16 wt%. It is concluded that significant dilution is identified which balances the hardness in this study and changes the material properties of the WAAM LMC.
Figure 4c shows the EDX-spectrum analysis and
Figure 4d lists the concentrations of Ni and Cr, as measured in spectrum 1 and spectrum 2 (see
Figure 4a).
Author Contributions
Conceptualization, M.R. and J.B.; methodology, M.R. and J.B.; software, N.S.; validation, N.S., M.B.; formal analysis, N.S.; investigation, N.S., J.B., M.B., M.R.; resources, M.R.; data curation, N.S.; writing—original draft preparation, M.R.; writing—review and editing, M.R., J.B. and M.B.; visualization, N.S.; supervision, M.R. and J.B.; project administration, J.B.; funding acquisition, M.R. All authors have read and agreed to the published version of the manuscript.
Funding
The support of this research through the Hamburg University of Technology by funding a collaborative welding robot is very much appreciated.
Data Availability Statement
Not applicable.
Acknowledgments
We acknowledge the manufacturing of test samples by Olaf Wittleben at MVB, Dirk Manning and Cord Heineking at FWM, Hamburg University of Technology. The publishing fees supported by the Funding Programme *Open Access Publishing* of Hamburg University of Technology (TUHH) are appreciated.
Conflicts of Interest
The authors declare no conflict of interest.
References
- ISO/ASTM 52900. Standard Terminology for Additive Manufacturing–General Principles–Terminology; International Organization for Standardization (ISO): Geneva, Switzerland, 2015. [Google Scholar]
- Chandrasekaran, S.; Hari, S.; Amirthalingam, M. Wire arc additive manufacturing of functionally graded material for marine risers. Mater. Sci. Eng. A 2020, 792, 139530. [Google Scholar] [CrossRef]
- Rutner, U.D.M. Die Lösung für die Infrastrukturkrise kann nur kreativ sein. Stahlbau 2021, 90, 155–157. [Google Scholar] [CrossRef]
- Kum, D.; Oyama, T.; Wadsworth, J.; Sherby, O. The impact properties of laminated composites containing ultrahigh carbon (UHC) steels. J. Mech. Phys. Solids 1983, 31, 173–186. [Google Scholar] [CrossRef]
- Carreño, F.; Chao, J.; Pozuelo, M.; Ruano, O. Microstructure and fracture properties of an ultrahigh carbon steel–mild steel laminated composite. Scr. Mater. 2003, 48, 1135–1140. [Google Scholar] [CrossRef]
- LeSuer, D.R.; Syn, C.K.; Sherby, O.D.; Wadsworth, J.; Lewandowski, J.J.; Hunt, W.H. Mechanical behaviour of laminated metal composites. Int. Mater. Rev. 1996, 41, 169–197. [Google Scholar] [CrossRef]
- Leedy, K.; Stubbins, J. Copper alloy–stainless steel bonded laminates for fusion reactor applications: Crack growth and fatigue. Mater. Sci. Eng. A 2001, 297, 19–25. [Google Scholar] [CrossRef]
- Koseki, T.; Inoue, J.; Nambu, S. Development of Multilayer Steels for Improved Combinations of High Strength and High Ductility. Mater. Trans. 2014, 55, 227–237. [Google Scholar] [CrossRef] [Green Version]
- Ojima, M.; Inoue, J.; Nambu, S.; Xu, P.; Akita, K.; Suzuki, H.; Koseki, T. Stress partitioning behavior of multilayered steels during tensile deformation measured by in situ neutron diffraction. Scr. Mater. 2012, 66, 139–142. [Google Scholar] [CrossRef]
- Nambu, S.; Michiuchi, M.; Inoue, J.; Koseki, T. Effect of interfacial bonding strength on tensile ductility of multilayered steel composites. Compos. Sci. Technol. 2009, 69, 1936–1941. [Google Scholar] [CrossRef]
- Kümmel, F.; Hausöl, T.; Höppel, H.W.; Göken, M. Enhanced fatigue lives in AA1050A/AA5005 laminated metal composites produced by accumulative roll bonding. Acta Mater. 2016, 120, 150–158. [Google Scholar] [CrossRef]
- Bloyer, D.R.; Ritchie, R.O.; Rao, K.T.V. Fatigue-crack propagation behavior of ductile/brittle laminated composites. Met. Mater. Trans. A 1999, 30, 633–642. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Met. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Feucht, T.; Lange, J.; Waldschmitt, B.; Schudlich, A.-K.; Klein, M.; Oechsner, M. Welding Process for the Additive Manufacturing of Cantilevered Components with the WAAM. In Advanced Structured Materials; Springer: Singapore, 2020; pp. 67–78. [Google Scholar]
- Feucht, T.; Lange, J.; Erven, M.; Costanzi, C.B.; Knaack, U.; Waldschmitt, B. Additive manufacturing by means of parametric robot programming. Constr. Robot. 2020, 4, 31–48. [Google Scholar] [CrossRef]
- DIN 50125. Testing of Metallic Materials—Tensile Test Pieces; Beuth Verlag GmbH: Berlin, Germany, 2016; Volume 17. [Google Scholar]
- DIN EN ISO 148-1. Metallic Materials-Charpy Pendulum Impact Test-Part 1: Test Method; Beuth Verlag GmbH: Berlin, Germany, 2017; Volume 40. [Google Scholar]
- Kibria, G.; Jahan, M.P.; Bhattacharyya, B. Micro-Electrical Discharge Machining Processes; Springer: Singapore, 2019. [Google Scholar]
- Hosford, W.F. Mechanical Behavior of Materials; Cambridge University Press (CUP): Cambridge, UK, 2010. [Google Scholar]
- Din, E. 6072, Aerospace series-Metallic materials-Test methods-Constant amplitude fatigue testing. Ger. Inst. Stand. Berl. Ger. 2011, 1, 68. [Google Scholar]
- DIN 50100. Load Controlled Fatigue Testing–Execution and Evaluation of Cyclic Tests at Constant Load Amplitudes on Metallic Specimens and Components; Beuth Verlag GmbH: Berlin, Germany, 2016; Volume 111. [Google Scholar]
Figure 1.
(a) Collaborative robot (Universal Robot UR10e) guiding the welding equipment (Lorch S5 Speedpuls XT); (b) WAAM LMC.
Figure 2.
(a) WAAM LMC cross section—as manufactured and cut and polished for fatigue testing; (b) relation of weld bead thickness, pause time and number of layers.
Figure 3.
Vickers hardness HV3 and HV10 measurement at equidistant measurement positions in the middle of a weld layer.
Figure 4.
EDX-spectrum analysis (a) SEM scan; (b) line plot for Cr and Ni; (c) EDX spectrum analysis; (d) table listing Cr- and Ni-measurements in spectra 1 and 2, respectively.
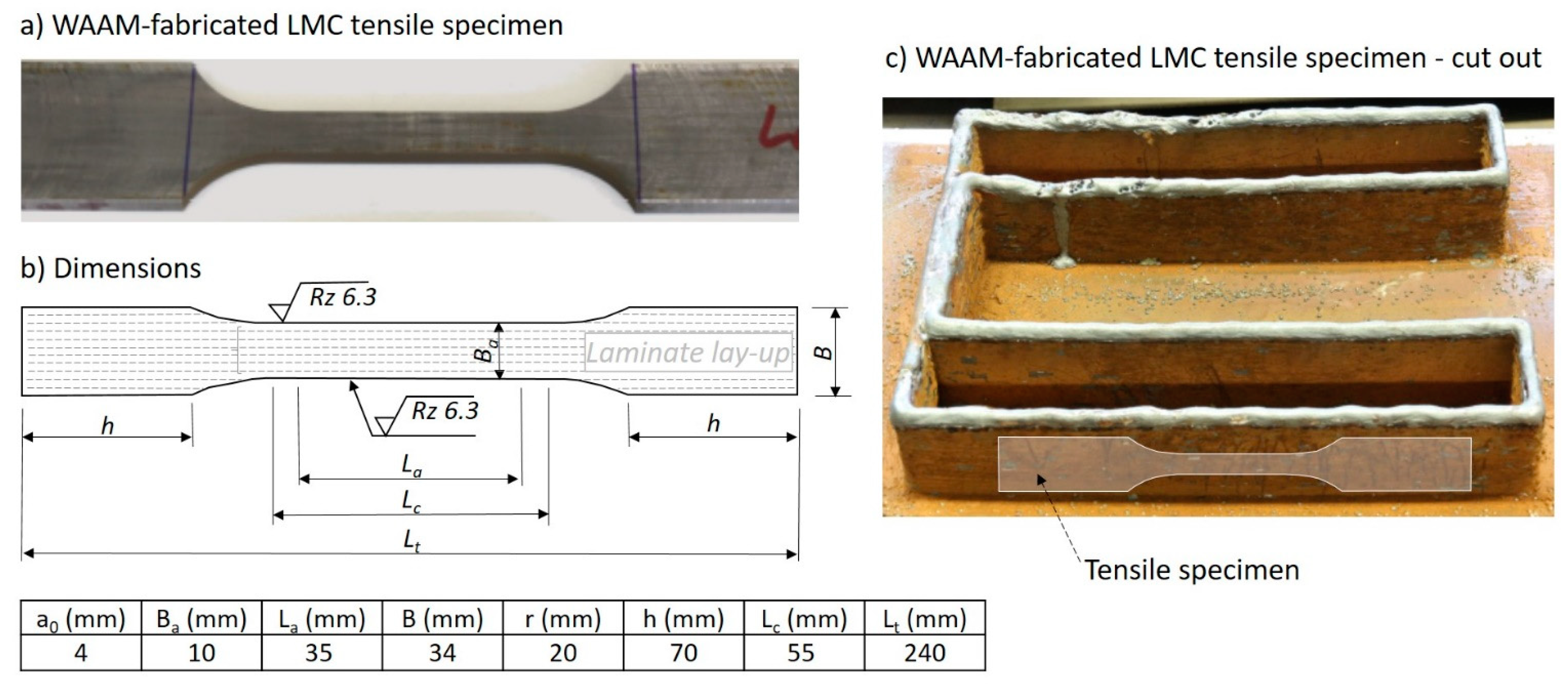
Figure 5.
(a) WAAM-fabricated LMC tensile specimen; (b) static tension specimen geometry according to DIN 50125; (c) position of cut-out.
Figure 6.
Static tension WAAM specimen out of ductile steel (SG2), high-strength steel (X90) and SG2/X90-WAAM LMC after static tension testing.
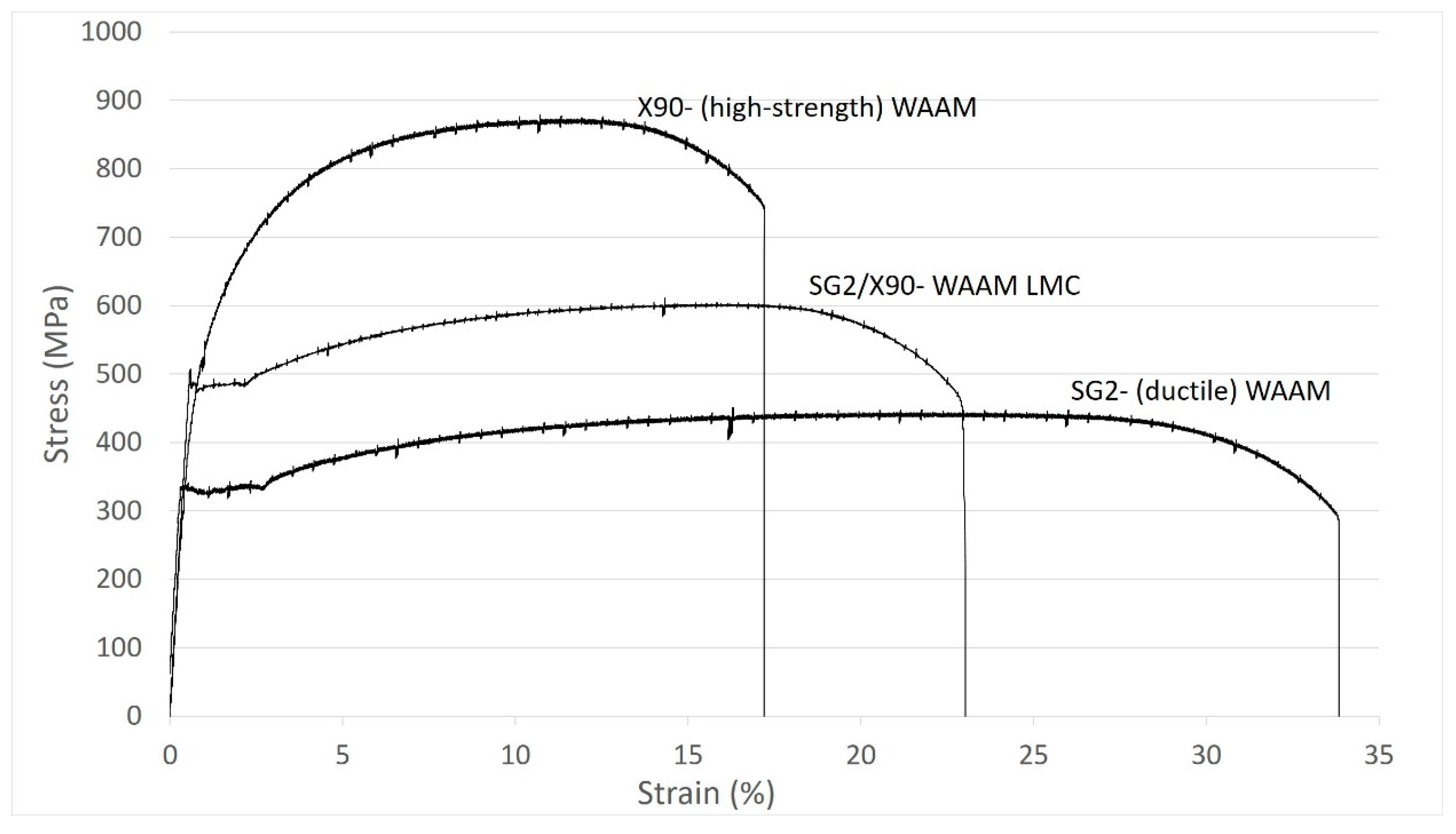
Figure 7.
Static tension test; stress–strain curves for all three specimen, homogenous ductile (SG2) WAAM, homogenous high-strength (X90) WAAM and SG2/X90-WAAM LMC.
Figure 8.
(a) WAAM LMC sample as manufactured; (b) EDM-cutting the top; (c) Charpy V-notch specimen with its final geometry (H/B/L = 10/10/55 mm) (V-notch annotated).
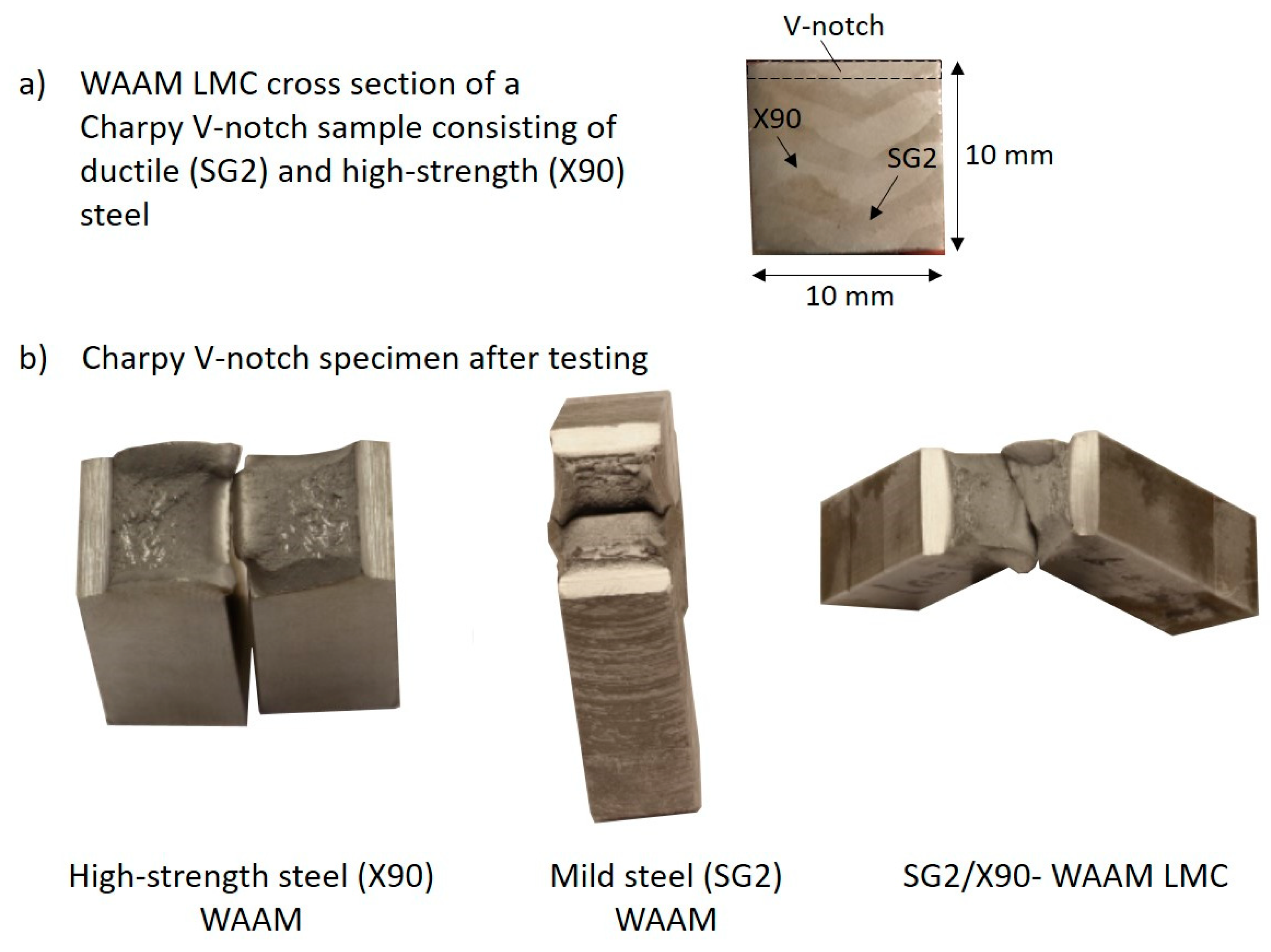
Figure 9.
Charpy V-notch test (a) WAAM LMC Charpy V-notch specimen cross section; (b) Charpy V-notch specimen after testing.
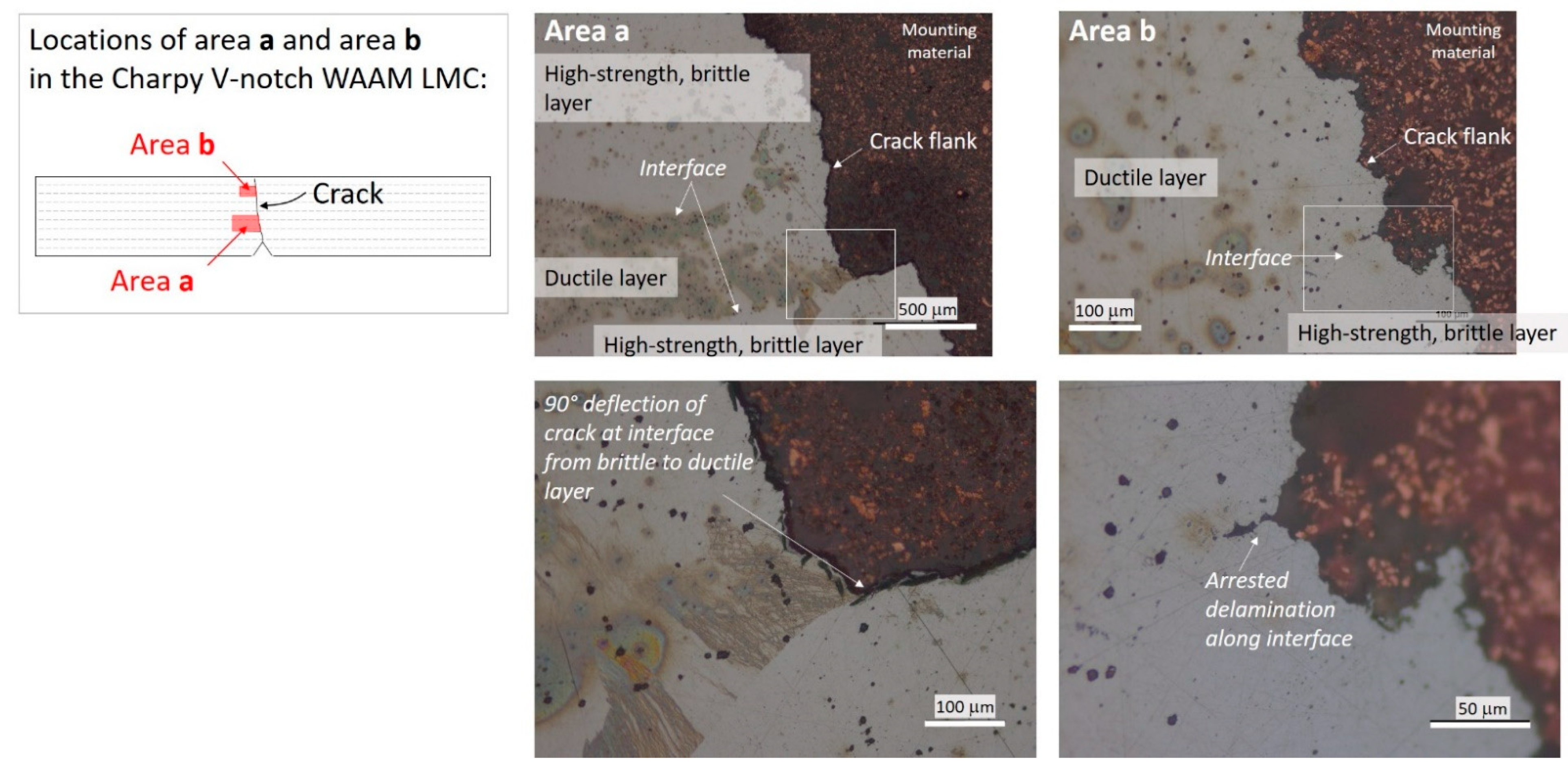
Figure 10.
Schematic sketch of area a and area b; area a: crack blunting and diversion, no remaining delamination and crack nucleation at interface between the high-strength and ductile material layers; area b: remaining delamination at interface between high-strength and ductile material layers.
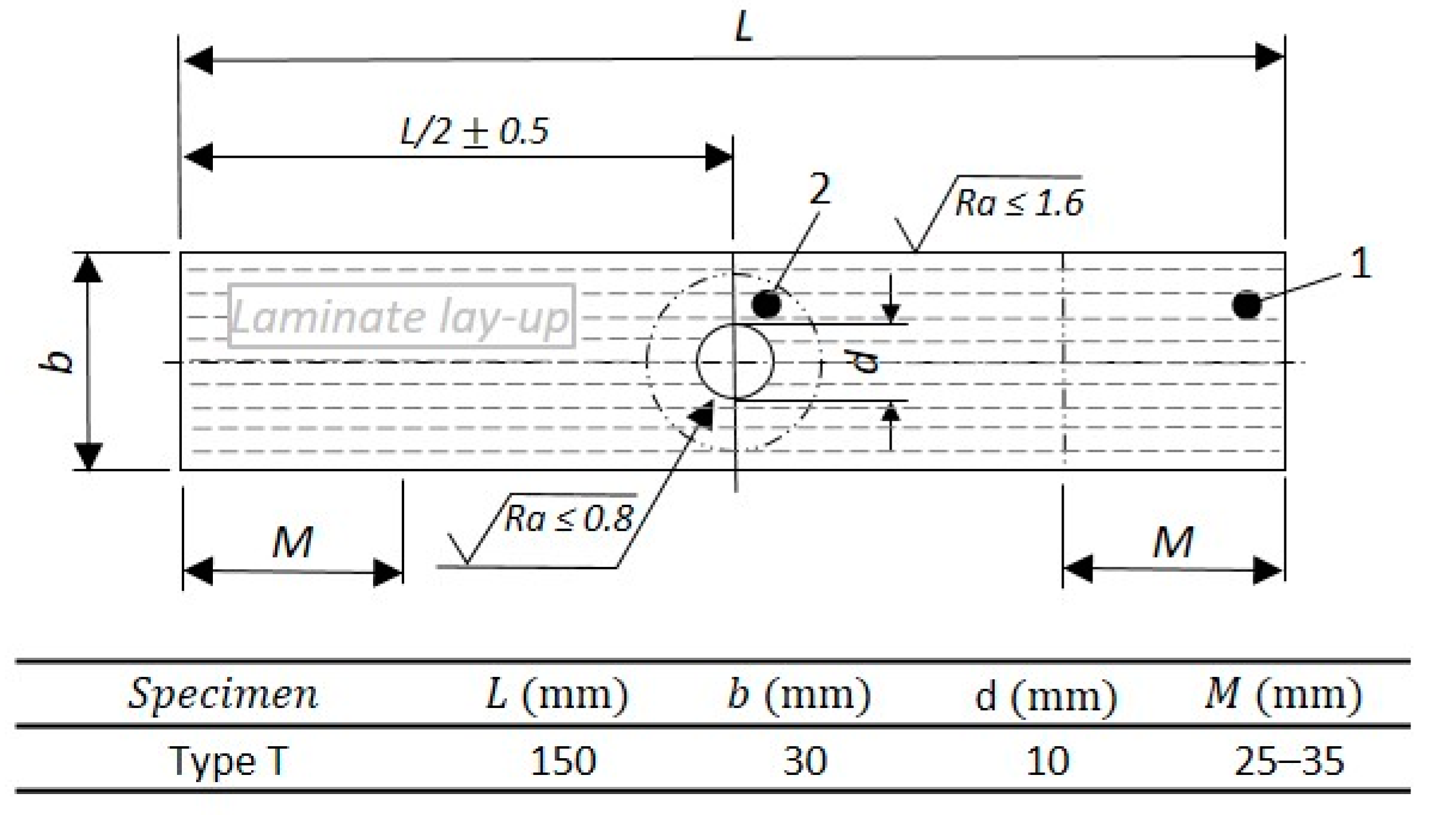
Figure 11.
Fatigue WAAM LMC specimen according to DIN EN 6072 adapted from [
20].
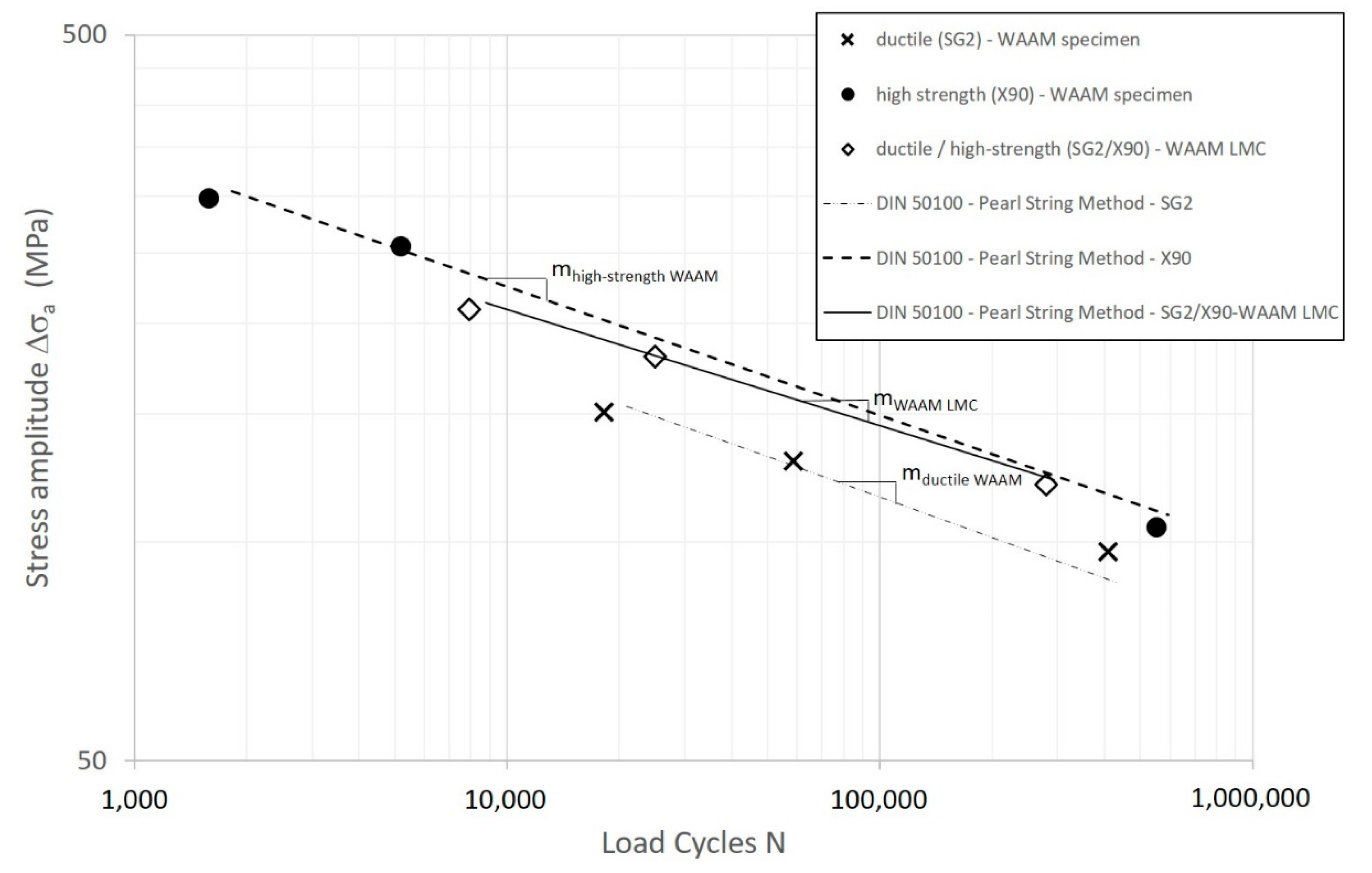
Figure 12.
S-N-curves for ductile (SG2) WAAM, high-strength (X90) WAAM and SG2/X90-WAAM LMC; trend lines assessed by pearl-string method (DIN 50100:2016-12) [
21].
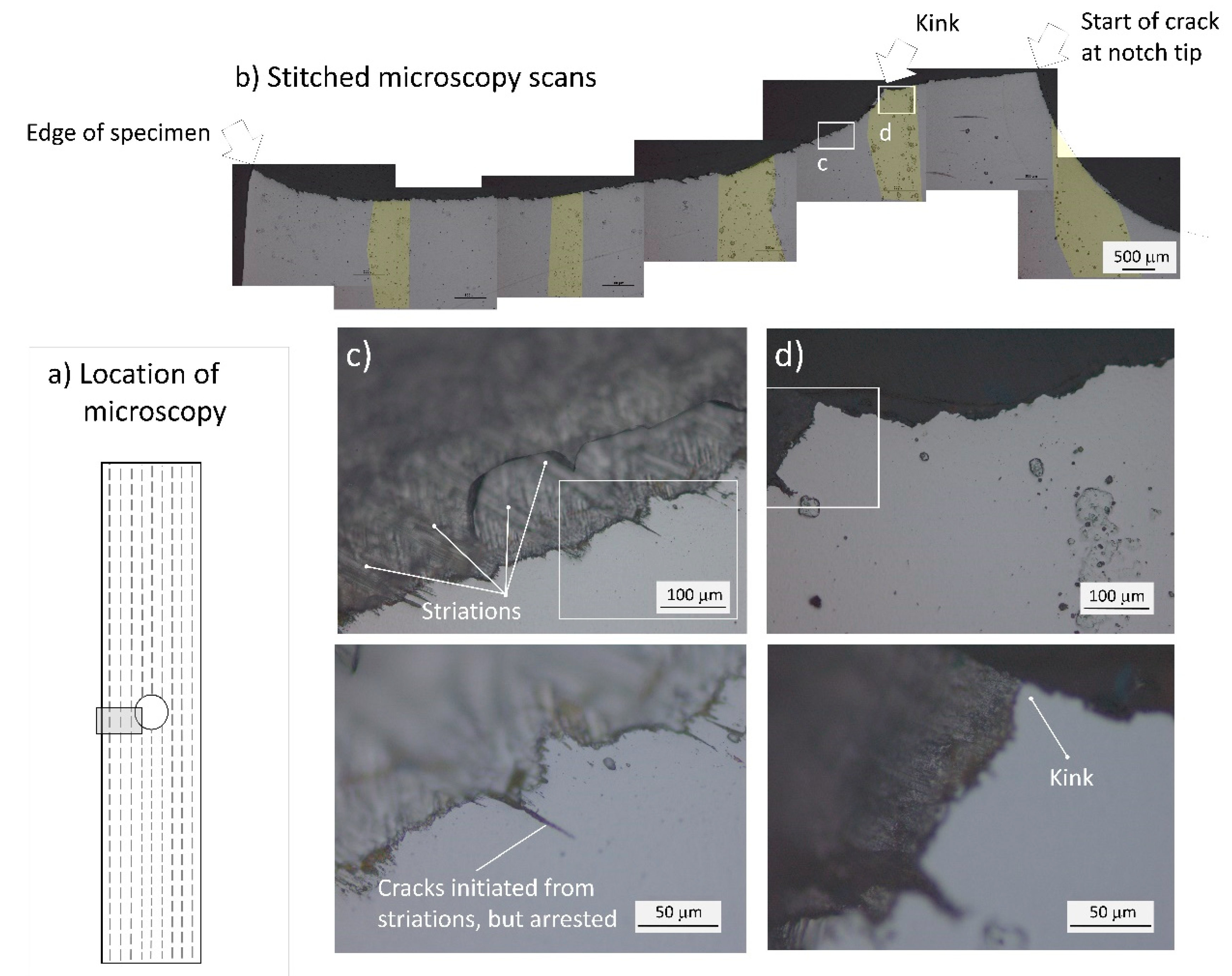
Figure 13.
Fatigue fracture of WAAM LMC specimen; (a) location of microscopy; (b) microscopy scans of crack path; (c) striations on fracture surface; (d) kink.
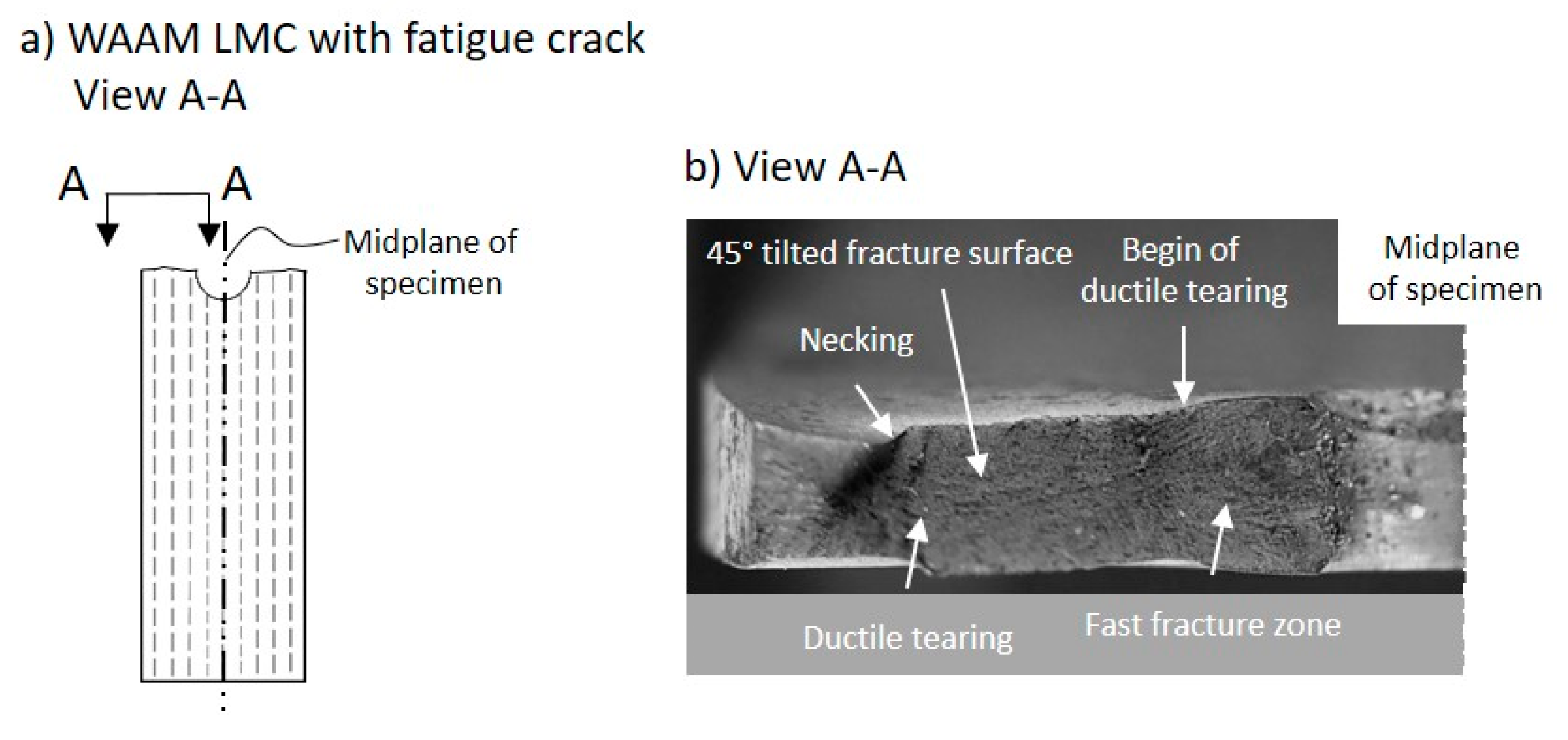
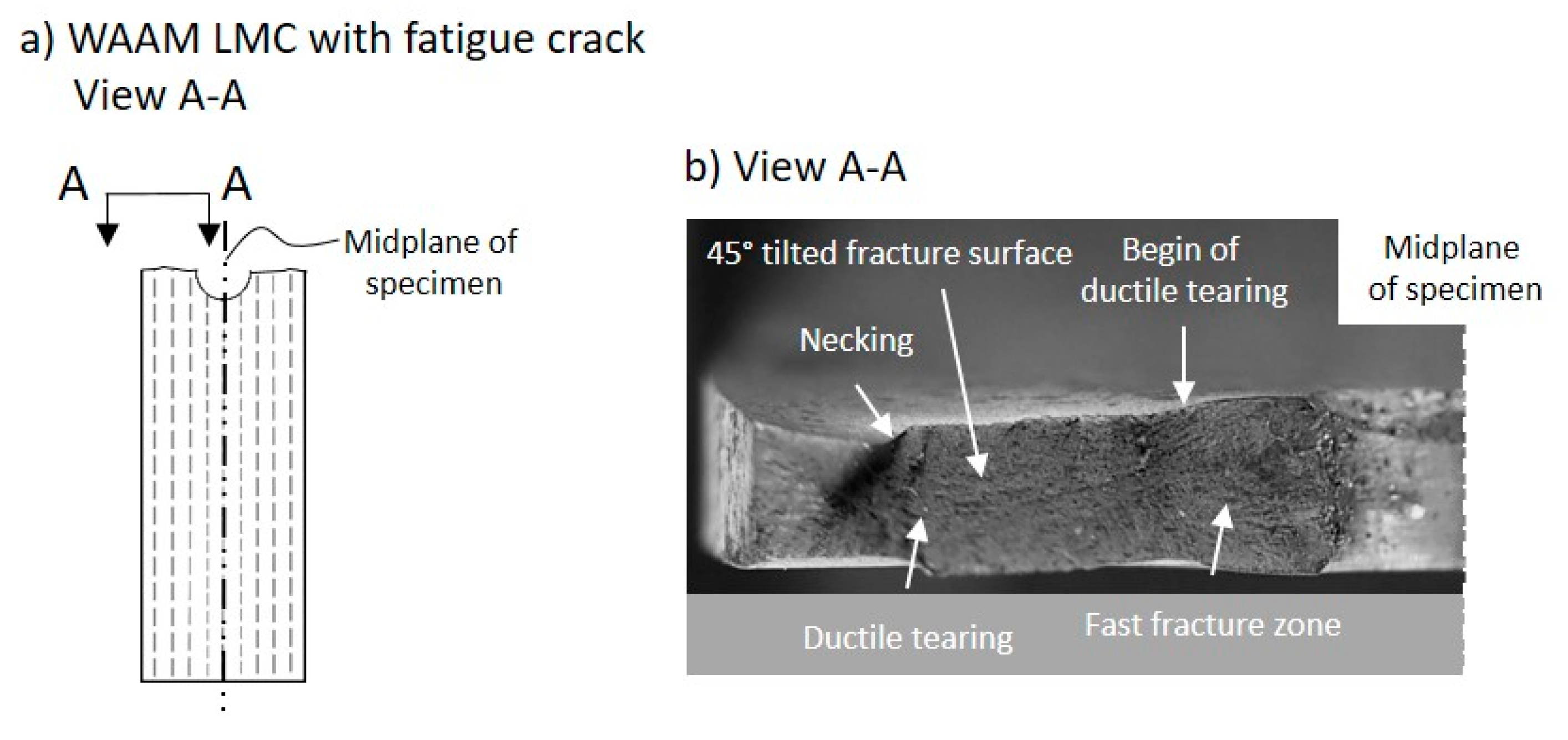
Figure 14.
Fracture surface of fatigue-tested WAAM LMC. (a) WAAM LMC with fatigue crack View A-A; (b) View A-A.
Table 1.
Designation and chemical compositions of filler wires.
| Name | Designation | C (%) | Si (%) | Mn (%) | Ni (%) | Mo (%) | Cr (%) |
|---|
| X90 | EN ISO 16834-A: G89 4 M21 Mn4Ni2CrMo | 0.1 | 0.7 | 1.7 | 2.0 | 0.5 | 0.3 |
| SG2 | EN ISO 14341: G42 4 M G3Si1 | 0.1 | 0.85 | 1.45 | 0 | 0 | 0 |
Table 2.
Parameters for WAAM-fabricated LMCs.
| Specimen | Electric Current (A) | Wire Feed Speed (mm/s) | Welding Speed (mm/s) | Pause Time (s) | Heat Input (J/mm) | CTWD (mm) | Weld Bead Thickness (mm) |
|---|
| WAAM LMC | 150 | 7.2 | 10 | 60 | 270 | 13 | 1.3 |
| X90-WAAM | 150 | 7.2 | 10 | 60 | 270 | 12 | 1.3 |
| SG2-WAAM | 150 | 7.2 | 10 | 60 | 270 | 13 | 1.3 |
Table 3.
Measured Vickers hardness of SG2/X90-WAAM LMC.
| HV3 Measurements | SG2-Ductile Steel Layer | X90-High Strength Steel Layer |
|---|
| Position | Layer 1 | Layer 2 | Layer 1 | Layer 2 |
|---|
| 0 mm | 178 | 161 | 202 | 182 |
| 2.5 mm | 190 | 174 | 182 | 174 |
| 5 mm | 193 | 182 | 202 | 190 |
| Mean value | 187.0 | 172.3 | 195.3 | 182.0 |
| Standard deviation | 7.9 | 10.6 | 11.5 | 8.0 |
Table 4.
Measured Vickers hardness HV of SG2/X90-WAAM LMC with equal spacing between measurement positions.
| Parameter | SG2-Ductile Steel Layer | X90-High-Strength Steel Layer |
|---|
| Layer 1 | Layer 2 | Layer 1 | Layer 2 |
|---|
| Mean Vickers hardness (HV3) | 187.0 | 172.3 | 195.3 | 182.0 |
| Mean yield strength (MPa) | 392.4 | 344.1 | 419.6 | 376.0 |
| Mean ultimate strength (MPa) | 609.1 | 560.6 | 636.5 | 592.6 |
Table 5.
Yield strength, tensile strength, fracture strain and impact energy values of the steels applied; manufacturer information.
| Product Name | Yield Strength Manufacturer Info/Measured (MPa) | Tensile Strength (MPa) | Fracture Strain (%) | Charpy V-Notch Energy at 20 °C (J) |
|---|
| Böhler EMK (SG2) | Manufacturer info: 440 | 560 | 30 | 160 |
| Measured (Offset yield point ReH): 330 | 440 |
| DRATEC DT-X90 | Manufacturer info: 880-920 | 940–980 | 16–20 | 65–95 |
| Measured (Offset Yield Rp0.2): 475 | 870 |
Table 6.
Charpy V-notch energy values of WAAM-specimen out of ductile steel (SG2), high-strength steel (X90) and SG2/X90-WAAM LMC.
| Sample | SG2-Ductile WAAM (J) | X90-High-Strength WAAM (J) | SG2/X90-WAAM LMC (J) |
|---|
| 1 | 149 | 66 | 121 |
| 2 | 170 | 62 | 156 |
| 3 | 169 | 62 | 156 |
| 4 | 158 | 67 | |
| 5 | 156 | 60 | |
| 6 | 122 | 55 | |
| Mean value | 154 | 62 | 144 |
| Standard deviation | 17.60 | 4.33 | 20.21 |
Table 7.
Maximum stress levels in high-cycle-fatigue (HCF) range of high-strength (X90) WAAM, ductile (SG2) WAAM and SG2/X90-WAAM LMC specimen.
| Specimen | HCF Stress Level 1 (MPa) | HCF Stress Level 2 (MPa) | HCF Stress Level 3 (MPa) |
|---|
| High-strength (X90) WAAM | 0.7 fu = 609 | 0.6 fu = 522 | 0.25 fu = 218 |
| Ductile (SG2) WAAM | 0.7 fu = 308 | 0.6 fu = 264 | 0.4 fu = 176 |
| SG2/X90-WAAM LMC | 0.7 fu = 427 | 0.6 fu = 366 | 0.4 fu = 244 |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}