
Effects of Al and Mo on Microstructure and Hardness of As-Cast TNM TiAl Alloys

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
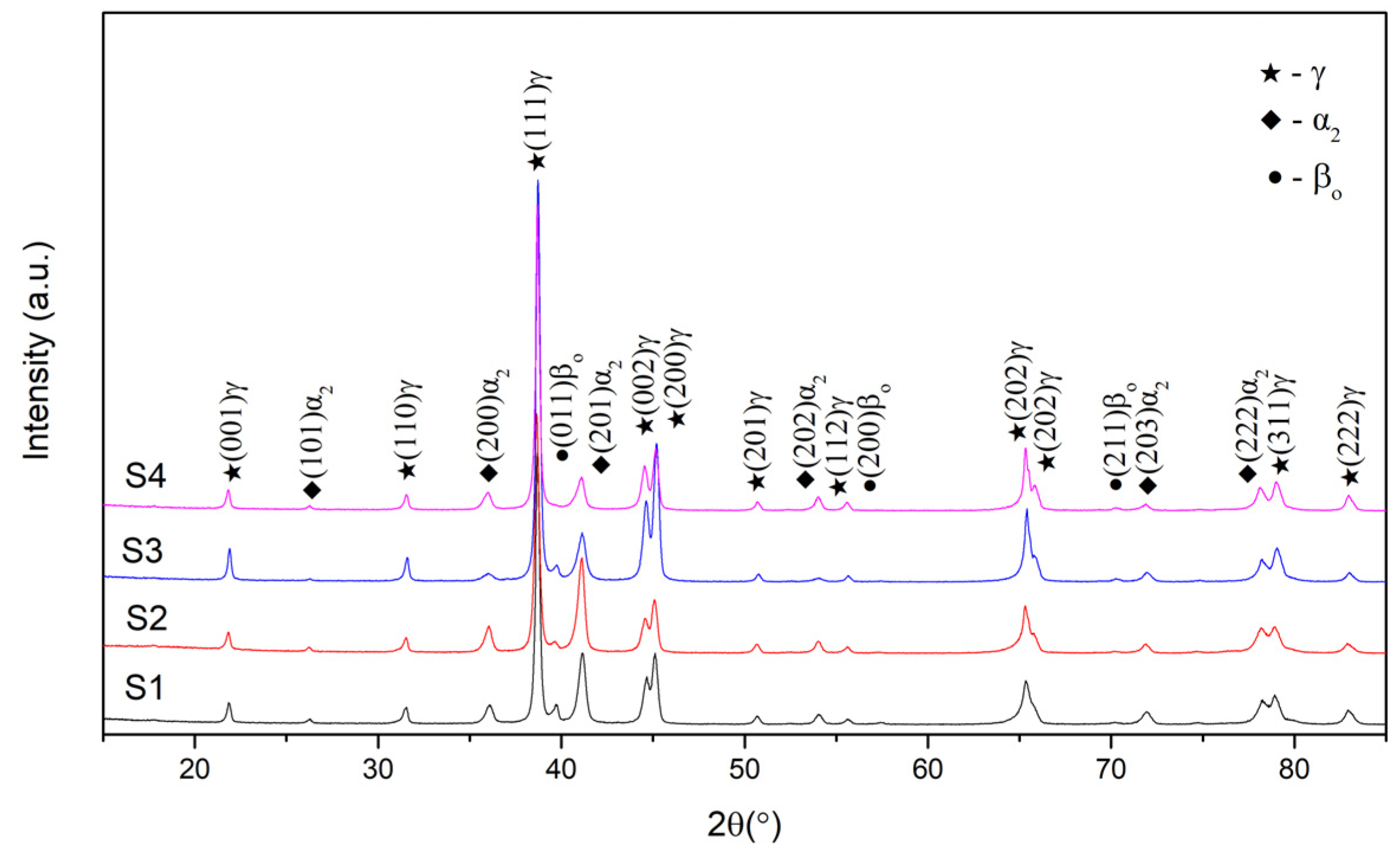
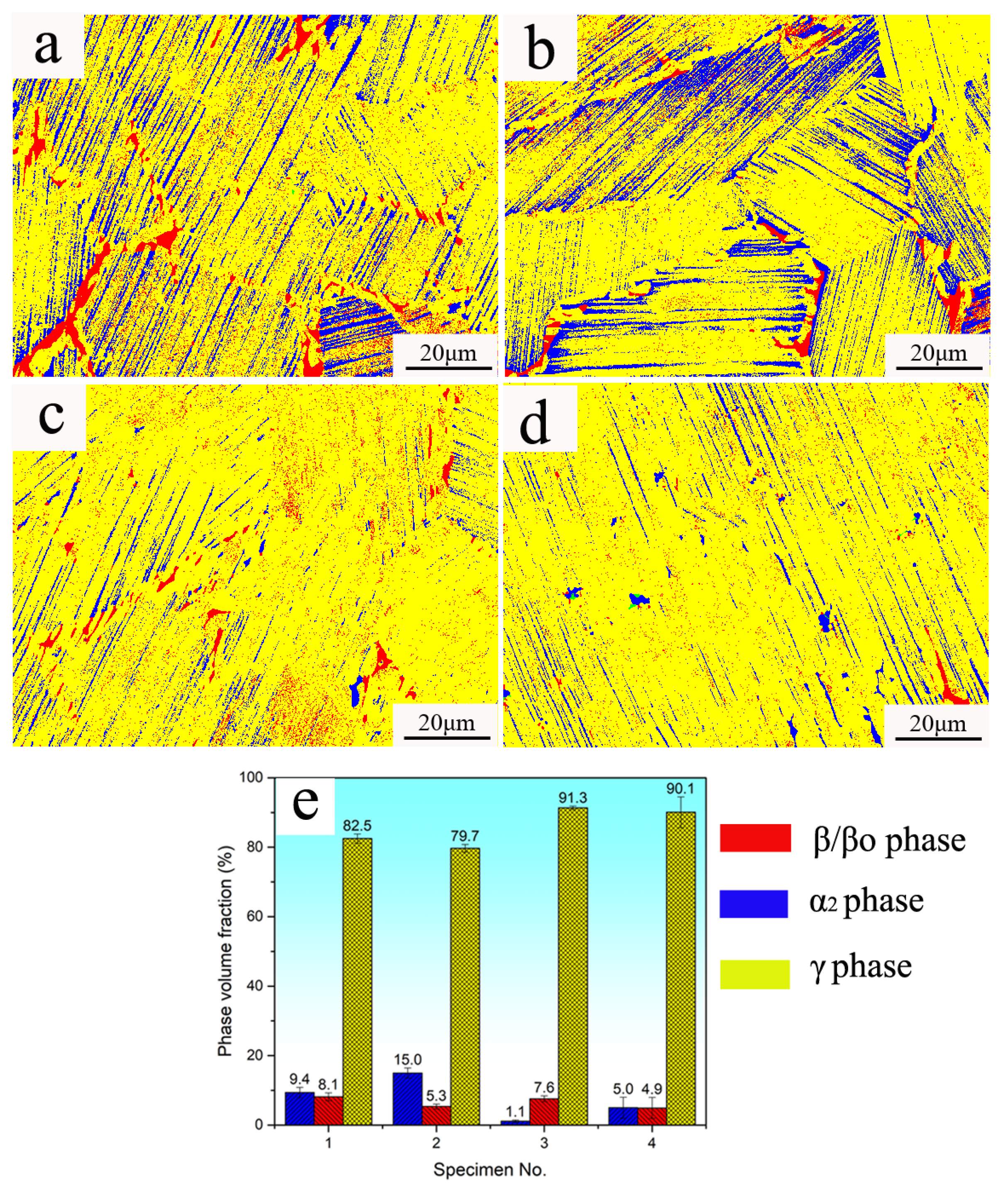
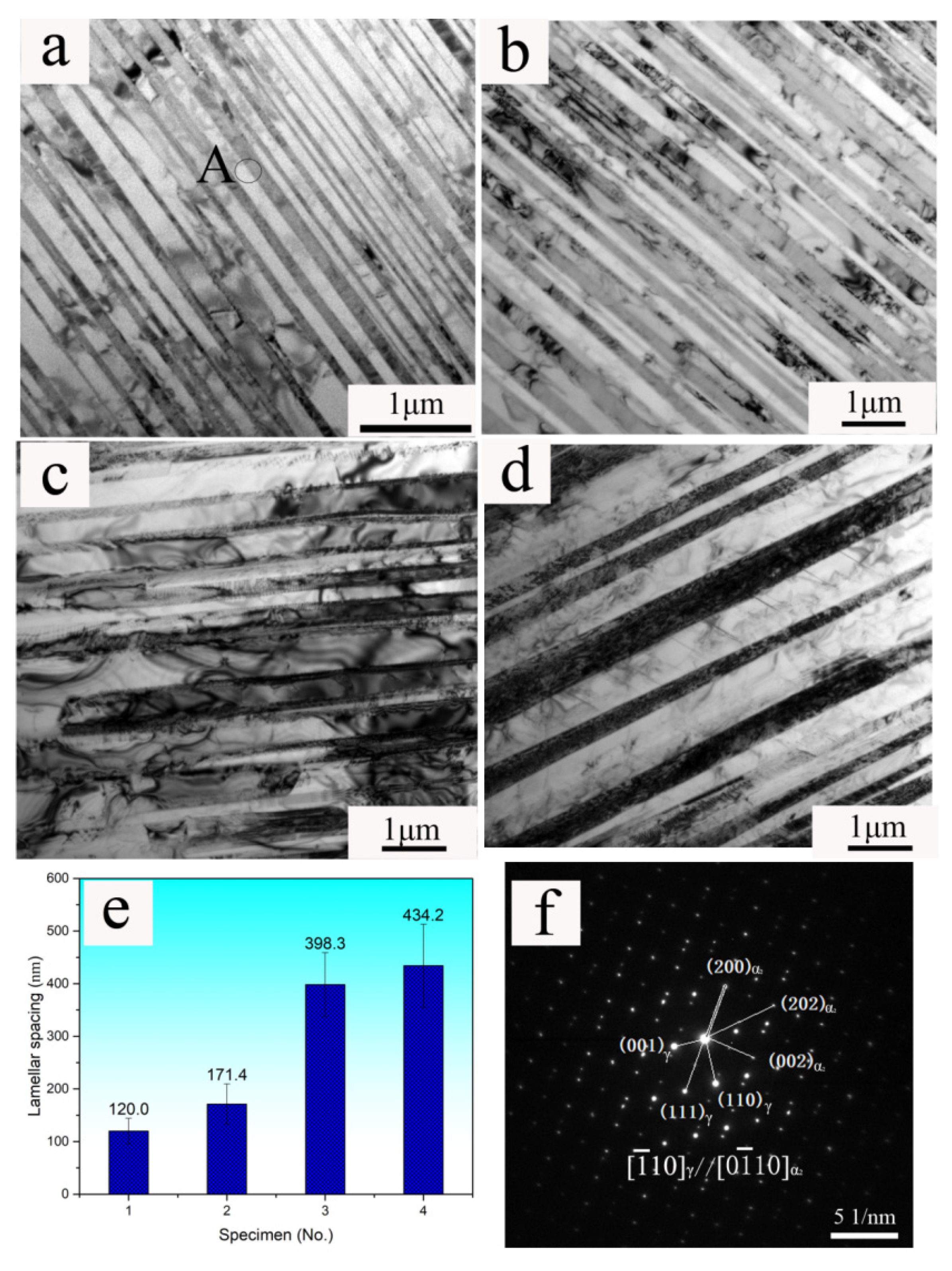
3.1. The Influence of Element on Microstructure
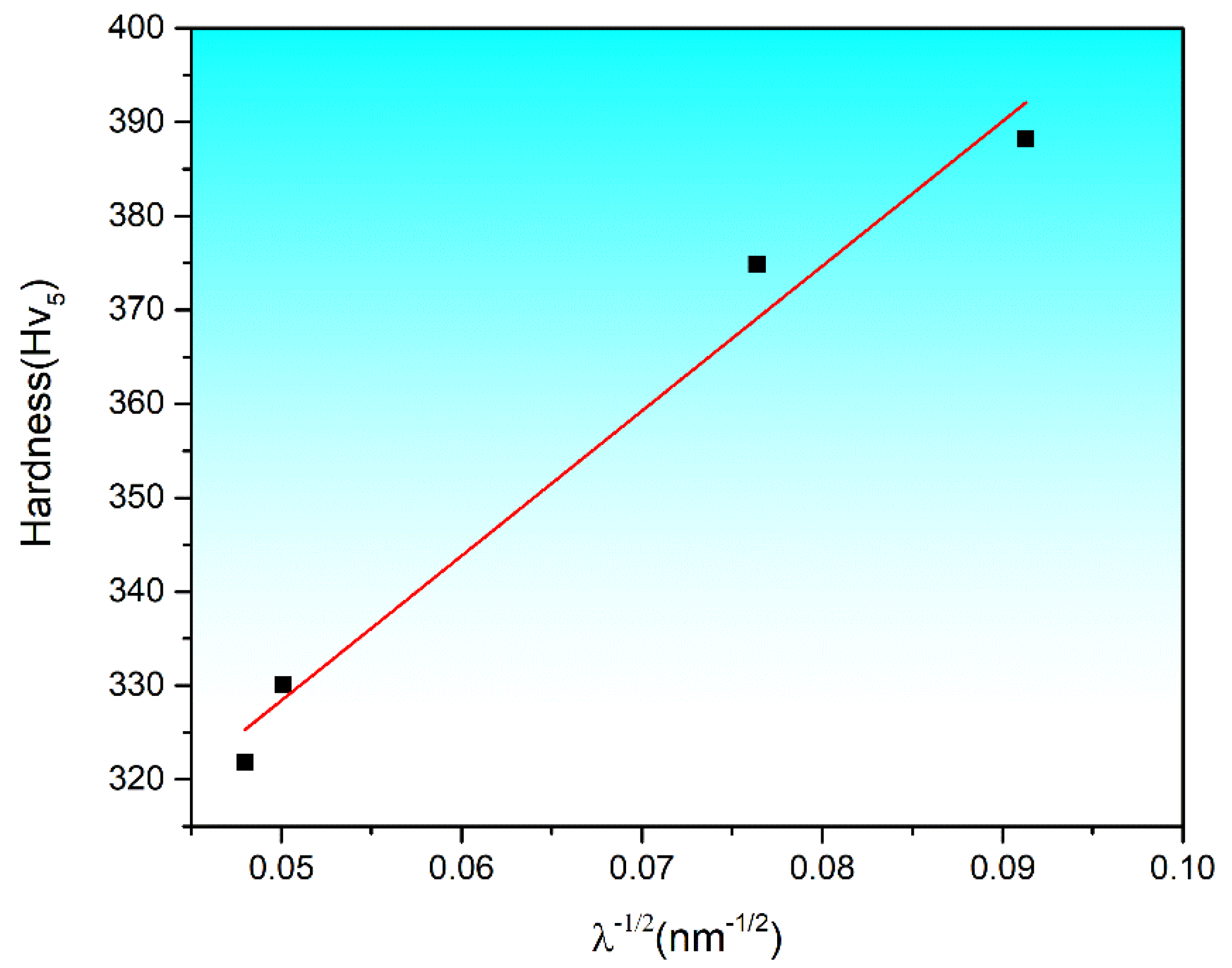
3.2. The Influence of Element on Hardness
4. Conclusions
- (1)
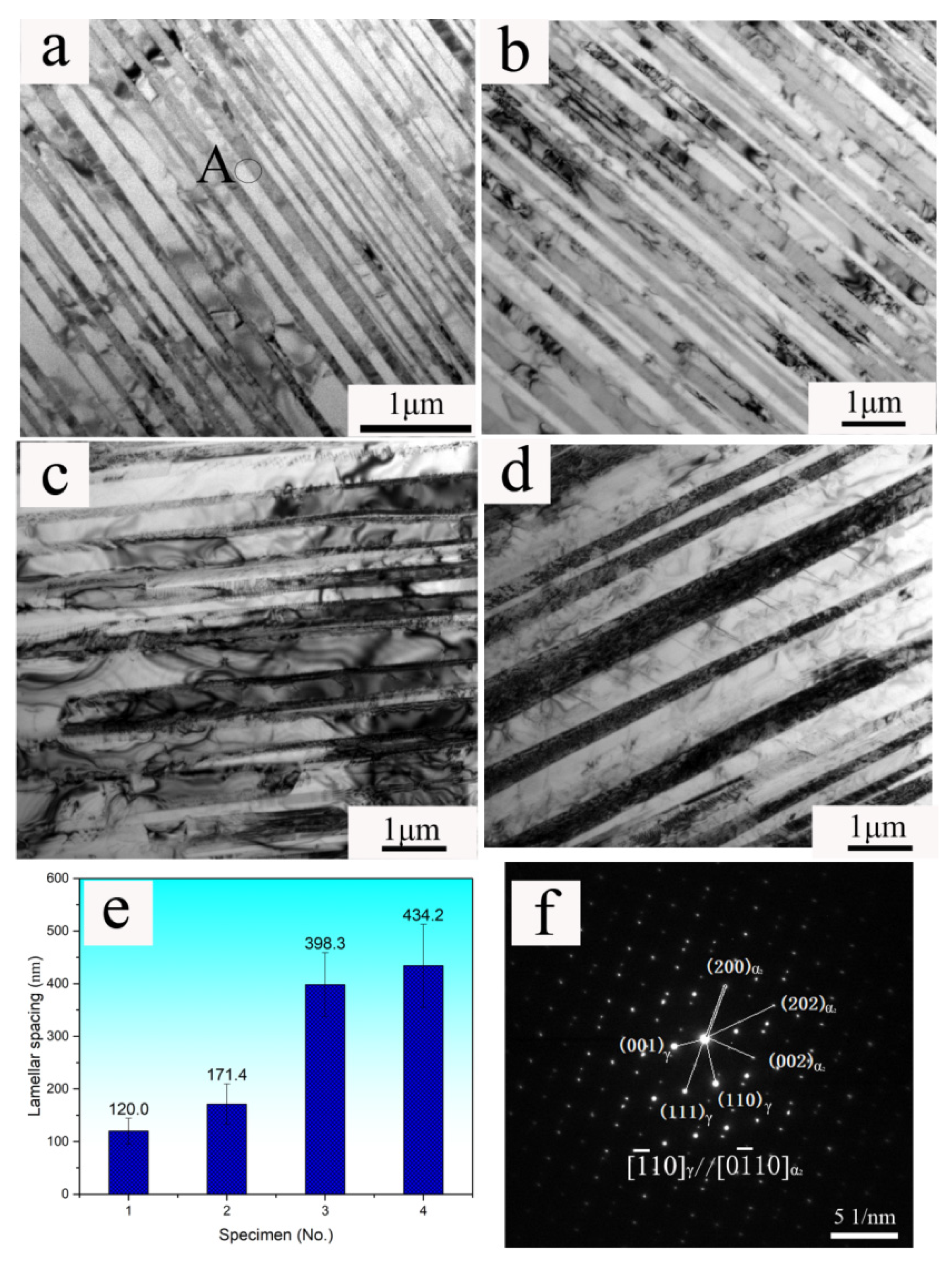
- After a decrease of 0.5 at.% Mo and/or increase of 1.5 at.% Al in the typical TNM alloy, the alloys have an NL microstructure with a few βo phases at the colony boundaries or in the lamellar colony. The lamellar colony size and the lamellar spacing have increased with the decrease in Mo and the increase in Al. The volume fraction of the βo phase decreases with the decrease in Mo and the increase in Al, and that of α2 decreases with the increase in both Al and Mo contents. Mo is rich in the βo phase, and the reduction in its content reduces the content of each phase in proportion. The increase in Al content in the alloy leads to the corresponding increase in Al content in the α2 and γ phases. The increased content of Al and decreased content of Mo is unbeneficial for obtaining a microstructure with a fine lamellar colony and lamellar spacing.
- (2)
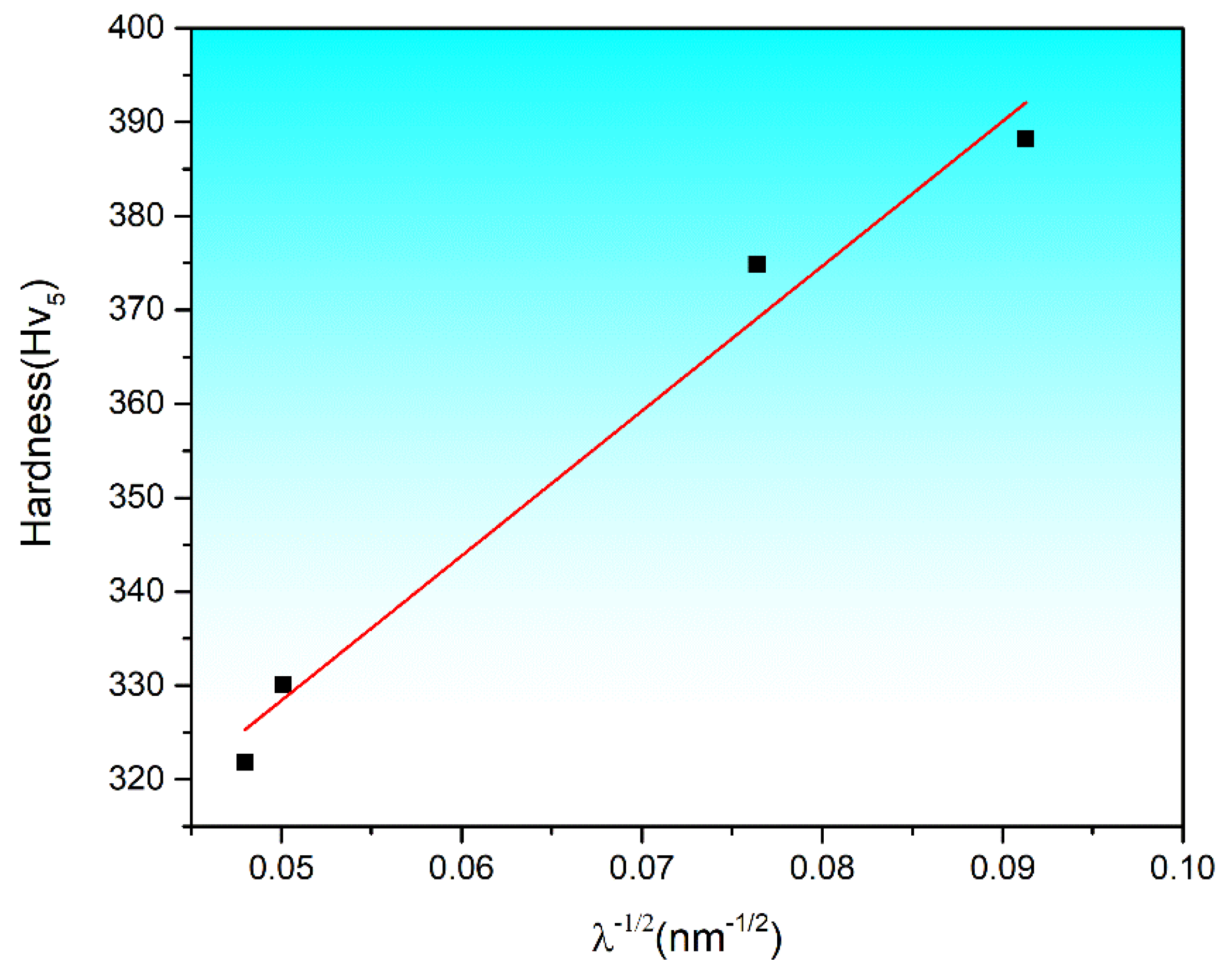
- The hardness of the alloys decreases with the increase in Al content and the decrease in Mo content, mainly due to the increase in lamellar spacing, which was caused by the change in composition. In the obtained microstructure, the Vickers hardness results reasonably reflect the hardness of the alloys. The relationship between the hardness value and the lamellar spacing conforms to the Hall–Petch relationship.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tetsui, T.; Shindo, K.; Kobayashi, S.; Takeyama, M. A newly developed hot worked TiAl alloy for blades and structural components. Scr. Mater. 2002, 47, 399–403. [Google Scholar] [CrossRef]
- Kim, Y.W.; Kim, S.L. Advances in Gammalloy Materials–Processes–Application Technology: Successes, Dilemmas, and Future. JOM 2018, 70, 553–560. [Google Scholar] [CrossRef] [Green Version]
- Klein, T.; Niknafs, S.; Dippenaar, R.; Clemens, H.; Mayer, S. Grain Growth and β to α Transformation Behavior of a β-Solidifying TiAl Alloy. Adv. Eng. Mater. 2015, 17, 786–790. [Google Scholar] [CrossRef]
- Kim, Y.W.; Dimiduk, D.M. Progress in the understanding of gamma titanium aluminides. JOM 1991, 43, 41–47. [Google Scholar] [CrossRef]
- Kim, Y.W. Ordered intermetallic alloys, part III Gamma titanium aluminides. JOM 1994, 46, 30–39. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Mayer, S.; Lindemann, J.; Klose, J.; Smarsly, W.; Güther, V. Microstructural design and mechanical properties of a cast and heat-treated intermetallic multi-phase γ-TiAl based alloy. Intermetallics 2014, 44, 128–140. [Google Scholar] [CrossRef]
- Umeda, H.; Kishida, K.; Inui, H.; Yamaguchi, M. Effects of Al-concentration and lamellar spacing on the room-temperature strength and ductility of PST crystals of TiAl. Mater. Sci. Eng. A 1997, 97, 336–343. [Google Scholar] [CrossRef]
- Liu, Z.C.; Lin, J.P.; Li, S.J.; Chen, G.L. Effects of Nb and Al on the microstructures and mechanical properties of high Nb containing TiAl base alloys. Intermetallics 2002, 10, 653–659. [Google Scholar] [CrossRef]
- Cui, N.; Wu, Q.; Yan, Z.; Zhou, H.; Wang, X. The Microstructural Evolution, Tensile Properties, and Phase Hardness of a TiAl Alloy with a High Content of the beta Phase. Mater. Basel 2019, 12, 2757. [Google Scholar] [CrossRef] [Green Version]
- Fang, H.; Chen, R.; Gong, X.; Su, Y.; Ding, H.; Guo, J.; Fu, H. Effects of Nb on Microstructure and Mechanical Properties of Ti42Al2.6C Alloys. Adv. Eng. Mater. 2018, 20, 1701112. [Google Scholar] [CrossRef]
- Zhu, D.; Liu, L.; Dong, D.; Wang, X.; Liu, Y.; Chen, Z.; Wei, Z. Microstructure and compression behavior of in-situ synthesized Ti2AlC reinforced Ti-48Al-2Cr alloy with carbon nanotubes addition. J. Alloys Compd. 2021, 862, 158646. [Google Scholar] [CrossRef]
- Lee, D.-B. Effect of Cr, Nb, Mn, V, W and Si on high temperature oxidation of TiAl alloys. Met. Mater. Int. 2005, 11, 141–147. [Google Scholar] [CrossRef]
- Burtscher, M.; Klein, T.; Lindemann, J.; Lehmann, O.; Fellmann, H.; Guther, V.; Clemens, H.; Mayer, S. An Advanced TiAl Alloy for High-Performance Racing Applications. Mater. Basel 2020, 13, 4720. [Google Scholar] [CrossRef]
- Liu, G.H.; Wang, Z.D.; Fu, T.L.; Li, Y.; Liu, H.T.; Li, T.R.; Gong, M.N. Study on the microstructure, phase transition and hardness for the TiAl-Nb alloy design during directional solidification. J. Alloys Compd. 2015, 650, 45–52. [Google Scholar] [CrossRef]
- Cha, L.M.; Clemens, H.; Dehm, G. Microstructure evolution and mechanical properties of an intermetallic Ti-43.5Al-4Nb-1Mo-0.1B alloy after ageing below the eutectoid temperature. Int. J. Mater. Res. 2011, 102, 703–708. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Advanced Intermetallic TiAl Alloys. Mater. Sci. Forum 2016, 879, 113–118. [Google Scholar] [CrossRef]
- Mayer, S.; Kastenhuber, M.; Clemens, H. Advanced Titanium Aluminides-How to Improve the Creep Resistance via Compositional and Microstructural Optimization. Mater. Sci. Forum 2018, 941, 1484–1489. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Development Status, Applications and Perspectives of Advanced Intermetallic Titanium Aluminides. Mater. Sci. Forum 2014, 783, 15–20. [Google Scholar] [CrossRef]
- Mayer, S.; Erdely, P.; Fischer, F.D.; Holec, D.; Kastenhuber, M.; Klein, T.; Clemens, H. Intermetallic β-Solidifying γ-TiAl Based Alloys−From Fundamental Research to Application. Adv. Eng. Mater. 2017, 19, 1600735. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, Processing, Microstructure, Properties, and Applications of Advanced Intermetallic TiAl Alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Johnson, D.R.; Inui, H.; Muto, S.; Omiya, Y.; Yamanaka, T. Microstructural development during directional solidification of α-seeded TiAl alloys. Acta Mater. 2006, 54, 1077–1085. [Google Scholar] [CrossRef]
- Chen, G.L.; Xu, X.J.; Teng, Z.K.; Wang, Y.L.; Lin, J.P. Microsegregation in high Nb containing TiAl alloy ingots beyond laboratory scale. Intermetallics 2007, 15, 625–631. [Google Scholar] [CrossRef]
- Xu, W.C.; Huang, K.; Wu, S.F.; Zong, Y.Y.; Shan, D.B. Influence of Mo content on microstructure and mechanical properties of β-containing TiAl alloy. Trans. Nonferr. Metal. Soc. China 2017, 27, 820–828. [Google Scholar] [CrossRef]
- Yang, Y.; Fang, H.; Chen, R.; Su, Y.; Ding, H.; Guo, J. A Comparative Study on Microstructure and Mechanical Properties of Ti-43/46Al–5Nb–0.1B Alloys Modified by Mo. Adv. Eng. Mater. 2019, 22, 1901075. [Google Scholar] [CrossRef]
- Denquin, A.; Naka, S. Phase transformation mechsnisms involved in two-phase TiAl-based alloy-1. lamallae sturacture formation 1996.pdf. Acta Mater. 1996, 44, 343–352. [Google Scholar] [CrossRef]
- Zhang, W.J.; Appel, F. Weak-beam TEM study on planar fault energies of Al-lean TiAl-base alloys. Mater. Sci. Eng. A 2002, 334, 59–64. [Google Scholar] [CrossRef]
- Zhang, W.J.; Appel, F. Effect of Al content and Nb addition on the strength and fault energy of TiAl alloys. Mater. Sci. Eng. A 2002, 329, 649–652. [Google Scholar] [CrossRef]
- Shang, S.L.; Wang, W.Y.; Zhou, B.C.; Wang, Y.; Darling, K.A.; Kecskes, L.J.; Mathaudhu, S.N.; Liu, Z.K. Generalized stacking fault energy, ideal strength and twinnability of dilute Mg-based alloys: A first-principles study of shear deformation. Acta Mater. 2014, 67, 168–180. [Google Scholar] [CrossRef]
- Cha, L.; Scheu, C.; Clemens, H.; Chladil, H.F.; Dehm, G.; Gerling, R.; Bartels, A. Nanometer-scaled lamellar microstructures in Ti–45Al–7.5Nb–(0; 0.5)C alloys and their influence on hardness. Intermetallics 2008, 16, 868–875. [Google Scholar] [CrossRef]
- Kim, H.S. On the rule of mixtures for the hardness of particle reinforced composites 2000.pdf. Mater. Sci. Eng. A 2000, 289, 30–33. [Google Scholar] [CrossRef]
- Chu, X.; Barnett, S.A. Model of superlattice yield stress and hardness enhancements. J. Appl. Phys. 1995, 77, 4403–4411. [Google Scholar] [CrossRef]
- Burtscher, M.; Klein, T.; Mayer, S.; Clemens, H.; Fischer, F.D. The creep behavior of a fully lamellar γ-TiAl based alloy. Intermetallics 2019, 114, 106611. [Google Scholar] [CrossRef]
- Dehm, G.; Motz, C.; Scheu, C.; Clemens, H.; Mayrhofer, P.H.; Mitterer, C. Mechanical Size-Effects in Miniaturized and Bulk Materials. Adv. Eng. Mater. 2006, 8, 1033–1045. [Google Scholar] [CrossRef]
- Schloffer, M.; Iqbal, F.; Gabrisch, H.; Schwaighofer, E.; Schimansky, F.-P.; Mayer, S.; Stark, A.; Lippmann, T.; Göken, M.; Pyczak, F.; et al. Microstructure development and hardness of a powder metallurgical multi phase γ-TiAl based alloy. Intermetallics 2012, 22, 231–240. [Google Scholar] [CrossRef] [Green Version]
- Schloffer, M.; Rashkova, B.; Schöberl, T.; Schwaighofer, E.; Zhang, Z.; Clemens, H.; Mayer, S. Evolution of the ωo phase in a β-stabilized multi-phase TiAl alloy and its effect on hardness. Acta Mater. 2014, 64, 241–252. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen No. | Nominal Chemical Component |
|---|---|
| S1 | Ti-43.5Al-4Nb-1Mo-0.1B |
| S2 | Ti-43.5Al-4Nb-0.5Mo-0.1B |
| S3 | Ti-45Al-4Nb-1Mo-0.1B |
| S4 | Ti-45Al-4Nb-0.5Mo-0.1B |
| Alloy | Phase | Ti (at.%) | Al (at.%) | Nb (at.%) | Mo (at.%) | B (at.%) |
|---|---|---|---|---|---|---|
| S1 | βo | 54.7 ± 1.0 | 38.3 ± 1.2 | 4.7 ± 0.2 | 2.3 ± 0.2 | - |
| α2 | 52.9 ± 0.4 | 41.9 ± 0.7 | 4.1 ± 0.3 | 1.1 ± 0.2 | - | |
| γ | 50.9 ± 0.6 | 43.5 ± 0.7 | 4.3 ± 0.2 | 1.3 ± 0.2 | - | |
| S2 | βo | 55.2 ± 0.3 | 38.5 ± 0.30 | 4.8 ± 0.2 | 1.4 ± 0.2 | - |
| α2 | 53.8 ± 0.4 | 41.5 ± 0.5 | 4.2 ± 0.2 | 0.5 ± 0.1 | - | |
| γ | 50.6 ± 0.9 | 44.2 ± 0.5 | 4.5 ± 0.1 | 0.7 ± 0.2 | - | |
| S3 | βo | 53.3 ± 1.9 | 38.6 ± 2.8 | 4.9 ± 0.30 | 3.1 ± 0.7 | - |
| α2 | 51.5 ± 1.0 | 43.4 ± 0.8 | 4.1 ± 0.2 | 1.0 ± 0.2 | - | |
| γ | 48.5 ± 0.6 | 45.8 ± 0.5 | 4.5 ± 0.1 | 1.3 ± 0.1 | - | |
| S4 | βo | 54.5 ± 1.9 | 38.9 ± 2.3 | 4.9 ± 0.2 | 1.6 ± 0.3 | - |
| α2 | 51.8 ± 0.5 | 43.3 ± 0.9 | 4.2 ± 0.3 | 0.6 ± 0.2 | - | |
| γ | 48.3 ± 0.8 | 46.3 ± 1.1 | 4.6 ± 0.2 | 0.9 ± 0.3 | - |
| Alloy | S1 | S2 | S3 | S4 |
|---|---|---|---|---|
| HV0.01 | 441.7 ± 119.7 | 437.9 ± 95.4 | 363.7 ± 81.5 | 349.6 ± 78.2 |
| HV5 | 388.2 ± 9.4 | 374.9 ± 7.8 | 330.1 ± 8.6 | 316.5 ± 6.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, G.; Xu, X.; Liang, Y.; Wang, Y.; Hao, G.; Zhai, Y.; Lin, J. Effects of Al and Mo on Microstructure and Hardness of As-Cast TNM TiAl Alloys. Metals 2021, 11, 1849. https://doi.org/10.3390/met11111849
Yang G, Xu X, Liang Y, Wang Y, Hao G, Zhai Y, Lin J. Effects of Al and Mo on Microstructure and Hardness of As-Cast TNM TiAl Alloys. Metals. 2021; 11(11):1849. https://doi.org/10.3390/met11111849
Chicago/Turabian StyleYang, Gang, Xiangjun Xu, Yongfeng Liang, Yongsheng Wang, Guojian Hao, Yuewen Zhai, and Junpin Lin. 2021. "Effects of Al and Mo on Microstructure and Hardness of As-Cast TNM TiAl Alloys" Metals 11, no. 11: 1849. https://doi.org/10.3390/met11111849
APA StyleYang, G., Xu, X., Liang, Y., Wang, Y., Hao, G., Zhai, Y., & Lin, J. (2021). Effects of Al and Mo on Microstructure and Hardness of As-Cast TNM TiAl Alloys. Metals, 11(11), 1849. https://doi.org/10.3390/met11111849