
Investigation of the Extrapolation Capability of an Artificial Neural Network Algorithm in Combination with Process Signals in Resistance Spot Welding of Advanced High-Strength Steels



Abstract
:1. Introduction
Literature Review
2. Materials and Methods
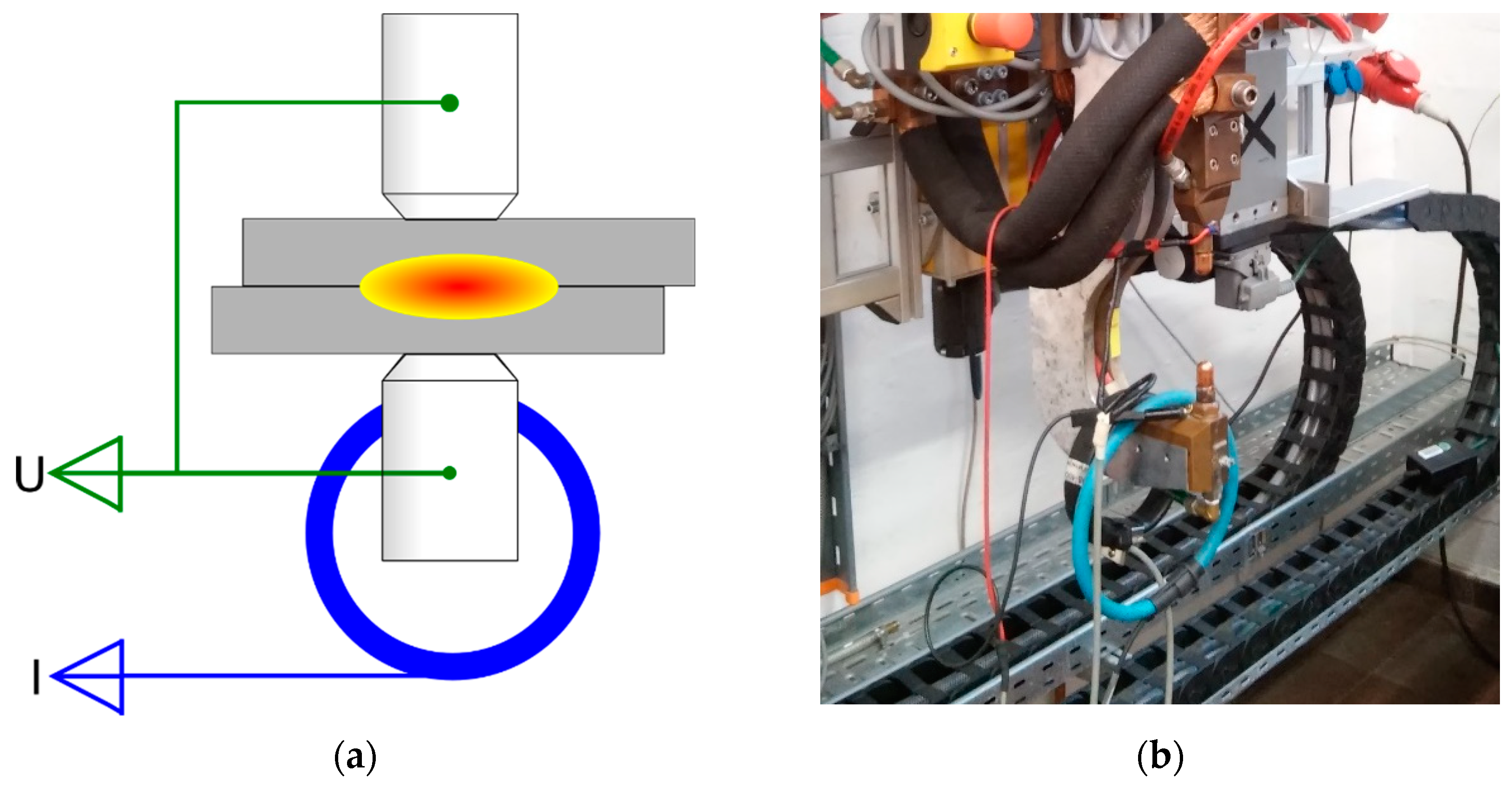
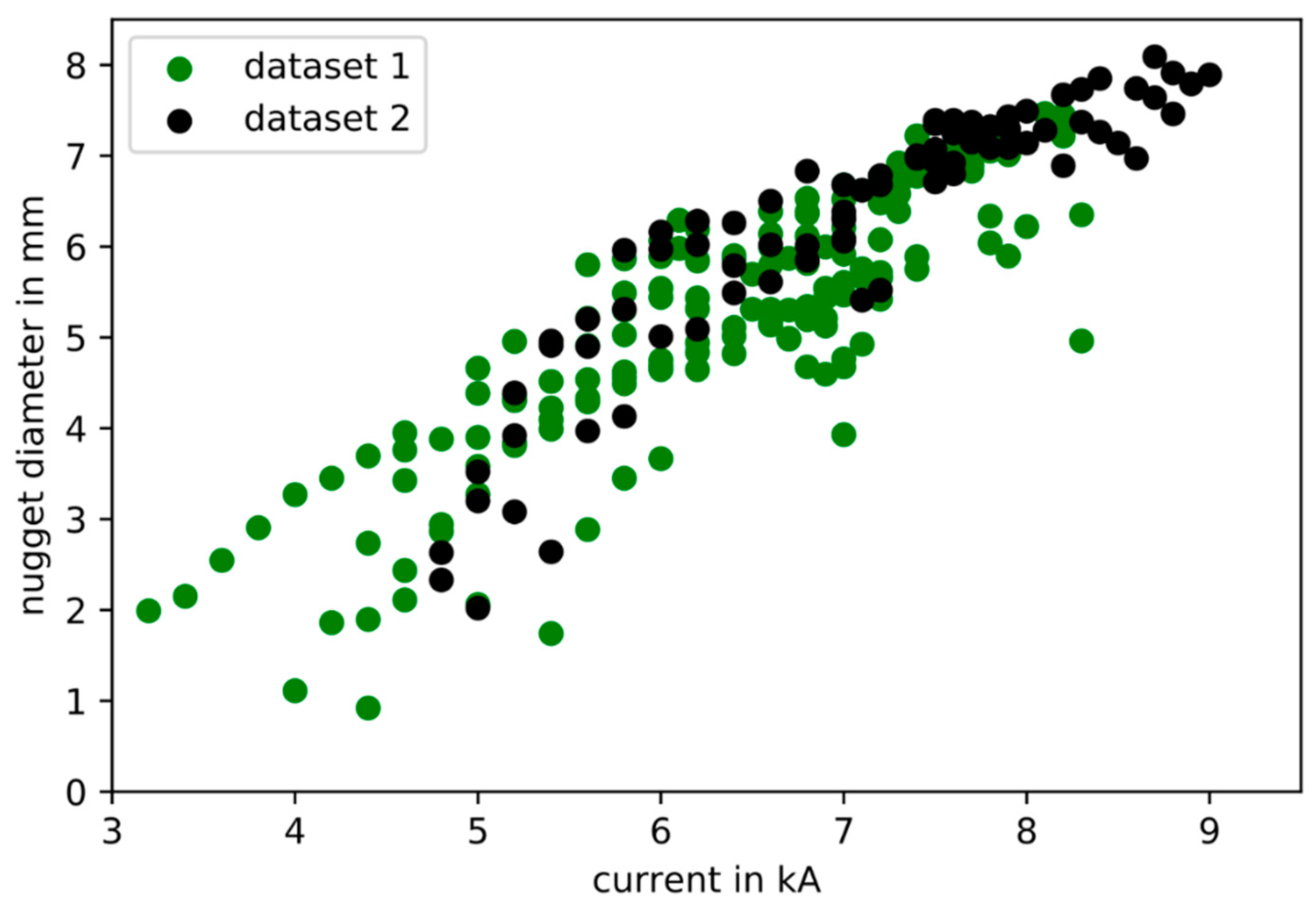
2.1. Experimental Procedure
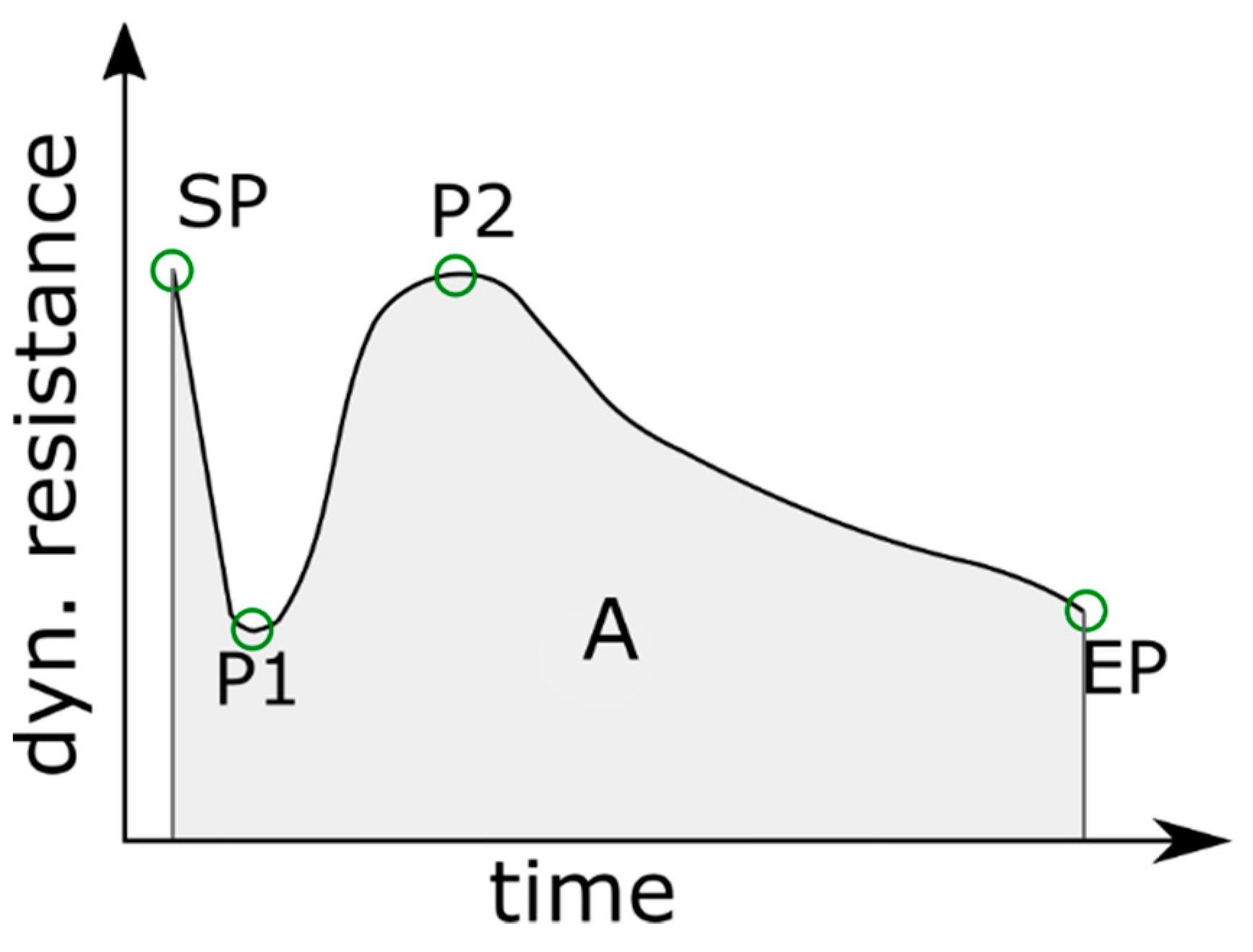
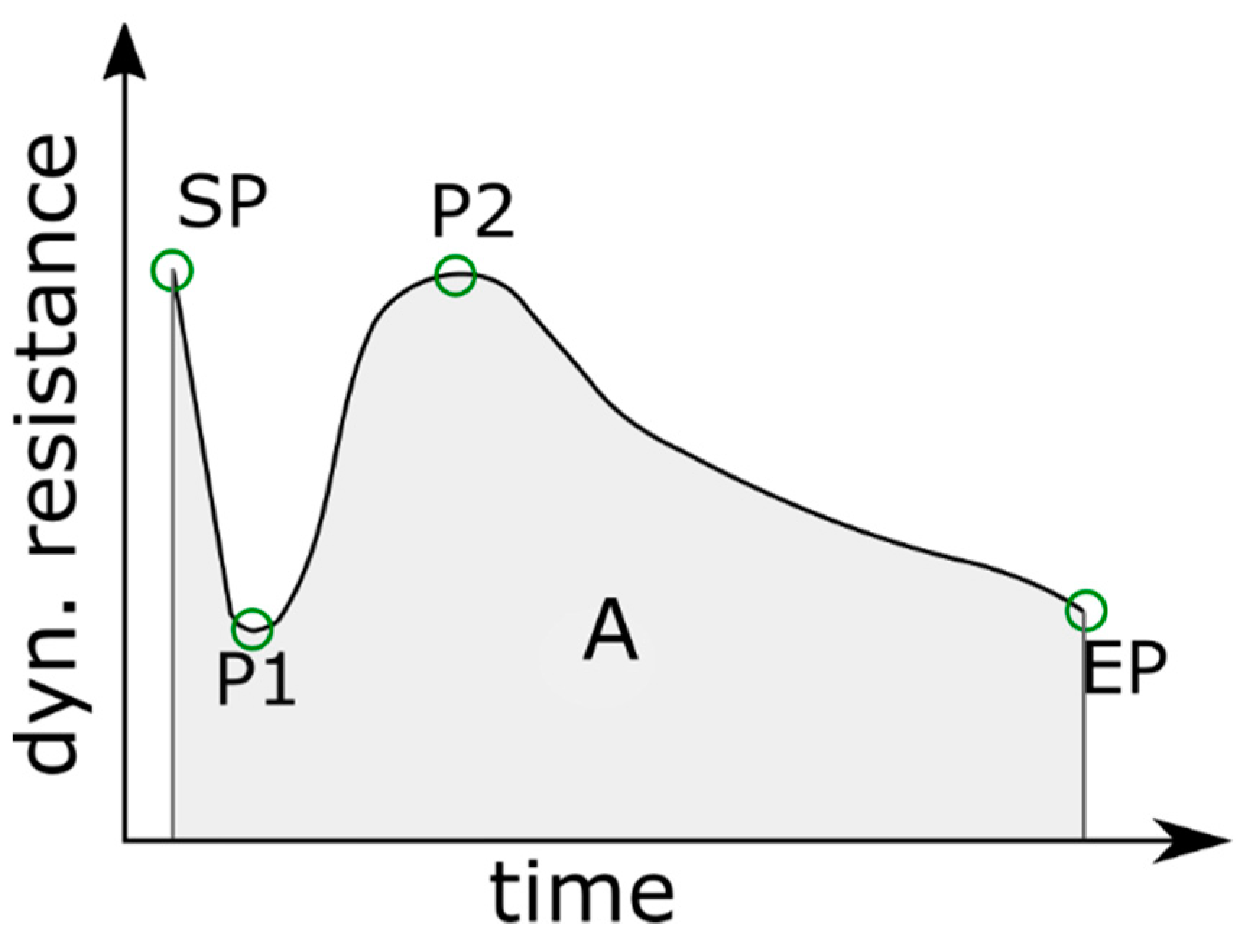
2.2. Data Analysis
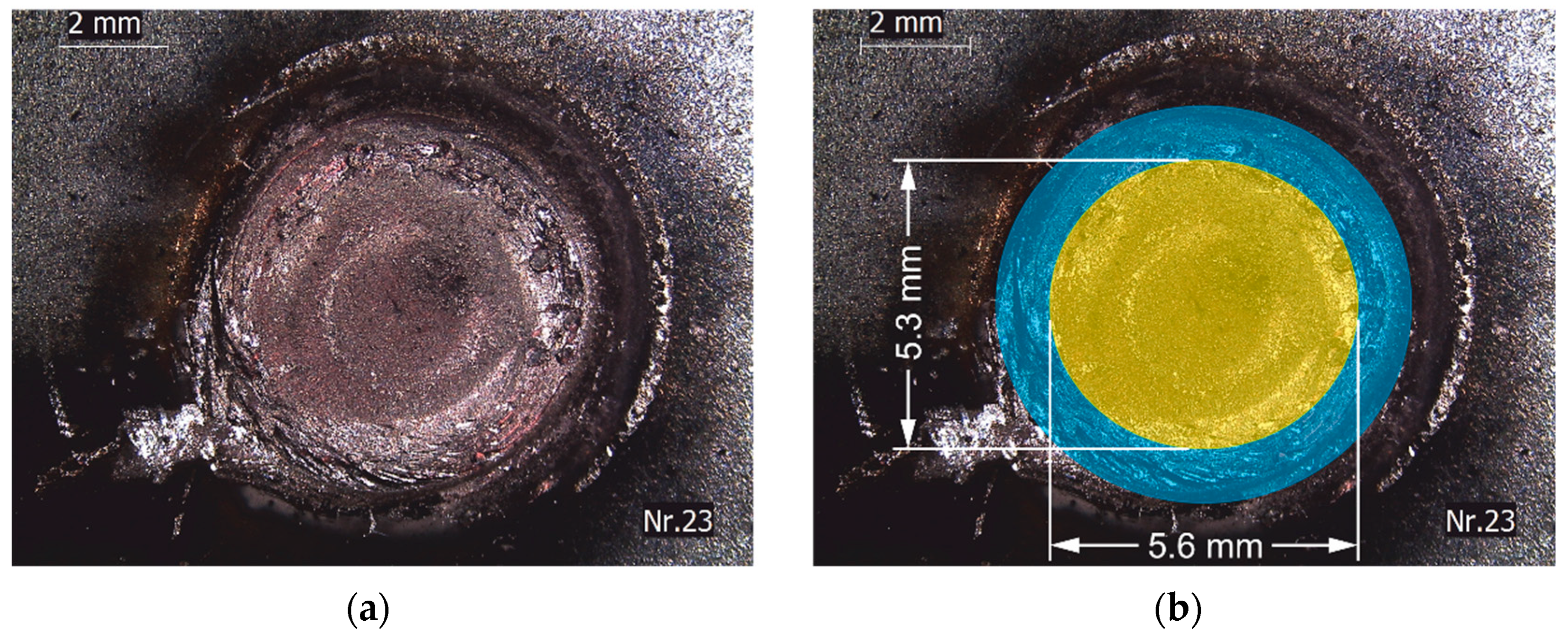
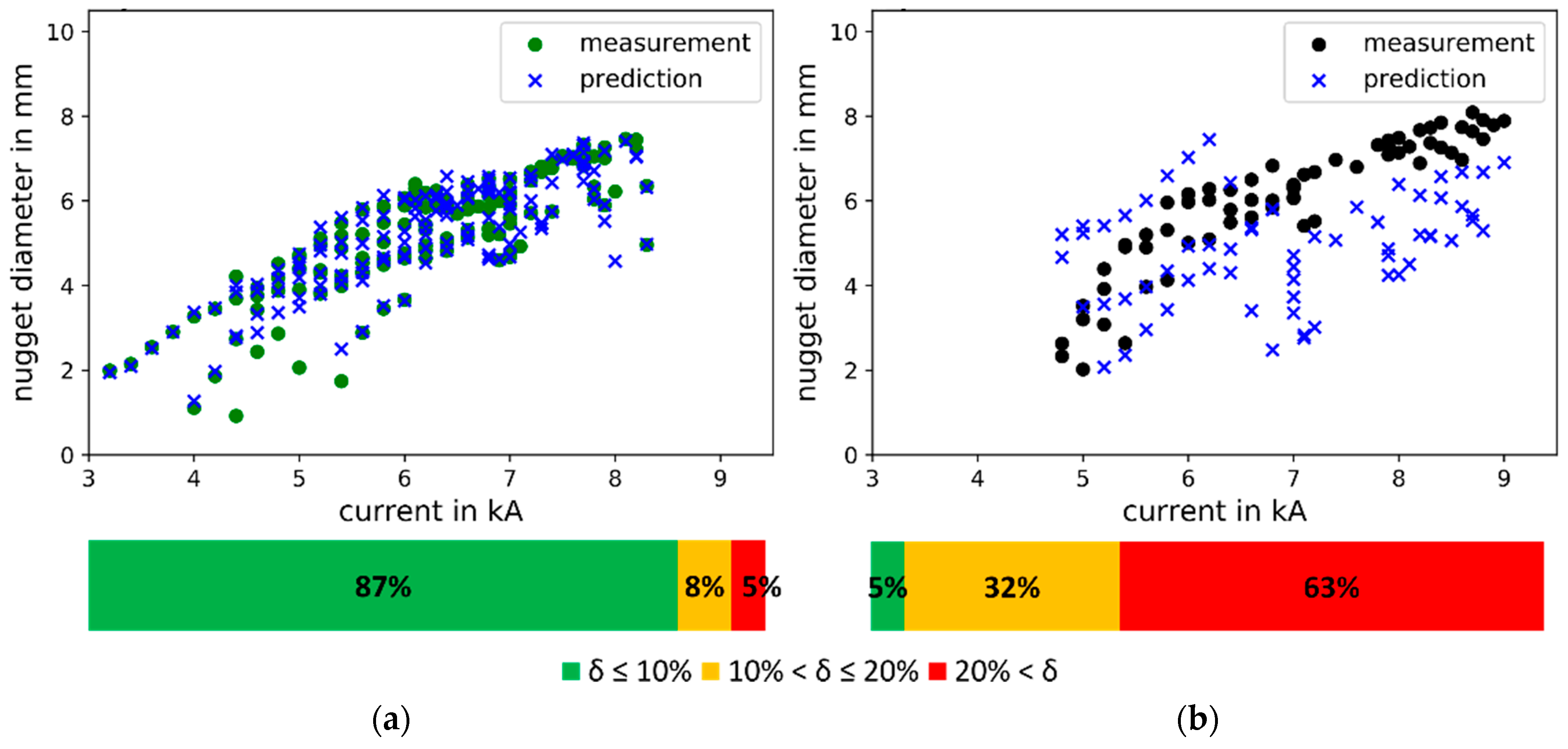
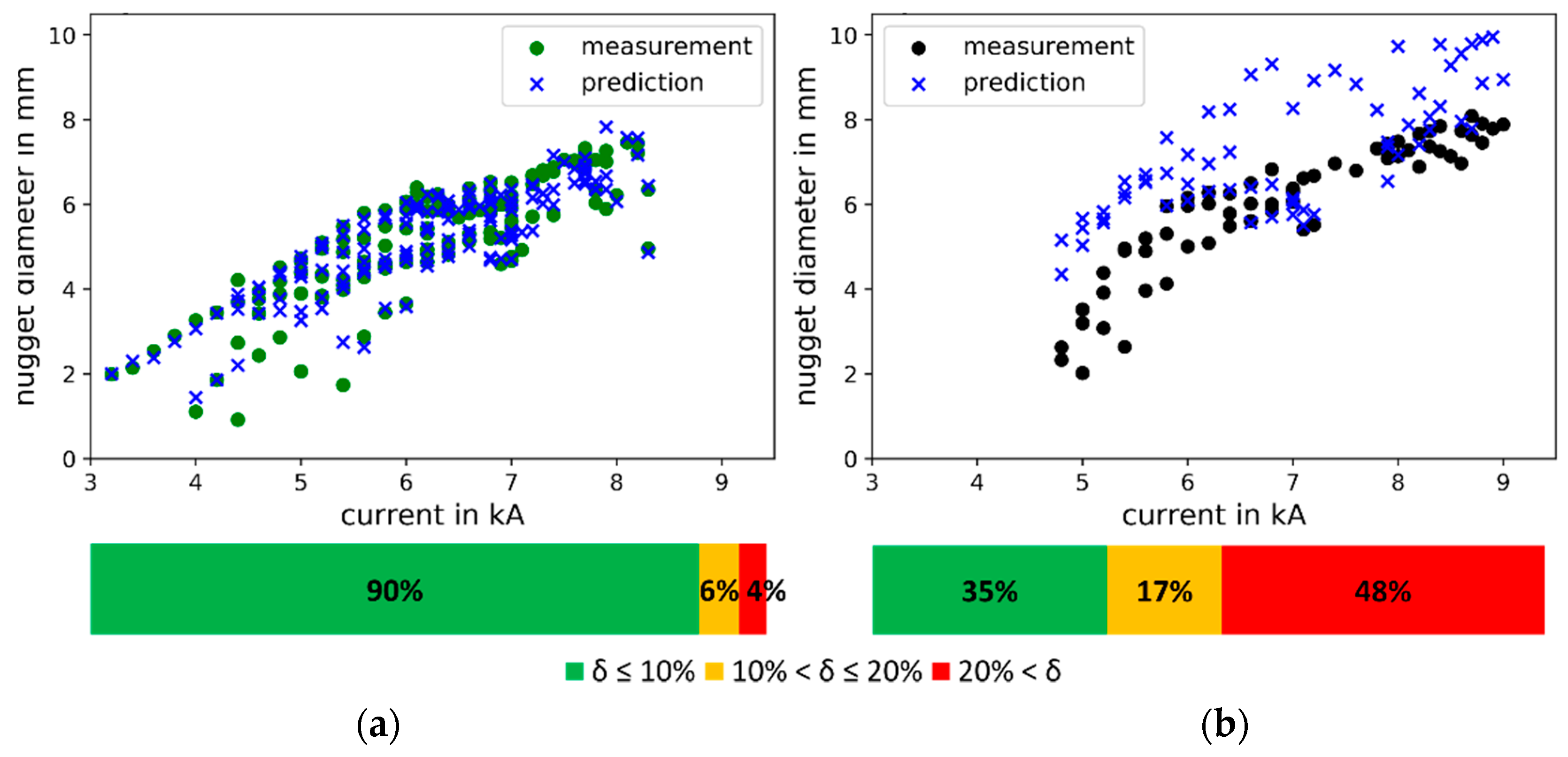
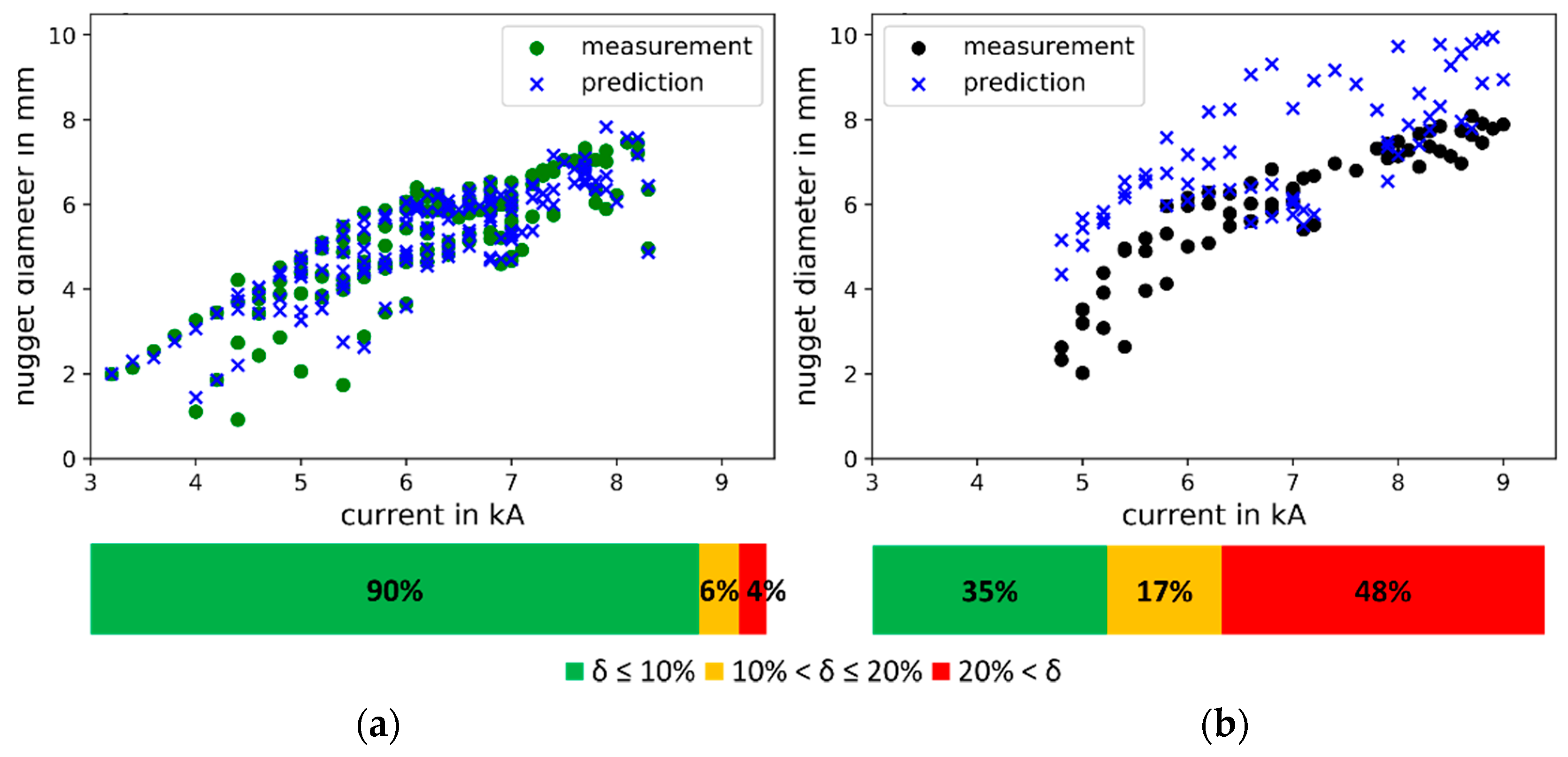
2.3. Evaluation Metric
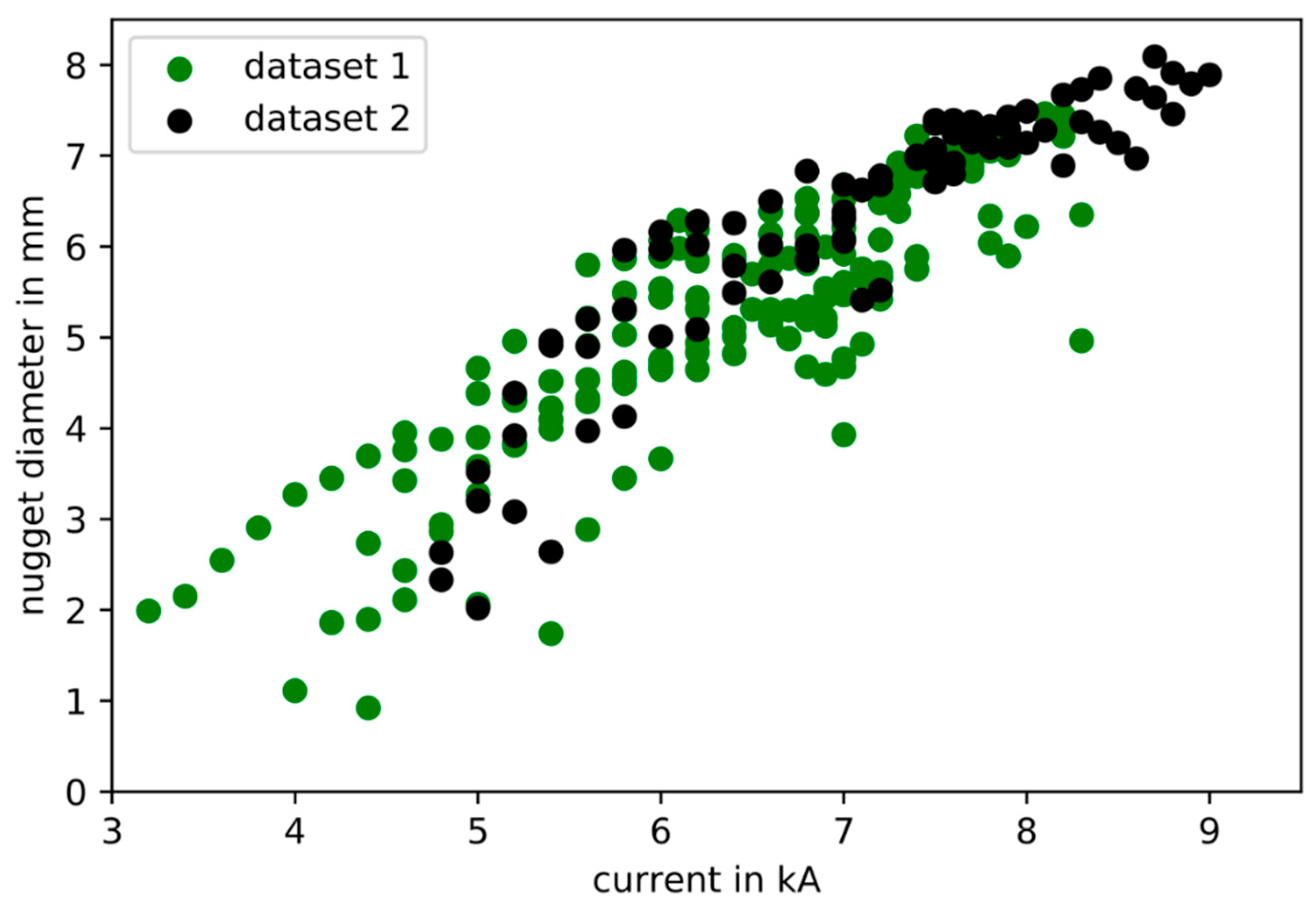
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Brauser, S.; Pepke, L.A.; Weber, G.; Rethmeier, M. Deformation behaviour of spot-welded high strength steels for automotive applications. Mater. Sci. Eng. A 2010, 527, 7099–7108. [Google Scholar] [CrossRef]
- Lei, Z.; Kang, H.; Liu, Y. Finite Element Analysis for Transient Thermal Characteristics of Resistance Spot Welding Process with Three Sheets Assemblies. Procedia Eng. 2011, 16, 622–631. [Google Scholar] [CrossRef] [Green Version]
- Summerville, C.; Adams, D.; Compston, P.; Doolan, M. Nugget Diameter in Resistance Spot Welding: A Comparison between a Dynamic Resistance Based Approach and Ultrasound C-scan. Procedia Eng. 2017, 183, 257–263. [Google Scholar] [CrossRef]
- Nielsen, C.V.; Friis, K.S.; Bay, N. Three-Sheet Spot Welding of Advanced High-Strength Steels. Weld. J. 2011, 90, 33–40. [Google Scholar]
- Williams, N.T.; Parker, J.D. Review of resistance spot welding of steel sheets Part 1 Modelling and control of weld nugget formation. Int. Mater. Rev. 2004, 49, 45–75. [Google Scholar] [CrossRef]
- Jou, M. Real time monitoring weld quality of resistance spot welding for the fabrication of sheet metal assemblies. J. Mater. Process. Technol. 2003, 132, 102–113. [Google Scholar] [CrossRef]
- Bosch Rexroth. Adapt and Change: How Adaptive Control of Resistance Welding can Cut Production Costs and Improve Product Quality. Available online: https://m.boschrexroth.com/en/gb/trends-and-topics/adaptive-welding/seoadaptivewelding-2 (accessed on 1 April 2020).
- Zhang, H.; Senkara, J. Resistance Welding: Fundamentals and Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2012; ISBN 978-1-4398-5371-9. [Google Scholar]
- Li, Y.; Yan, F.; Luo, Z.; Chao, Y.J.; Ao, S.; Cui, X. Weld Growth Mechanisms and Failure Behavior of Three-Sheet Resistance Spot Welds Made of 5052 Aluminum Alloy. J. Mater. Eng. Perform. 2015, 24, 2546–2555. [Google Scholar] [CrossRef]
- Ren, J.; Dong, W.; Zhang, Y.; Yu, Z. Failure Analysis of Three-Sheet Stackup Structure Made of Dissimilar High-Strength Steel. J. Mater. Eng. Perform. 2019, 28, 3438–3445. [Google Scholar] [CrossRef]
- HW-Verlag. Qualitätssicherung und Dokumentation Verbinden. Available online: https://werkstoffzeitschrift.de/qualitaetssicherung-und-dokumentation-verbinden/ (accessed on 13 April 2020).
- Pereira, A.B.; de Melo, F.J.M.Q. Quality Assessment and Process Management of Welded Joints in Metal Construction—A Review. Metals 2020, 10, 115. [Google Scholar] [CrossRef] [Green Version]
- Mazumder, J. Design for Metallic Additive Manufacturing Machine with Capability for “Certify as You Build”. Procedia CIRP 2015, 36, 187–192. [Google Scholar] [CrossRef] [Green Version]
- Holzmond, O.; Li, X. In situ real time defect detection of 3D printed parts. Addit. Manuf. 2017, 17, 135–142. [Google Scholar] [CrossRef]
- Eggink, D.H.; Groll, M.W. Joining element design and product variety in manufacturing industries. Procedia CIRP 2020, 88, 76–81. [Google Scholar] [CrossRef]
- Shahin, M.A. State-of-the-art review of some artificial intelligence applications in pile foundations. Geosci. Front. 2016, 7, 33–44. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Hu, S.J.; Sun, L.; Freiheit, T. Intelligent welding system technologies: State-of-the-art review and perspectives. J. Manuf. Syst. 2020, 56, 373–391. [Google Scholar] [CrossRef]
- Ahmed, F.; Jannat, N.-E.; Schmidt, D.; Kim, K.-Y. Data-driven cyber-physical system framework for connected resistance spot welding weldability certification. Robot. Comput. Integr. Manuf. 2021, 67, 102036. [Google Scholar] [CrossRef]
- Ashtari, E.; Semere, D.; Melander, A.; Löveborn, D.; Hedegård, J. Knowledge Platform for Resistance Spot Welding. Procedia CIRP 2018, 72, 1166–1171. [Google Scholar] [CrossRef]
- Panda, B.N.; Babhubalendruni, M.V.A.R.; Biswal, B.B.; Rajput, D.S. Application of Artificial Intelligence Methods to Spot Welding of Commercial Aluminum Sheets (B.S. 1050). In Proceedings of Fourth International Conference on Soft Computing for Problem Solving; Das, K.N., Deep, K., Pant, M., Bansal, J.C., Nagar, A., Eds.; Springer India: New Delhi, India, 2015; pp. 21–32. ISBN 978-81-322-2216-3. [Google Scholar]
- Ahmed, F.; Kim, K.-Y. Data-driven Weld Nugget Width Prediction with Decision Tree Algorithm. Procedia Manuf. 2017, 10, 1009–1019. [Google Scholar] [CrossRef]
- Zhou, K.; Yao, P. Overview of recent advances of process analysis and quality control in resistance spot welding. Mech. Syst. Signal Process. 2019, 124, 170–198. [Google Scholar] [CrossRef]
- Afshari, D.; Sedighi, M.; Reza Karimi, M.; Barsoum, Z. Prediction of the nugget size in resistance spot welding with a combination of a finite-element analysis and an artificial neural network. Mater. Tehnol. 2014, 48, 33–38. [Google Scholar]
- Arunchai, T.; Sonthipermpoon, K.; Apichayakul, P.; Tamee, K. Resistance Spot Welding Optimization Based on Artificial Neural Network. Int. J. Manuf. Eng. 2014, 2014, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Martín, Ó.; Ahedo, V.; Santos, J.I.; Tiedra, P.; de Galán, J.M. Quality assessment of resistance spot welding joints of AISI 304 stainless steel based on elastic nets. Mater. Sci. Eng. A 2016, 676, 173–181. [Google Scholar] [CrossRef] [Green Version]
- Fabry, C.; Pittner, A.; Rethmeier, M. Design of neural network arc sensor for gap width detection in automated narrow gap GMAW. Weld World 2018, 62, 819–830. [Google Scholar] [CrossRef]
- Boersch, I.; Füssel, U.; Gresch, C.; Großmann, C.; Hoffmann, B. Data mining in resistance spot welding. Int. J. Adv. Manuf. Technol. 2018, 99, 1085–1099. [Google Scholar] [CrossRef]
- Wan, X.; Wang, Y.; Zhao, D.; Huang, Y.; Yin, Z. Weld quality monitoring research in small scale resistance spot welding by dynamic resistance and neural network. Measurement 2017, 99, 120–127. [Google Scholar] [CrossRef]
- Lee, J.; Noh, I.; Jeong, S.I.; Lee, Y.; Lee, S.W. Development of Real-time Diagnosis Framework for Angular Misalignment of Robot Spot-welding System Based on Machine Learning. Procedia Manuf. 2020, 48, 1009–1019. [Google Scholar] [CrossRef]
- DIN EN ISO 5821:2010-04. Resistance Welding—Spot Welding Electrode Caps (ISO 5821:2009). Available online: https://www.beuth.de/en/standard/din-en-iso-5821/123603505 (accessed on 1 October 2021).
- Matuschek Meßtechnik GmbH. SpatzMulti04 Weld Checker & Monitor for RSW. Available online: https://www.matuschek.de/weld-monitoring/multi04-weld-monitor.htm (accessed on 1 June 2021).
- SEP-1220-2:2011-08. Prüf- und Dokumentationsrichtlinie für die Fügeeignung von Feinblechen aus Stahl: Teil 2: Widerstandspunktschweißen. Available online: https://www.beuth.de/en/technical-rule/sep-1220-2/153435334 (accessed on 15 September 2021).
- DVS 2916-1:2014-03. Testing of Resistance Welded Joints—Destructive Testing, Quasi Static. Available online: https://www.beuth.de/en/technical-rule/dvs-2916-1/200030552 (accessed on 5 June 2021).
- Christ, M.; Braun, N.; Neuffer, J.; Kempa-Liehr, A.W. Time Series FeatuRe Extraction on basis of Scalable Hypothesis tests (tsfresh—A Python package). Neurocomputing 2018, 307, 72–77. [Google Scholar] [CrossRef]
- Wang, S.C.; Wei, P.S. Modeling Dynamic Electrical Resistance During Resistance Spot Welding. J. Heat Transf. 2001, 123, 576–585. [Google Scholar] [CrossRef]
- Van Rossum, G. The Python Language Reference, Release 3.0.1 [Repr.]; Python Software Foundation: Hampton, NH, USA; SoHo Books: Redwood City, CA, USA, 2010; ISBN 978-1-4414-1269-0. [Google Scholar]
- Pedregosa, F.; Varoquaux, G.; Gramfort, A.; Michel, V.; Thirion, B.; Grisel, O.; Blondel, M.; Prettenhofer, P.; Weiss, R.; Dubourg, V.; et al. Scikit-learn: Machine Learning in Python. J. Mach. Learn. Res. 2011, 12, 2825–2830. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Supplier | Name of Material | Sheet Thickness |
|---|---|---|---|
| 1 | 1 | HCT 780X +ZM90 | 1.8 |
| 2 | HCT 780X +ZE50/50 | 1.0 | |
| 3 | HCT 780X | 1.5 | |
| 4 | HCT 780X +Z100 | 2.2 | |
| 5 | HCT 780X +Z110 | 1.5 | |
| 6 | HCT 780X +ZF100 | 1.5 | |
| 7 | HCT 780X +ZM120 | 1.5 | |
| 8 | 2 | HCT 780X +ZM100 | 1.75 |
| 9 | HCT 780X +Z140 | 1.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Sari, B.; Biegler, M.; Rethmeier, M. Investigation of the Extrapolation Capability of an Artificial Neural Network Algorithm in Combination with Process Signals in Resistance Spot Welding of Advanced High-Strength Steels. Metals 2021, 11, 1874. https://doi.org/10.3390/met11111874
El-Sari B, Biegler M, Rethmeier M. Investigation of the Extrapolation Capability of an Artificial Neural Network Algorithm in Combination with Process Signals in Resistance Spot Welding of Advanced High-Strength Steels. Metals. 2021; 11(11):1874. https://doi.org/10.3390/met11111874
Chicago/Turabian StyleEl-Sari, Bassel, Max Biegler, and Michael Rethmeier. 2021. "Investigation of the Extrapolation Capability of an Artificial Neural Network Algorithm in Combination with Process Signals in Resistance Spot Welding of Advanced High-Strength Steels" Metals 11, no. 11: 1874. https://doi.org/10.3390/met11111874
APA StyleEl-Sari, B., Biegler, M., & Rethmeier, M. (2021). Investigation of the Extrapolation Capability of an Artificial Neural Network Algorithm in Combination with Process Signals in Resistance Spot Welding of Advanced High-Strength Steels. Metals, 11(11), 1874. https://doi.org/10.3390/met11111874