Microstructure and Fatigue Behavior of 2205/316L Stainless Steel Dissimilar Welded Joints


 , , and
, , and
Abstract

1. Introduction
2. Materials and Methods
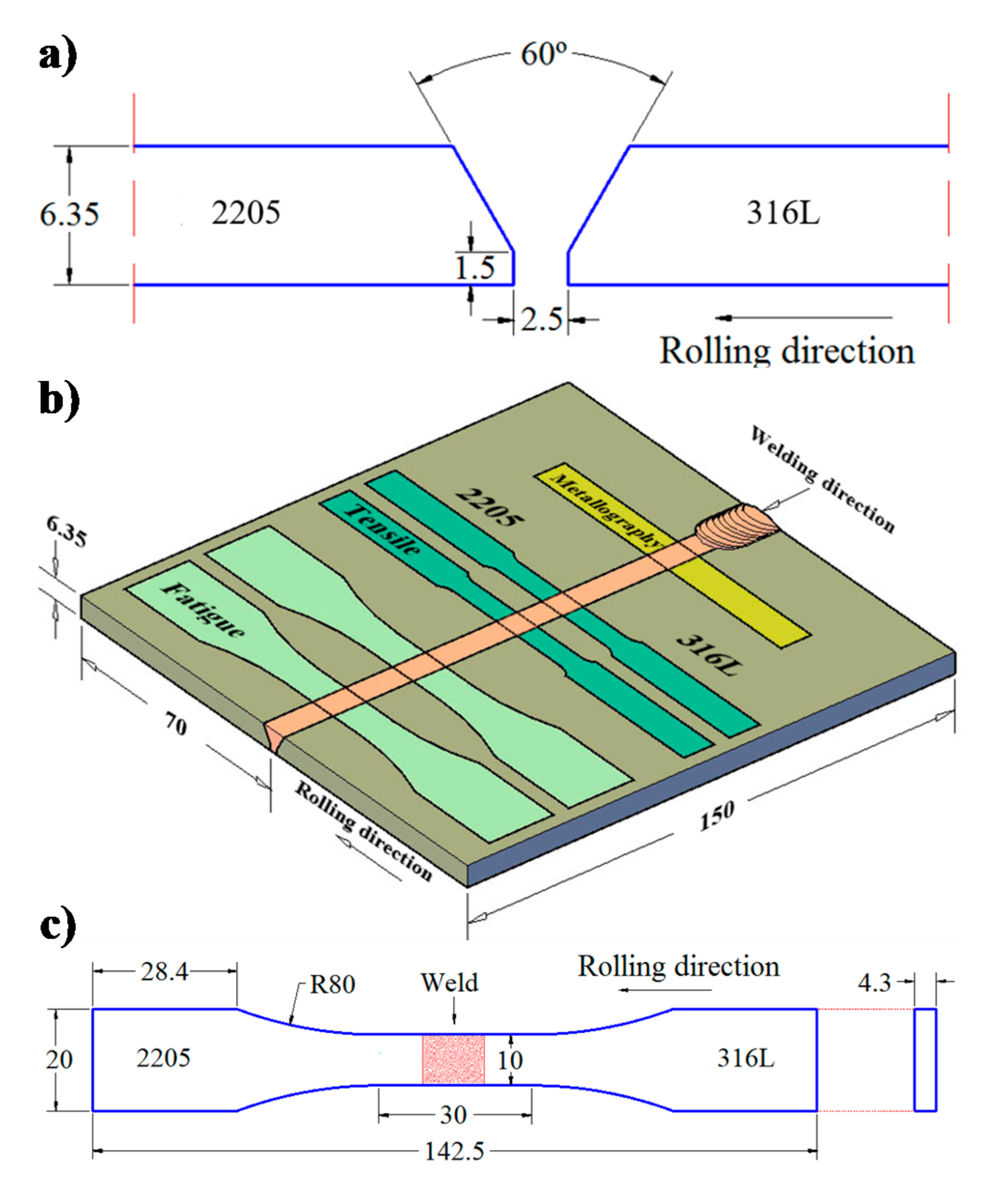
2.1. Materials and Welding
2.2. Microstructural Characterization
2.3. Tensile Testing
2.4. Fatigue Testing
3. Results and Discussion
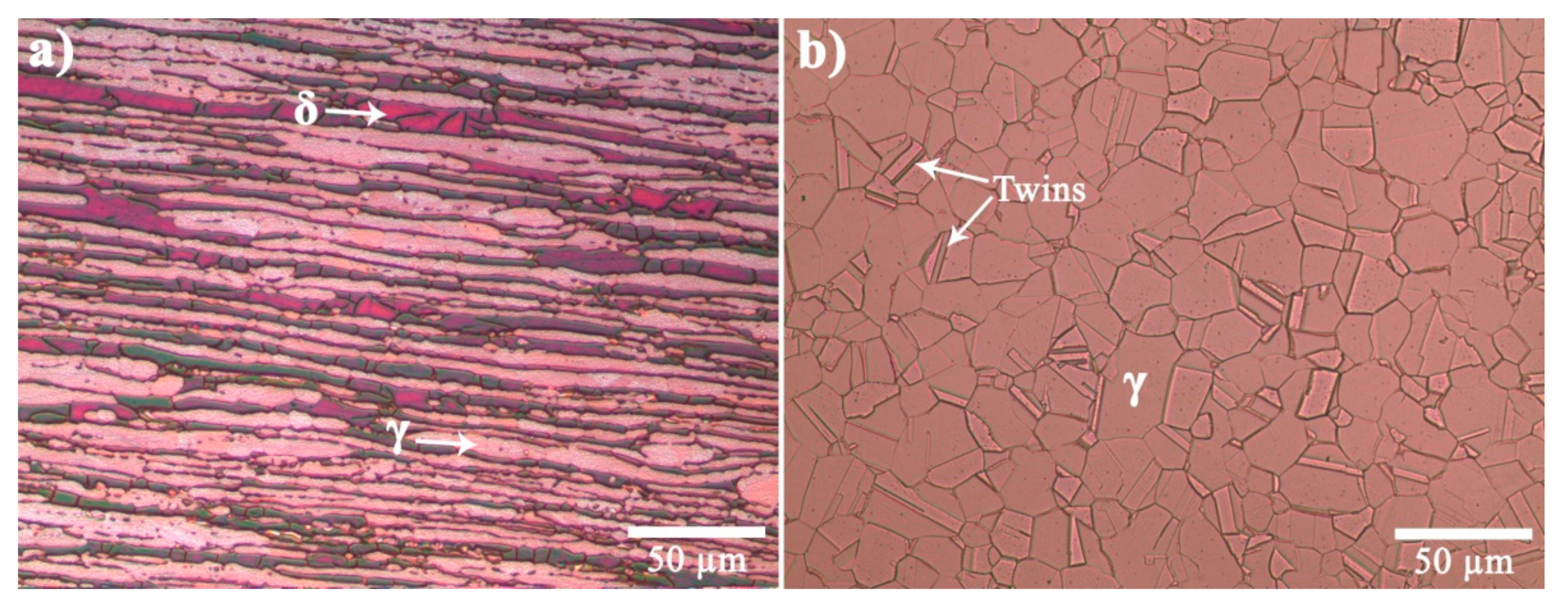
3.1. Microstructure of the Base Materials
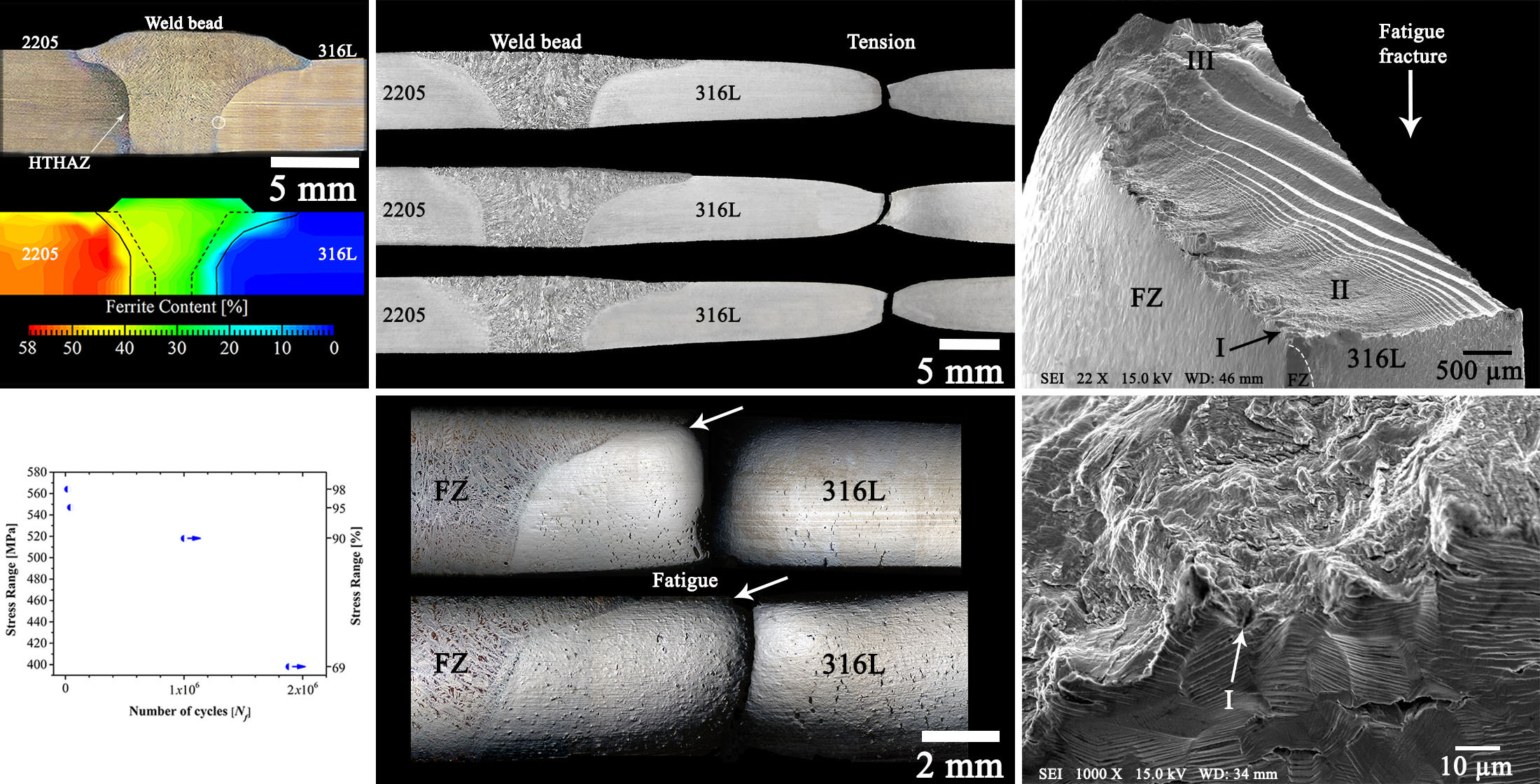
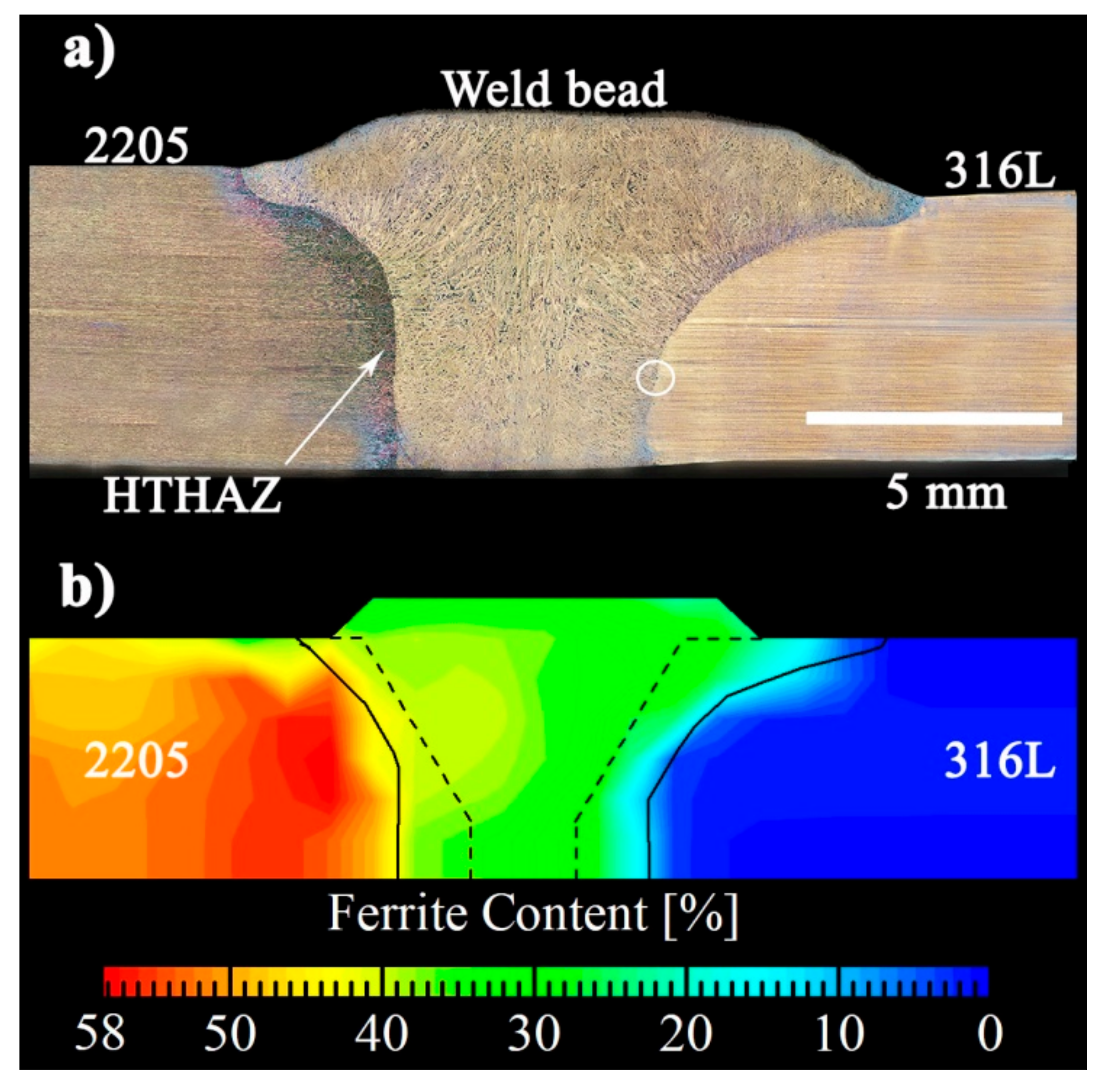
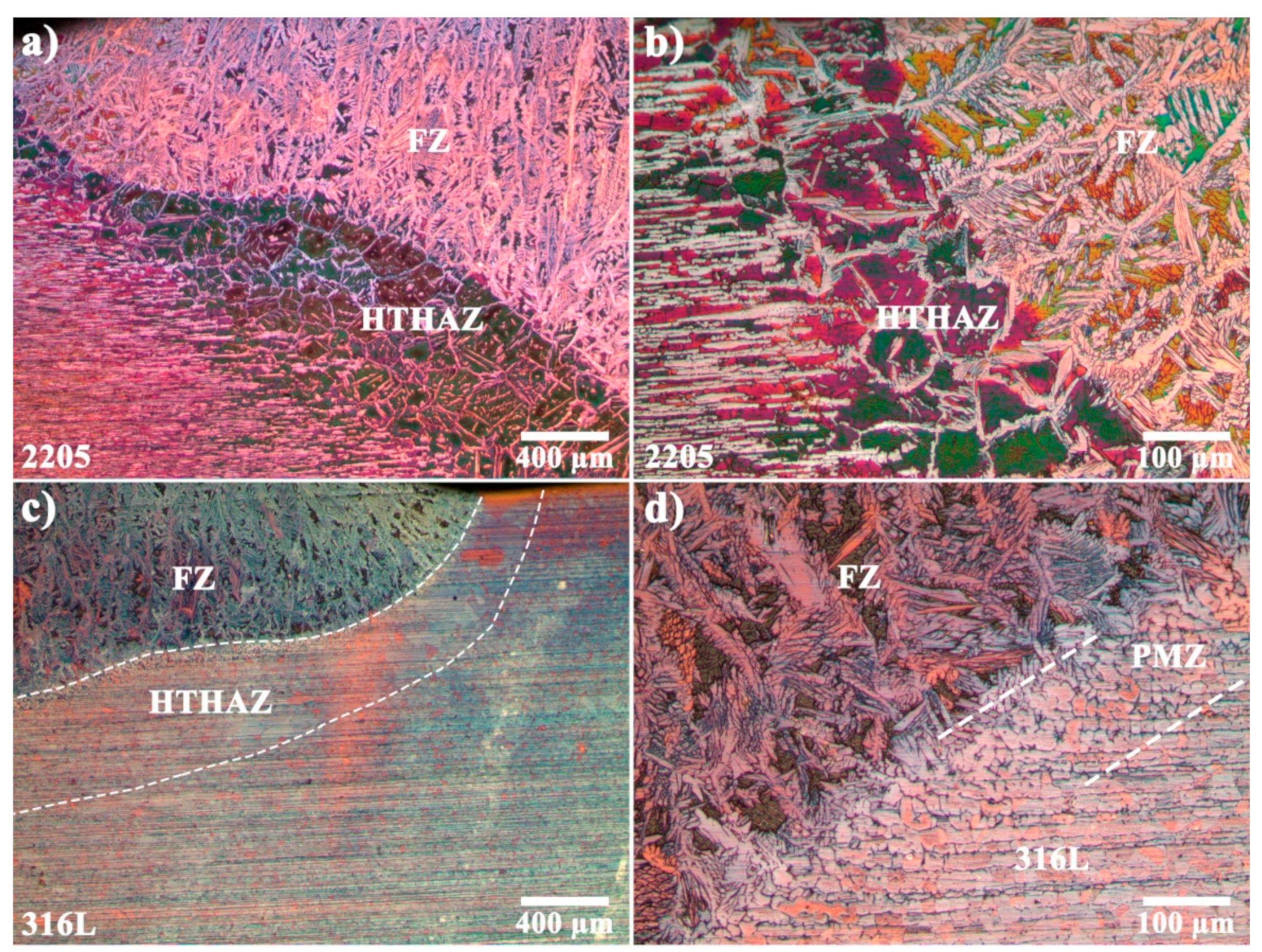
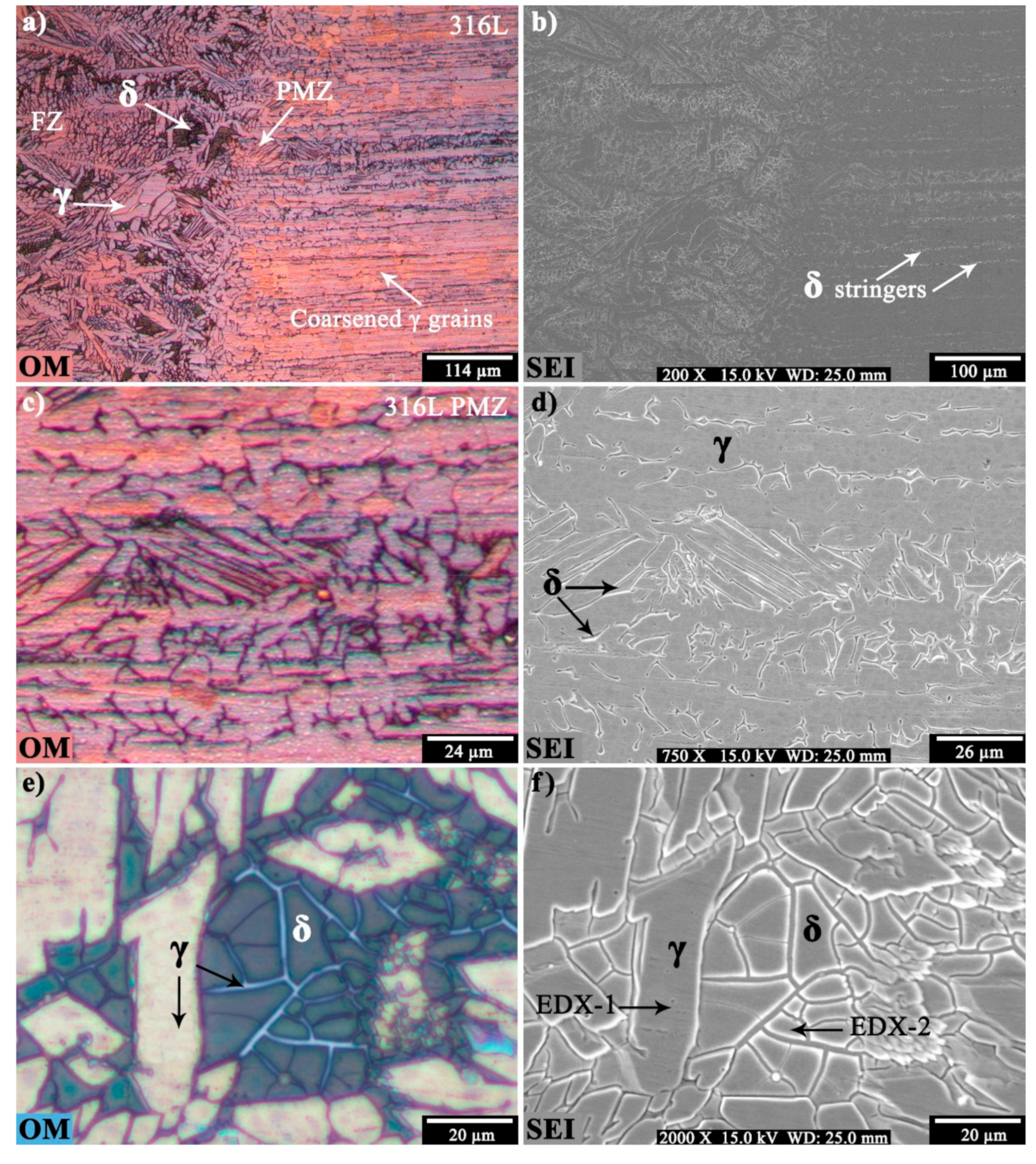
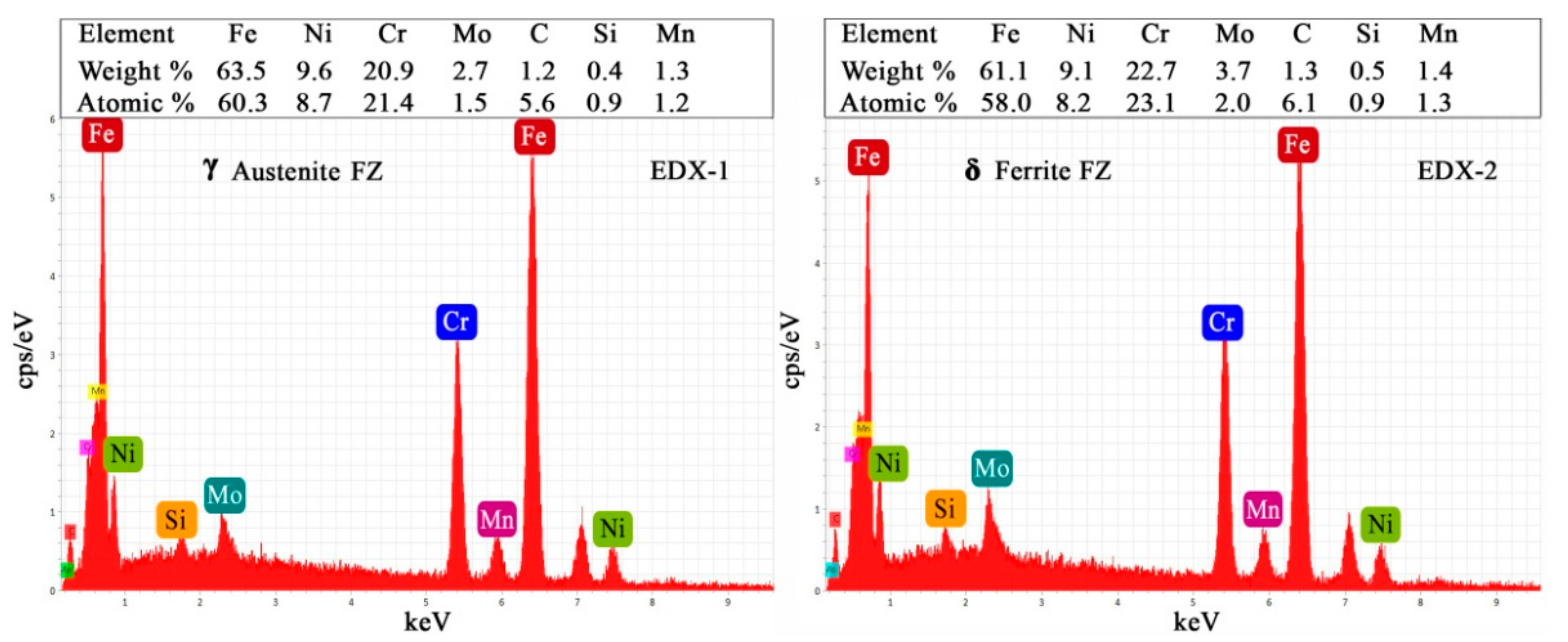
3.2. Macro and Microstructural Characteristics of the Welded Joint
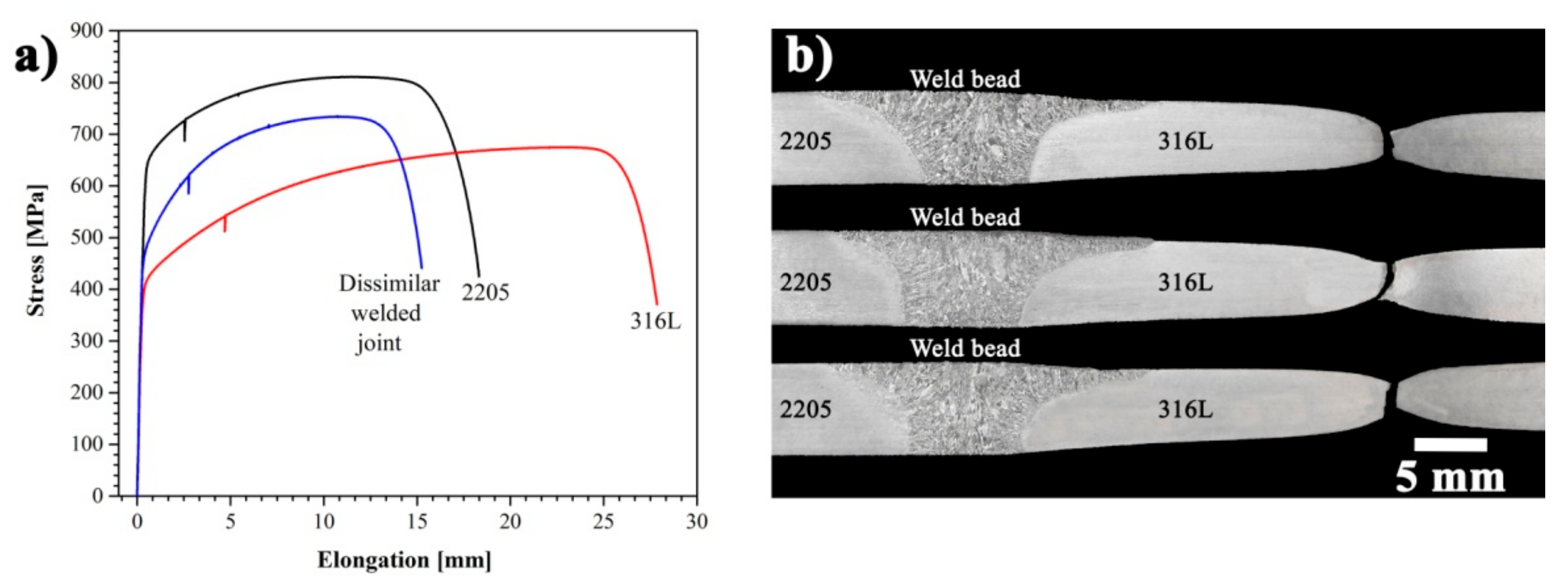
3.3. Mechanical Strength of the Welded Joint under Tension
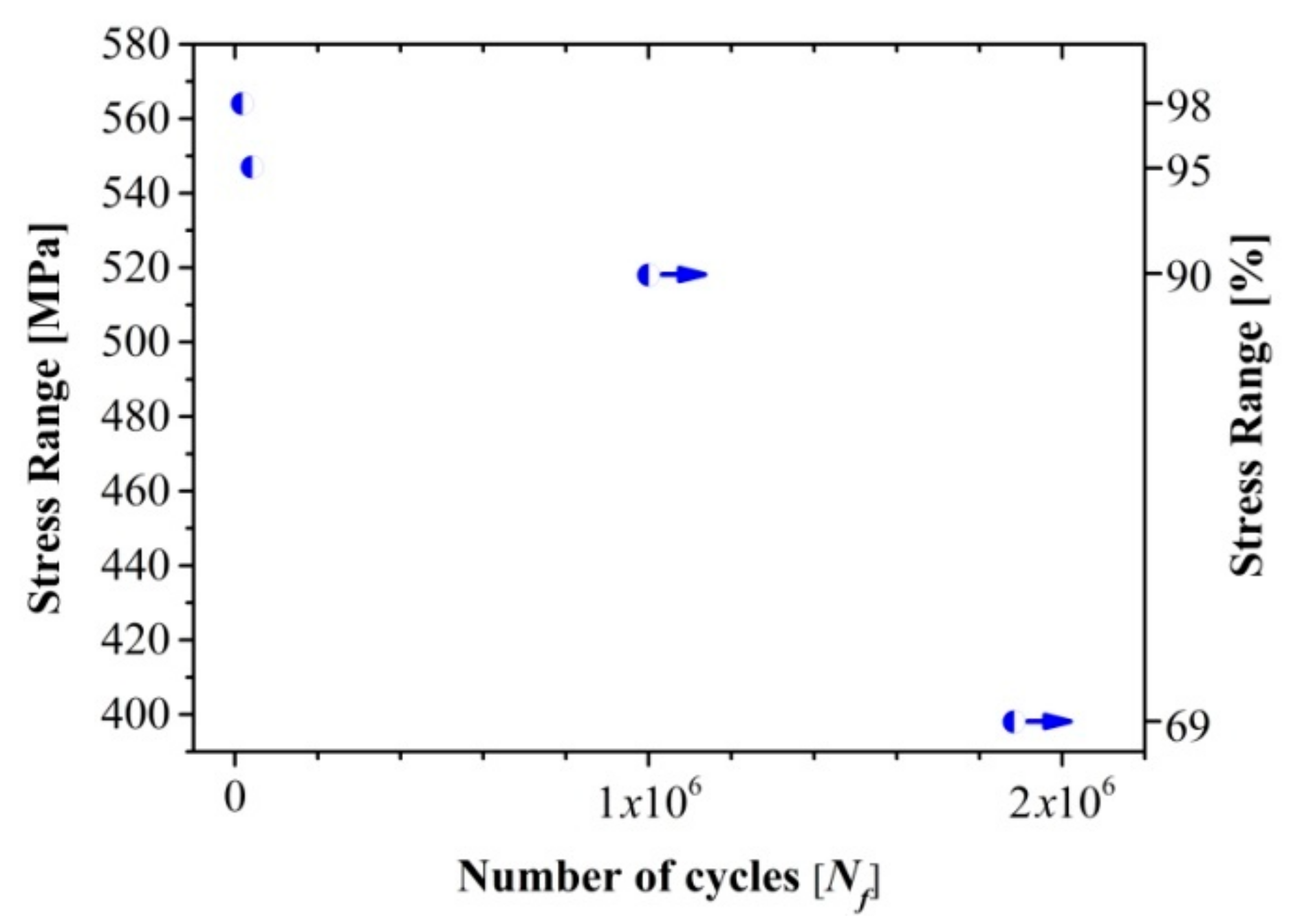
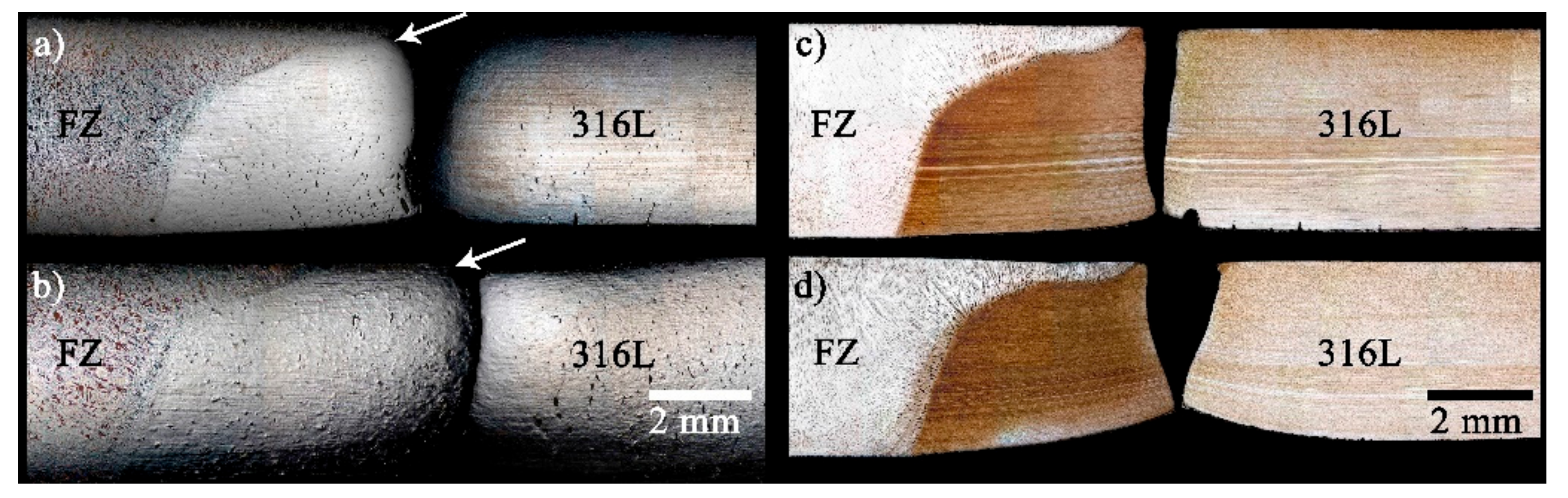
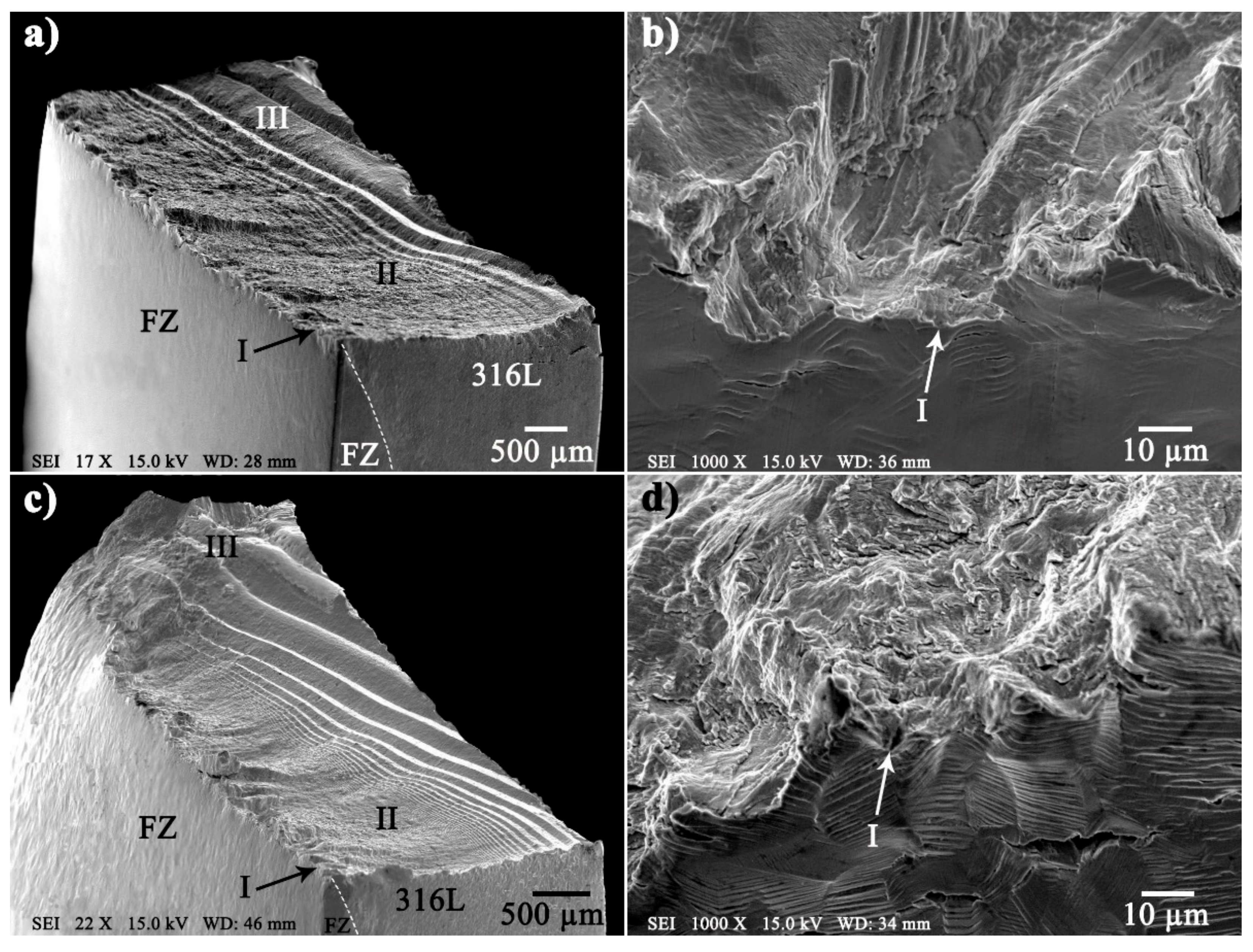
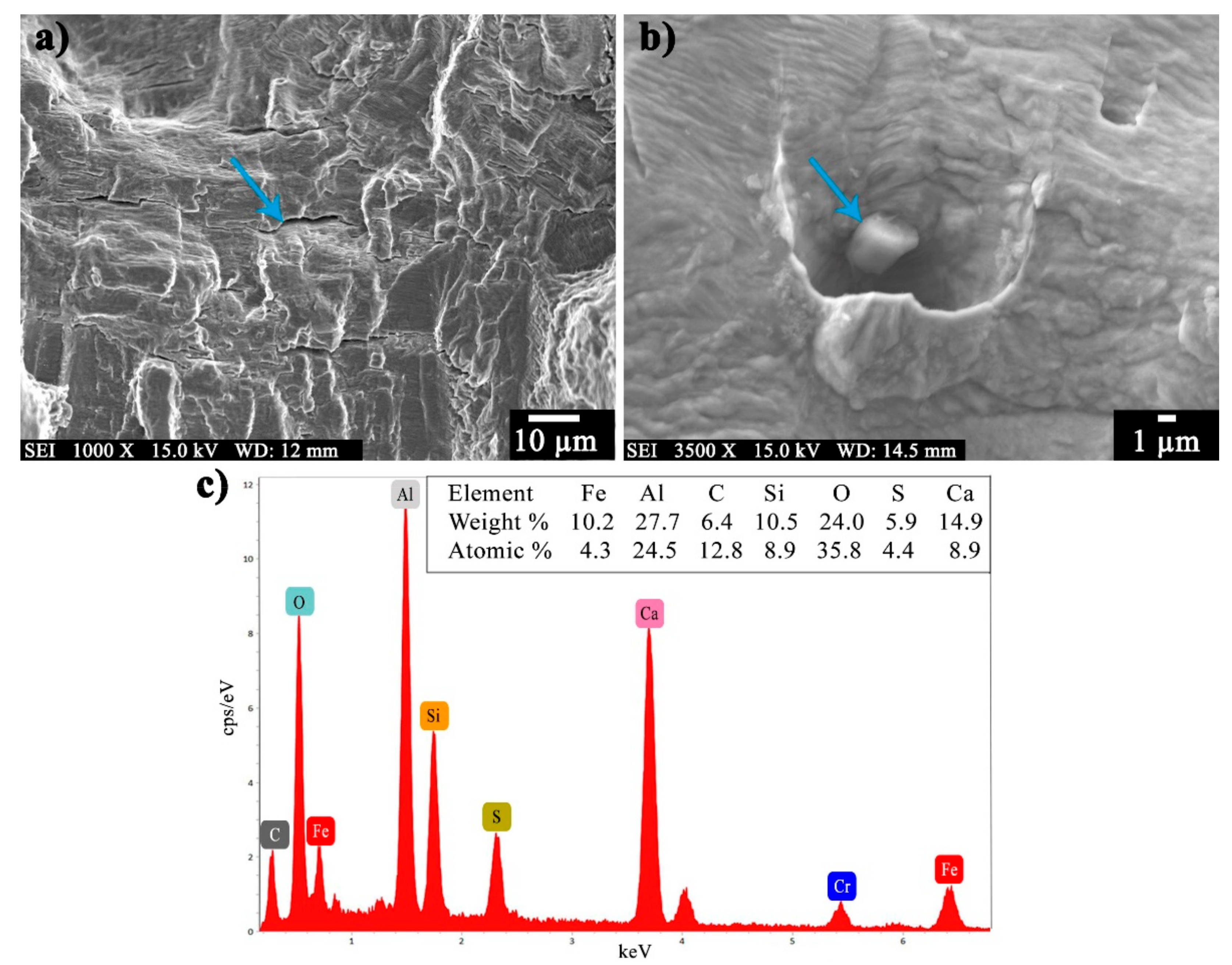
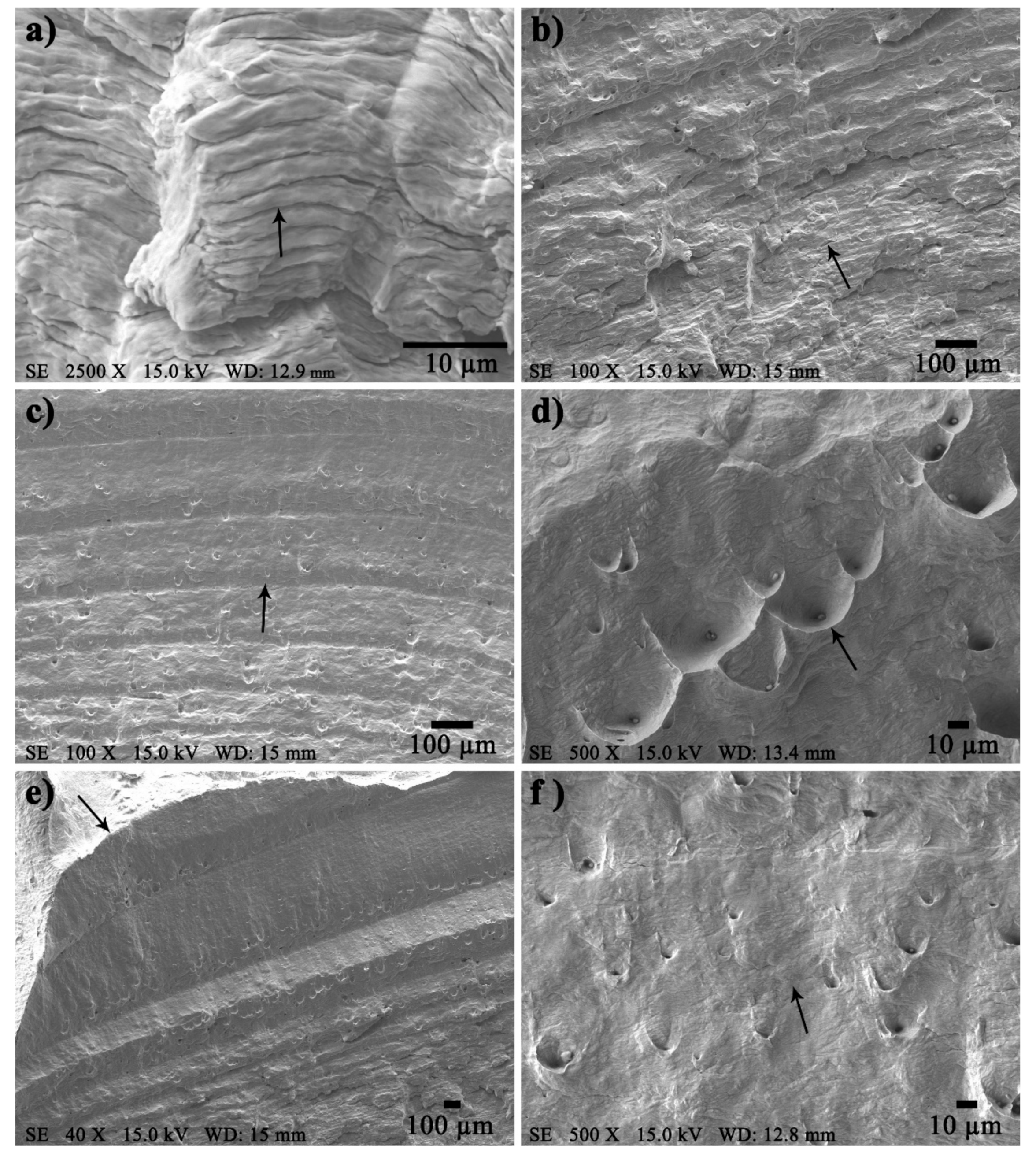
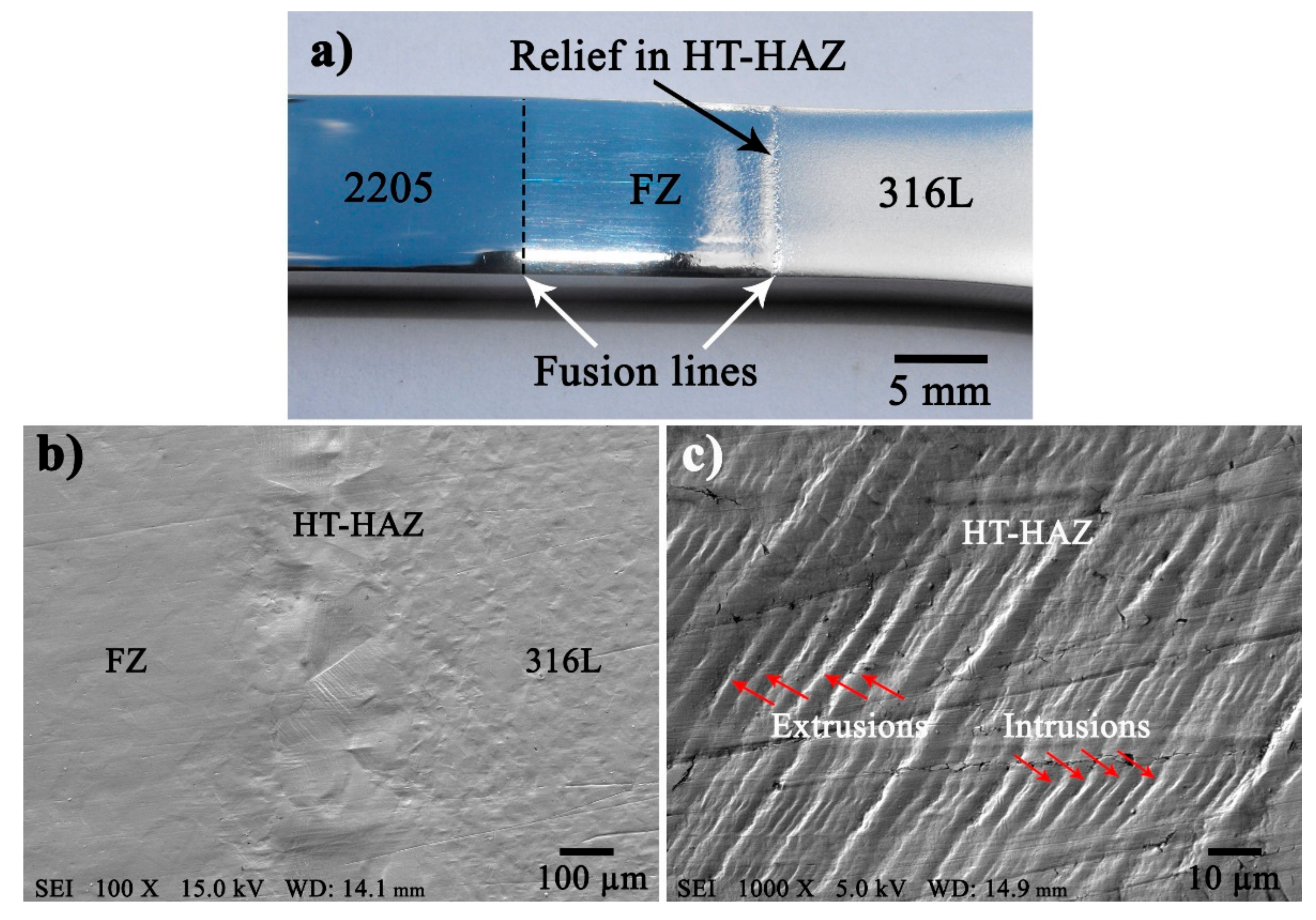
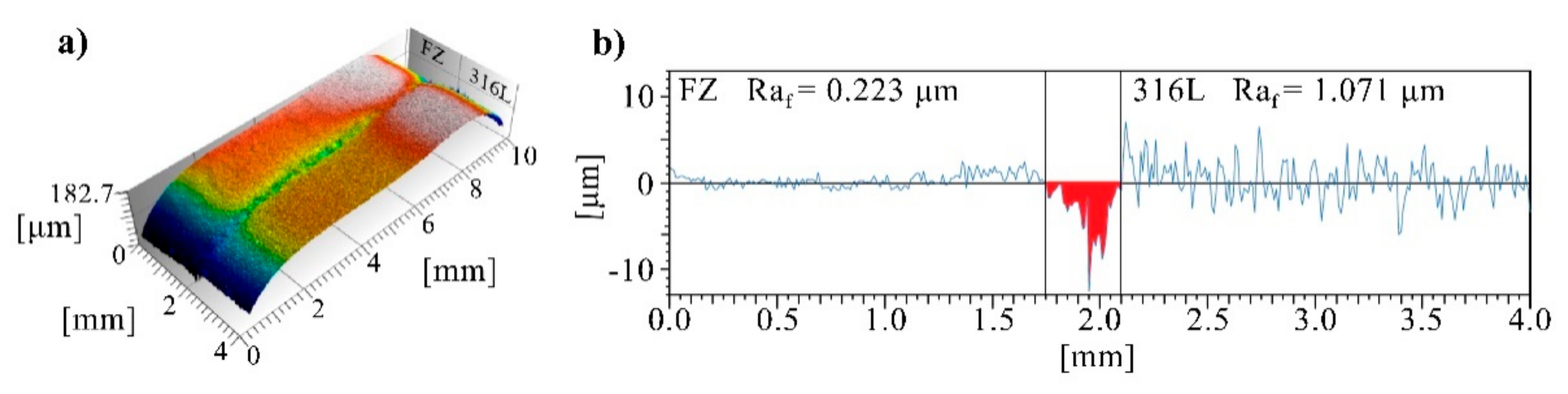
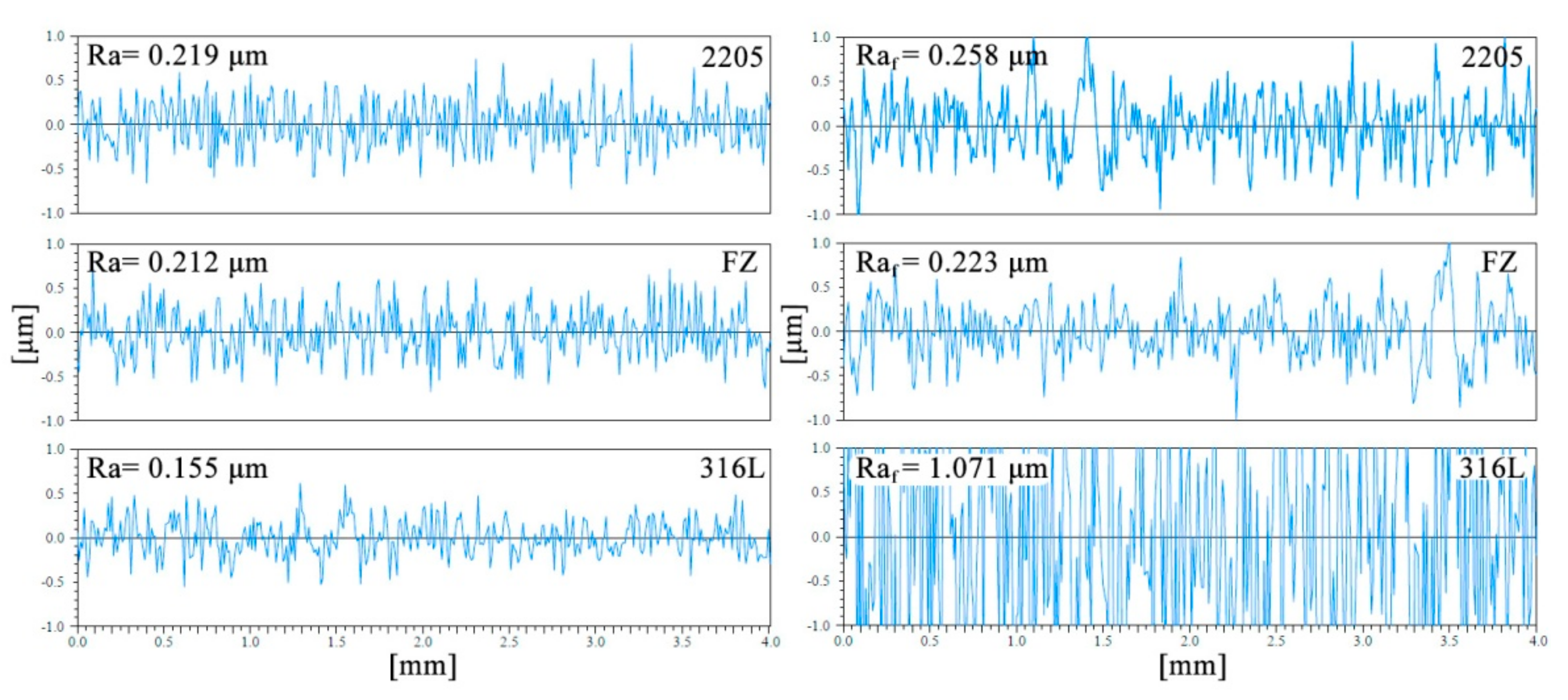
3.4. Fatigue Behavior
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Briones Flores, R.; Ruíz, A.; Rubio-González, C.; López, V.H.; Ortiz Lara, N.; Garcia Hernández, R.; Curiel López, F.F. Effect of heat input and accumulated fatigue damage on mechanical properties of dissimilar AL-6XN/316L welded joints. Mater. Character. 2016, 112, 41–50. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V.; Khatirkar, R.K.; Kumar, A. A comparative study on the effect of electrode on microstructure and mechanical properties of dissimilar welds of 2205 austeno-ferritic and 316L austenitic stainless steel. Mater. Trans. 2016, 57, 494–500. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of austenitic and austeno-ferritic electrodes on 2205 duplex and 316L austenitic stainless steel dissimilar welds. J. Mater. Eng. Perform. 2016, 25, 4706–4717. [Google Scholar] [CrossRef]
- Eghlimi, A.; Shamanian, M.; Eskandarian, M.; Zabolian, A.; Szpunar, J.A. Characterization of microstructure and texture across dissimilar super duplex/austenitic stainless steel weldment joint by austenitic filler metal. Mater. Character. 2015, 106, 208–217. [Google Scholar] [CrossRef]
- Jebaraj, A.V.; Kumar, T.S.; Manikandan, M. Investigation of structure property relationship of the dissimilar weld between austenitic stainless steel 316L and duplex stainless steel 2205. Trans. Indian Inst. Met. 2018, 71, 2593–2604. [Google Scholar] [CrossRef]
- Dokme, F.; Kulekci, M.; Esme, U. Microstructural and mechanical characterization of dissimilar metal welding of Inconel 625 and AISI 316L. Metals 2018, 8, 797. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.; Saya-Gamboa, R.; La Barbera-Sosa, J.; Staia, M.; Ignoto-Cardinale, V.; Berríos-Ortiz, J.; Mesmacque, G. Fatigue life of AISI 316L stainless steel welded joints, obtained by GMAW. Weld. Inter. 2009, 23, 778–788. [Google Scholar] [CrossRef]
- Huang, H.W.; Wang, Z.B.; Lu, J.; Lu, K. Fatigue behaviors of AISI 316L stainless steel with a gradient nanostructured surface layer. Acta Mater. 2015, 87, 150–160. [Google Scholar] [CrossRef]
- Plaut, R.L.; Herrera, C.; Escriba, D.M.; Rios, P.R.; Padilha, A.F. A short review on wrought austenitic stainless steels at high temperatures: Processing, microstructure, properties and performance. Mater. Res. 2007, 10, 453–460. [Google Scholar] [CrossRef]
- Mohammad, K.; Zainudin, E.; Salit, M.; Zahari, N.; Ali, A. Experimental determination of the fatigue behavior of austenitic 316L stainless steel under fatigue and creep-fatigue tests at high temperature. Inter. J. Met. Steel Res. Technol. 2013, 1, 1–11. [Google Scholar]
- Shields, J.; Kovach, C. Practical Guidelines for the Fabrication of High Performance Austenitic Stainless Steels; The International Molybdenum Association: London, UK, 2010; ISBN 978-1-907470-10-3. [Google Scholar]
- McGuire, M.F. Stainless Steels for Design Engineers; ASM International: Almere, Amsterdam, 2008; p. 304. [Google Scholar]
- Wasnik, D.; Dey, G.; Kain, V.; Samajdar, I. Precipitation stages in a 316L austenitic stainless steel. Scripta Mater. 2003, 49, 135–141. [Google Scholar] [CrossRef]
- Lewis, M.H.; Hattersley, B. Precipitation of M23C6 in austenitic steels. Acta Metall. 1965, 13, 1159–1168. [Google Scholar] [CrossRef]
- Terao, N.; Sasmal, B. Precipitation of M23C6 type carbide on twin boundaries in austenitic stainless steels. Metallography 1980, 13, 117–133. [Google Scholar] [CrossRef]
- U.S. Geological Survey. Metal Prices in the United States through 2010; 2012–5188; U.S. Geological Survey: Reston, VA, USA, 2013; pp. 105–113.
- Bursen, H. Winemaking equipment maintenance and troubleshooting. In Winemaking Problems Solved, 1st ed.; Butzke, C.E., Ed.; Woohead Publishing Limited: Cambridge, UK, 2010; pp. 199–253. [Google Scholar]
- Al-Haidary, J.; Wahab, A.; Salam, E.A. Fatigue crack propagation in austenitic stainless steel weldments. Metall. Mater. Trans. A 2006, 37, 3205–3214. [Google Scholar] [CrossRef]
- Sherry, A.; Wilkes, M. Numerical simulation of tearing–fatigue interactions in 316L (N) austenitic stainless steel. Inter. J. Press. Vess. Pip. 2005, 82, 905–916. [Google Scholar] [CrossRef]
- Mohammad, K.A.; Zainudin, E.S.; Sapuan, S.; Zahari, N.I.; Aidy, A. Fatigue life for type 316L stainless steel under cyclic loading. In Proceedings of Advanced Materials Research; Trans Tech Publications Ltd.: Zürich, Switzerland, 2013; pp. 77–81. [Google Scholar]
- Mohammad, K.; Ali, A.; Sahari, B.; Abdullah, S. Fatigue behavior of austenitic type 316L stainless steel. In Proceedings of IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2012; p. 012012. [Google Scholar]
- Kumar, R.; Bhattacharya, A.; Bera, T.K. Mechanical and metallurgical studies in double shielded GMAW of dissimilar stainless steels. Mater. Manuf. Process. 2015, 30, 1146–1153. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Aqida, S.N.; Abdulhadi, H.A. Effects of heat input on microstructure, corrosion and mechanical characteristics of welded austenitic and duplex stainless steels: A review. Metals 2017, 7, 39. [Google Scholar] [CrossRef]
- Silva Leite, C.G.; da Cruz Junior, E.J.; Lago, M.; Zambon, A.; Calliari, I.; Ventrella, V.A. Nd: YAG pulsed laser dissimilar welding of UNS S32750 duplex with 316L austenitic stainless steel. Materials 2019, 12, 2906. [Google Scholar] [CrossRef]
- Landowski, M.; Świerczyńska, A.; Rogalski, G.; Fydrych, D. Autogenous fiber laser welding of 316L austenitic and 2304 lean duplex stainless steels. Materials 2020, 13, 2930. [Google Scholar] [CrossRef]
- Man, J.; Obrtlik, K.; Polak, J.; Klapetek, P. Early stages of fatigue damage in 316L steel. In Proceedings of the Fracture of Nano and Engineering Materials and Structures, Alexandroupolis, Greece, 3–7 July 2006; pp. 871–872. [Google Scholar]
- Chiu, P.; Wang, S.; Yang, J.; Weng, K.; Fang, J. The effect of strain ratio on morphology of dislocation in low cycle fatigued SAF 2205 DSS. Mater. Chem. Phys. 2006, 98, 103–110. [Google Scholar] [CrossRef]
- Man, J.; Obrtlík, K.; Polák, J. Extrusions and intrusions in fatigued metals. Part 1. State of the art and history. Philosoph. Mag. 2009, 89, 1295–1336. [Google Scholar] [CrossRef]
- Kotecki, D.; Siewert, T. WRC-1992 constitution diagram for stainless steel weld metals: A modification of the WRC-1988 diagram. Weld. J. 1992, 71, 171–178. [Google Scholar]
- Bosworth, M. Effective heat input in pulsed current gas metal arc welding-solid wire electrodes. Weld. J. 1990, 70, 111-s. [Google Scholar]
- Vander Voort, G.F. Metallography, Principles and Practice; ASM International: Almere, The Netherlands, 1984. [Google Scholar]
- ASTM. E8-04, Standard Test Methods for Tension Testing of Metallic Materials. In Annual Book of ASTM Standards; ASTM: West Conshohocken, PA, USA, 2004; p. 3. [Google Scholar]
- Designation, A. E466-07, Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Song, R.-B.; Xiang, J.-Y.; Hou, D.-P. Characteristics of mechanical properties and microstructure for 316L austenitic stainless steel. J. Iron Steel Res. Inter. 2011, 18, 53–59. [Google Scholar] [CrossRef]
- Gunn, R.N. Duplex Stainless Steels: Microstructure, Properties and Applications; Woodhead Publishing: Cambridge, UK, 1997. [Google Scholar]
- Elmer, J.; Allen, S.; Eagar, T. Microstructural development during solidification of stainless steel alloys. MTA 1989, 20, 2117–2131. [Google Scholar] [CrossRef]
- Saluja, R.; Moeed, K. The emphasis of phase transformations and alloying constituents on hot cracking susceptibility of type 304L and 316L stainless steel welds. Inter. J. Eng. Sci. Technol. 2012, 4, 2206–2216. [Google Scholar]
- Sathiya, P.; Aravindan, S.; Soundararajan, R.; Haq, A.N. Effect of shielding gases on mechanical and metallurgical properties of duplex stainless-steel welds. J. Mater. Sci. 2009, 44, 114–121. [Google Scholar] [CrossRef]
- Bermejo, M.V.; Karlsson, L.; Svensson, L.-E.; Hurtig, K.; Rasmuson, H.; Frodigh, M.; Bengtsson, P. Effect of shielding gas on welding performance and properties of duplex and superduplex stainless steel welds. Weld. World 2015, 59, 239–249. [Google Scholar] [CrossRef]
- Xavier, C.R.; Delgado Junior, H.G.; Castro, J.A.d. An experimental and numerical approach for the welding effects on the duplex stainless steel microstructure. Mater. Res. 2015, 18, 489–502. [Google Scholar] [CrossRef]
- Badji, R.; Bouabdallah, M.; Bacroix, B.; Kahloun, C.; Belkessa, B.; Maza, H. Phase transformation and mechanical behavior in annealed 2205 duplex stainless steel welds. Mater. Character. 2008, 59, 447–453. [Google Scholar] [CrossRef]
- Kožuh, S.; Gojić, M.; Vrsalović, L.; Ivković, B. Corrosion failure and microstructure analysis of AISI 316L stainless steels for ship pipeline before and after welding. Kovove Mater. 2013, 51, 53–61. [Google Scholar]
- Mohammed, R.; Rao, K.S.; Reddy, G.M. Studies on microstructure, mechanical and pitting corrosion behaviour of similar and dissimilar stainless steel gas tungsten arc welds. In Proceedings of IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; p. 012028. [Google Scholar]
- Dadfar, M.; Fathi, M.; Karimzadeh, F.; Dadfar, M.; Saatchi, A. Effect of TIG welding on corrosion behavior of 316L stainless steel. Mater. Lett. 2007, 61, 2343–2346. [Google Scholar] [CrossRef]
- Potgieter, J.; Olubambi, P.; Cornish, L.; Machio, C.; Sherif, E.-S.M. Influence of nickel additions on the corrosion behaviour of low nitrogen 22% Cr series duplex stainless steels. Corros. Sci. 2008, 50, 2572–2579. [Google Scholar] [CrossRef]
- Hao, Y.; Li, J.; Li, X.; Liu, W.; Cao, G.; Li, C.; Liu, Z. Influences of cooling rates on solidification and segregation characteristics of Fe-Cr-Ni-Mo-N super austenitic stainless steel. J. Mater. Process. Technol. 2020, 275, 116326. [Google Scholar] [CrossRef]
- Astaf’ev, A.A.; Lepekhina, L.I.; Batieva, N.M. Effect of delta-ferrite on the properties of welded joints of steel 08Kh18N10T. Met. Sci. Heat. Treat. 1989, 31, 880–884. [Google Scholar] [CrossRef]
- Nitronic, M.L.J. Regression analysis of the influence of a chemical composition on the mechanical properties of the steel nitronic 60. Mater. Tehnol. 2014, 48, 433–437. [Google Scholar]
- Almaida, G.; Mirsada, O.; Sulejman, M. Effect of the delta-ferrite content on the tensile proferties in nitronic 60 steel at room temperature and 750. Mater. Technol. 2012, 46, 519–523. [Google Scholar]
- Huang, J.-Y.; Yeh, J.-J.; Jeng, S.-L.; Chen, C.-Y.; Kuo, R.-C. High-cycle fatigue behavior of type 316L stainless steel. Mater. Trans. 2006, 47, 409–417. [Google Scholar] [CrossRef]
- Kusko, C.; Dupont, J.; Marder, A. The influence of microstructure on fatigue crack propagation behavior of stainless steel welds. Weld. J. 2004, 83, 6–14. [Google Scholar]
- Campbell, F.C. Fatigue and Fracture: Understanding the Basics; ASM International: Almere, Amsterdam, 2012. [Google Scholar]
- Hertzberg, R.W. Deformation and Fracture Mechanics of Engineering Materials; John Wiley Sons Inc.: Hoboken, NJ, USA, 1989. [Google Scholar]
- Marshall, P. Austenitic Stainless Steels: Microstructure and Mechanical Properties; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1984. [Google Scholar]
- Macdonald, K. Fracture and Fatigue of Welded Joints and Structures; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Zhao, X.H.; Liu, Y. Modification of plasma spurt spraying on improving fatigue property of welded joint. In Proceedings of Applied Mechanics and Materials; Trans Tech Publications Ltd.: Zürich, Switzerland; pp. 494–497.
- Lefebvre, F.; Peyrac, C.; Elbel, G.; Revilla-Gomez, C.; Verdu, C.; Buffière, J.-Y. Understanding of fatigue strength improvement of steel structures by hammer peening treatment. Proc. Eng. 2015, 133, 454–464. [Google Scholar] [CrossRef][Green Version]
- Man, J.; Valtr, M.; Weidner, A.; Petrenec, M.; Obrtlík, K.; Polák, J. AFM study of surface relief evolution in 316L steel fatigued at low and high temperatures. Proc. Eng. 2010, 2, 1625–1633. [Google Scholar] [CrossRef][Green Version]
- Cortés-Cervantes, I.S.; López-Morelos, V.H.; Miyashita, Y.; García-Hernández, R.; Ruiz-Marines, A.; Garcia-Renteria, M.A. Fatigue resistance of AL6XN super-austenitic stainless steel welded with electromagnetic interaction of low intensity during GMAW. Inter. J. Adv. Manuf. Technol. 2018, 99, 2849–2862. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Cr | Ni | Mo | Mn | P | S | Si | N | Cu | Nb | Fe | Creq | Nieq | Creq/Nieq |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2205 | 0.01 | 22.5 | 5.7 | 3.1 | 1.81 | 0.03 | ---- | 0.54 | 0.16 | 0.21 | 0.03 | Bal. | 25.60 | 9.30 | 2.75 |
| 316L | 0.02 | 16.6 | 10.0 | 2.0 | 1.15 | 0.03 | ---- | 0.54 | 0.05 | 0.46 | 0.03 | Bal. | 18.71 | 11.86 | 1.57 |
| ER2209 | 0.01 | 23 | 8.8 | 3.2 | 1.75 | 0.02 | 0.01 | 0.5 | 0.14 | 0.1 | 0.02 | Bal. | 26.20 | 12.04 | 2.17 |
| Material | Area (mm2) | Dilution (%) |
|---|---|---|
| 2205 melted | 8.13 | 10.95 |
| 316L melted | 14.63 | 19.70 |
| Weld metal | 74.26 | 30.65 |
| 316L PMZ | 0.92 | ---- |
| 2205 HT-HAZ | 6.77 | ---- |
| 316L HT-HAZ | 5.05 | ---- |
| Material | Yield Stress (MPa) | Tensile Strength (MPa) | Elongation (%) | HV100 |
|---|---|---|---|---|
| 2205 DSS | 640 | 811 | 38 | 272 |
| 316L ASS | 384 | 674 | 55 | 215 |
| ER2209 | 560 | 690 | 26 | 240 |
| Welded joint | 443 | 735 | 31 | ---- |
| Specimen | Δσ [%] | Tensionσmáx [MPa] | Compression σmin [MPa] | Δσ [MPa] | Nf [Cycles] | Time [h] | Surface Crack Initiation |
|---|---|---|---|---|---|---|---|
| 1 | 98 | 434 | −130 | 564 | 18,246 | 0.33 | HT-HAZ 316L |
| 2 | 95 | 420 | −126 | 547 | 41,400 | 0.76 | HT-HAZ 316L |
| 3 | 90 | 398 | −119 | 518 | 1,000,320 | 18.5 | Without failure |
| 4 | 69 | 306 | −92 | 398 | 1,884,110 | 34.9 | Without failure |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hernández-Trujillo, S.L.; Lopez-Morelos, V.H.; García-Rentería, M.A.; García-Hernández, R.; Ruiz, A.; Curiel-López, F.F. Microstructure and Fatigue Behavior of 2205/316L Stainless Steel Dissimilar Welded Joints. Metals 2021, 11, 93. https://doi.org/10.3390/met11010093
Hernández-Trujillo SL, Lopez-Morelos VH, García-Rentería MA, García-Hernández R, Ruiz A, Curiel-López FF. Microstructure and Fatigue Behavior of 2205/316L Stainless Steel Dissimilar Welded Joints. Metals. 2021; 11(1):93. https://doi.org/10.3390/met11010093
Chicago/Turabian StyleHernández-Trujillo, Saúl Leonardo, Victor Hugo Lopez-Morelos, Marco Arturo García-Rentería, Rafael García-Hernández, Alberto Ruiz, and Francisco Fernando Curiel-López. 2021. "Microstructure and Fatigue Behavior of 2205/316L Stainless Steel Dissimilar Welded Joints" Metals 11, no. 1: 93. https://doi.org/10.3390/met11010093
APA StyleHernández-Trujillo, S. L., Lopez-Morelos, V. H., García-Rentería, M. A., García-Hernández, R., Ruiz, A., & Curiel-López, F. F. (2021). Microstructure and Fatigue Behavior of 2205/316L Stainless Steel Dissimilar Welded Joints. Metals, 11(1), 93. https://doi.org/10.3390/met11010093