
Effects of Static Magnetic Field on the Microstructure of Selective Laser Melted Inconel 625 Superalloy: Numerical and Experiment Investigations



 ,
,
Abstract
:1. Introduction
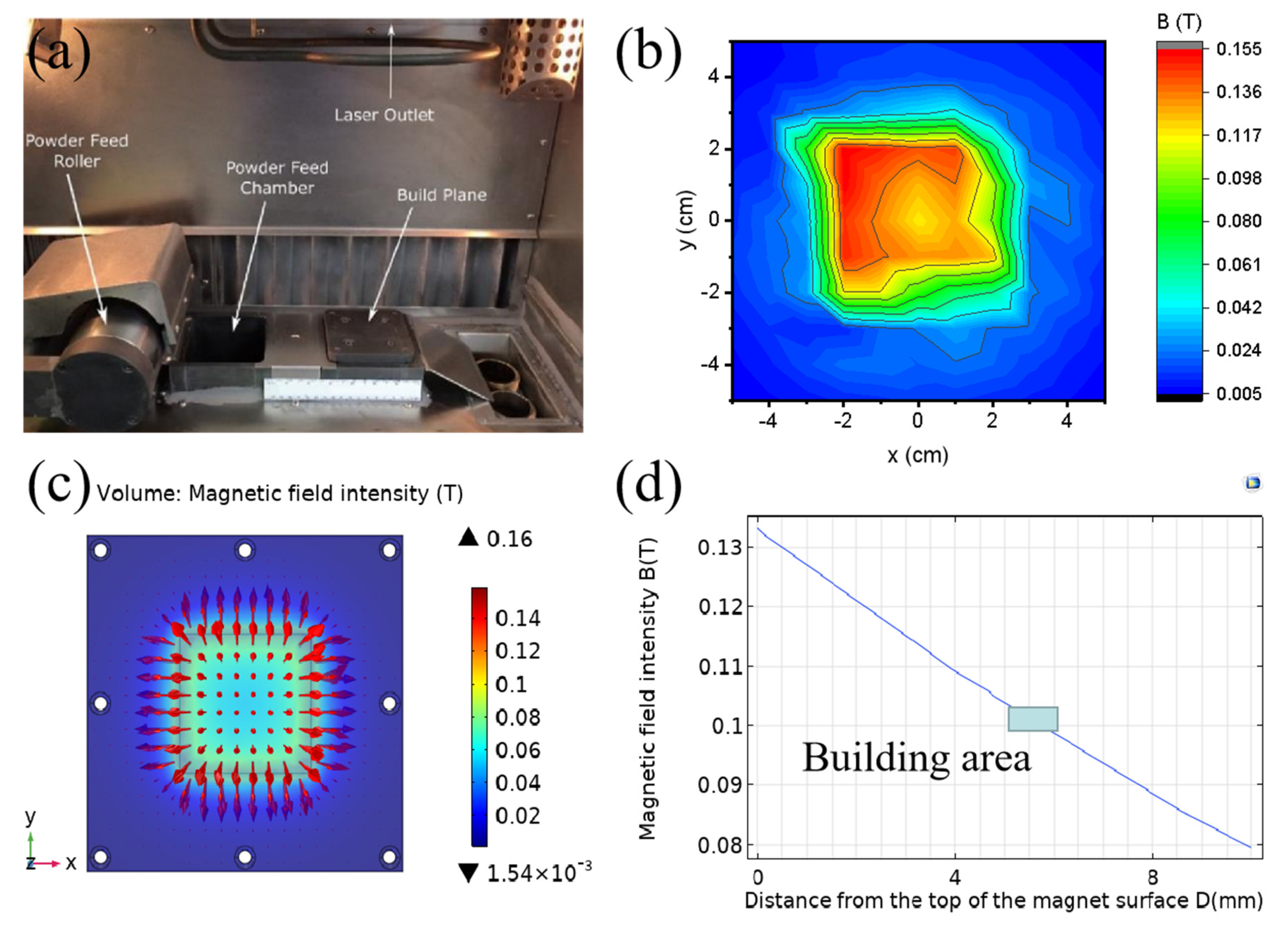
2. Experimental Methods
3. Numerical Modeling
3.1. Modeling of Molten Pool and Dendrite of SLM
3.2. Governing Equations and Boundary Conditions
3.2.1. Molten Pool-Scale Model
- (a)
- The flow field within the molten metal is assumed to be Newtonian and incompressible.
- (b)
- The complex shape and distribution of powders are ignored, and the powder layer is assumed to be flat.
- (c)
3.2.2. Dendrite-Scale Model
3.3. Material Properties
4. Results and Discussion
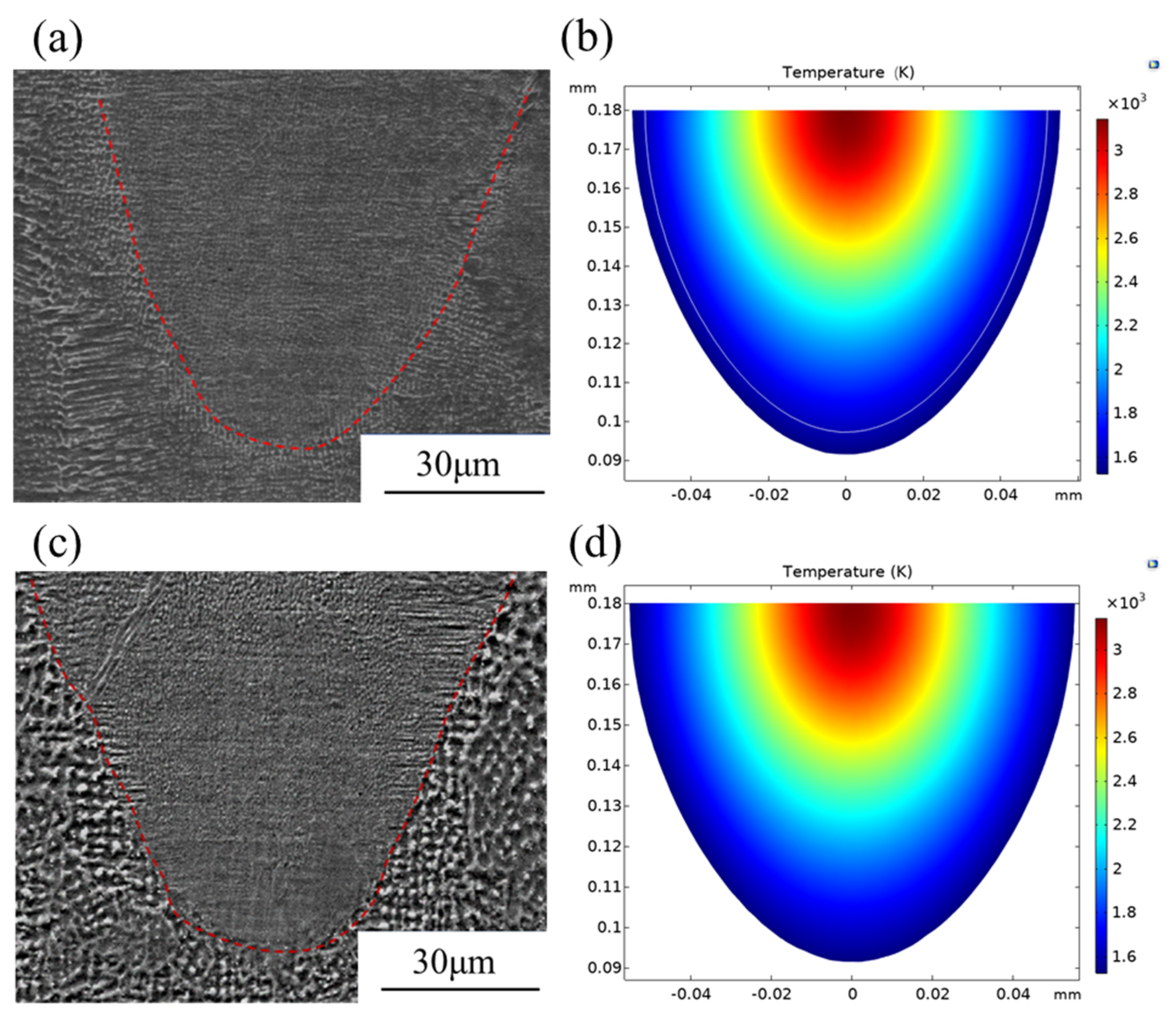
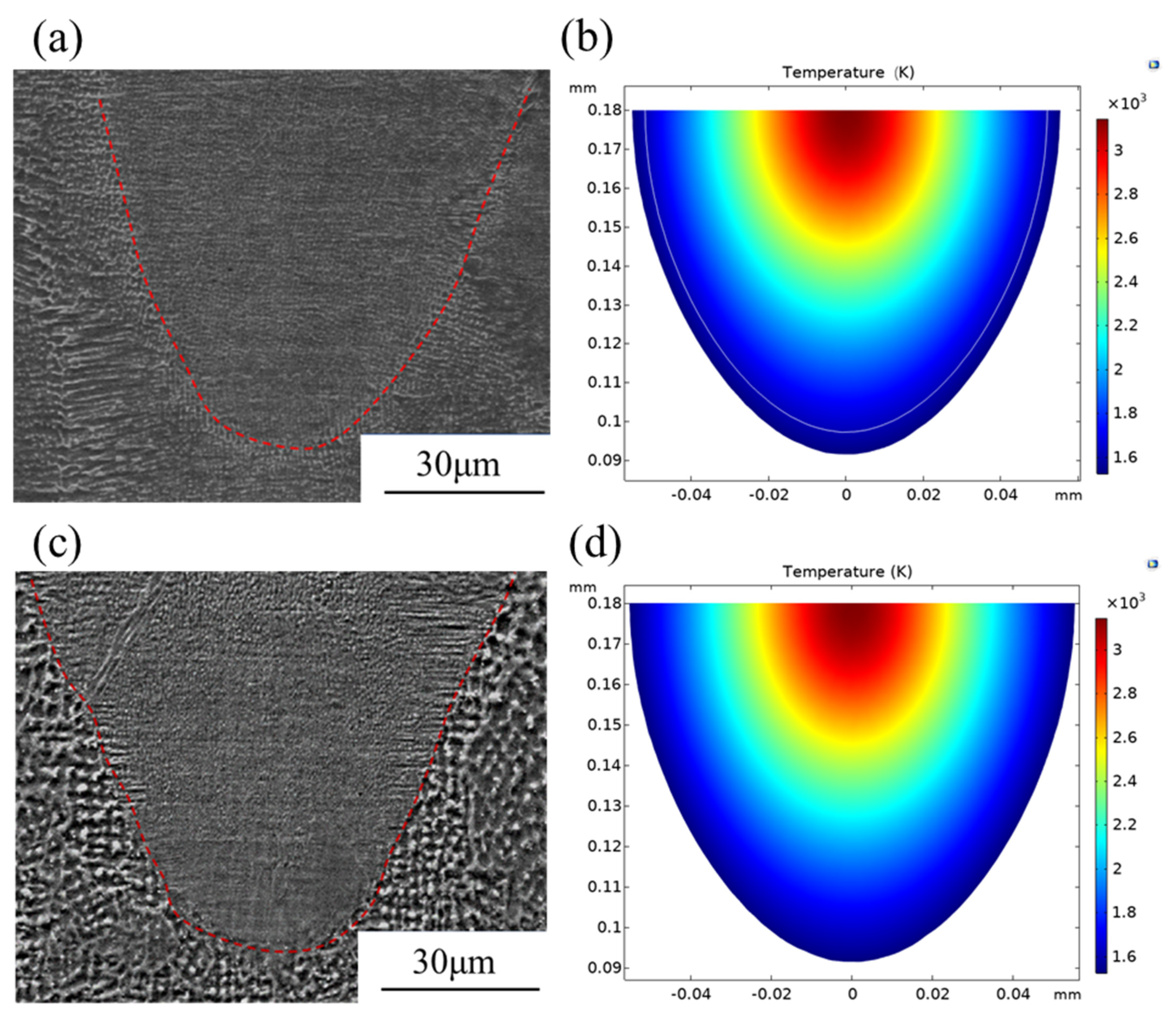
4.1. Validation of the Numerical Model
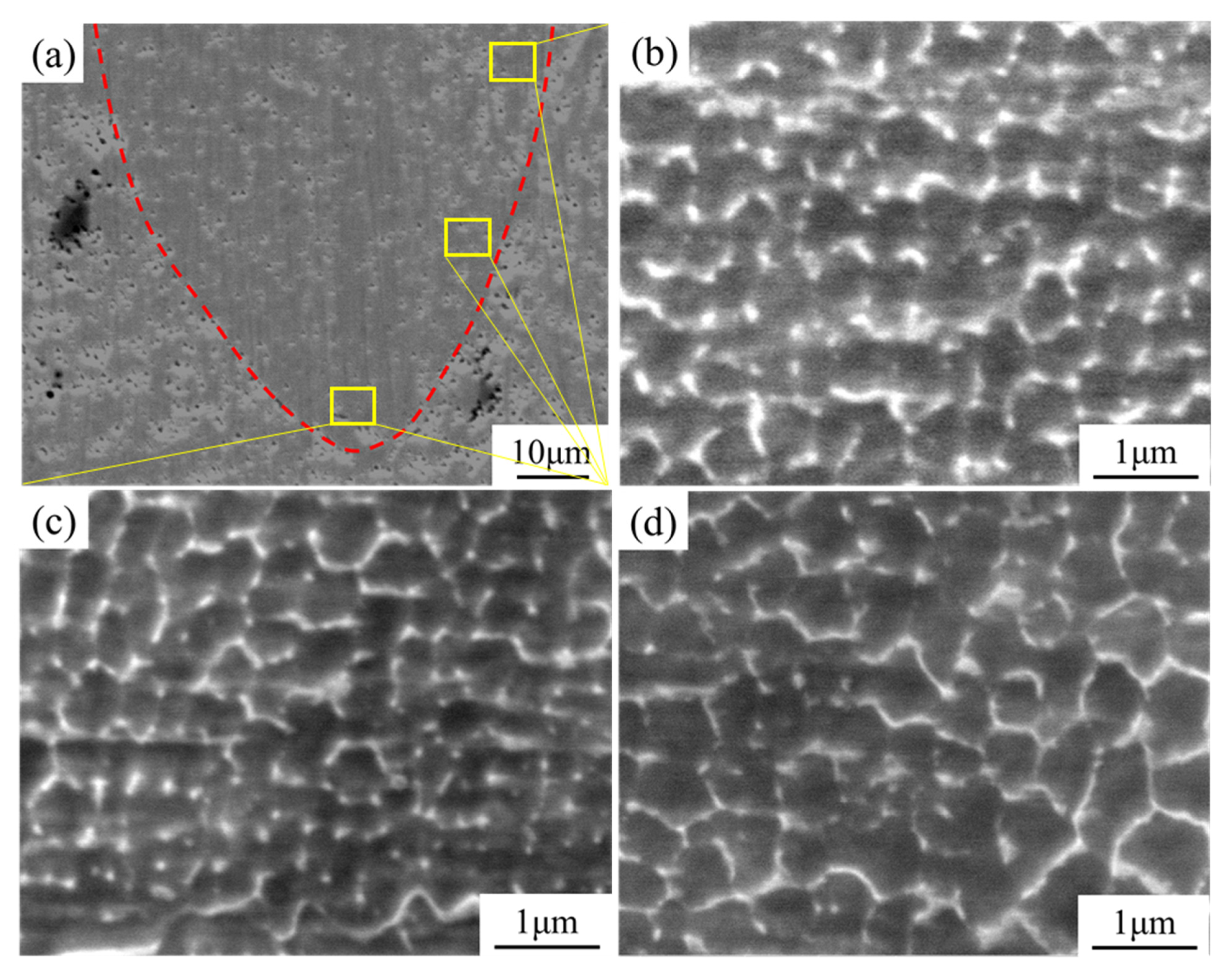
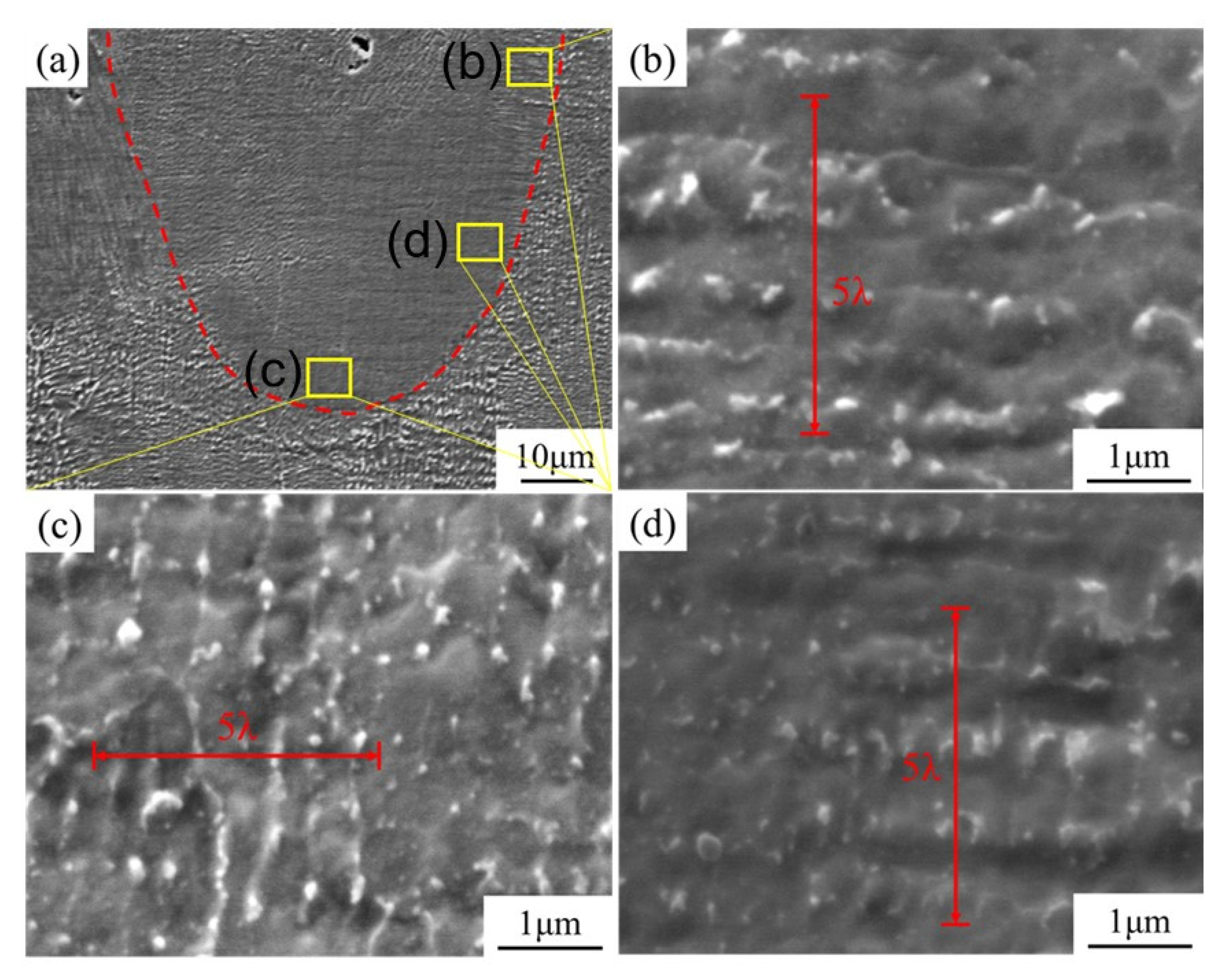
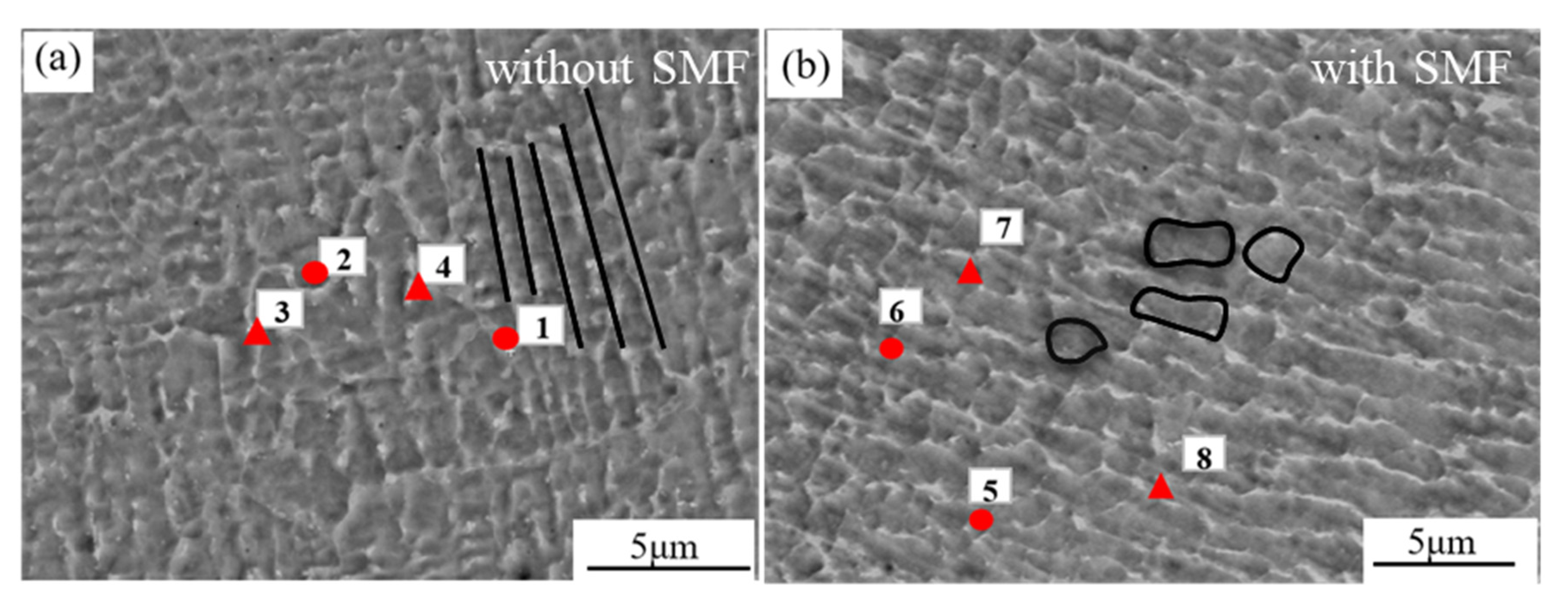
4.2. Microstructure and Laves Phase
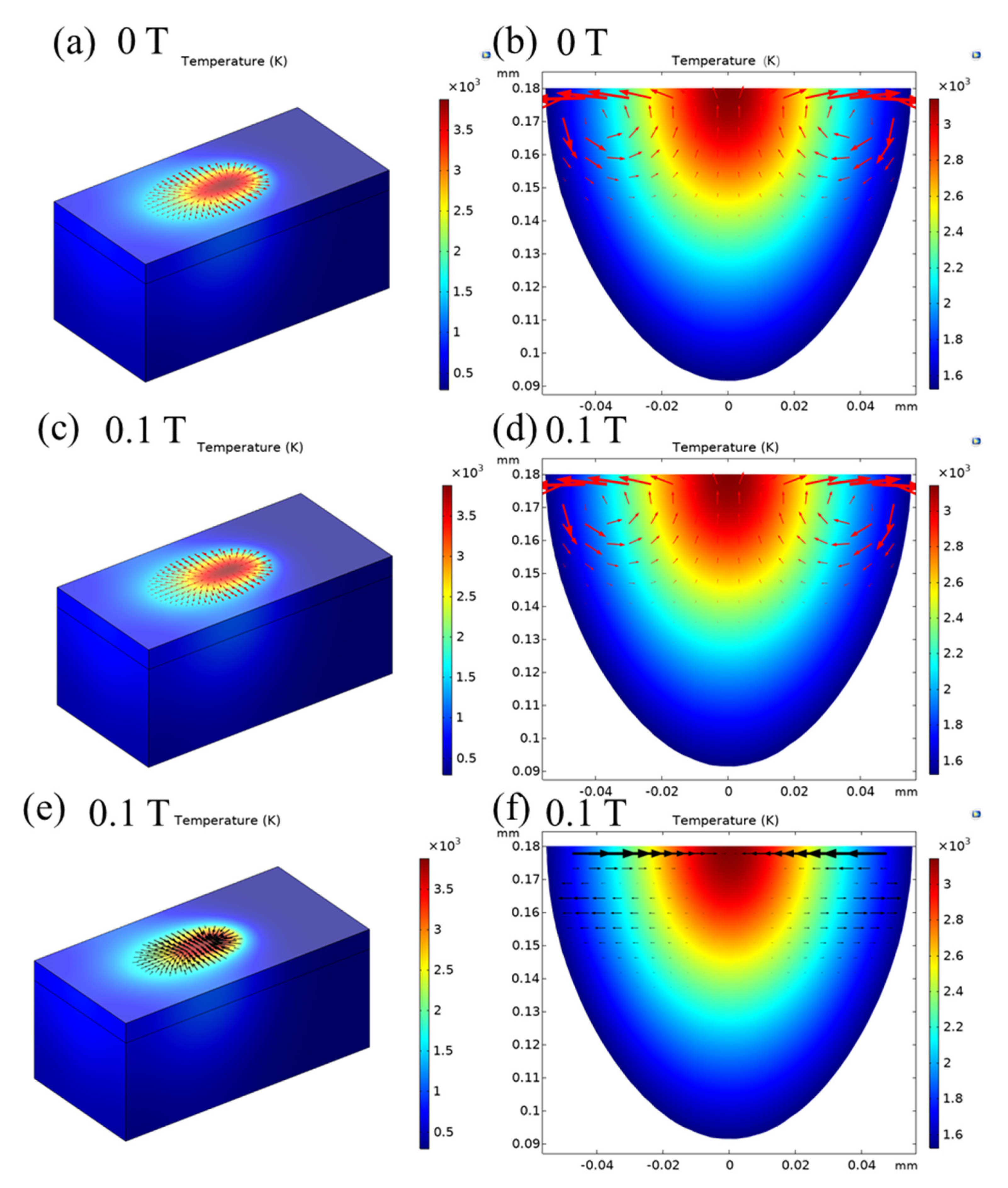
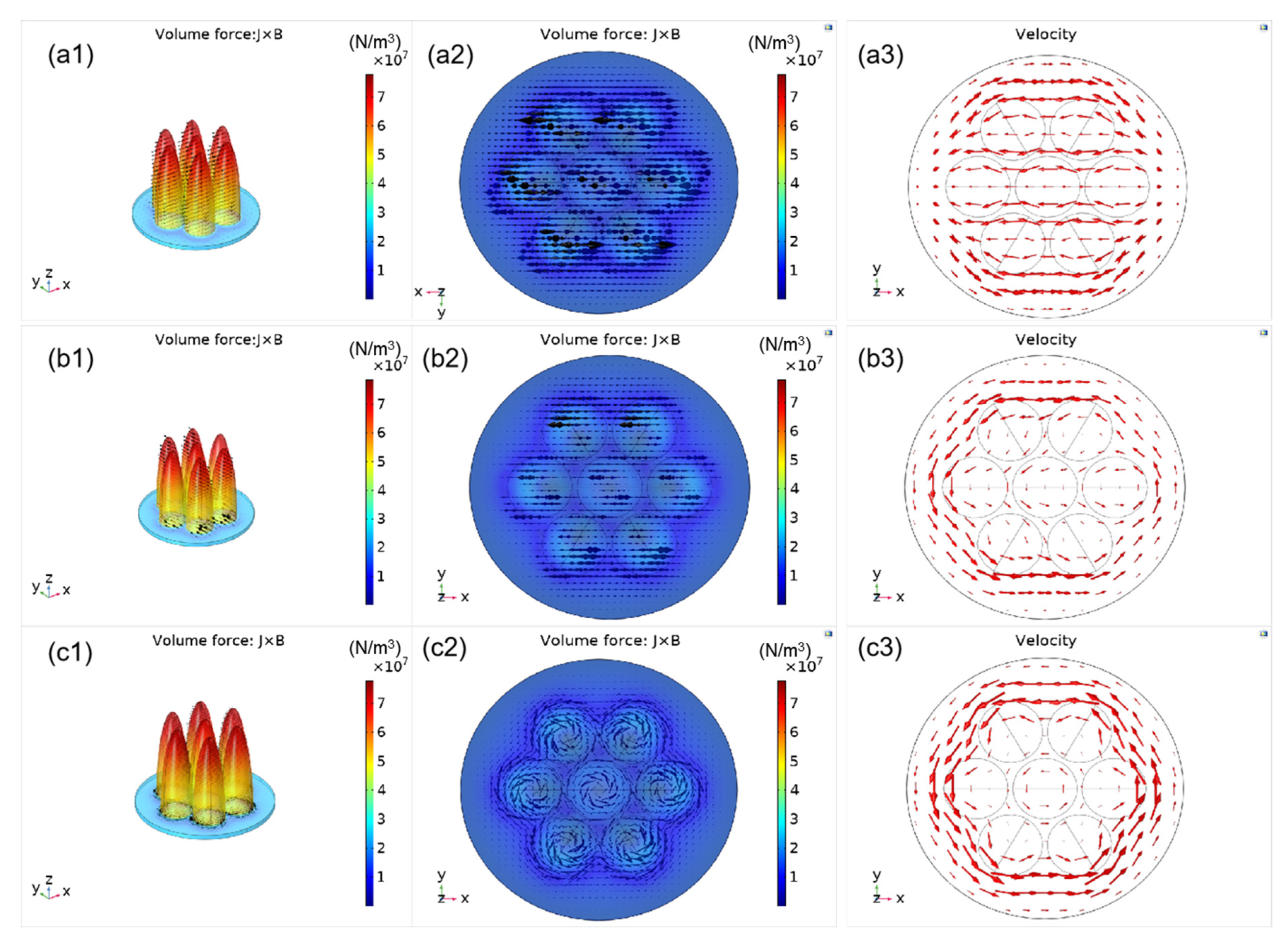
4.3. Numerical Analysis of Molten Pool Dynamics
4.4. TEMF on the Interdendritic Region
5. Conclusions
- From comparison of simulation results and experimental results, the size of the molten pool of the simulation results is in good agreement with the experimental results. Meanwhile, the dendrite size obtained in the experiment is employed for setting up the dendrite geometry in the dendrite numerical simulation;
- From the simulation results of the molten pool, the dimension of the molten pool, the flow field, and the temperature field do not have an obvious change under the influence of the Lorentz force;
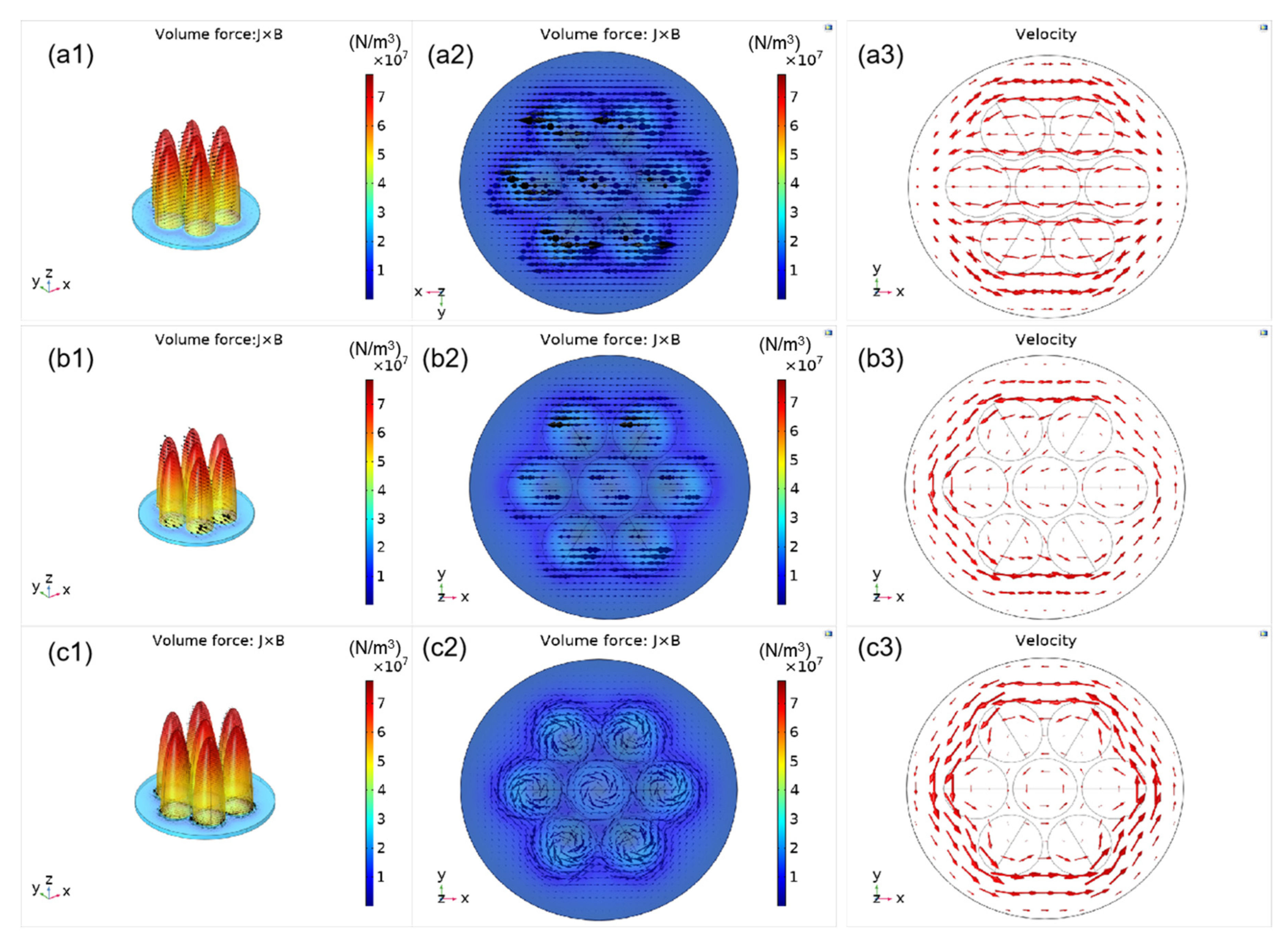
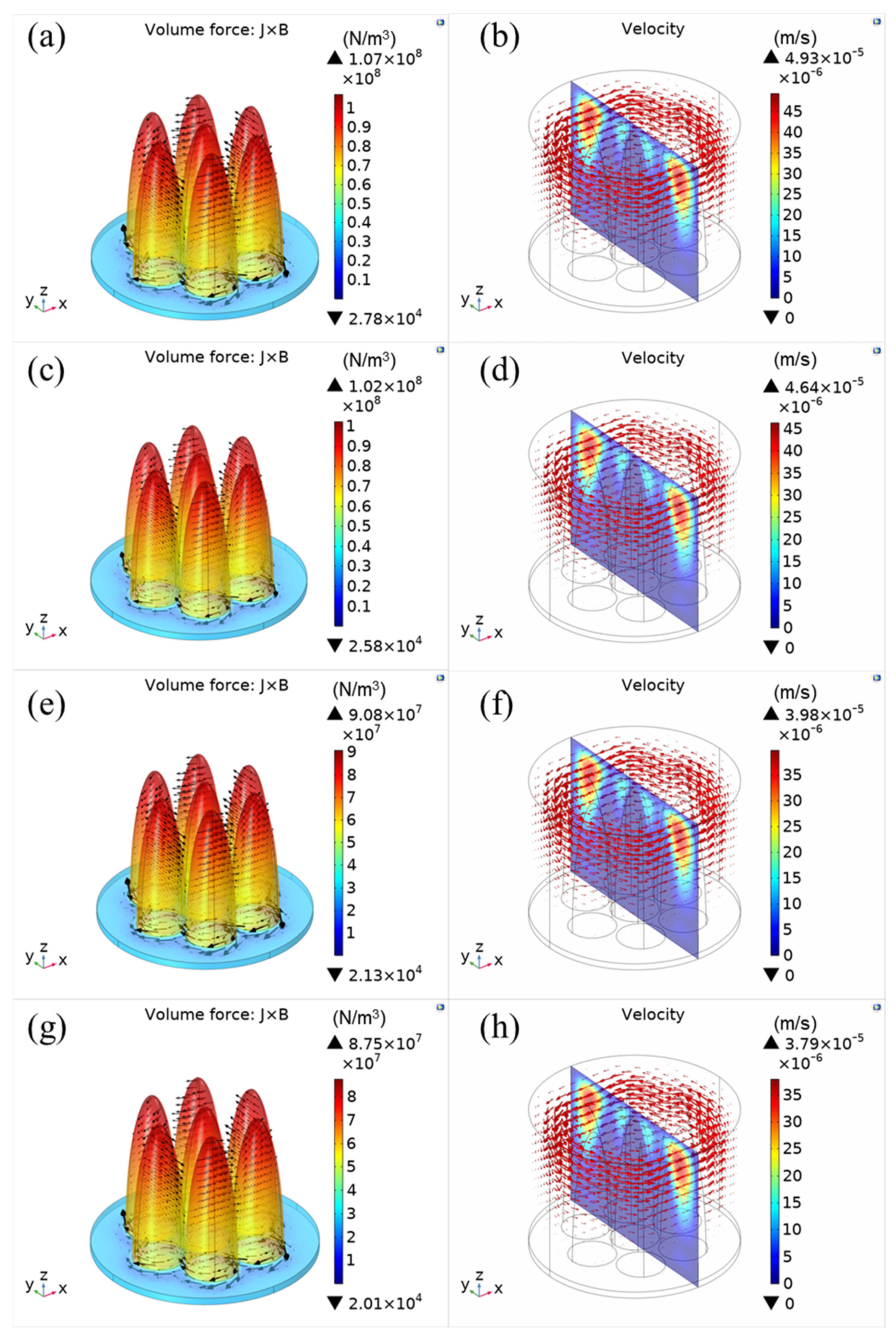
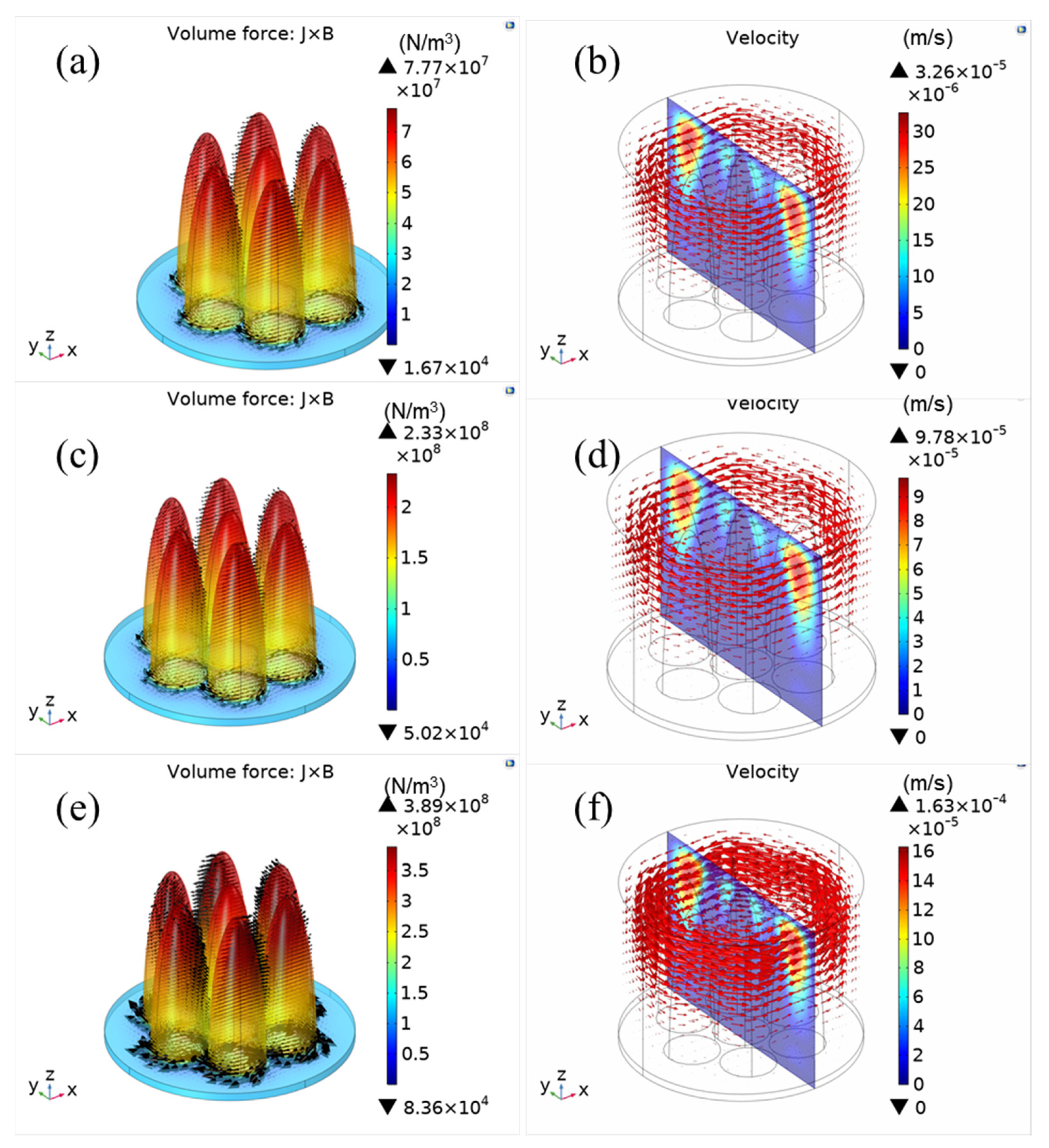
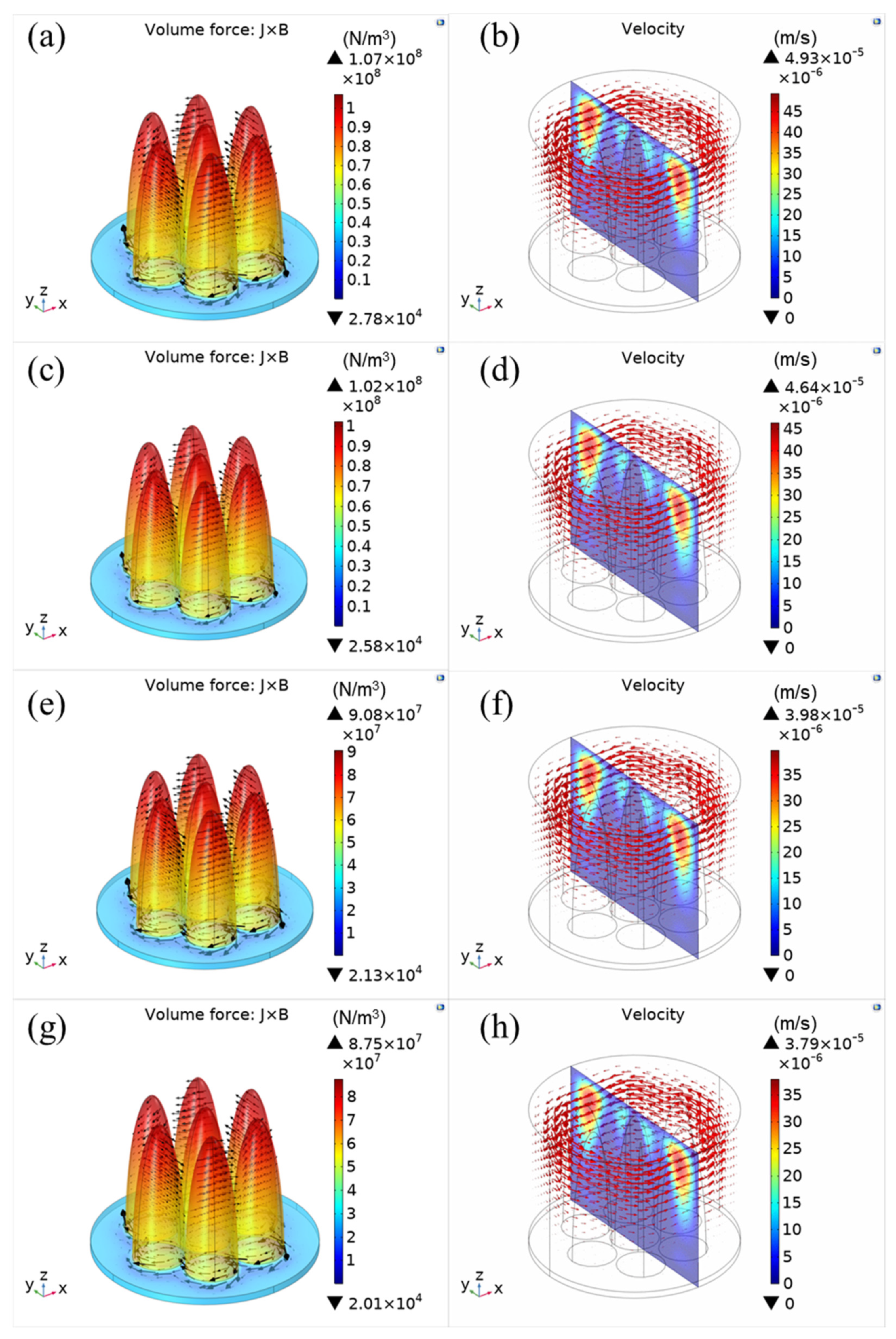
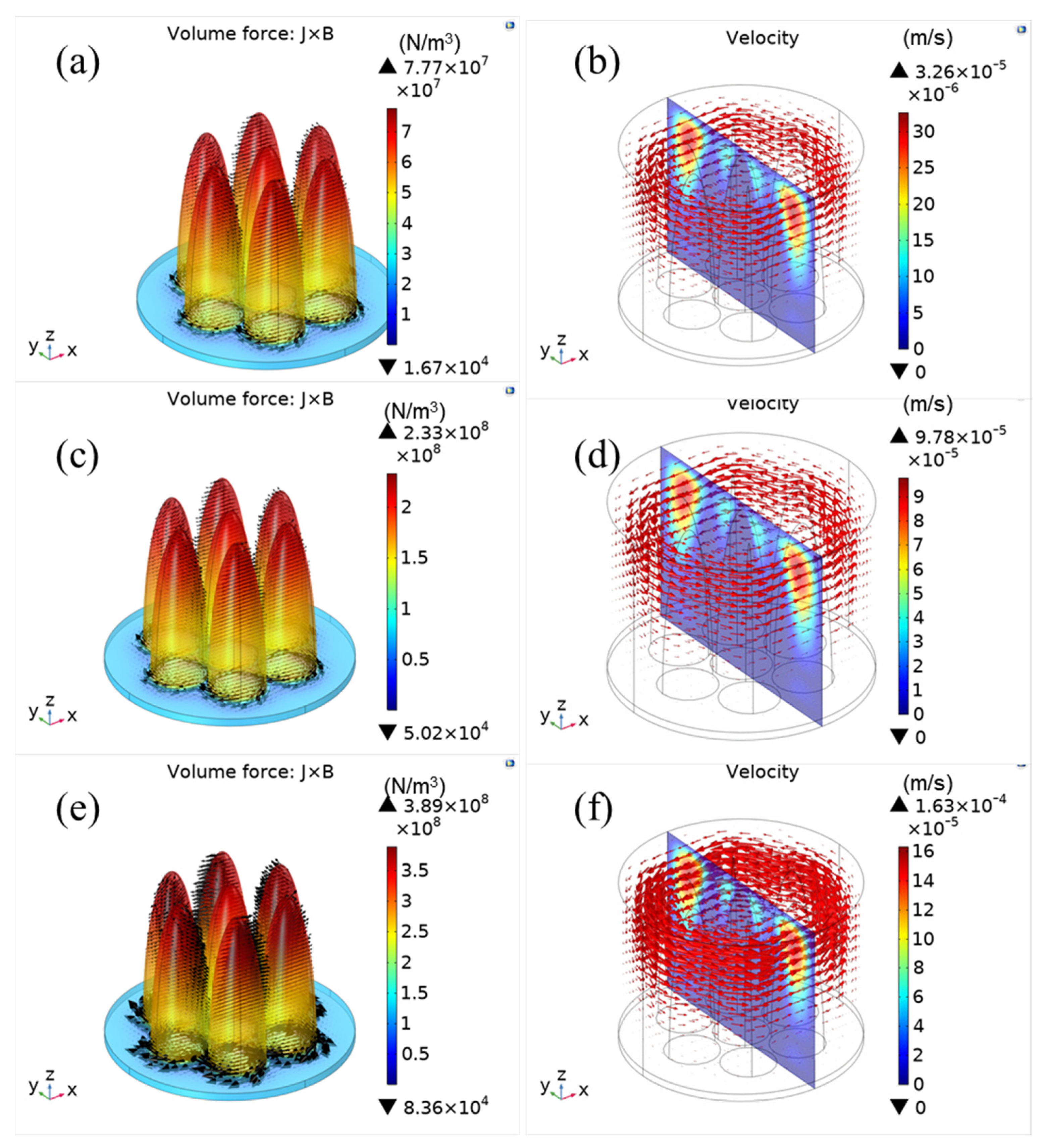
- From the simulation results of dendrites, dendrites in different areas are affected by the TEMF of different directions because the direction of the magnetic field and the TEMF is about 107~108 N/m3. Dendrites in different parameters of SLM suffered from TEMF because SLM will generate different temperature gradients. TEMF is strengthened with the increase in temperature gradient and intensity of the magnetic field;
- From the experimental results of SEM, the dendrite was broken and CET will emerge under the influence of the TEMF in the solid phase. The simulation shows that the thermoelectric current is highest at the solid–liquid interface, resulting in a maximum TEMF at the solid–liquid interface, and, as a result, this affects the dendrite morphology and promotes CET, which is also shown in the experiment results under 0.1 T;
- The distribution of the Laves phase is more uniform under a magnetic field than that without a magnetic field, since the Laves phase precipitates along the grain boundary. From the experimental results of EDS analysis, Nb precipitation reduces from 8.65% to 4.34% under an SMF of 0.1 T.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Yang, N.; Tian, Y.; Zhang, D. Novel real function based method to construct heterogeneous porous scaffolds and additive manufacturing for use in medical engineering. Med. Eng. Phys. 2015, 37, 1037–1046. [Google Scholar] [CrossRef] [PubMed]
- Barbas, A.; Bonnet, A.S.; Lipinski, P.; Pesci, R.; Dubois, G. Development and mechanical characterization of porous titanium bone substitutes. J. Mech. Behav. Biomed. Mater. 2012, 9, 34–44. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Prasad, S.V.; Asthana, R. Aluminum metal–matrix composites for automotive applications: Tribological considerations. Tribol. Lett. 2004, 17, 445–453. [Google Scholar] [CrossRef]
- Santhosh Kumar, S.; Seshu Bai, V.; Rajkumar, K.V.; Sharma, G.K.; Jayakumar, T.; Rajasekharan, T. Elastic modulus of Al–Si/SiC metal matrix composites as a function of volume fraction. J. Phys. D-Appl. Phys. 2009, 42, 175504–175513. [Google Scholar] [CrossRef]
- Kumar, S.S.; Bai, V.S.; Rajasekharan, T. Aluminum matrix composites by pressureless infiltration: The metallurgical and physical properties. J. Phys. D-Appl. Phys. 2008, 41, 169801–169808. [Google Scholar] [CrossRef]
- Cook, P.S.; Murphy, A.B. Simulation of melt pool behaviour during additive manufacturing: Underlying physics and progress. Addit. Manuf. 2020, 31, 100909. [Google Scholar] [CrossRef]
- Fisk, M.; Lundbäck, A.; Edberg, J.; Zhou, J.M. Simulation of microstructural evolution during repair welding of an IN718 plate. Finite Elem. Anal. Des. 2016, 120, 92–101. [Google Scholar] [CrossRef]
- Yu, Z.-Q.; Ma, Q.; Lin, Z.-Q. Simulation and analysis of microstructure evolution of IN718 in rotary forgings by FEM. J. Shanghai Jiao Tong Univ. 2008, 13, 721–726. [Google Scholar] [CrossRef]
- Sung, P.K.; Poirier, D.R.; Felicelli, S.D.; Poirier, E.J.; Ahmed, A. Simulations of microporosity in IN718 equiaxed investment castings. J. Cryst. Growth 2001, 226, 363–377. [Google Scholar] [CrossRef]
- Raghavan, N.; Dehoff, R.; Pannala, S.; Simunovic, S.; Kirka, M.; Turner, J.; Carlson, N.; Babu, S.S. Numerical modeling of heat-transfer and the influence of process parameters on tailoring the grain morphology of IN718 in electron beam additive manufacturing. Acta Mater. 2016, 112, 303–314. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Fan, Y.; Zhang, P.; Yin, Y.; Zhou, J. Numerical simulation and optimization of the hot isostatic pressure process of a part of aircraft structure. Procedia Manuf. 2019, 37, 138–145. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Williams, H.; Yang, E.; Alghamdi, A.; Lozanovski, B.; Zhang, X.; Shidid, D.; Farahbod-Sternahl, L.; Witt, G.; et al. Inconel 625 lattice structures manufactured by selective laser melting (SLM): Mechanical properties, deformation and failure modes. Mater. Des. 2018, 157, 179–199. [Google Scholar] [CrossRef]
- Yan, X.; Gao, S.; Chang, C.; Huang, J.; Khanlari, K.; Dong, D.; Ma, W.; Fenineche, N.; Liao, H.; Liu, M. Effect of building directions on the surface roughness, microstructure, and tribological properties of selective laser melted Inconel 625. J. Mater. Process. Technol. 2021, 288, 116878. [Google Scholar] [CrossRef]
- Cao, M.; Zhang, D.; Gao, Y.; Chen, R.; Huang, G.; Feng, Z.; Poprawe, R.; Schleifenbaum, J.H.; Ziegler, S. The effect of homogenization temperature on the microstructure and high temperature mechanical performance of SLM-fabricated IN718 alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 801, 140427. [Google Scholar] [CrossRef]
- Yang, J.; Li, F.; Pan, A.; Yang, H.; Zhao, C.; Huang, W.; Wang, Z.; Zeng, X.; Zhang, X. Microstructure and grain growth direction of SRR99 single-crystal superalloy by selective laser melting. J. Alloy. Compd. 2019, 808, 151740. [Google Scholar] [CrossRef]
- Wang, J.; Fautrelle, Y.; Ren, Z.; Nguyen-Thi, H.; Salloum Abou Jaoude, G.; Reinhart, G.; Mangelinck-Noël, N.; Kaldre, I. Thermoelectric magnetic flows in melt during directional solidification. Appl. Phys. Lett. 2014, 104, 121916. [Google Scholar]
- Li, X.; Ren, Z.; Fautrelle, Y. Effect of an axial high magnetic field on the microstructure in directionally solidified Pb–Sn eutectic alloy. J. Cryst. Growth 2008, 310, 3584–3589. [Google Scholar] [CrossRef]
- Wang, J.; Ren, Z.; Fautrelle, Y.; Li, X.; Nguyen-Thi, H.; Mangelinck-Noel, N.; Jaoude, G.S.A.; Zhong, Y.; Kaldre, I.; Bojarevics, A. Modification of liquid/solid interface shape in directionally solidifying Al–Cu alloys by a transverse magnetic field. J. Mater. Sci. 2012, 48, 213–219. [Google Scholar] [CrossRef] [Green Version]
- Kang, N.; Yuan, H.; Coddet, P.; Ren, Z.; Bernage, C.; Liao, H.; Coddet, C. On the texture, phase and tensile properties of commercially pure Ti produced via selective laser melting assisted by static magnetic field. Mater. Sci. Eng. C-Mater. Biol. Appl. 2017, 70, 405–407. [Google Scholar] [CrossRef]
- Sansan, S.; Xin, L.; Wuquan, X.; Jianbo, Y.; Jiang, W.; Zhongming, R. Effect of Transverse Static Magnetic Field on Microstructure of Al-12%Si Alloys Fabricated by Powder-Blow Additive Manufacturing. Acta Metall. Sin. 2018, 54, 918–926. [Google Scholar]
- Nie, J.; Chen, C.; Shuai, S.; Liu, X.; Zhao, R.; Wang, J.; Liao, H.; Ren, Z. Effect of Static Magnetic Field on the Evolution of Residual Stress and Microstructure of Laser Remelted Inconel 718 Superalloy. J. Therm. Spray Technol. 2020, 29, 1410–1423. [Google Scholar] [CrossRef]
- Du, D.; Haley, J.C.; Dong, A.; Fautrelle, Y.; Shu, D.; Zhu, G.; Li, X.; Sun, B.; Lavernia, E.J. Influence of static magnetic field on microstructure and mechanical behavior of selective laser melted AlSi10Mg alloy. Mater. Des. 2019, 181, 107923. [Google Scholar] [CrossRef]
- Mukherjee, T.; Wei, H.L.; De, A.; Debroy, T. Heat and fluid flow in additive manufacturing—Part I: Modeling of powder bed fusion. Comput. Mater. Sci. 2018, 150, 304–313. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.; Zhang, P.; Liu, Z.; Feng, Z.; Wang, C.; Guoa, Y. Thermofluid field of molten pool and its effects during selective laser melting (SLM) of Inconel 718 alloy. Addit. Manuf. 2018, 21, 567–578. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, Y.; Rani Kasinathan, A.; Imani Shahabad, S.; Ali, U.; Mahmoodkhani, Y.; Toyserkani, E. 3-Dimensional heat transfer modeling for laser powder-bed fusion additive manufacturing with volumetric heat sources based on varied thermal conductivity and absorptivity. Opt. Laser Technol. 2019, 109, 297–312. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Thermal behavior and densification mechanism during selective laser melting of copper matrix composites: Simulation and experiments. Mater. Des. 2014, 55, 482–491. [Google Scholar] [CrossRef]
- Xiao, B.; Zhang, Y. Marangoni and Buoyancy Effects on Direct Metal Laser Sintering with a Moving Laser Beam. Numer. Heat Tranf. A-Appl. 2007, 51, 715–733. [Google Scholar] [CrossRef]
- Alhendal, Y.; Turan, A.; Aly, W.I.A. VOF simulation of marangoni flow of gas bubbles in 2D-axisymmetric column. Procedia Comput. Sci. 2010, 1, 673–680. [Google Scholar] [CrossRef]
- Kao, A. Analytic Solutions to Determine Critical Magnetic Fields for Thermoelectric Magnetohydrodynamics in Alloy Solidification. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2015, 46, 4215–4233. [Google Scholar] [CrossRef] [Green Version]
- Weichao, D.; Sanping, L.; Dianzhong, L.; Yiyi, L. Numerical simulation of effects of the minor active-element oxygen on the Marangoni convection and the weld shape. Acta Metall. Sin. 2008, 44, 249–256. [Google Scholar]
- Lee, Y.S.; Zhang, W. Modeling of heat transfer, fluid flow and solidification microstructure of nickel-base superalloy fabricated by laser powder bed fusion. Addit. Manuf. 2016, 12, 178–188. [Google Scholar] [CrossRef] [Green Version]
- Manvatkar, V.; De, A.; Debroy, T. Spatial variation of melt pool geometry, peak temperature and solidification parameters during laser assisted additive manufacturing process. Mater. Sci. Technol. 2014, 31, 924–930. [Google Scholar] [CrossRef]
- Debroy, T.; David, S.A. Physical processes in fusion welding. Rev. Mod. Phys. 1995, 67, 85–112. [Google Scholar] [CrossRef]
- Mukherjee, T.; Manvatkar, V.; De, A.; Debroy, T. Dimensionless numbers in additive manufacturing. J. Appl. Phys. 2017, 121, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Mukherjee, T.; Zuback, J.S.; Zhang, W.; Debroy, T. Residual stresses and distortion in additively manufactured compositionally graded and dissimilar joints. Comput. Mater. Sci. 2018, 143, 325–337. [Google Scholar] [CrossRef]
- Arısoy, Y.M.; Criales, L.E.; Özel, T. Modeling and simulation of thermal field and solidification in laser powder bed fusion of nickel alloy IN625. Opt. Laser Technol. 2019, 109, 278–292. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Özel, T. Sensitivity analysis of material and process parameters in finite element modeling of selective laser melting of Inconel 625. Int. J. Adv. Manuf. Technol. 2016, 86, 2653–2666. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Unit |
| Density ρ | 8440 | kg/m3 |
| Solidus temperature Ts | 1528 | K |
| Liquidus temperature Tl | 1610 | K |
| Latent heat of fusion ΔHv | 227,000 | J/kg |
| Thermal conductivity in solid-state ks | 5.331 + 0.015 × T | W/(m·K) |
| Thermal conductivity in liquid state kl | 30.05 | W/(m·K) |
| Electrical conductivity in solid-state σs | 0.75 × 106 | Ώ−1·m−1 |
| Electrical conductivity in liquid stat σl | 0.67 × 106 | Ώ−1·m−1 |
| Specific heat capacity in solid Cp(Ts) | 600 | J/(kg·K) |
| Specific heat capacity in liquid Cp(Tl) | 775 | J/(kg·K) |
| dγ/dt | −0.1 × 10−3 | N/(m·K) |
| Radiation emissivity ε | 0.7 | 1 |
| Viscosity μ | 0.2 − 2.7 × 10−4 × T + 7.8 × 10 − 8 × T2 | Pa·s |
| Seebeck coefficient in solid Ss | −10.95 | μV/K |
| Seebeck coefficient in liquid Sl | −16 | μV/K |
| Magnetic Field | Dimension | Experiment | Simulation | Error |
|---|---|---|---|---|
| 0 T | Width | 89 ± 4 μm | 93 μm | 4.5% |
| Depth | 79 ± 3 μm | 85 μm | 7.6% | |
| 0.1 T | Width | 91 ± 5 μm | 94 μm | 3.3% |
| Depth | 82 ± 3 μm | 85 μm | 3.7% |
| Magnetic Field | 0 T | 0.1 T | ||||||
|---|---|---|---|---|---|---|---|---|
| Component | Matrix | Laves | Matrix | Laves | ||||
| Spectrum Label | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| C | 8.06 | 5.86 | 11.56 | 11.30 | 4.89 | 5.11 | 8.39 | 7.72 |
| Si | 0.70 | 0.00 | 1.21 | 0.89 | 0.62 | 0.61 | 0.75 | 0.72 |
| Cr | 20.64 | 21.28 | 18.30 | 18.41 | 20.84 | 20.73 | 19.46 | 19.81 |
| Ni | 58.40 | 61.69 | 52.40 | 51.86 | 61.37 | 61.83 | 57.25 | 58.40 |
| Nb | 3.38 | 2.81 | 6.37 | 8.65 | 3.58 | 3.46 | 5.00 | 4.34 |
| Mo | 8.82 | 8.37 | 10.17 | 8.88 | 8.70 | 8.25 | 9.15 | 9.00 |
| Total | 100.00 | 100.00 | 100.00 | 100.00 | 100.00 | 100 | 100.00 | 100.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, W.; Yu, S.; Chen, C.; Shi, L.; Xu, S.; Shuai, S.; Hu, T.; Liao, H.; Wang, J.; Ren, Z. Effects of Static Magnetic Field on the Microstructure of Selective Laser Melted Inconel 625 Superalloy: Numerical and Experiment Investigations. Metals 2021, 11, 1846. https://doi.org/10.3390/met11111846
Zhu W, Yu S, Chen C, Shi L, Xu S, Shuai S, Hu T, Liao H, Wang J, Ren Z. Effects of Static Magnetic Field on the Microstructure of Selective Laser Melted Inconel 625 Superalloy: Numerical and Experiment Investigations. Metals. 2021; 11(11):1846. https://doi.org/10.3390/met11111846
Chicago/Turabian StyleZhu, Wanli, Sheng Yu, Chaoyue Chen, Ling Shi, Songzhe Xu, Sansan Shuai, Tao Hu, Hanlin Liao, Jiang Wang, and Zhongming Ren. 2021. "Effects of Static Magnetic Field on the Microstructure of Selective Laser Melted Inconel 625 Superalloy: Numerical and Experiment Investigations" Metals 11, no. 11: 1846. https://doi.org/10.3390/met11111846
APA StyleZhu, W., Yu, S., Chen, C., Shi, L., Xu, S., Shuai, S., Hu, T., Liao, H., Wang, J., & Ren, Z. (2021). Effects of Static Magnetic Field on the Microstructure of Selective Laser Melted Inconel 625 Superalloy: Numerical and Experiment Investigations. Metals, 11(11), 1846. https://doi.org/10.3390/met11111846