
Production of Ti–1.5Al–1Mn Titanium Alloy Butt Joints by Friction Stir Welding

 , , and
, , and 
Abstract
:1. Introduction
2. Experimental Procedure
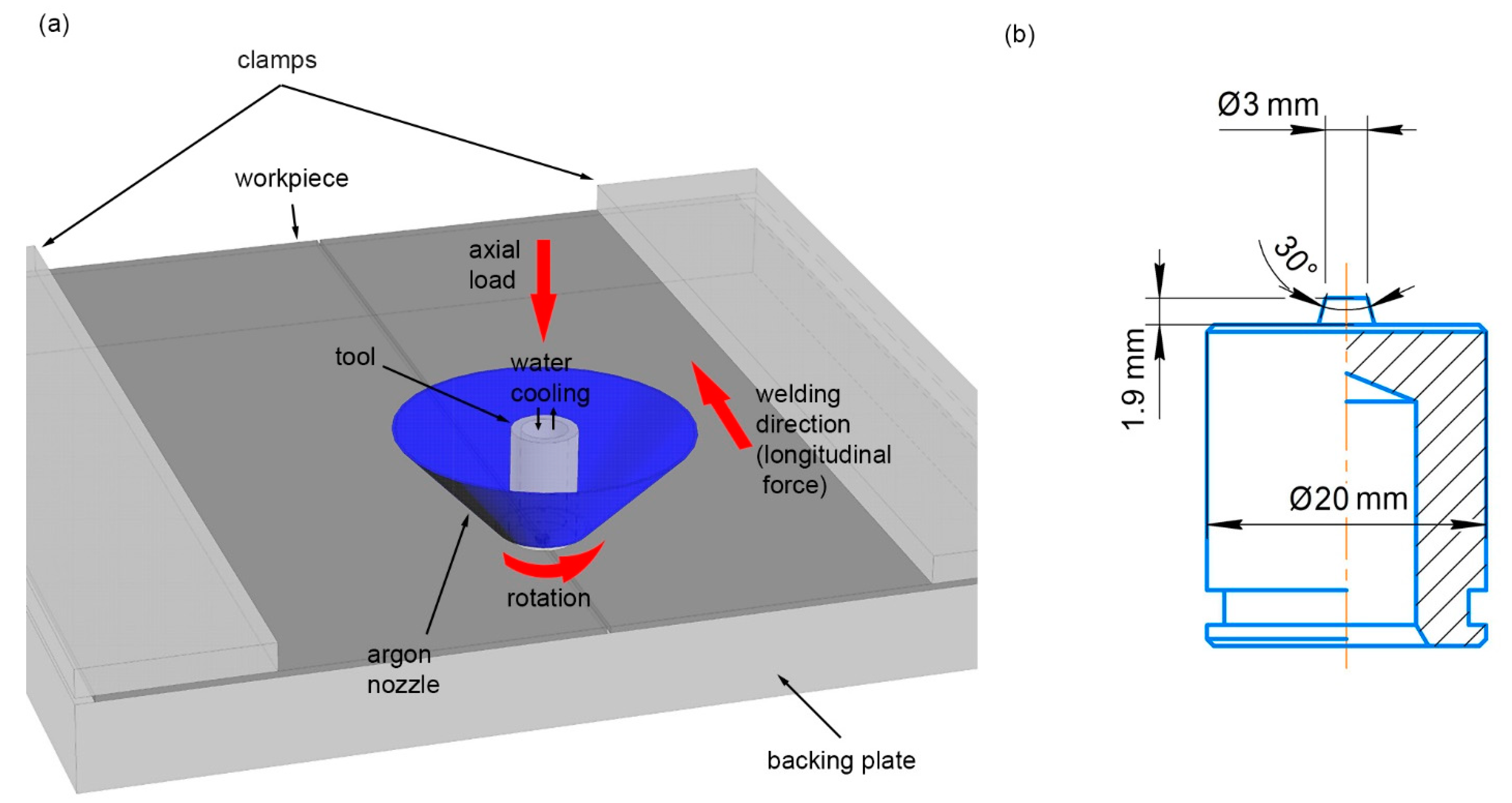
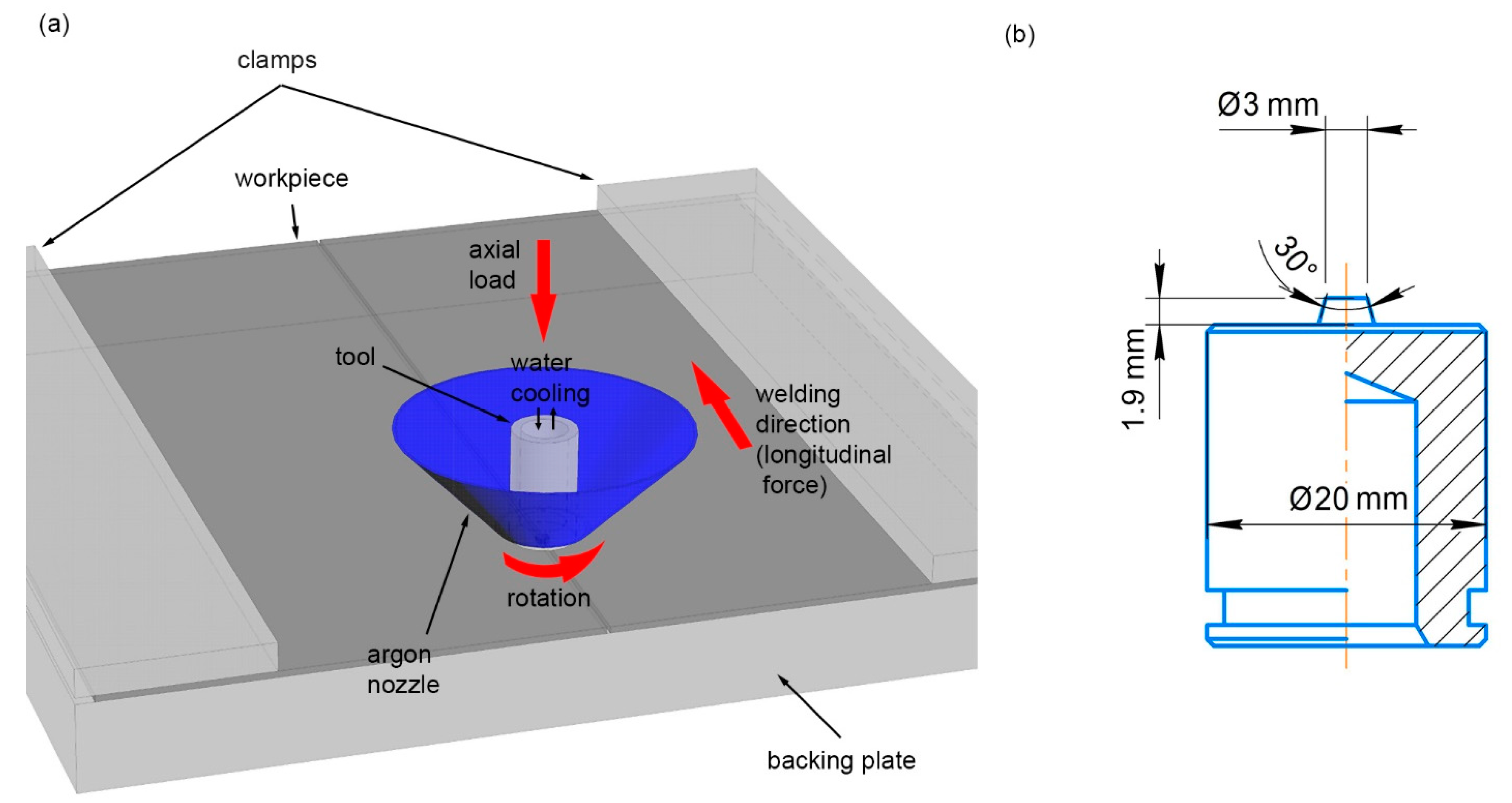
2.1. Materials and Experimental Set-Up
2.2. Methods of Testing
3. Results and Discussion
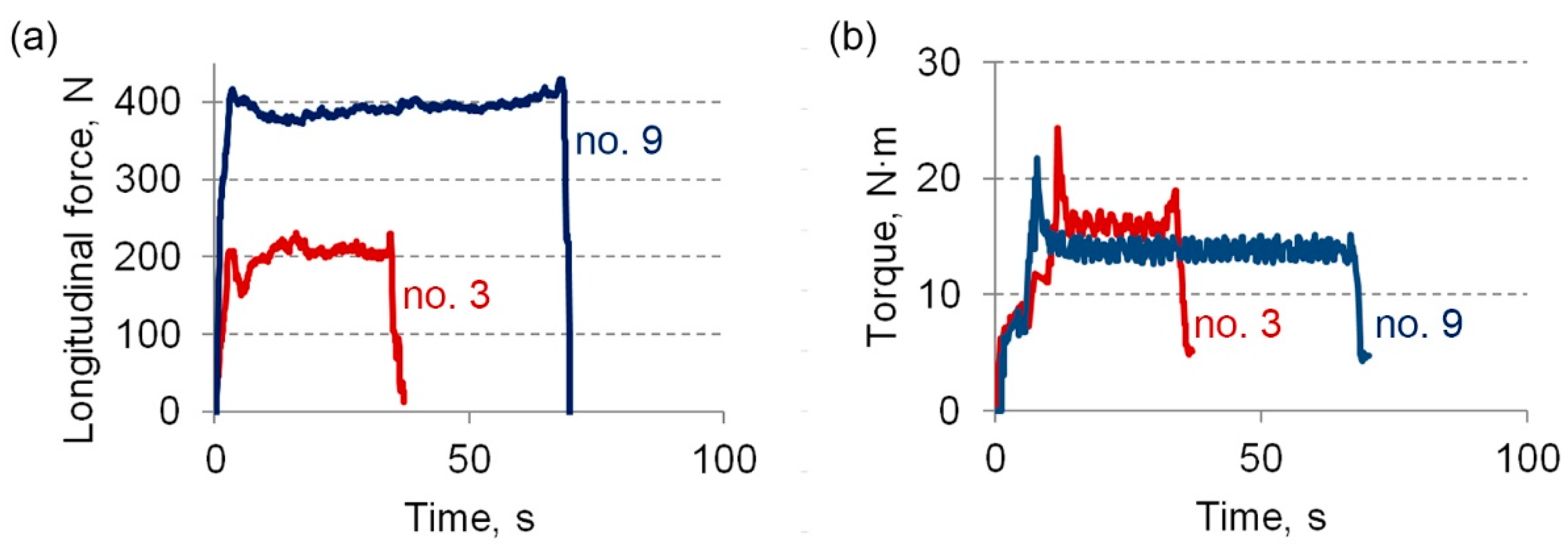
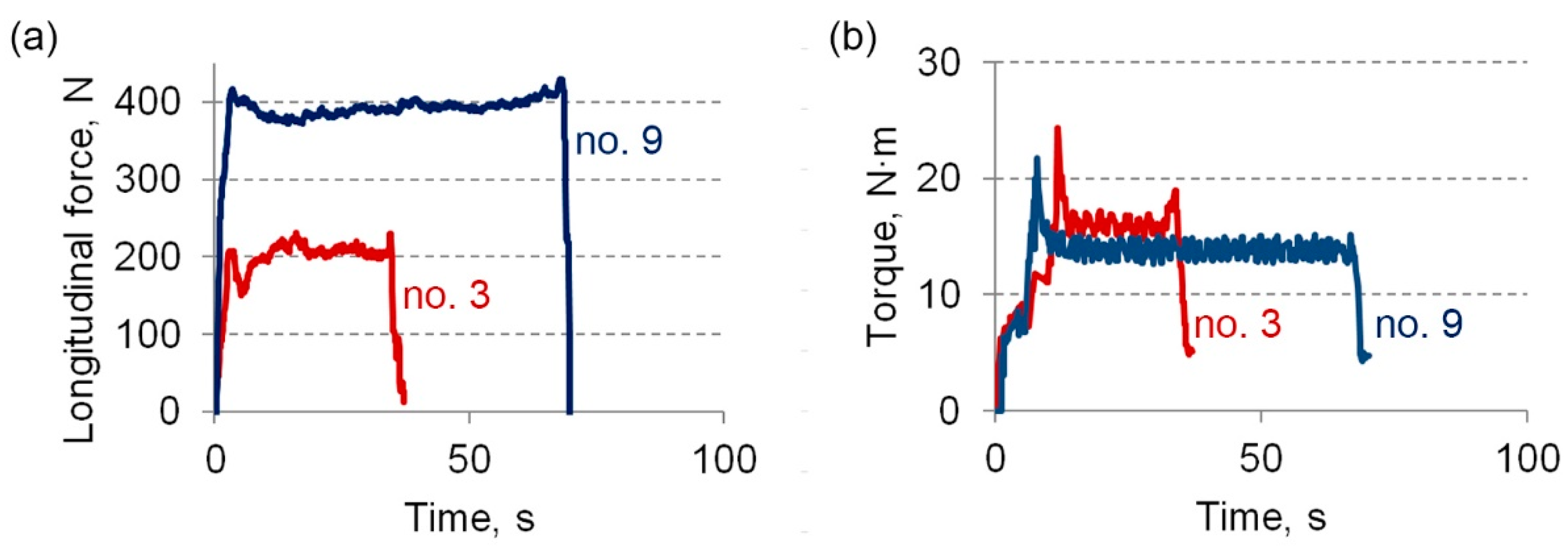
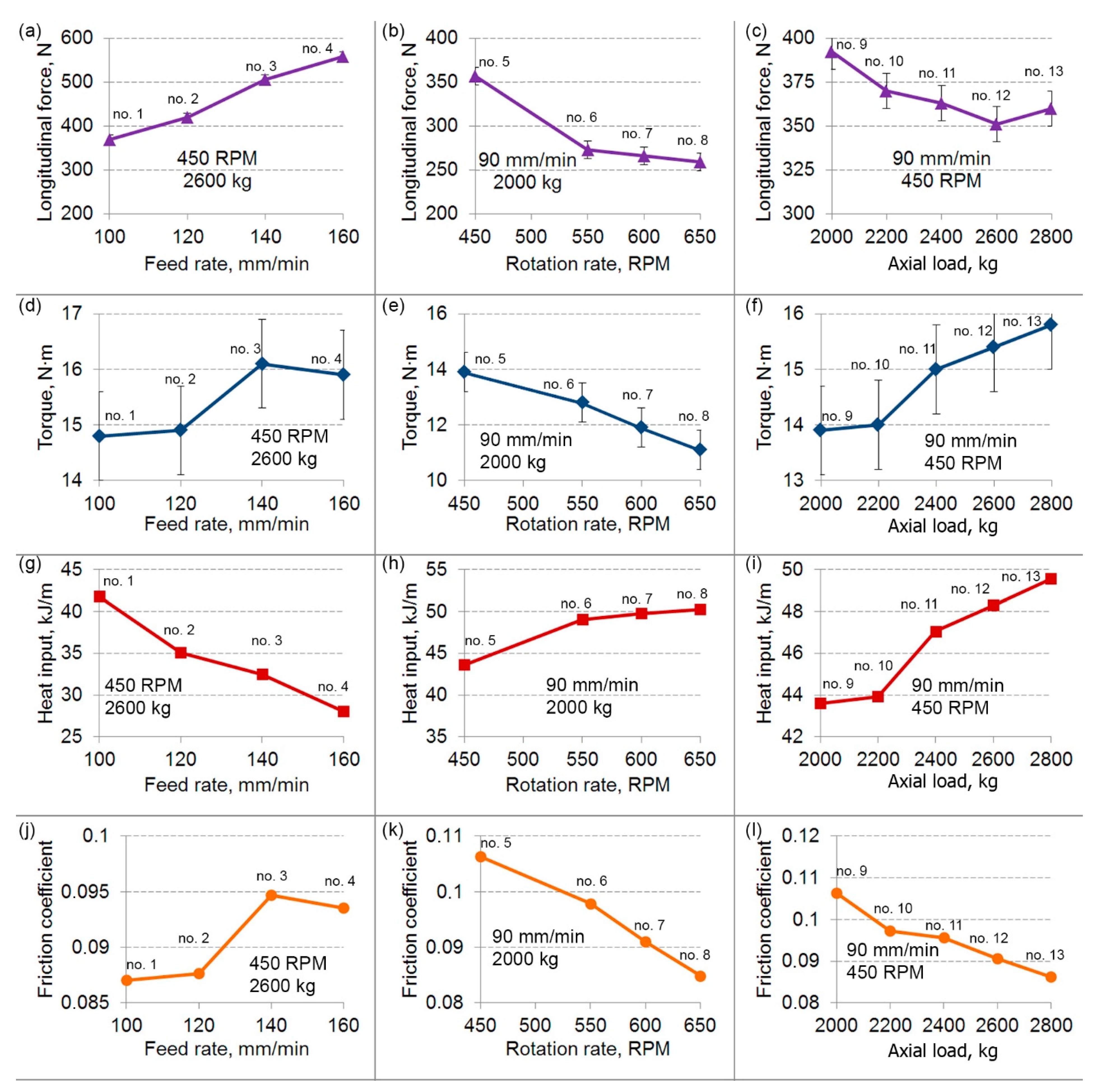
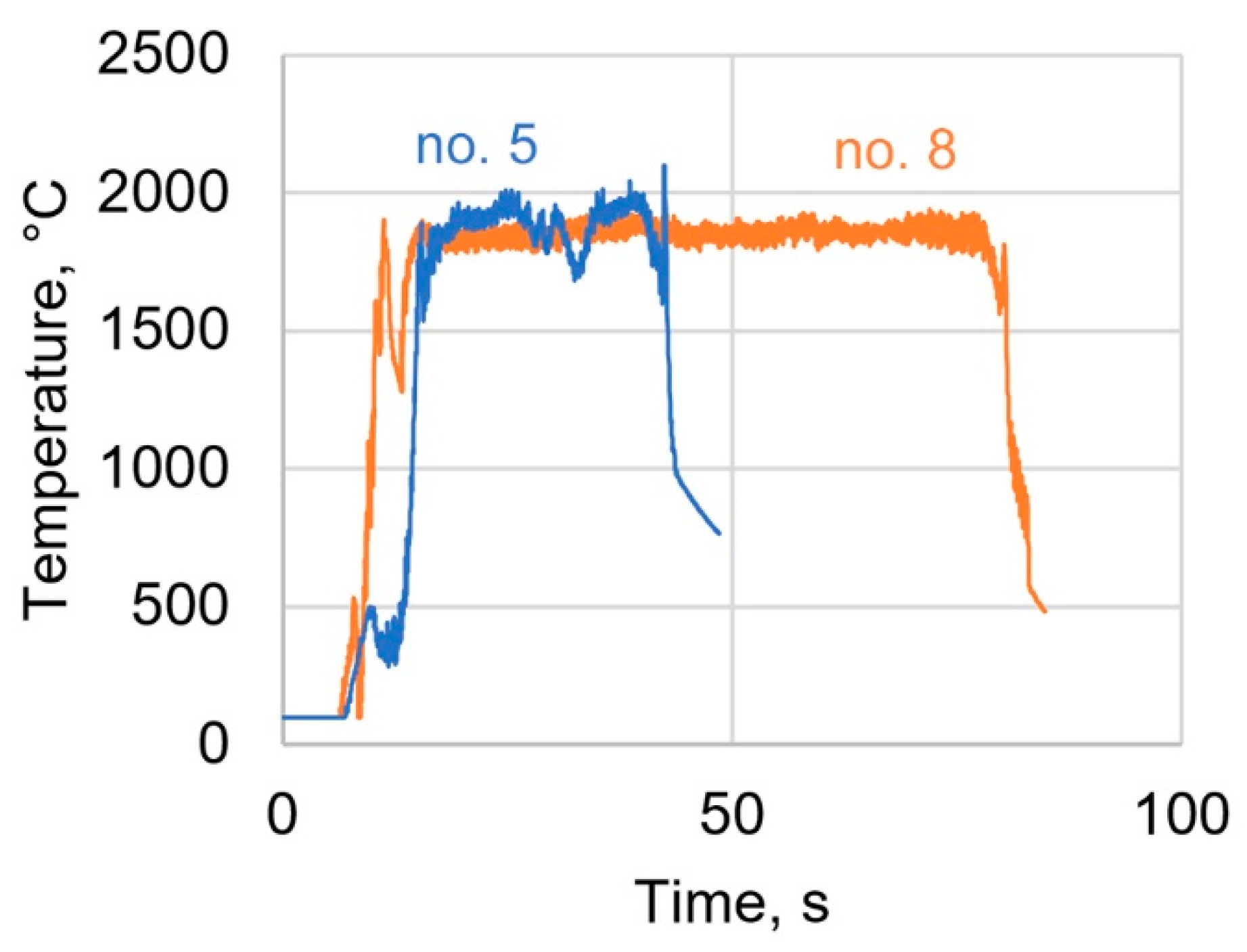
3.1. Influence of Process Parameters on the Welding Process
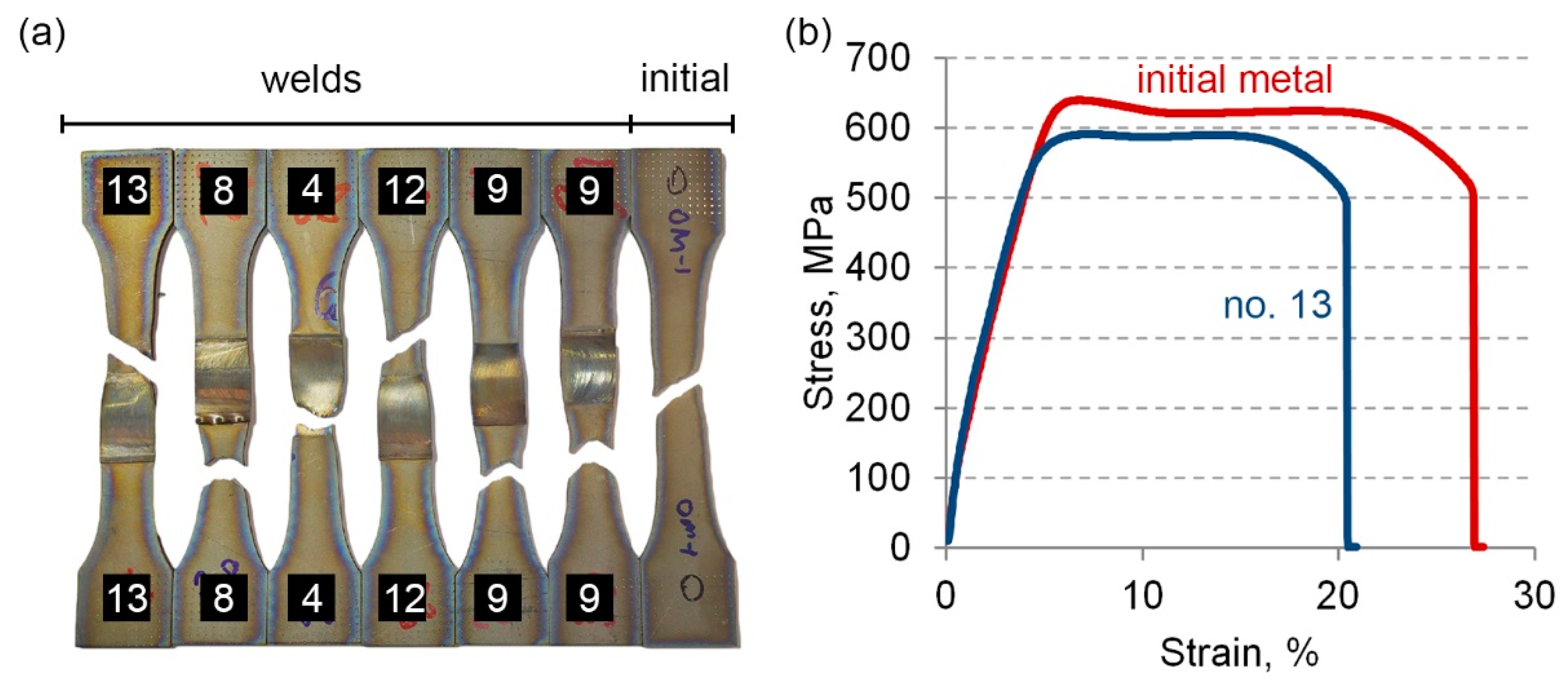
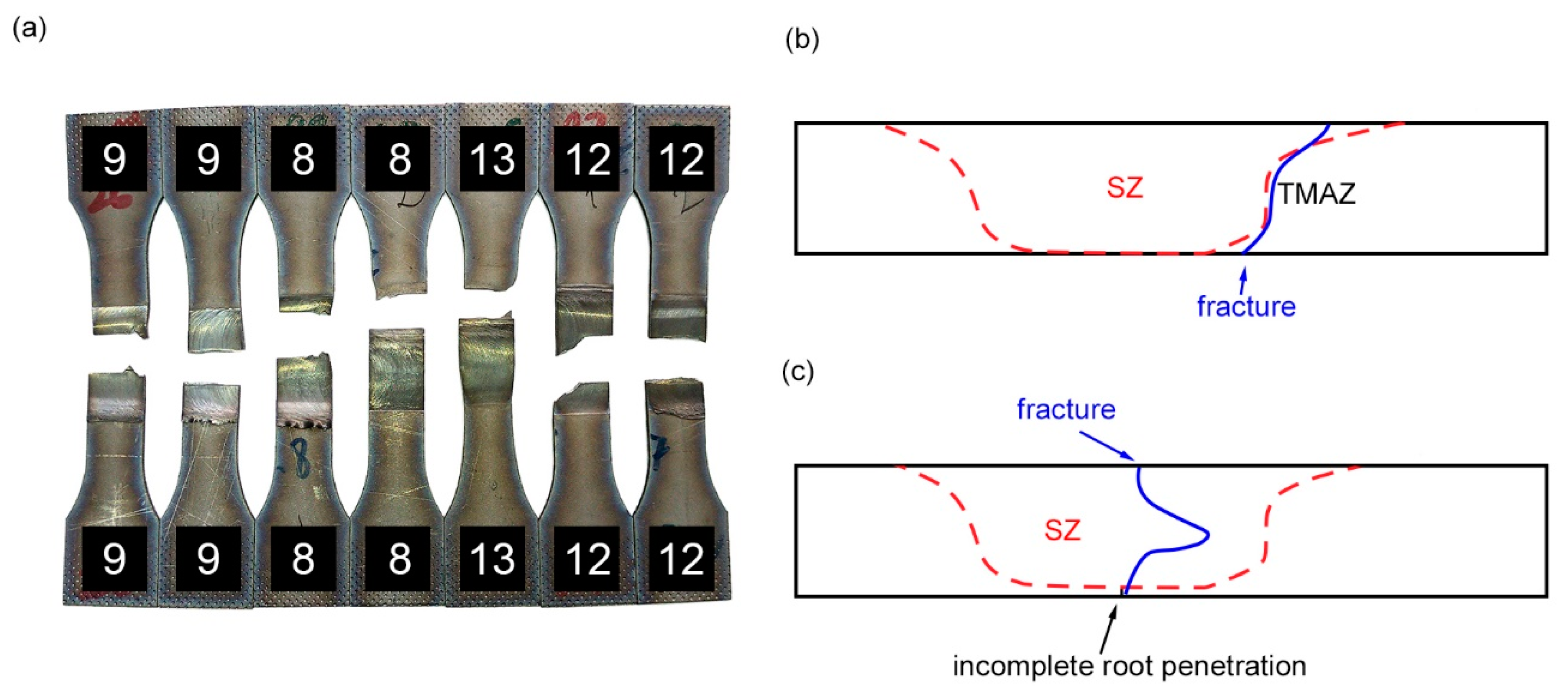
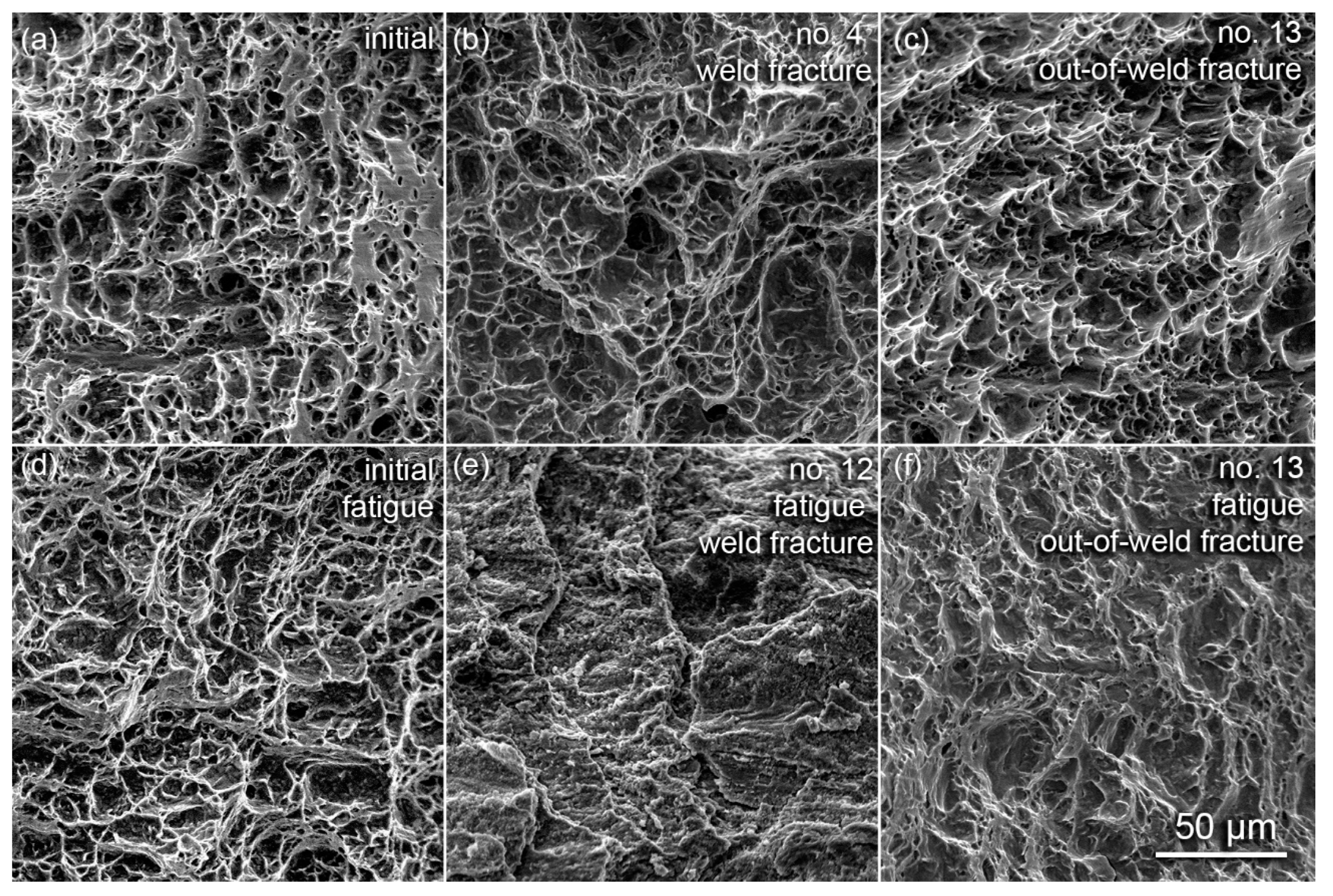
3.2. Mechanical Properties
3.3. Macro- and Microstructure of Welds
4. Conclusions
- -
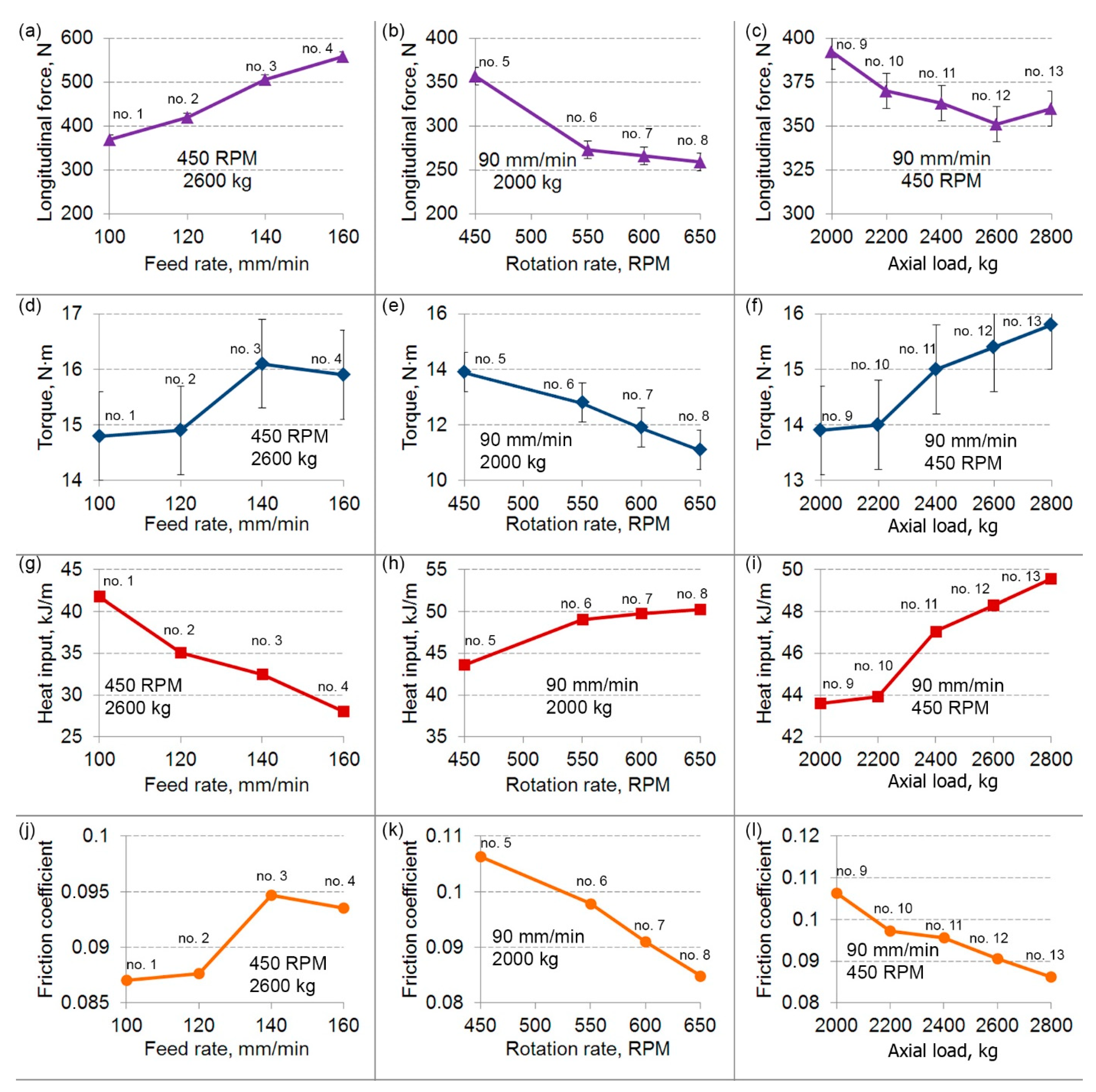
- The fundamental role of the axial load in friction stir welding was shown. With load increasing to a certain value, the heat input increased and the friction coefficient decreased. In so doing, the torque increased, since the mass transfer grew due to higher adhesion.
- -
- A joint with 92% of the strength of the base metal was first obtained for 2 mm-thick Ti–1.5Al–1Mn titanium alloy. The fatigue durability of the best specimen was statistically equivalent to that of the base metal.
- -
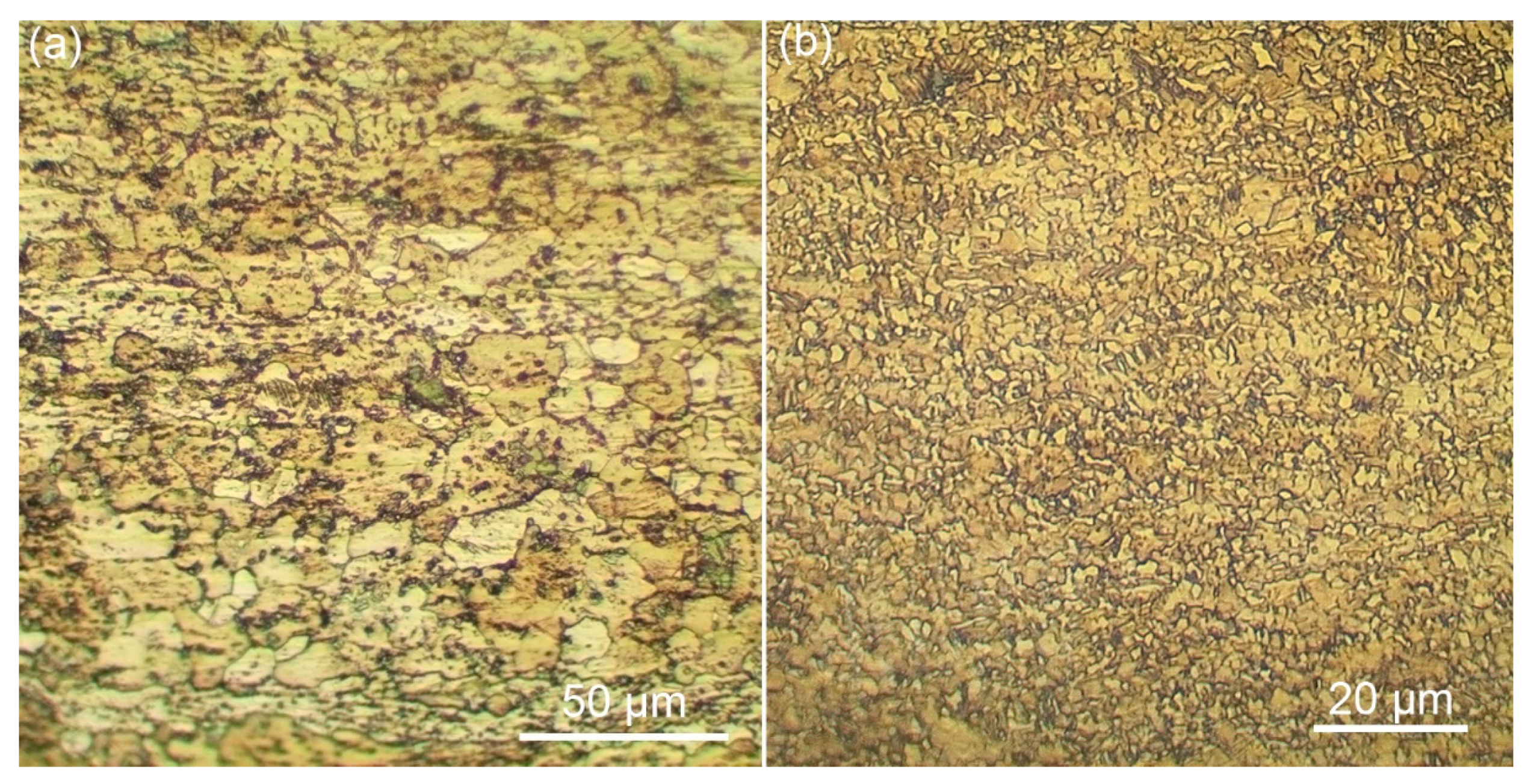
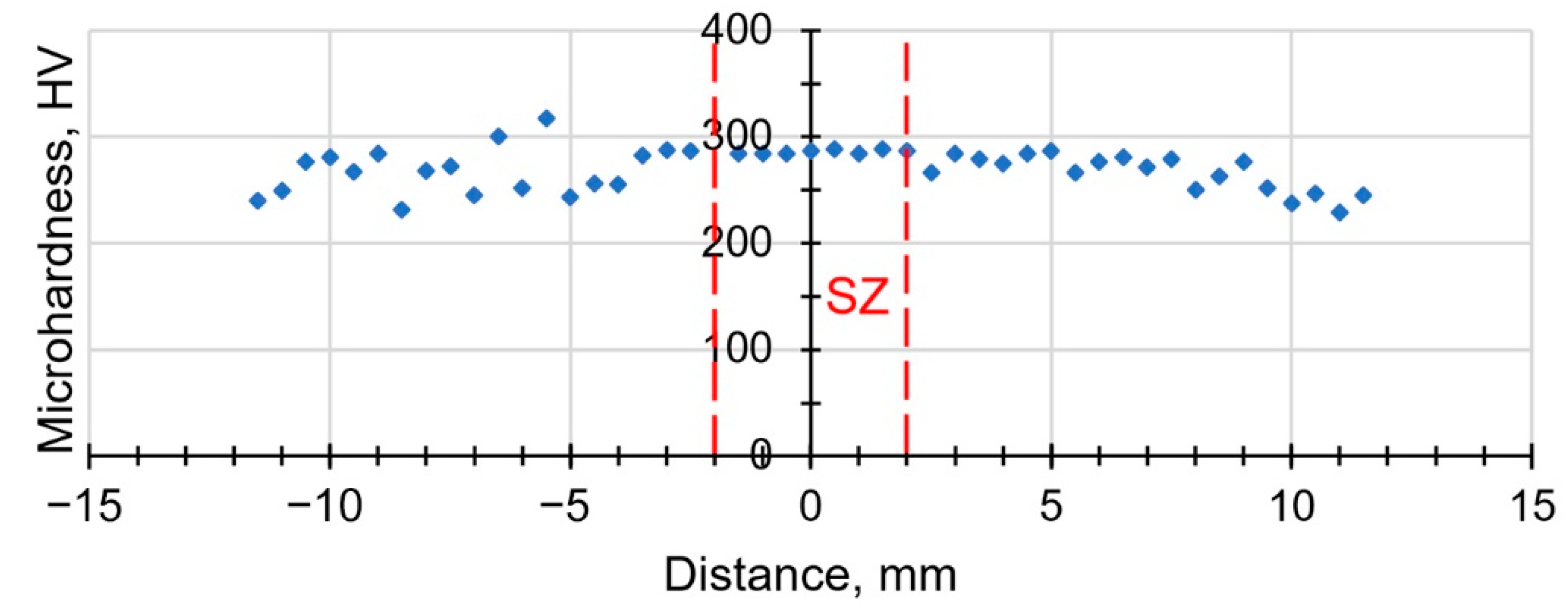
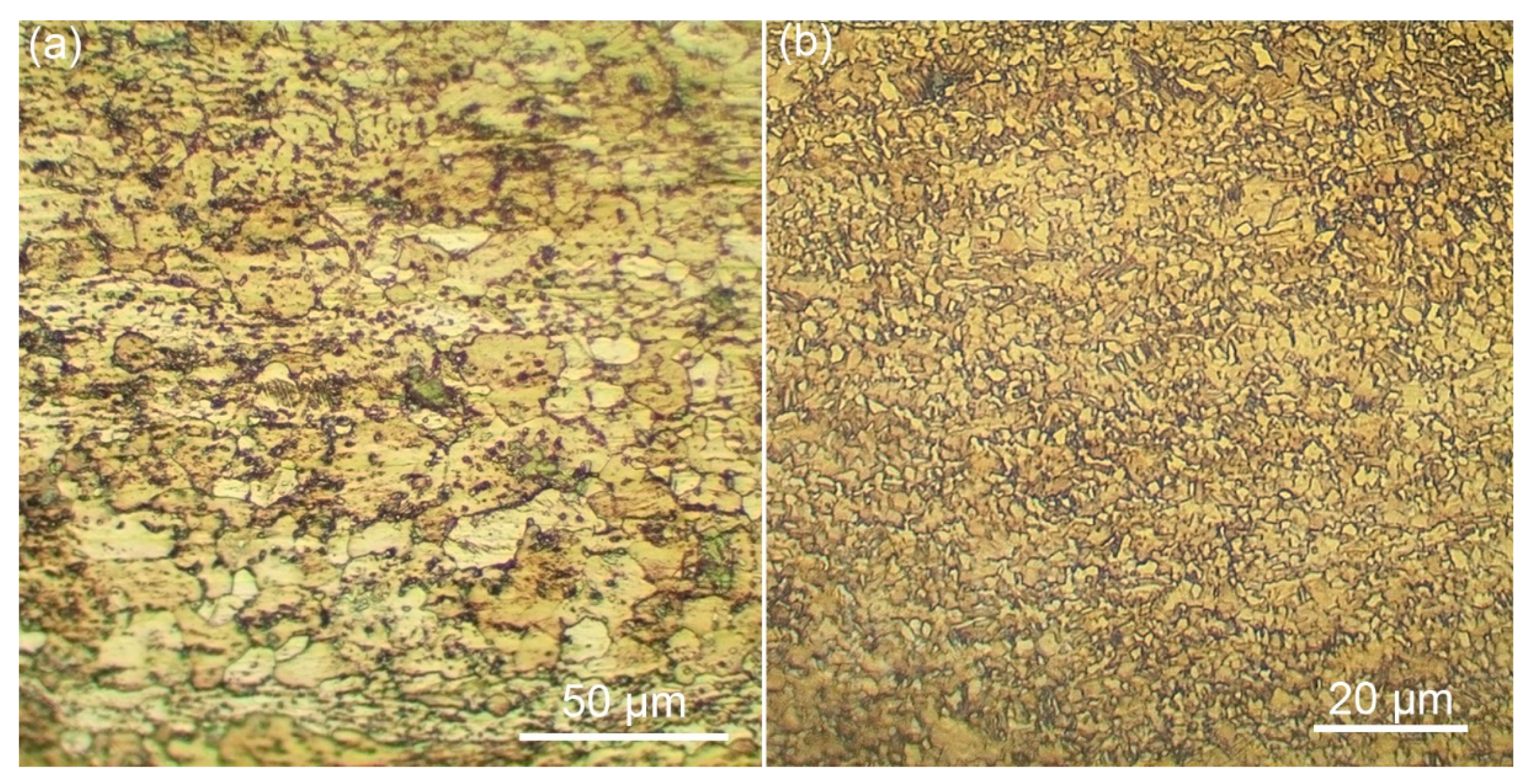
- The ductility of the joints was less than that of the base metal. In particular, the elongation of the joints was 70–92% of the elongation of the base material. This was caused by significant recrystallization in the stir zone and a four-fold decrease in grain size. For the same reason, the microhardness of the stir zone was higher than that of the base metal by 8%.
- -
- The most optimal weld was obtained with maximum heat input and minimum friction coefficient, torque, and longitudinal force. Additionally, one of the best joints was produced with high heat input and the minimum friction coefficient, but the torque and longitudinal force were quite high. This suggests a large range of acceptable parameters.
- -
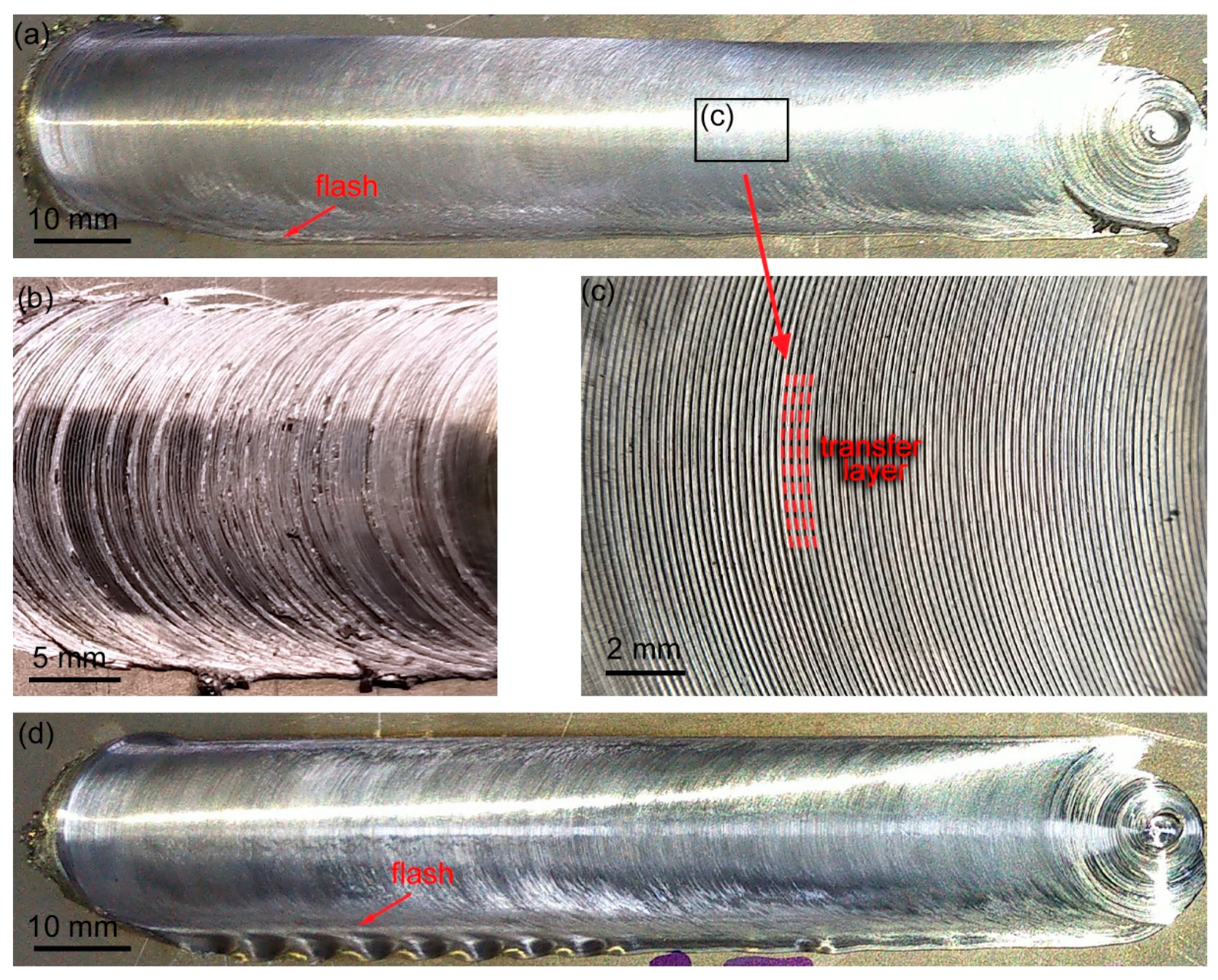
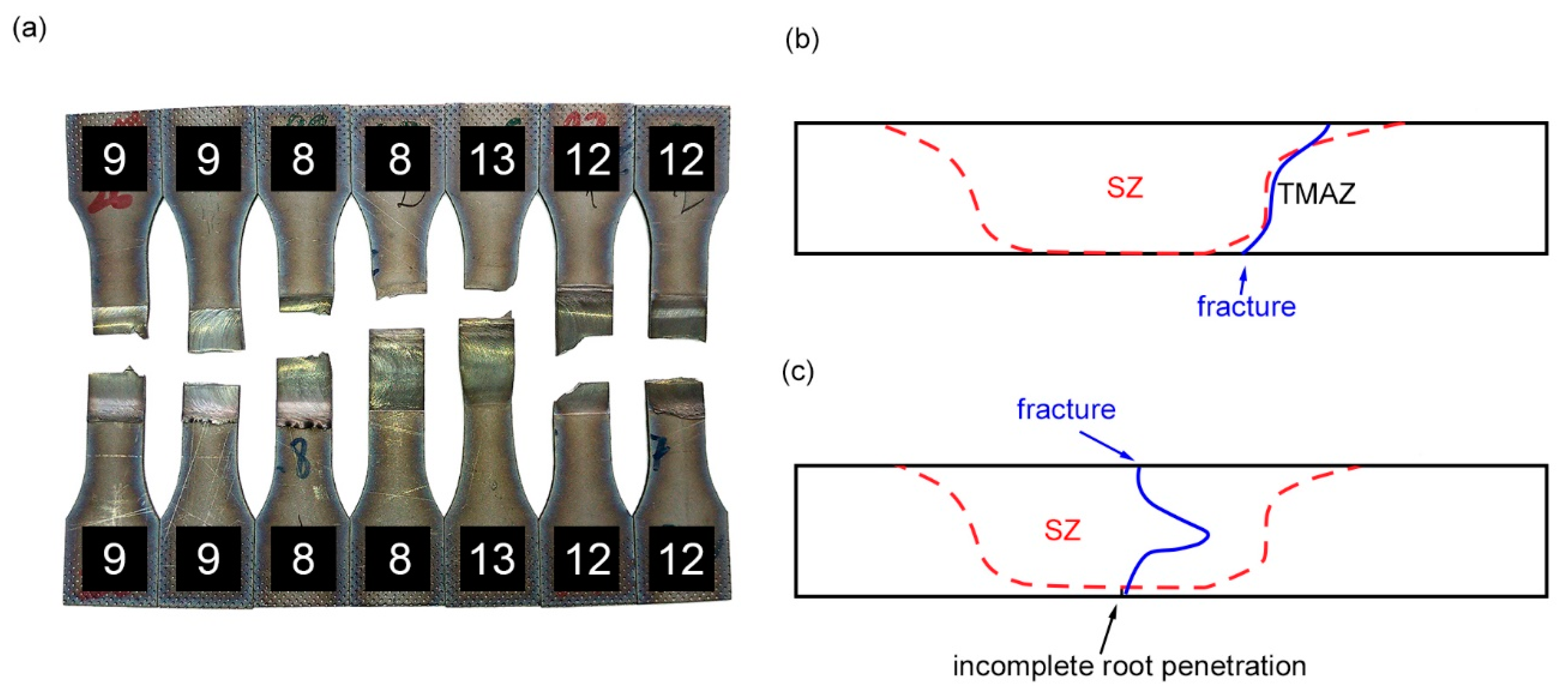
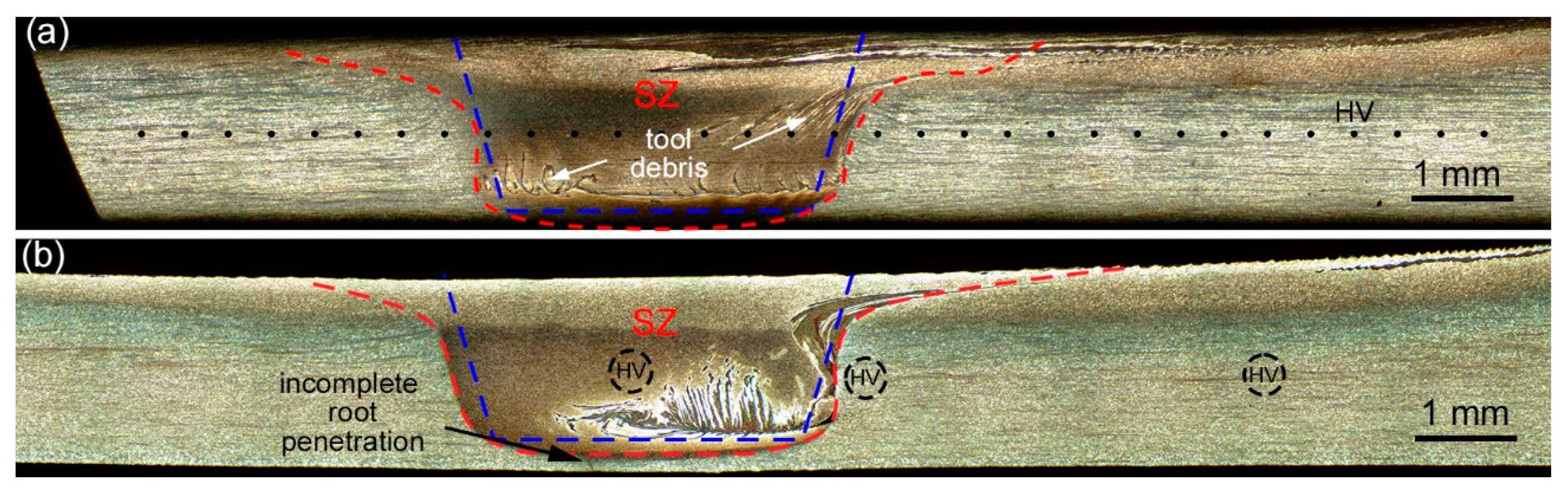
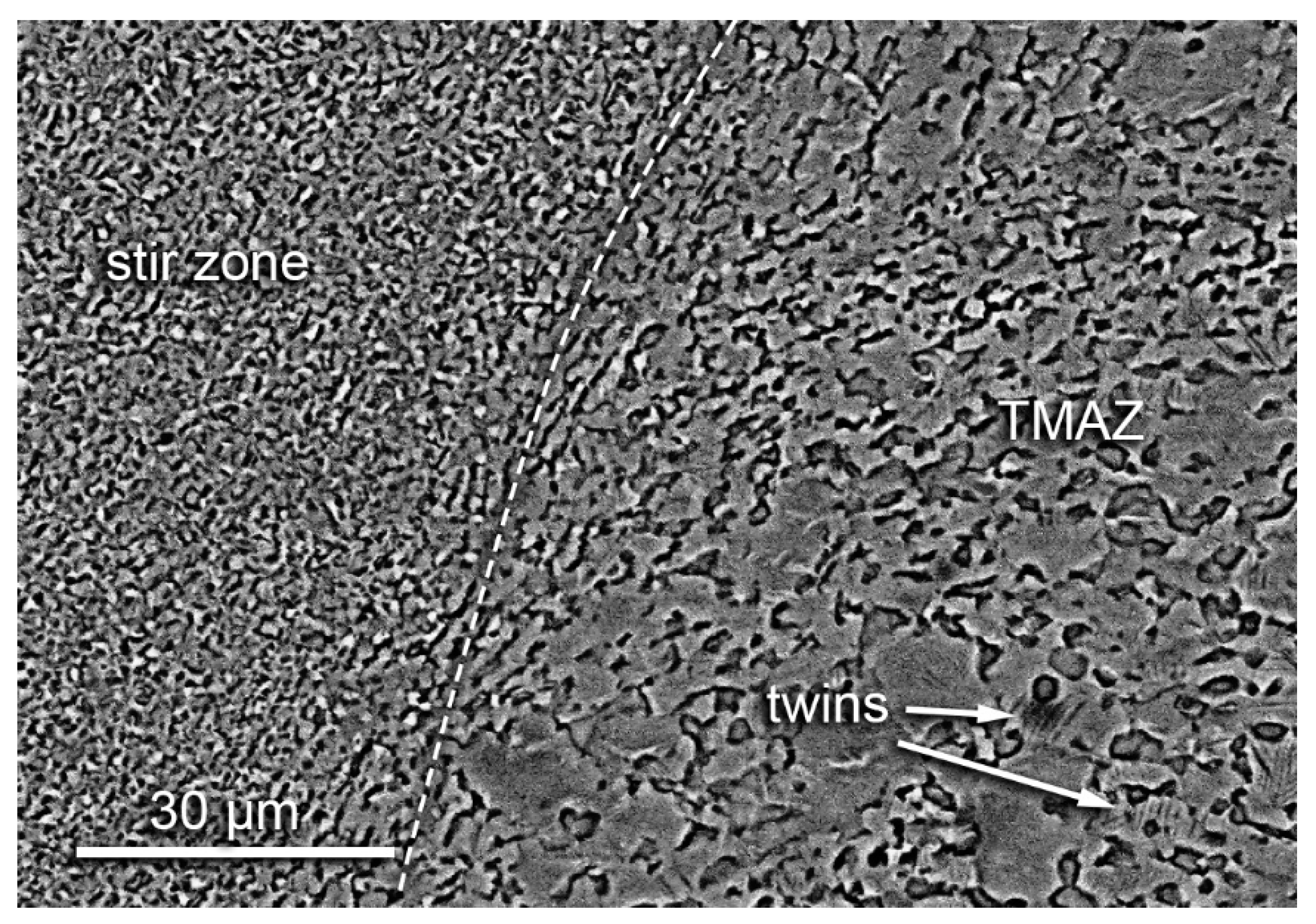
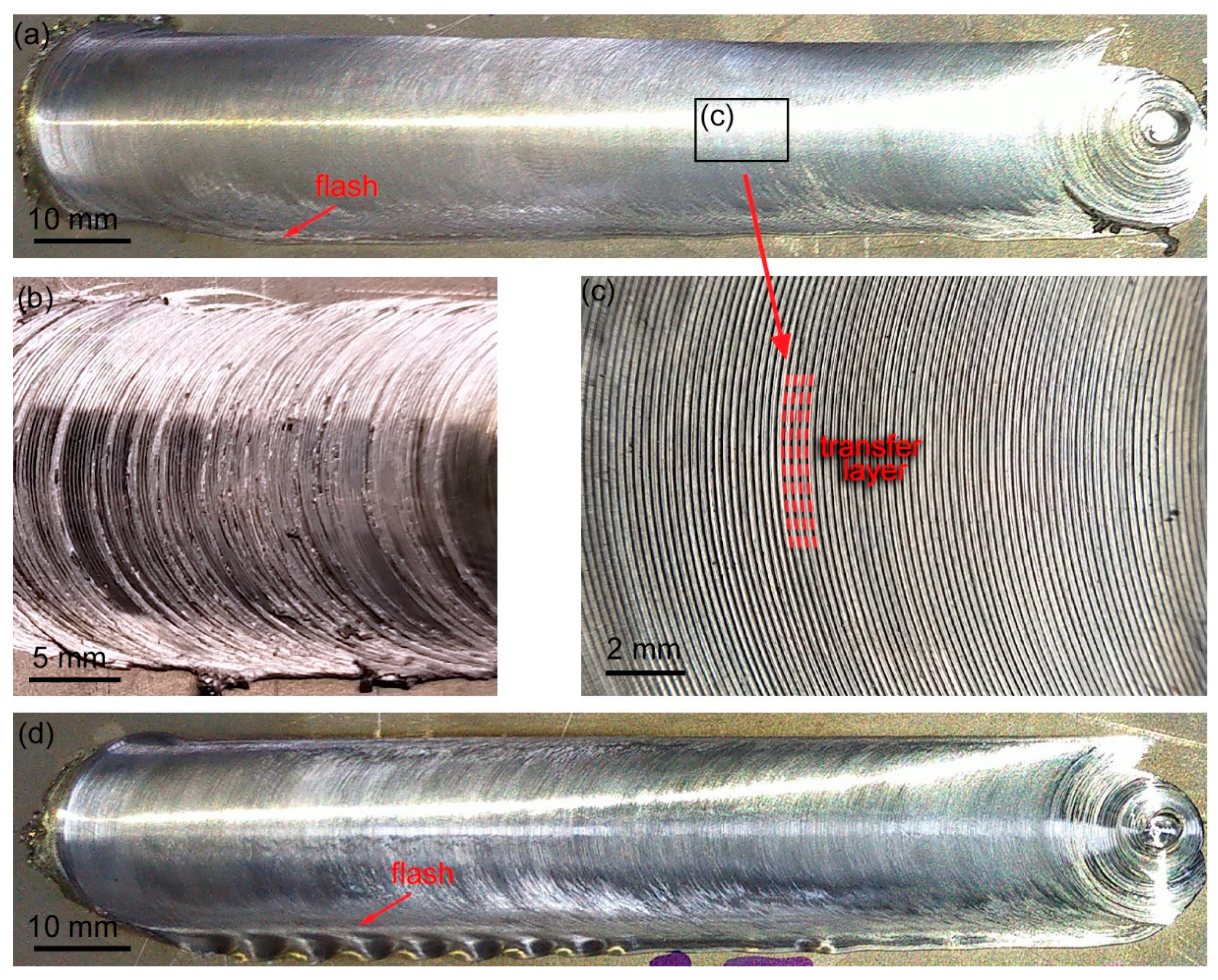
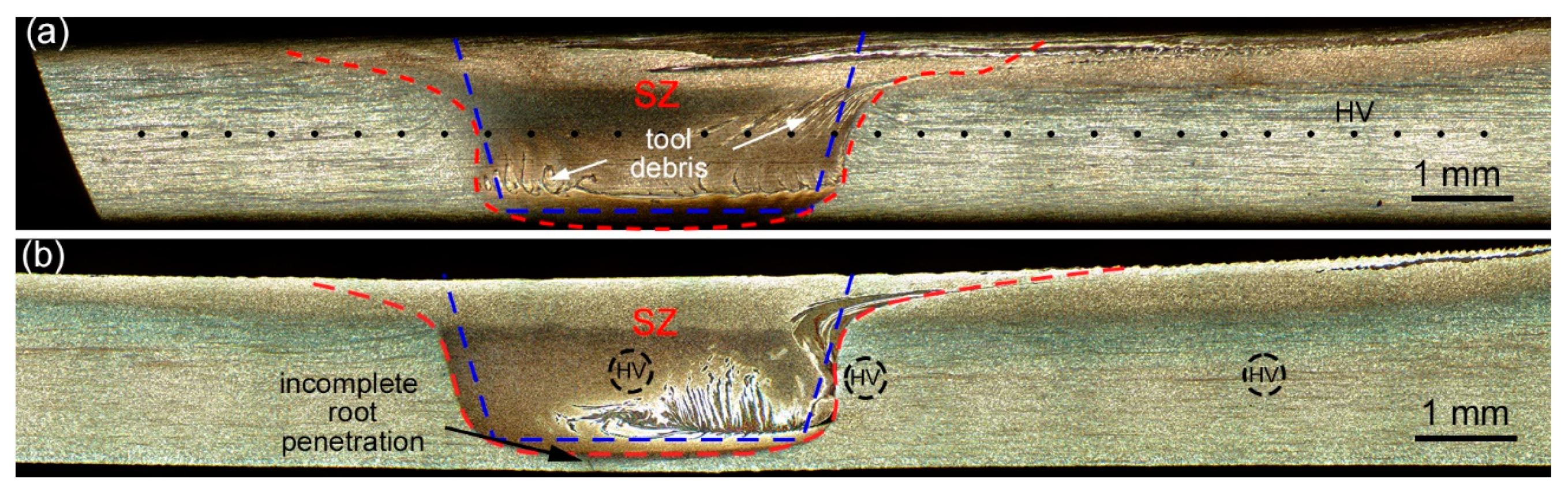
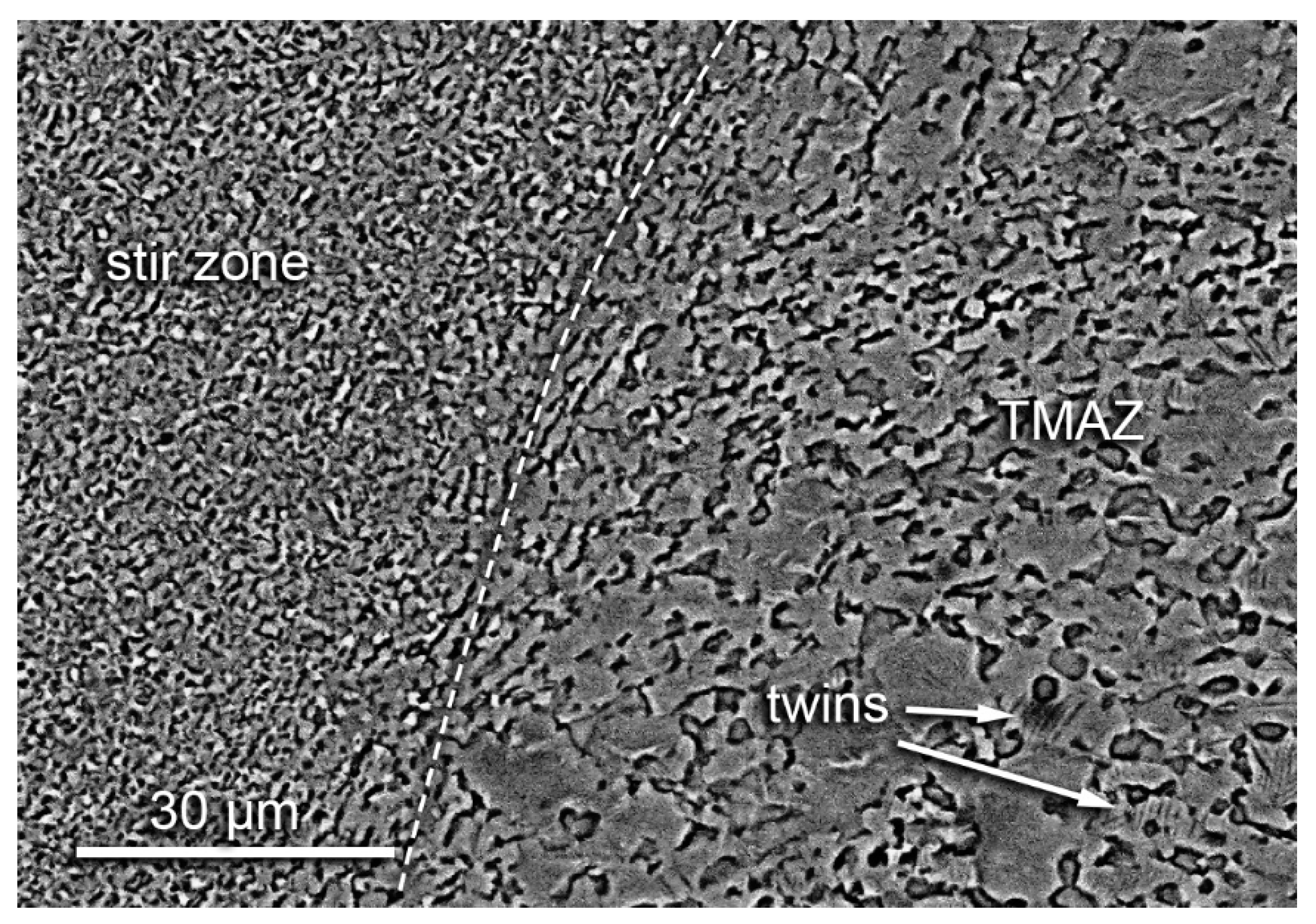
- The weld macrostructure was typical of FSW with some exceptions; it lacked a heat-affected zone and the TMAZ was extremely narrow (about 0.2 mm) due to the relatively low thermal conductivity. The boundary between the zones was sharply gradient. In the subsurface of the stir zone there was a layer with coarse grains. In the area left behind the pin, the shoulders continued to exert a thermal effect on the material, which had low thermal conductivity, thus causing grains to grow. In general, this effect is thought to be negative.
- -
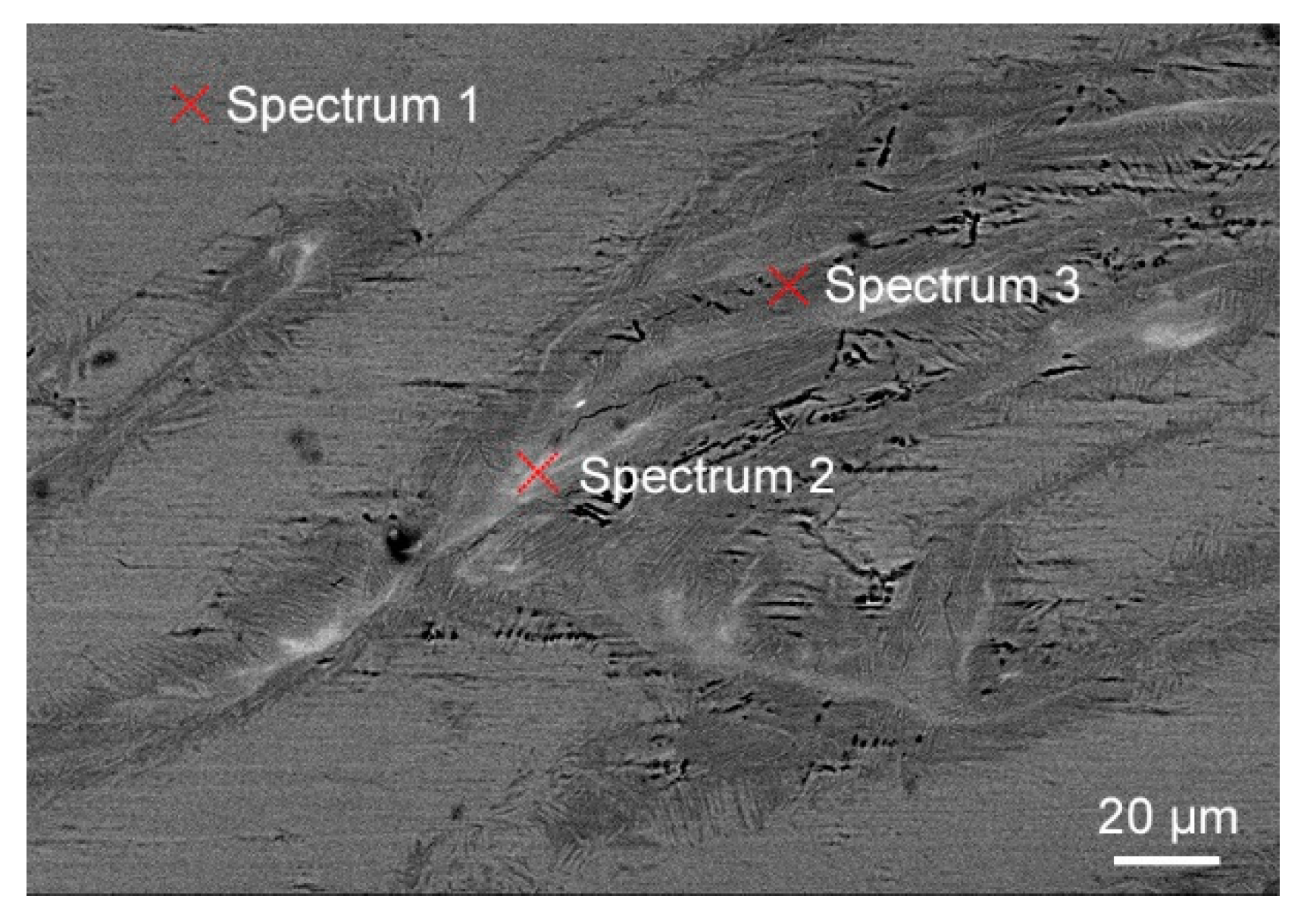
- The tool made of ZhS32 nickel superalloy produced a 1.5 mm weld without significant wear.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin, Germany, 2003; Volume 2. [Google Scholar]
- Zwicker, U. Titanium and Titanium Alloys (German Book); Springer: Berlin, Germany, 1974; Volume 21. [Google Scholar]
- Butler, C.J.; McCartney, D.G.; Small, C.J.; Horrocks, F.J.; Saunders, N. Solidification microstructures and calculated phase equilibria in the Ti-Al-Mn system. Acta Mater. 1997, 45, 2931–2947. [Google Scholar] [CrossRef]
- Amirov, A.I.; Eliseev, A.A.; Beloborodov, V.A.; Chumaevskii, A.V.; Gurianov, D.A. Formation of α’titanium welds by friction stir welding. J. Phys. Conf. Ser. 2020, 1611, 012001. [Google Scholar] [CrossRef]
- Cheng, M.; Yu, B.; Guo, R.; Shi, X.; Xu, L.; Qiao, J.; Yang, R. Electron beam welding of a novel near α high temperature titanium alloy powder compact: Effect of post-welding heat treatment on tensile properties. J. Mater. Res. Technol. 2021, 10, 153–163. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, F.; He, R.; Wang, Q.; Wang, C.; He, C.; Kashif, K.M.; Chen, Y. Mechanical behaviors of electron beam welded titanium alloy up to very high cycle fatigue under different process conditions. Mater. Sci. Eng. A 2021, 802, 140685. [Google Scholar] [CrossRef]
- Xu, Z.-Z.; Dong, Z.-Q.; Yu, Z.-H.; Wang, W.-K.; Zhang, J.-X. Relationships between microhardness, microstructure, and grain orientation in laser-welded joints with different welding speeds for Ti6Al4V titanium alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 1277–1289. [Google Scholar] [CrossRef]
- Palanivel, R.; Dinaharan, I.; Laubscher, R. A comparative study on microstructure and mechanical properties between friction and laser beam welded titanium tubes. Optik 2019, 177, 102–111. [Google Scholar] [CrossRef]
- Chen, Z.W.; Yazdanian, S. Microstructures in interface region and mechanical behaviors of friction stir lap Al6060 to Ti–6Al–4V welds. Mater. Sci. Eng. A 2015, 634, 37–45. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Nandan, R.; Debroy, T.; Bhadeshia, H. Recent advances in friction-stir welding—Process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Shen, Y.; Hu, W.; Luo, L. Surface modification of Ti–6Al–4V alloy via friction-stir processing: Microstructure evolution and dry sliding wear performance. Surf. Coat. Technol. 2014, 239, 160–170. [Google Scholar] [CrossRef]
- Fall, A.; Fesharaki, M.H.; Khodabandeh, A.R.; Jahazi, M. Tool Wear Characteristics and Effect on Microstructure in Ti–6Al–4V Friction Stir Welded Joints. Metals 2016, 6, 275. [Google Scholar] [CrossRef] [Green Version]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Friction-stir welding and processing of Ti–6Al–4V titanium alloy: A review. J. Mater. Sci. Technol. 2018, 34, 58–72. [Google Scholar] [CrossRef]
- Su, J.; Wang, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. Microstructure and mechanical properties of a friction stir processed Ti–6Al–4V alloy. Mater. Sci. Eng. A 2013, 573, 67–74. [Google Scholar] [CrossRef]
- Wang, J.; Su, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. Tool wear mechanisms in friction stir welding of Ti–6Al–4V alloy. Wear 2014, 321, 25–32. [Google Scholar] [CrossRef]
- Zhou, L.; Liu, H.J.; Liu, Q.W. Effect of rotation speed on microstructure and mechanical properties of Ti–6Al–4V friction stir welded joints. Mater. Des. 2010, 31, 2631–2636. [Google Scholar] [CrossRef]
- Amirov, A.I.; Eliseev, A.A.; Rubtsov, V.E.; Utyaganova, V.R. Butt friction stir welding of commercially pure titanium by the tool from a heat-resistant nickel alloy. AIP Conf. Proc. 2009, 2167, 020016. [Google Scholar] [CrossRef]
- Mironov, Y.P.; Grishkov, V.N.; Lotkov, A.I.; Rubtsov, V.Y.; Beloborodov, V.A. Influence of friction stir processing on the structure and phase state of TiNi alloys. AIP Conf. Proc. 2009, 2167, 020226. [Google Scholar] [CrossRef]
- Kalashnikov, K.N.; Ivanov, A.N.; Beloborodov, V.A. Steel surface wear under adhesive friction conditions. AIP Conf. Proc. 2019, 2167, 020144. [Google Scholar]
- Colligan, K.J.; Mishra, R.S. A conceptual model for the process variables related to heat generation in friction stir welding of aluminum. Scr. Mater. 2008, 58, 327–331. [Google Scholar] [CrossRef]
- Lyubimov, D.N.; Kolesnikov, V.I.; Gershman, I.S.; Kolesnikov, I.V. A Criterion for the Choice of Friction Materials Based on the Lifshitz-Hamaker Theory of Adhesive Interaction. Phys. Mesomech. 2020, 23, 509–513. [Google Scholar] [CrossRef]
- Kim, Y.G.; Fujii, H.; Tsumura, T.; Komazaki, T.; Nakata, K. Three defect types in friction stir welding of aluminum die casting alloy. Mater. Sci. Eng. A 2006, 415, 250–254. [Google Scholar] [CrossRef]
- Errandonea, D.; Schwager, B.; Ditz, R.; Gessmann, C.; Boehler, R.; Ross, M. Systems of transition-metal melting. Phys. Rev. B 2001, 63, 132104. [Google Scholar] [CrossRef]
- Naydenkin, E.V.; Soldatenkov, A.P.; Mishin, I.P.; Oborin, V.A.; Shanyavskiy, A.A. Very High Cycle Fatigue Failure of Near β Titanium Alloy. Phys. Mesomech. 2021, 24, 326–334. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Grain Structure Evolution during Friction-Stir Welding. Phys. Mesomech. 2020, 23, 21–31. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| no. | Feed Rate, mm/min | Rotation Rate, RPM | Axial Load, kg |
|---|---|---|---|
| 1 | 100 | 450 | 2600 |
| 2 | 120 | 450 | 2600 |
| 3 | 140 | 450 | 2600 |
| 4 | 160 | 450 | 2600 |
| 5 | 90 | 450 | 2000 |
| 6 | 90 | 550 | 2000 |
| 7 | 90 | 600 | 2000 |
| 8 | 90 | 650 | 2000 |
| 9 | 90 | 450 | 2000 |
| 10 | 90 | 450 | 2200 |
| 11 | 90 | 450 | 2400 |
| 12 | 90 | 450 | 2600 |
| 13 | 90 | 450 | 2800 |
| no. | Tensile Strength MPa, (% of Initial) | Relative Elongation, MPa | Maximum Bending Angle, ° | Number of Cycles to Failure, Thousands |
|---|---|---|---|---|
| Initial | 639.1 ± 0.5 | 27.5 ± 0.5 | - | 550 ± 99 |
| 4 | 578.5 ± 0.5 (91) | 23.6 ± 0.2 | 135 ± 39 | 310 ± 151 |
| 8 | 586.3 ± 0.1 (92) | 19.5 ± 0.4 | 180 | 459 ± 50 |
| 9 | 582 ± 2 (91) | 25.5 ± 0.3 | 180 | 201 ± 99 |
| 12 | 576.3 ± 0.5 (90) | 22 ± 4 | 180 | 286 ± 119 |
| 13 | 589 ± 3 (92) | 21 ± 1 | 180 | 2724 ± 141 |
| no. | Stir Zone | TMAZ | BM |
|---|---|---|---|
| 1 | 286 ± 10 | 244 ± 10 | 235 ± 10 |
| 8 | 290 ± 3 | 255 ± 10 | 234 ± 3 |
| 9 | 310 ± 5 | 270 ± 4 | 214 ± 10 |
| 12 | 291 ± 1 | 275 ± 10 | 224 ± 10 |
| 13 | 285 ± 2 | 252 ± 3 | 227 ± 4 |
| Initial state | 224 ± 10 | ||
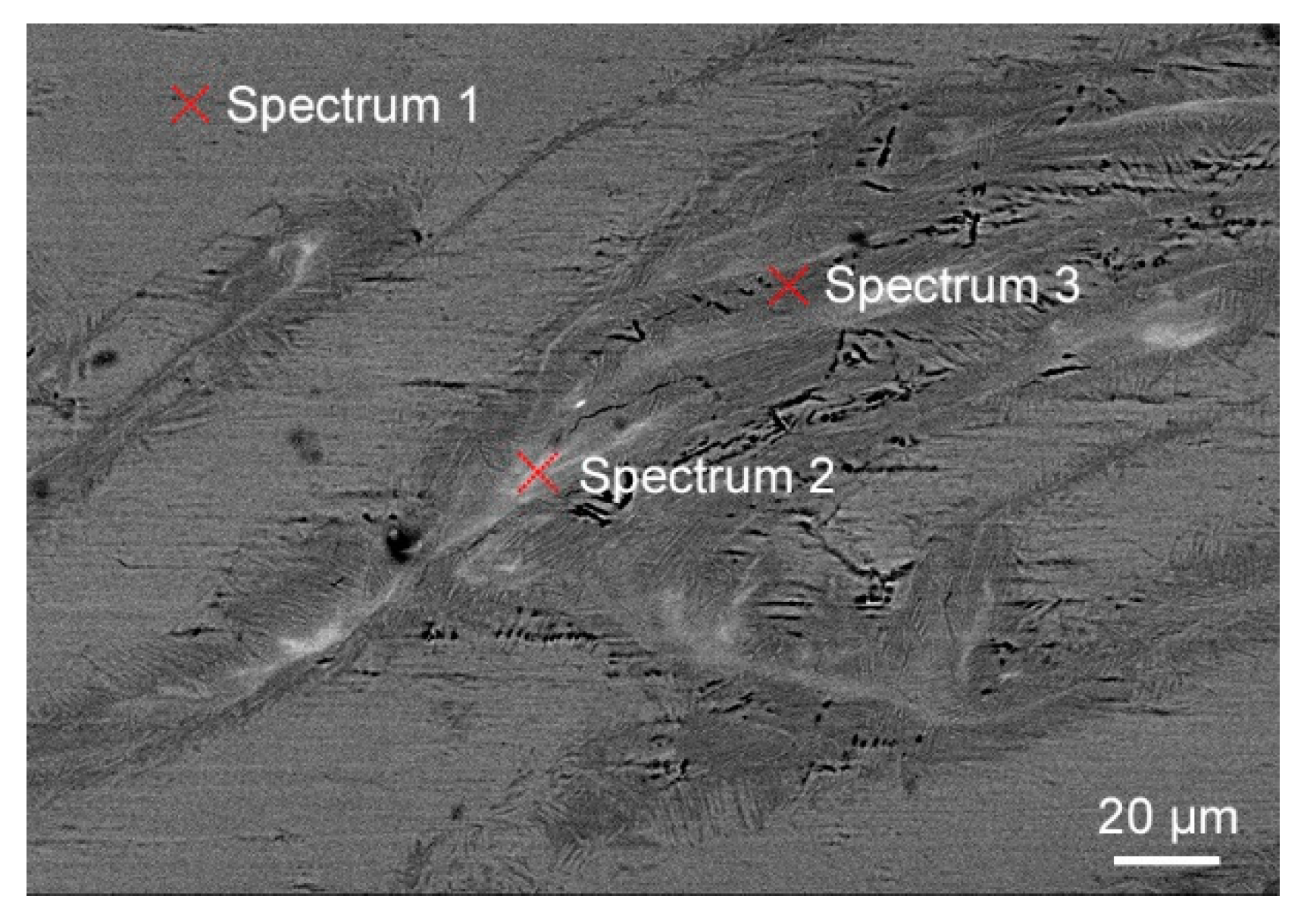
| Element | Spectrum 1 | Spectrum 2 | Spectrum 3 |
|---|---|---|---|
| Al | 1.45 | 3.65 | 1.57 |
| Ti | 97.12 | 78.41 | 82.24 |
| Cr | - | 1.37 | 1.61 |
| Mn | 0.43 | 1.05 | 1.16 |
| Co | - | 1.66 | 1.64 |
| Ni | - | 12.08 | 10.72 |
| W | - | 1.78 | 1.05 |
| no. | Stir Zone Area, mm2 | Grain Size, μm |
|---|---|---|
| Initial state | - | 6 ± 1 |
| 4 | 8.8 ± 01 | 1.5 ± 0.3 |
| 8 | 8.2 ± 0.1 | 1.5 ± 0.2 |
| 9 | 7.8 ± 0.1 | 1.6 ± 0.1 |
| 12 | 12.3 ± 0.1 | 1.6 ± 0.2 |
| 13 | 8.4 ± 0.1 | 1.3 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eliseev, A.; Amirov, A.; Kalashnikova, T.; Vorontsov, A.; Kolubaev, E. Production of Ti–1.5Al–1Mn Titanium Alloy Butt Joints by Friction Stir Welding. Metals 2021, 11, 1566. https://doi.org/10.3390/met11101566
Eliseev A, Amirov A, Kalashnikova T, Vorontsov A, Kolubaev E. Production of Ti–1.5Al–1Mn Titanium Alloy Butt Joints by Friction Stir Welding. Metals. 2021; 11(10):1566. https://doi.org/10.3390/met11101566
Chicago/Turabian StyleEliseev, Alexander, Alihan Amirov, Tatyana Kalashnikova, Andrey Vorontsov, and Evgeny Kolubaev. 2021. "Production of Ti–1.5Al–1Mn Titanium Alloy Butt Joints by Friction Stir Welding" Metals 11, no. 10: 1566. https://doi.org/10.3390/met11101566
APA StyleEliseev, A., Amirov, A., Kalashnikova, T., Vorontsov, A., & Kolubaev, E. (2021). Production of Ti–1.5Al–1Mn Titanium Alloy Butt Joints by Friction Stir Welding. Metals, 11(10), 1566. https://doi.org/10.3390/met11101566