
Comparison of Properties and Bead Geometry in MIG and CMT Single Layer Samples for WAAM Applications


Abstract
:1. Introduction
- Current
- Wire feed speed (Wfs)
- Travel speed (Ts)
- Layer height
- GMAW-MIG—commonly known as “MIG” welding, which uses a metal filler wire as a consumable electrode and continuously feeds from a welding torch which provides a local shielding gas supply to the weld and surrounding component. Material transfer in this process mode can occur in multiple formats; short-circuiting, spray transfer and globular transfer [18].
- GMAW-Cold Metal Transfer (CMT)—a GMAW derived process that utilizes controlled short circuit transfer and reciprocating wire feeding to minimize heat inputs and assist in molten droplet transfer from filler material to melt pool [18].
2. Materials and Methods
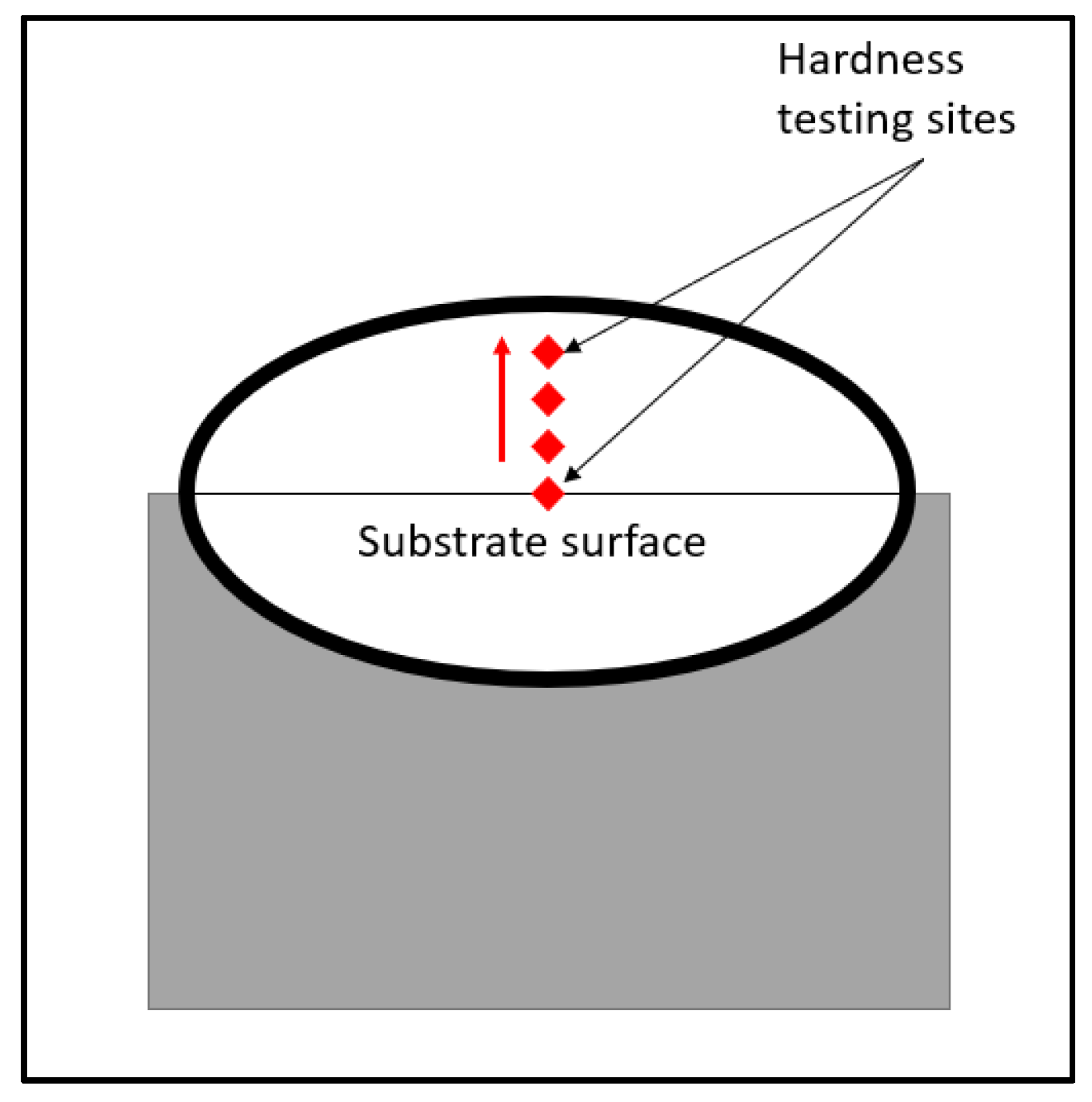
2.1. Microhardness Characterization
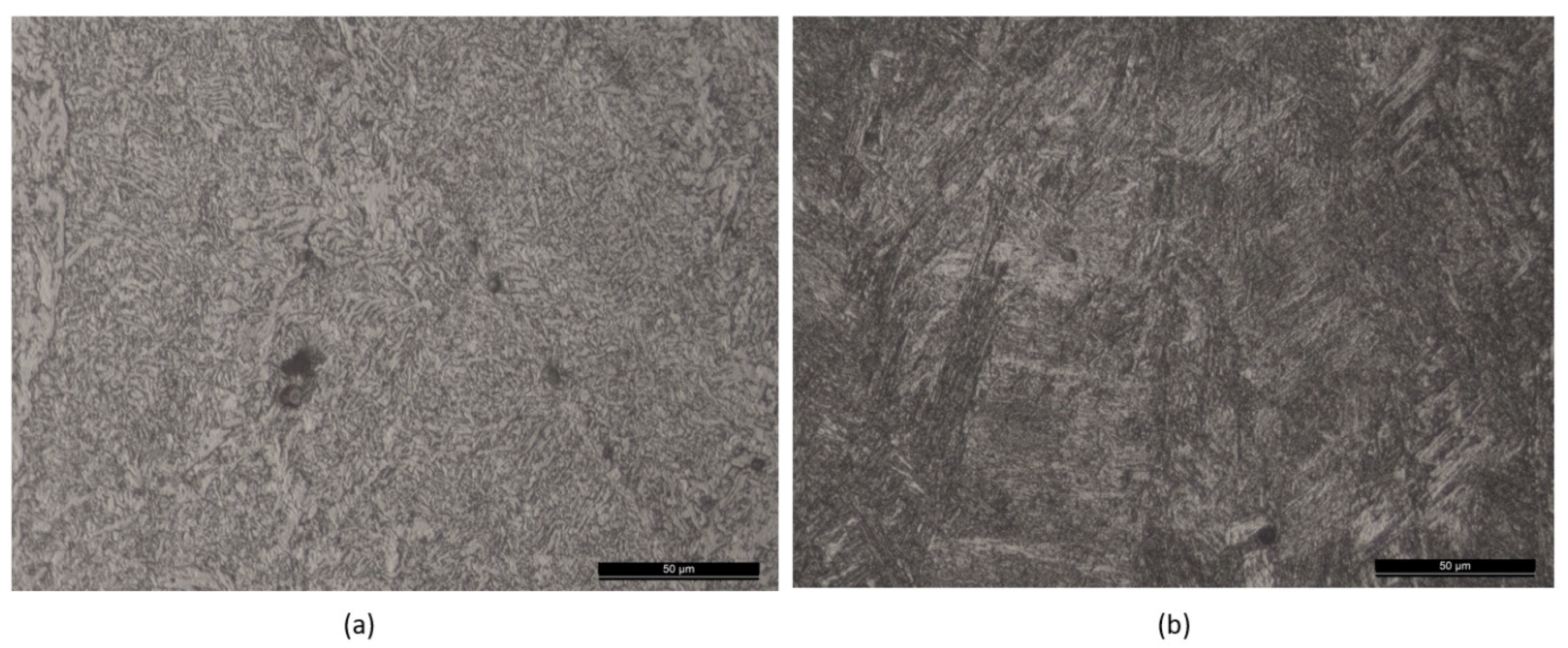
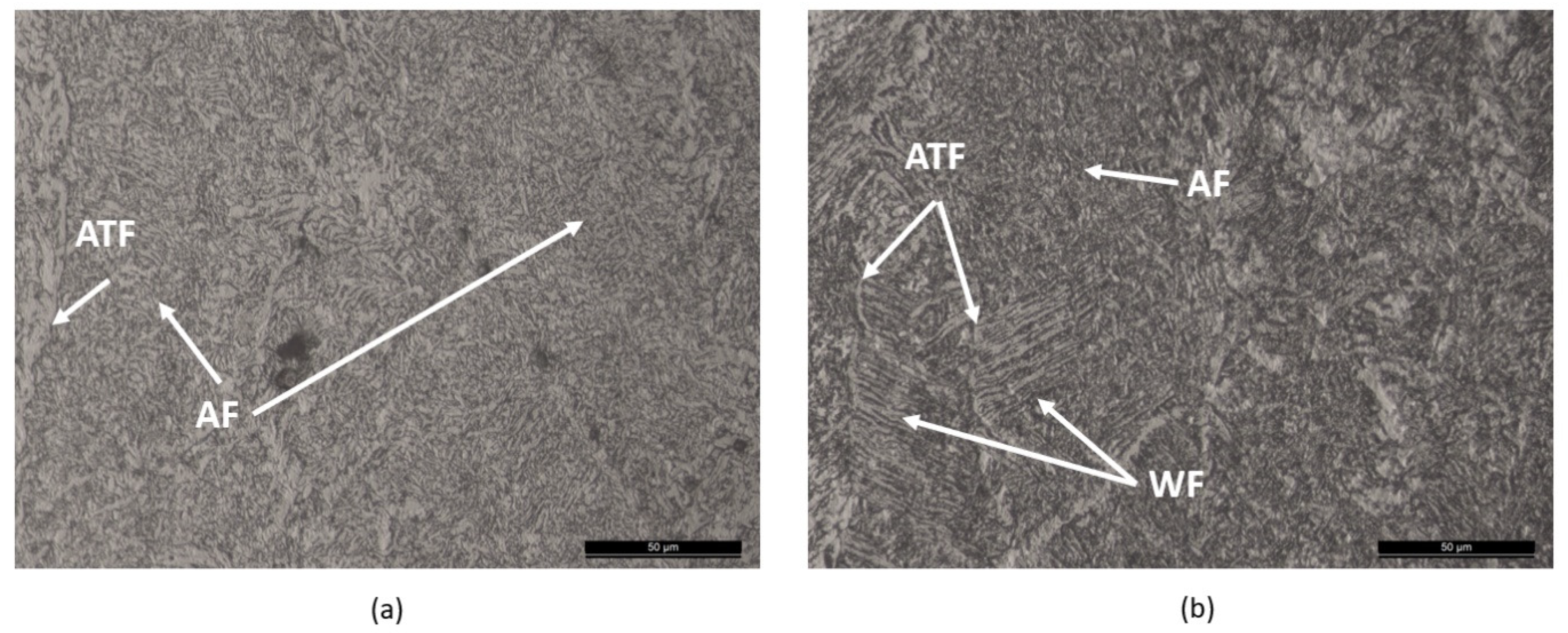
2.2. Microstructural Analysis
3. Results
3.1. Microhardness
3.2. Deposition Mass
4. Discussion
5. Conclusions
- −
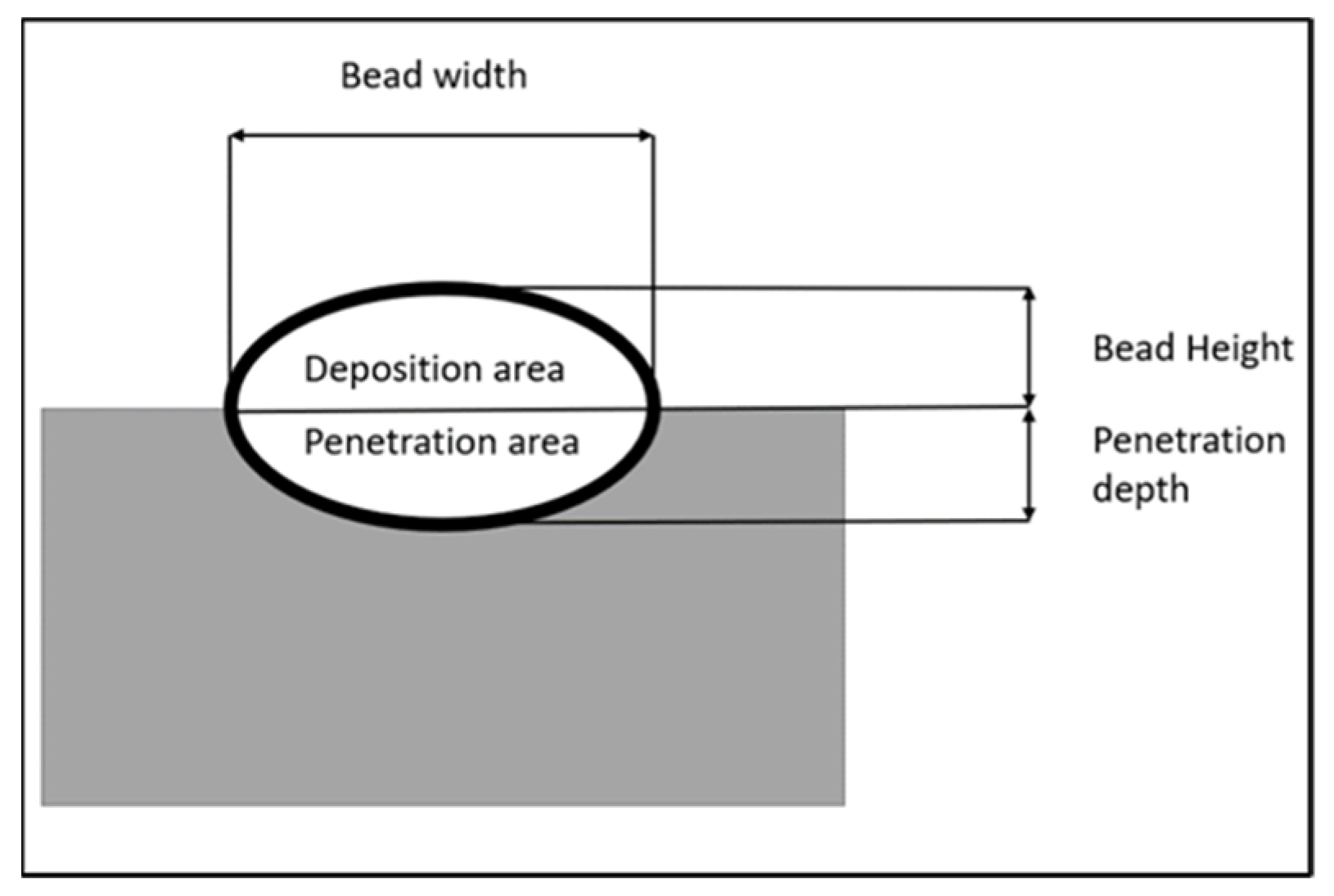
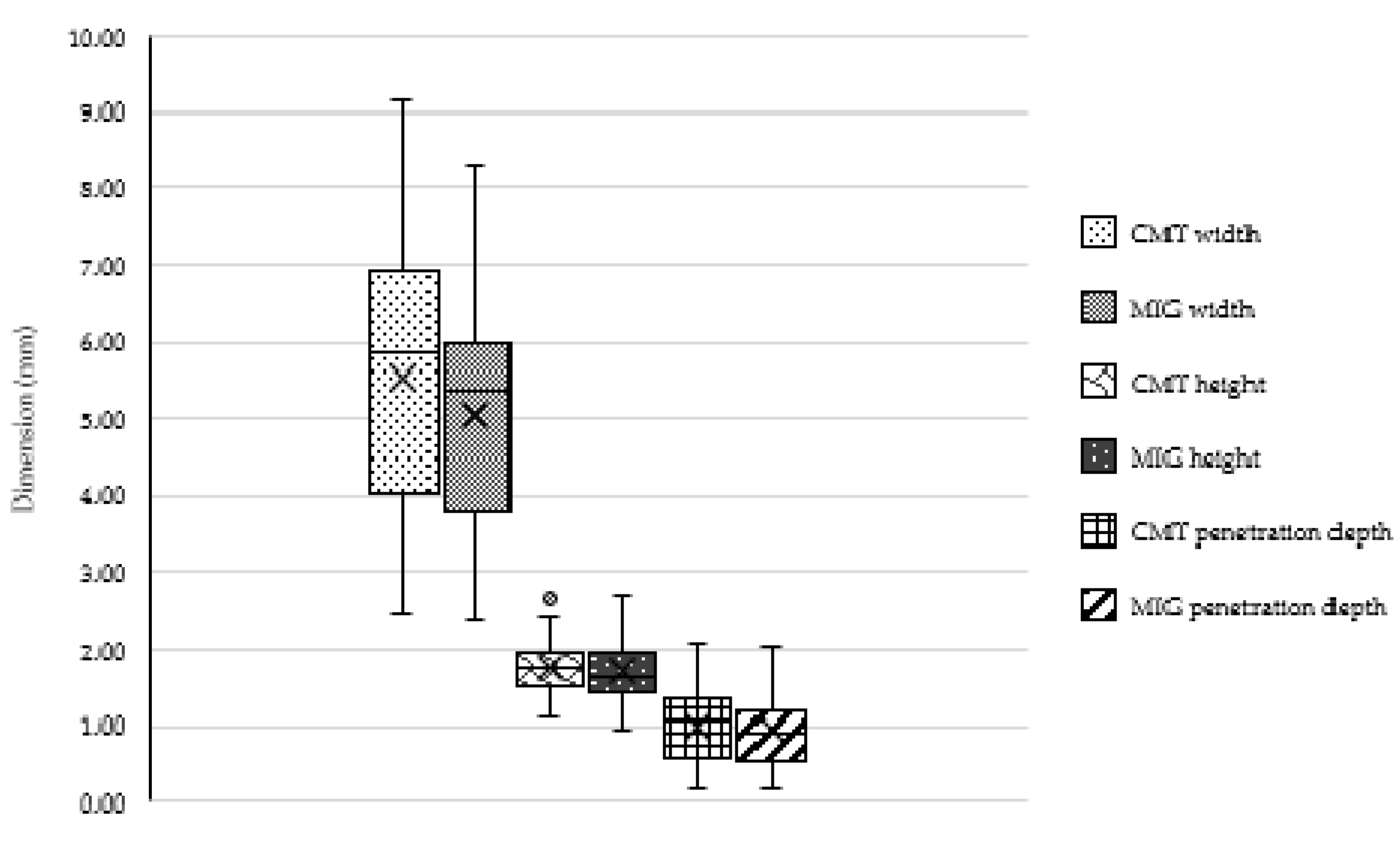
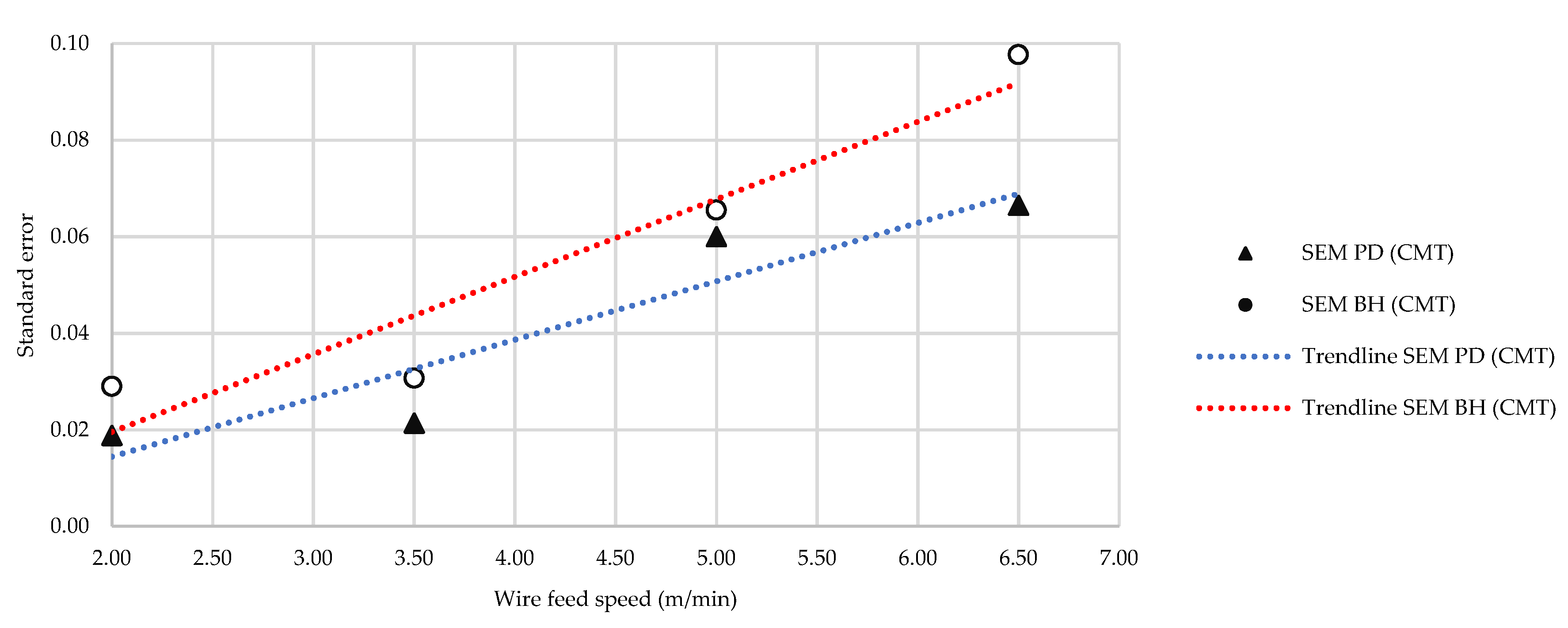
- CMT produces more repeatable bead geometry with regards to bead width and penetration depth with lower standard error for these values of 3.8% and 15.3% respectively. The process also had a greater level of repeatability in its mass deposition with 21.6% lower average error values than the equivalent MIG parameter settings.
- −
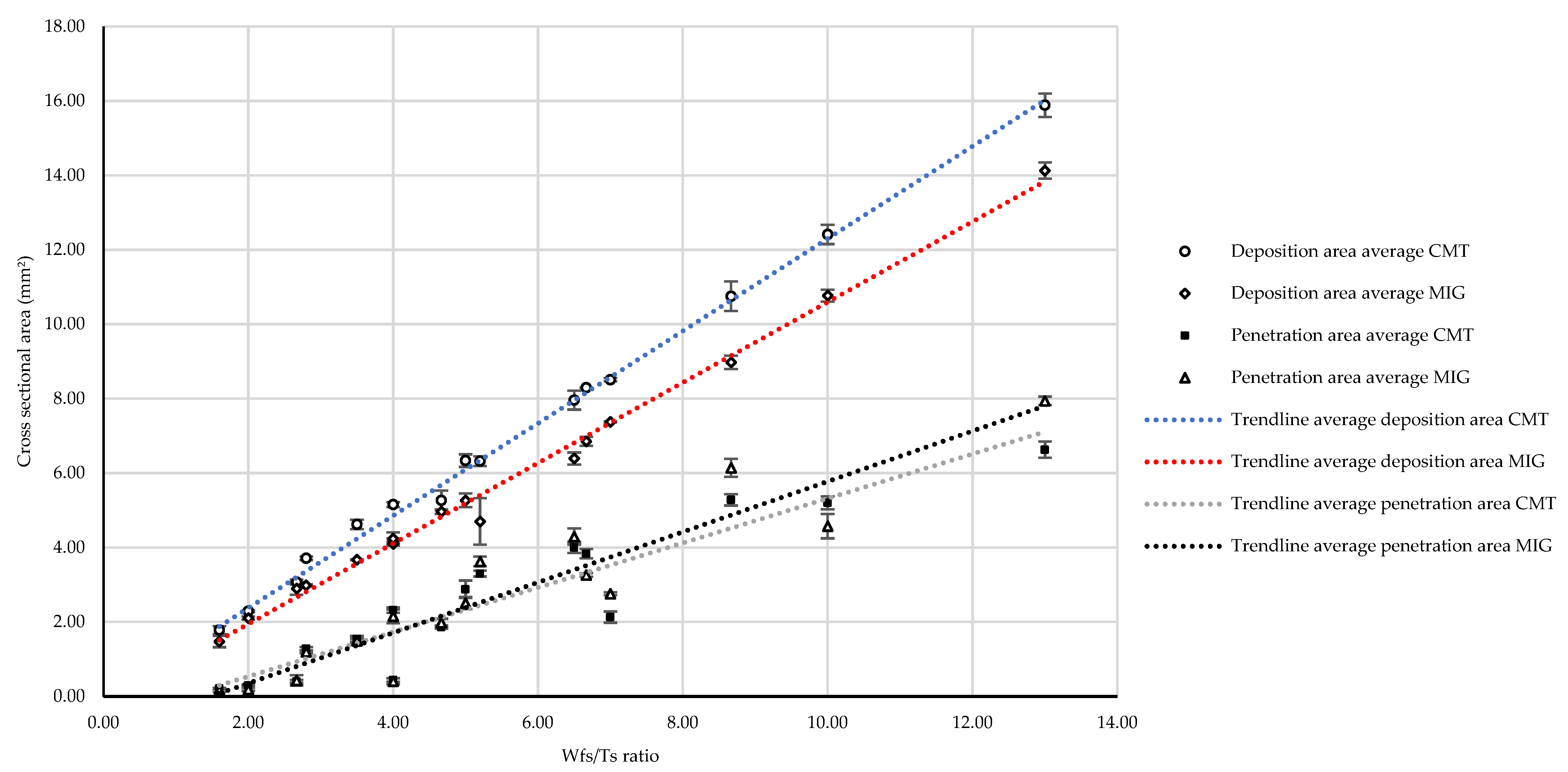
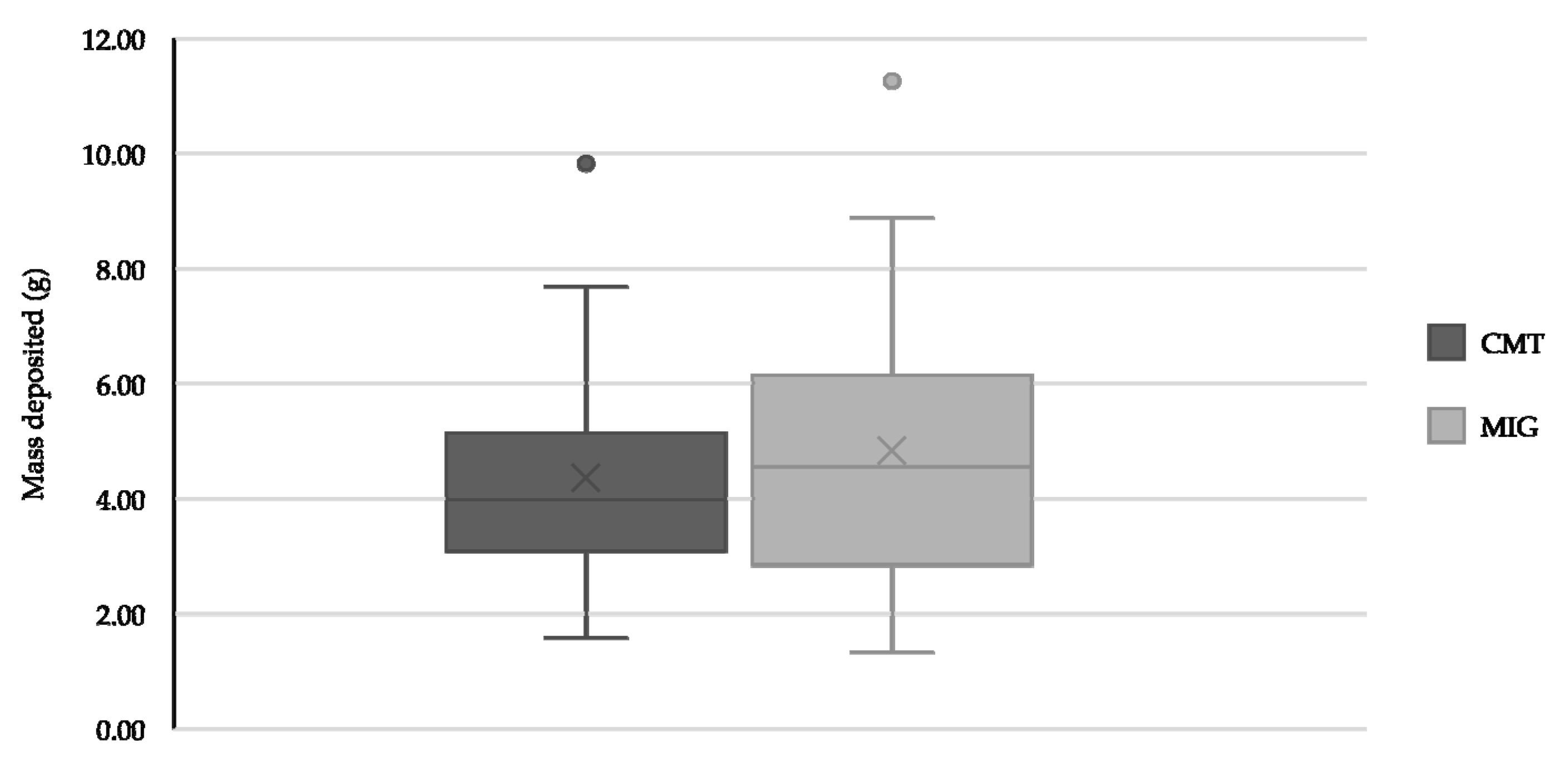
- The CMT-mode created samples with larger proportions of the feedstock material in deposition area which can be conducive to higher productivity and material utilization. This processing mode also produced larger overall cross-sectional area measurements with a lower average mass deposited in all parameter sets.
- −
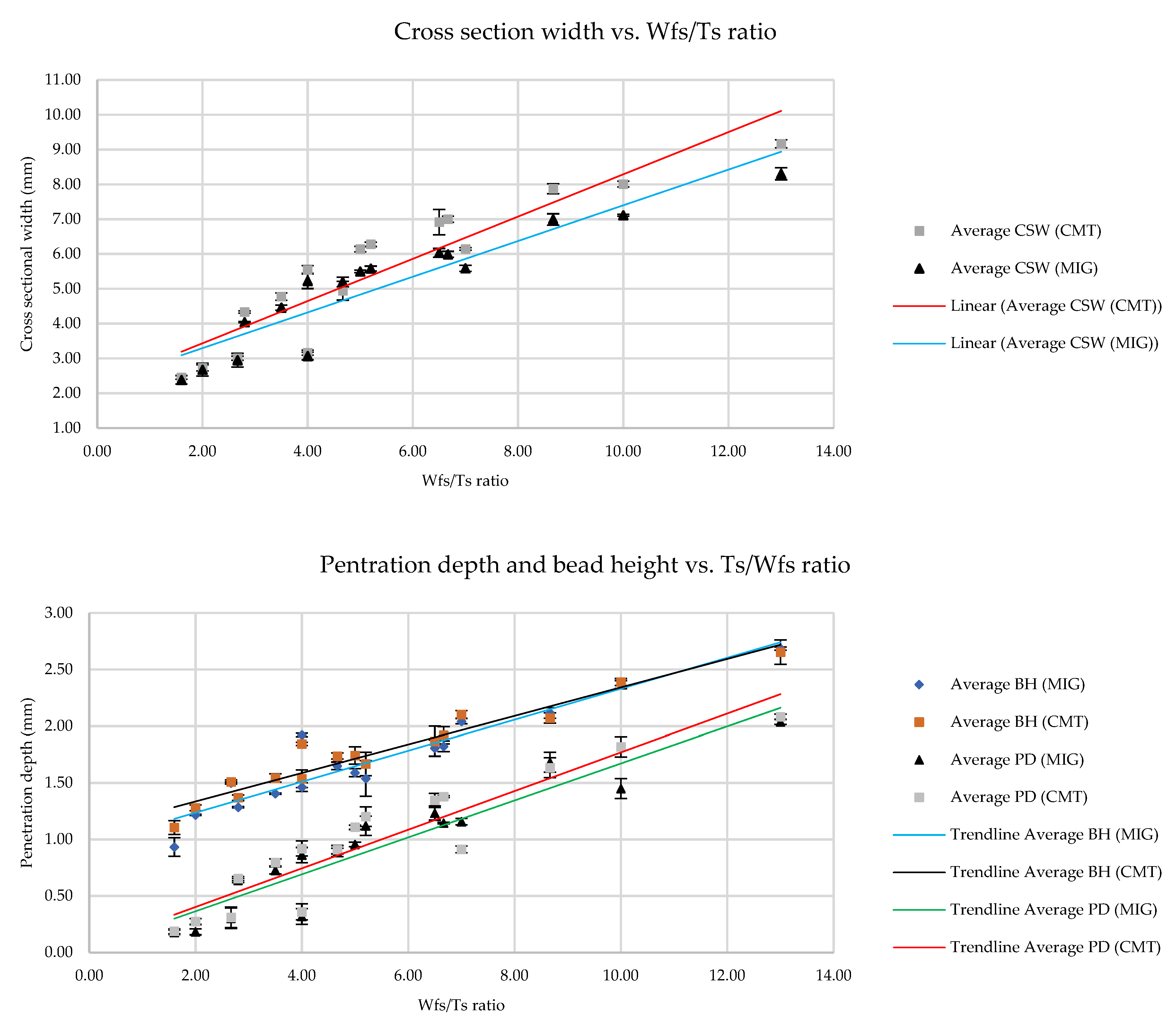
- Increasing wire feed speeds will cause a loss of repeatability over the range of selected travel speeds in specimen dimensions, as a larger standard error was observed with changes to these parameters in CMT specimens.
- −
- Hardness values were influenced significantly more by changes to the process parameters of travel speeds, current and voltage values than by changes to process mode.
- −
- The influence of each process was more pronounced in high heat input specimens with regards to the observed relationship between heat input and hardness. As the heat inputs of the processes increase, so too does the influence of dilution, causing a change to the hardness values.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Almeida, P.M.S.; Williams, S. Innovative process model of Ti-6Al-4V additive layer manufacturing using cold metal transfer (CMT). In Proceedings of the 21st Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 9 August 2010; pp. 25–36. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–122. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, O.; Ugla, A. Shaped metal deposition technique in additive manufacturing: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1781–1798. [Google Scholar] [CrossRef]
- Rodrigues, T.; Duarte, V.; Avila, J.; Santos, T.G.; Miranda, R.; Oliveira, J.P. Wire and arc additive manufacturing of HSLA steel: Effect of thermal cycles on microstructure and mechanical properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Cunningham, C.; Flynn, J.; Shokrani, A.; Dhokia, V.; Newman, S. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Yildiz, A.S.; Davut, K.; Koç, B.; Yilmaz, O. Wire arc additive manufacturing of high-strength low alloy steels: Study of process parameters and their influence on the bead geometry and mechanical characteristics. Int. J. Adv. Manuf. Technol. 2020, 108, 3391–3404. [Google Scholar] [CrossRef]
- Liberini, M.; Astarita, A.; Campatelli, G.; Scippa, A.; Montevecchi, F.; Venturini, G.; Durante, M.; Boccarusso, L.; Minutolo, F.M.C.; Squillace, A. Selection of Optimal Process Parameters for Wire Arc Additive Manufacturing. Procedia CIRP 2017, 62, 470–474. [Google Scholar] [CrossRef]
- Seow, C.E.; Coules, H.; Wu, G.; Khan, R.H.; Xu, X.; Williams, S. Wire + Arc Additively Manufactured Inconel 718: Effect of post-deposition heat treatments on microstructure and tensile properties. Mater. Des. 2019, 183, 108157. [Google Scholar] [CrossRef]
- Gu, J.; Cong, B.; Ding, J.; Williams, S.W.; Zhai, Y. WIRE+ARC additive manufacturing of aluminium. In Proceedings of the 25th Annual International Solid Freeform Fabrication Symposium � An Additive Manufacturing Conference, Austin, TX, USA, 6 August 2014; pp. 451–458. [Google Scholar]
- Brandl, E.; Baufeld, B.; Leyens, C.; Gault, R. Additive manufactured Ti-6Al-4V using welding wire: Comparison of laser and arc beam deposition and evaluation with respect to aerospace material specifications. Phys. Procedia 2010, 5, 595–606. [Google Scholar] [CrossRef] [Green Version]
- Dirisu, P.; Supriyo, G.; Martina, F.; Xu, X.; Williams, S. Wire plus arc additive manufactured functional steel surfaces enhanced by rolling. Int. J. Fatigue 2020, 130, 105237. [Google Scholar] [CrossRef]
- Prado-Cerqueira, J.L.; Camacho, A.M.; Diéguez, J.L.; Rodríguez-Prieto, Á.; Aragón, A.M.; Lorenzo-Martín, C.; Yanguas-Gil, A. Analysis of Favorable Process Conditions for the Manufacturing of Thin-Wall Pieces of Mild Steel Obtained by Wire and Arc Additive Manufacturing (WAAM). Materials 2018, 11, 1449. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Josten, A.; Höfemann, M. Arc-welding based additive manufacturing for body reinforcement in automotive engineering. Weld. World 2020, 64, 1449–1458. [Google Scholar] [CrossRef]
- Han, S.; Zhang, Z.; Liu, Z.; Zhang, H.; Xue, D. Investigation of the microstructure and mechanical performance of bimetal components fabricated using CMT-based wire arc additive manufacturing. Mater. Res. Express 2020, 7, 116525. [Google Scholar] [CrossRef]
- Jafari, D.; Vaneker, T.H.; Gibson, I. Wire and arc additive manufacturing: Opportunities and challenges to control the quality and accuracy of manufactured parts. Mater. Des. 2021, 202, 109471. [Google Scholar] [CrossRef]
- Lienert, T.J.B.; Sudarsanam, S.; Siewert, T.A.; Acoff, V.L. ASM Handbook, Volume 06A—Welding Fundamentals and Processes. Available online: https://app.knovel.com/hotlink/toc/id:kpASMHVAWA/asm-handbook-volume-06a/asm-handbook-volume-06a (accessed on 21 June 2021).
- Yunjia, H.; Frost, R.H.; Olson, D.L.; Edwards, G.R. Grain refinement of aluminum weld metal. Weld. J. 1989, 68, 280–289. [Google Scholar]
- Cong, B.; Ding, J.; Williams, S. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3%Cu alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1593–1606. [Google Scholar] [CrossRef]
- Bhadeshia, H.; Honeycombe, R. Steels Microstructure and Properties; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar] [CrossRef]
- Shassere, B.; Nycz, A.; Noakes, M.W.; Masuo, C.; Sridharan, N. Correlation of Microstructure and Mechanical Properties of Metal Big Area Additive Manufacturing. Appl. Sci. 2019, 9, 787. [Google Scholar] [CrossRef] [Green Version]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [Green Version]
- Venturini, G.; Montevecchi, F.; Scippa, A.; Campatelli, G. Optimization of WAAM Deposition Patterns for T-crossing Features. Procedia CIRP 2016, 55, 95–100. [Google Scholar] [CrossRef] [Green Version]
- Pépe, N.; Egerland, S.; Colegrove, P.A.; Yapp, D.; Leonhartsberger, A.; Scotti, A. Measuring the process efficiency of controlled gas metal arc welding processes. Sci. Technol. Weld. Join. 2011, 16, 412–417. [Google Scholar] [CrossRef] [Green Version]
- British Standards. BS EN ISO 6507-4: 2018 BSI Standards Publication Metallic Materials—Vickers Hardness Test; British Standards: Geneva, Switzerland, 2018. [Google Scholar]
- British Standards Institution. Welding: Recommendations for Welding of Metallic Materials. Part 1. General Guidance for Arc Welding; British Standards Institution: Geneva, Switzerland, 1998. [Google Scholar]
- British Standards Institution. Welding: Recommendations for Welding of Metallic Materials, Part 2: Arc Welding of Ferritic Steel; British Standards Institution: Geneva, Switzerland, 2001. [Google Scholar]
- Miguel, P.; Almeida, S.; Thesis, P.; Williams, S. Process Control and Development in Wire and Arc Additive Manufacturing. Ph.D. Thesis, School of Applied Sciences Cranfield University, Bedford, UK, 2012. [Google Scholar]
- Wang, Q.; Ye, Q.; Wang, Z.; Kan, L.; Wang, H. Thickness Effect on Microstructure, Strength, and Toughness of a Quenched and Tempered 178 mm Thickness Steel Plate. Metals 2020, 10, 572. [Google Scholar] [CrossRef]
- Glover, A.G.; Mcgrath, J.T.; Tinkler, M.J.; Weatherly, G.C. The Influence of Cooling Rate and Composition on Weld Meta Microstructures in a C/Mn and a HSLA Steel. Simulation 1977, 60, 80. [Google Scholar]
- Kou, S. Residual Stresses, Distortion, and Fatigue Welding Metallurgy, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2003; pp. 122–141. [Google Scholar]
- Zhang, Z.; Xue, J. Profile Map of Weld Beads and Its Formation Mechanism in Gas Metal Arc Welding. Metals 2019, 9, 146. [Google Scholar] [CrossRef] [Green Version]
- Gharibshahiyan, E.; Raouf, A.H.; Parvin, N.; Rahimian, M. The effect of microstructure on hardness and toughness of low carbon welded steel using inert gas welding. Mater. Des. 2011, 32, 2042–2048. [Google Scholar] [CrossRef]
- Sun, Y.; Obasi, G.; Hamelin, C.; Vasileiou, A.; Flint, T.; Balakrishnan, J.; Smith, M.; Francis, J. Effects of dilution on alloy content and microstructure in multi-pass steel welds. J. Mater. Process. Technol. 2019, 265, 71–86. [Google Scholar] [CrossRef]
- CWang, C.; Wang, X.; Kang, J.; Yuan, G.; Wang, G. Effect of Thermomechanical Treatment on Acicular Ferrite Formation in Ti–Ca Deoxidized Low Carbon Steel. Metals 2019, 9, 296. [Google Scholar] [CrossRef] [Green Version]
- Muda, W.S.H.W.; Nasir, N.S.M.; Mamat, S.; Jamian, S.; Kelantan, M. Effect of Welding Heat Input on Microstructure and Mechanical Properties at Coarse Grain Heat Affected Zone of Abs Grade a Steel. 2015. Available online: www.arpnjournals.com (accessed on 27 July 2021).
- Zhang, P.; Li, S.; Zhang, Z. General relationship between strength and hardness. Mater. Sci. Eng. A 2011, 529, 62–73. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels, 2nd ed.; Maney Publishing: Leeds, UK, 2001; Volume 2, pp. 1–454. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Ni | Cr | Mo | V | Cu | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| EN3B | Min | 0.16 | 0.50 | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Max | 0.24 | 0.90 | 0.35 | 0.05 | 0.05 | N/A | N/A | N/A | N/A | N/A | |
| ER70S-6 | Min | 0.06 | 1.40 | 0.80 | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Max | 0.15 | 1.85 | 1.15 | 0.03 | 0.04 | 0.15 | 0.15 | 0.15 | 0.03 | 0.50 |
| TS (m/min) | WFS (m/min) | I (A) | V (V) | HI MIG (J/mm) | HI CMT (J/mm) | Dt8/5MIG (s) | Dt8/5 CMT (s) | Sample Designation CMT (MIG) |
|---|---|---|---|---|---|---|---|---|
| 0.50 | 2.00 | 78.00 | 12.10 | 90.60 | 94.00 | 0.48 | 0.50 | 2A1 (3A1) |
| 0.50 | 3.50 | 129.00 | 13.90 | 172.14 | 178.59 | 0.91 | 0.94 | 2A2 (3A2) |
| 0.50 | 5.00 | 176.00 | 15.40 | 260.20 | 269.96 | 1.37 | 1.42 | 2A3 (3A3) |
| 0.50 | 6.50 | 224.00 | 16.20 | 348.36 | 361.43 | 1.84 | 1.91 | 2A4 (3A4) |
| 0.75 | 2.00 | 78.00 | 12.10 | 60.40 | 62.67 | 0.32 | 0.33 | 2B1 (3B1) |
| 0.75 | 3.50 | 129.00 | 13.90 | 114.76 | 119.06 | 0.61 | 0.63 | 2B2 (3B2) |
| 0.75 | 5.00 | 176.00 | 15.40 | 173.47 | 179.97 | 0.91 | 0.95 | 2B3 (3B3) |
| 0.75 | 6.50 | 224.00 | 16.20 | 232.24 | 240.95 | 1.23 | 1.27 | 2B4 (3B4) |
| 1.00 | 2.00 | 78.00 | 12.10 | 45.30 | 47.00 | 0.24 | 0.25 | 2C1 (3C1) |
| 1.00 | 3.50 | 129.00 | 13.90 | 86.07 | 89.30 | 0.45 | 0.47 | 2C2 (3C2) |
| 1.00 | 5.00 | 176.00 | 15.40 | 130.10 | 134.98 | 0.69 | 0.71 | 2C3 (3C3) |
| 1.00 | 6.50 | 224.00 | 16.20 | 174.18 | 180.71 | 0.92 | 0.95 | 2C4 (3C4) |
| 1.25 | 2.00 | 78.00 | 12.10 | 36.24 | 37.60 | 0.19 | 0.20 | 2D1 (3D1) |
| 1.25 | 3.50 | 129.00 | 13.90 | 68.86 | 71.44 | 0.36 | 0.38 | 2D2 (3D2) |
| 1.25 | 5.00 | 176.00 | 15.40 | 104.08 | 107.98 | 0.55 | 0.57 | 2D3 (3D3) |
| 1.25 | 6.50 | 224.00 | 16.20 | 139.35 | 144.57 | 0.74 | 0.76 | 2D4 (3D4) |
| Hardness Values (Hv) | ||
|---|---|---|
| CMT | MIG | |
| Minimum | 232 | 236 |
| Q1 | 294 | 301 |
| Median | 322 | 346 |
| Q3 | 363 | 370 |
| Max | 402 | 395 |
| Mean | 330 | 336 |
| Range | 170 | 159 |
| Std error | 13 | 12 |
| Std deviation | 52 | 46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stinson, H.; Ward, R.; Quinn, J.; McGarrigle, C. Comparison of Properties and Bead Geometry in MIG and CMT Single Layer Samples for WAAM Applications. Metals 2021, 11, 1530. https://doi.org/10.3390/met11101530
Stinson H, Ward R, Quinn J, McGarrigle C. Comparison of Properties and Bead Geometry in MIG and CMT Single Layer Samples for WAAM Applications. Metals. 2021; 11(10):1530. https://doi.org/10.3390/met11101530
Chicago/Turabian StyleStinson, Harley, Richard Ward, Justin Quinn, and Cormac McGarrigle. 2021. "Comparison of Properties and Bead Geometry in MIG and CMT Single Layer Samples for WAAM Applications" Metals 11, no. 10: 1530. https://doi.org/10.3390/met11101530
APA StyleStinson, H., Ward, R., Quinn, J., & McGarrigle, C. (2021). Comparison of Properties and Bead Geometry in MIG and CMT Single Layer Samples for WAAM Applications. Metals, 11(10), 1530. https://doi.org/10.3390/met11101530