Understanding Size Effects and Forming Limits in the Micro-Stamping of Industrial Stainless Steel Foils

 ,
,  ,
,  ,
,
Abstract
1. Introduction
2. Experimental Procedure
2.1. Material
2.2. Heat Treatment
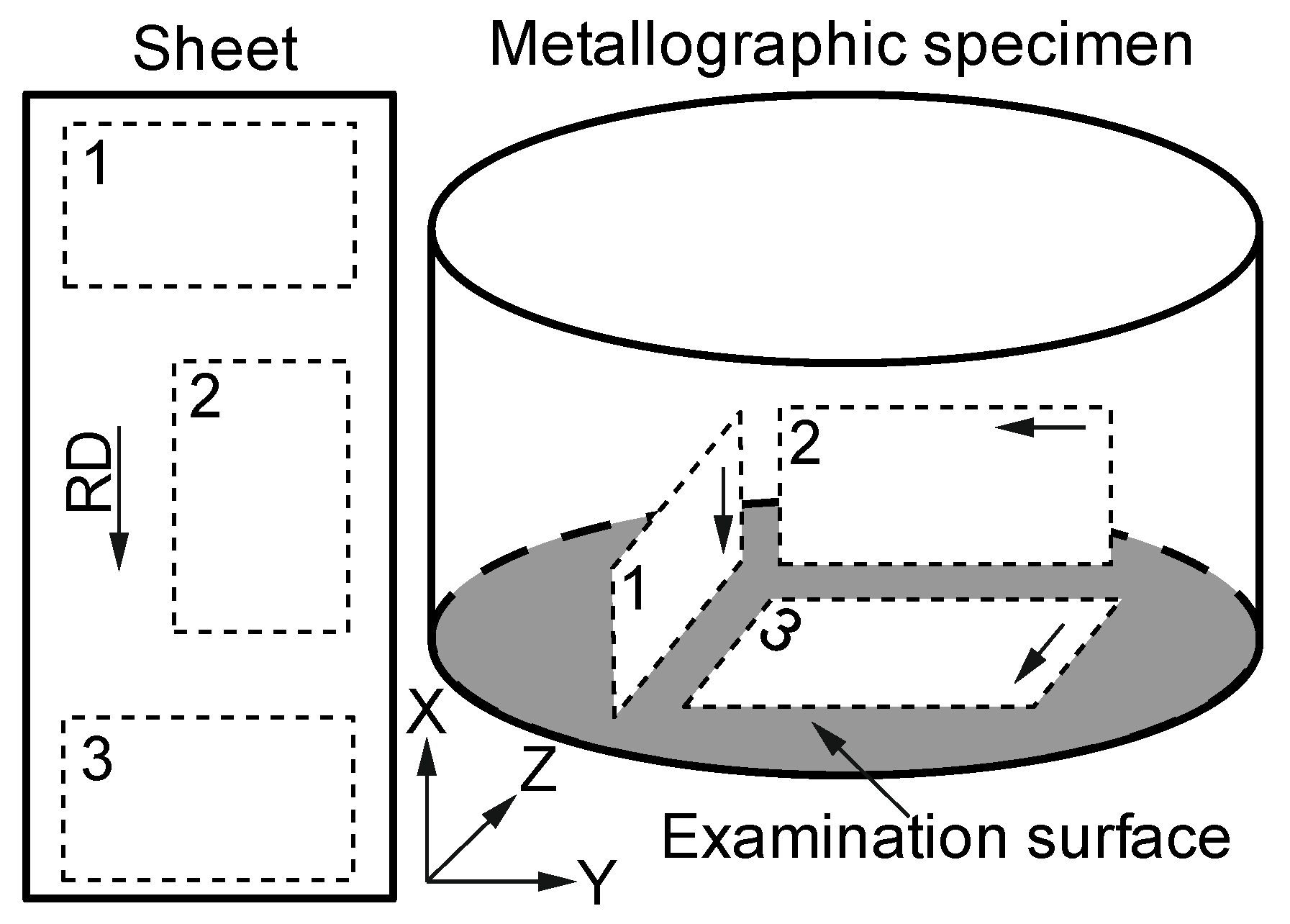
2.3. Microstructure Analysis
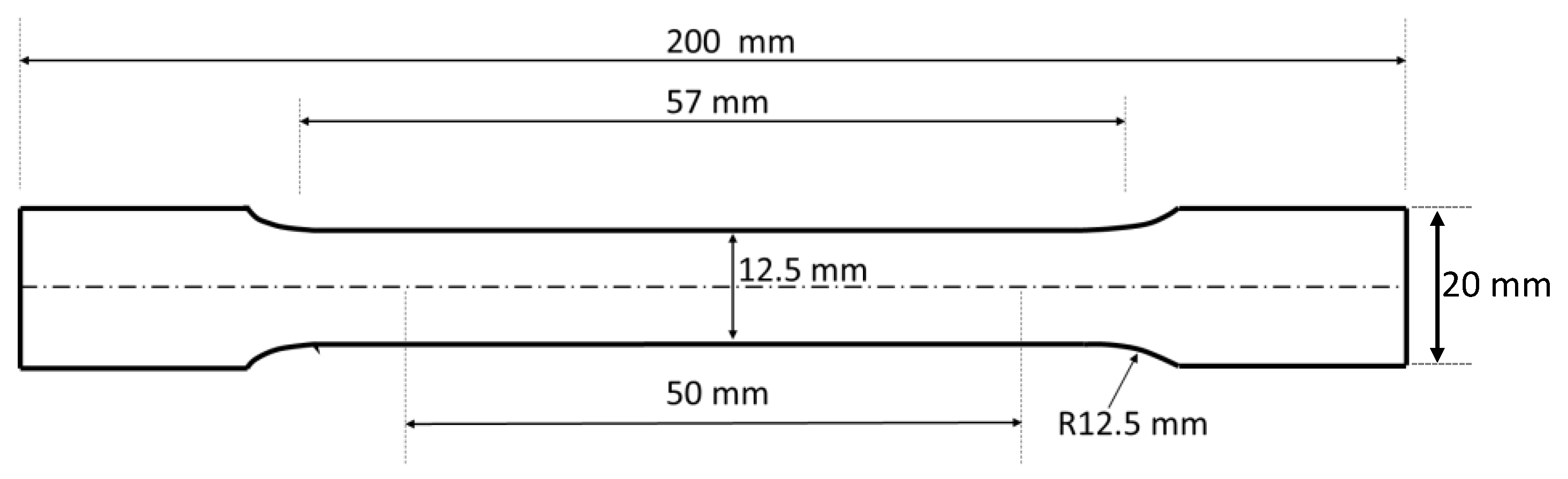
2.4. Tensile Tests
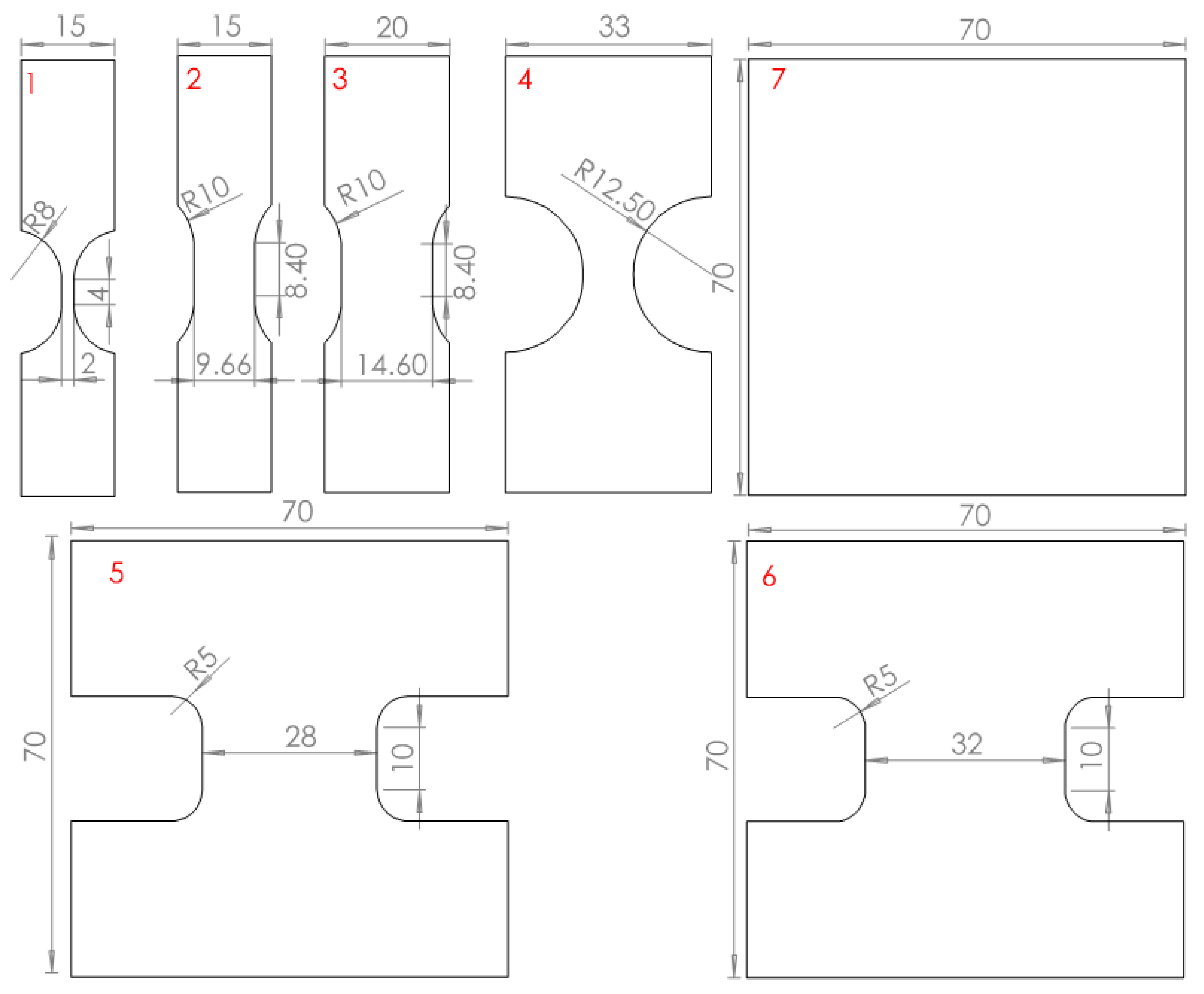
2.5. Forming Limit Tests
2.6. Micro-Stamping Trials
3. Results
3.1. Microstructure and Average Grain Size over the Sheet Thickness
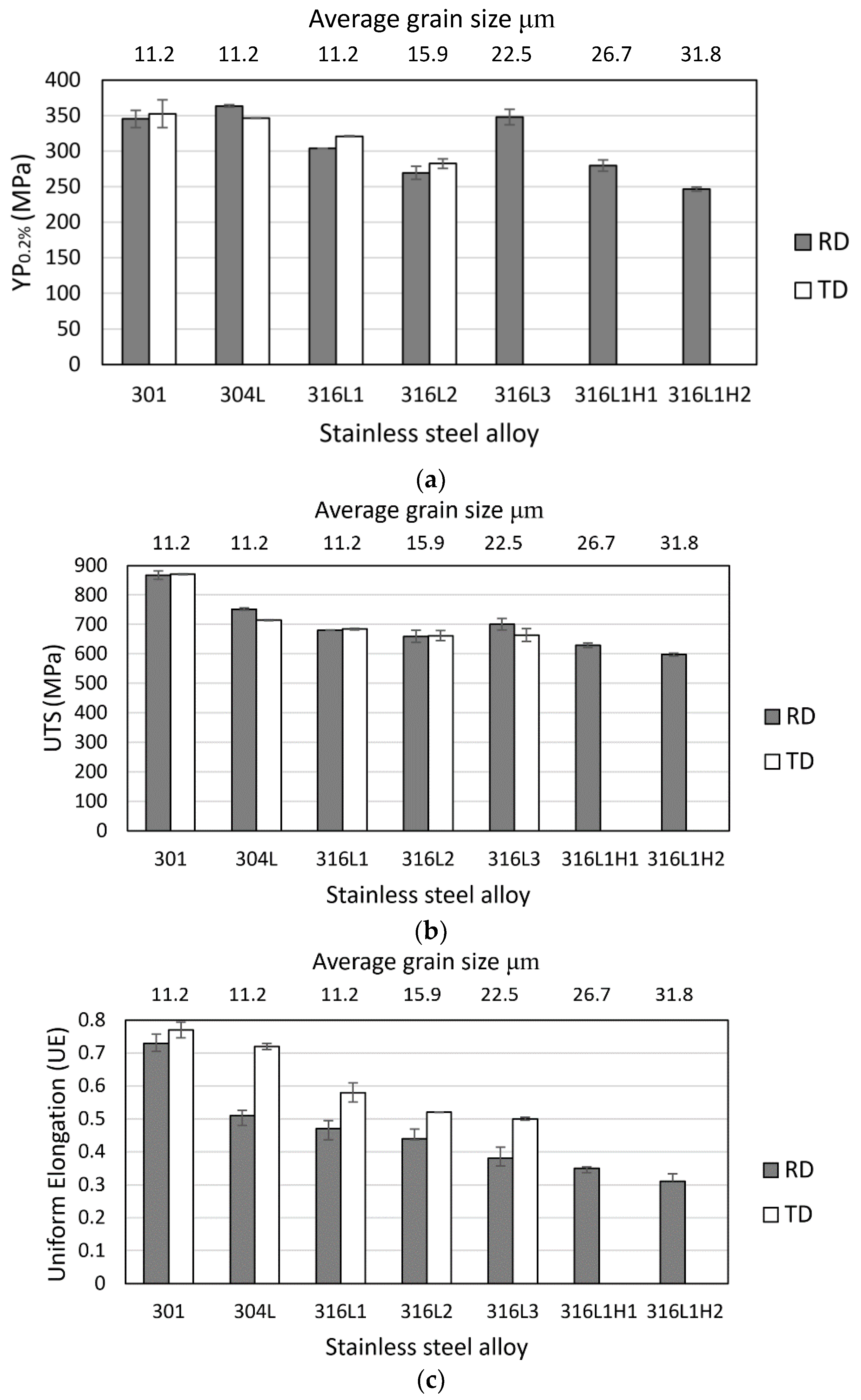
3.2. Mechanical Properties
3.3. Forming Limits
3.4. Micro-Stamping
3.4.1. Effect of Micro-Stamping Tool Dimensions
3.4.2. Effect of Sample Orientation
3.4.3. Effect of Alloy Type and Heat Treatment
4. Discussion
4.1. The Effect of Grain Size and Alloy Composition on the Mechanical Properties
4.2. Grain Size Effects on the Forming Limits
4.3. The Effect of the Forming Mode
5. Conclusions
- All tested commercial stainless steels show grain sizes that are within the range where size effects are likely to occur. However, the magnitude of size effects regarding material strength and hardening behaviour is influenced by material composition and prior steel processing effects.
- Clear size effects are observed in regard to the material forming limits. For all commercial stainless steels the uniform tensile elongation and the stretch forming limits reduce with increasing grains size. This may be related to an increase in inhomogeneous material behaviour that leads to earlier strain localisation and necking but could also be due to the softening of the surface grains.
- This study analysed for the first time the cross section shape of micro-stamping tools by surface scanning. The results suggest that tool shape inaccuracies due to tool wear or common manufacturing limits can affect material flow and forming limits in the micro-stamping process. The micro-stamping results of this study and of previous experimental and numerical investigations where tool dimensions were not explicitly measured should therefore be viewed with caution.
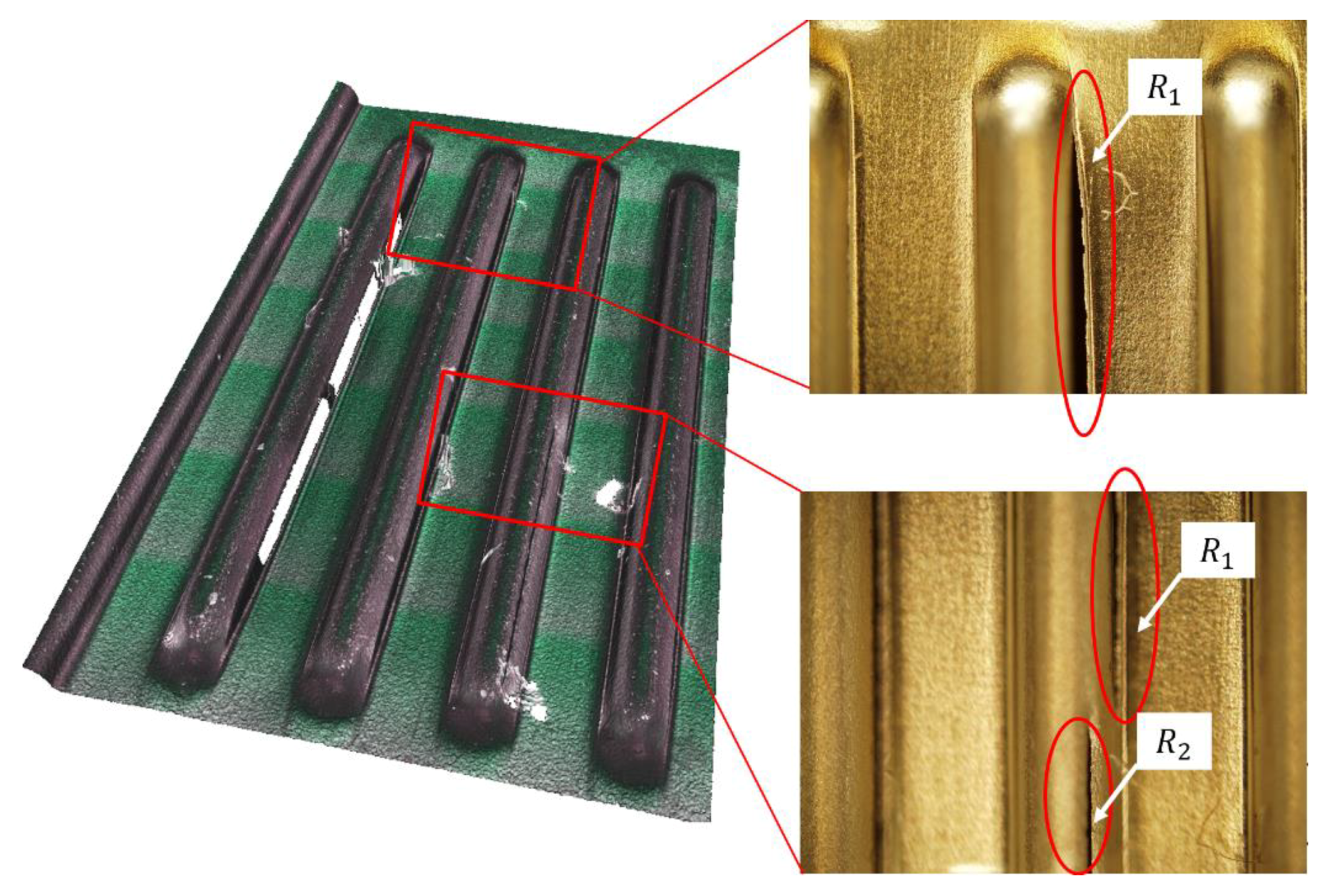
- Failure in micro-stamping is initiated in the channel corner radii and our study provides first experimental proof that the forming limits are directly linked to the plane strain forming limits (FLDs) of the individual stainless steel alloys.
- Some effect of the sample orientation in micro-stamping was observed and linked to the different levels of uniform tensile elongation determined in samples tested transverse and parallel to the rolling direction. This suggests that material anisotropy effects on formability need to be accounted for.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hermann, A.; Chaudhuri, T.; Spagnol, P. Bipolar plates for PEM fuel cells: A review. Int. J. Hydrog. Energy 2005, 30, 1297–1302. [Google Scholar] [CrossRef]
- Debe, M.K. Electrocatalyst approaches and challenges for automotive fuel cells. Nature 2012, 486, 43–51. [Google Scholar] [CrossRef] [PubMed]
- Richards, J.; Schmidt, K. Review–Metallic Bipolar Plates and Their Usage in Energy Conversion Systems. In Alloy Steel-Properties and Use; Morales, E.V., Ed.; InTech: Rijeka, Croatia, 2011; pp. 29–50. [Google Scholar] [CrossRef]
- Huya-Kouadio, J.M.; James, B.D.; Houchins, C. Meeting Cost and Manufacturing Expectations for Automotive Fuel Cell Bipolar Plates. ECS Trans. 2018, 83, 93–109. [Google Scholar] [CrossRef]
- Xu, Z.; Li, Z.; Zhang, R.; Jiang, T.; Peng, L. Fabrication of micro channels for titanium PEMFC bipolar plates by multistage forming process. Int. J. Hydrog. Energy 2020, in press. [Google Scholar] [CrossRef]
- Kumar, A.; Reddy, R.G. Effect of channel dimensions and shape in the flow-field distributor on the performance of polymer electrolyte membrane fuel cells. J. Power Sources 2003, 113, 11–18. [Google Scholar] [CrossRef]
- Xu, Y.; Peng, L.; Yi, P.; Lai, X. Analysis of the flow distribution for thin stamped bipolar plates with tapered channel shape. Int. J. Hydrog. Energy 2016, 41, 5084–5095. [Google Scholar] [CrossRef]
- Shimpalee, S.; Lilavivat, V.; Van Zee, J.W.; McCrabb, H.; Lozano-Morales, A. Understanding the effect of channel tolerances on performance of PEMFCs. Int. J. Hydrog. Energy 2011, 36, 12512–12523. [Google Scholar] [CrossRef]
- Hung, J.-C.; Chang, D.-H.; Chuang, Y. The fabrication of high-aspect-ratio micro-flow channels on metallic bipolar plates using die-sinking micro-electrical discharge machining. J. Power Sources 2012, 198, 158–163. [Google Scholar] [CrossRef]
- Lee, S.-J.; Chen, Y.-P.; Huang, C.-H. Electroforming of metallic bipolar plates with micro-featured flow field. J. Power Sources 2005, 145, 369–375. [Google Scholar] [CrossRef]
- Jang, H.S.; Park, D.S. Microfabrication of microchannels for fuel cell plates. Sensors 2010, 10, 167–175. [Google Scholar] [CrossRef]
- Mohammadtabar, N.; Bakhshi-Jooybari, M.; Hosseinipour, S.J.; Gorji, A.H. Feasibility study of a double-step hydroforming process for fabrication of fuel cell bipolar plates with slotted interdigitated serpentine flow field. Int. J. Adv. Manuf. Technol. 2016, 85, 765–777. [Google Scholar] [CrossRef]
- Abeyrathna, B.; Zhang, P.; Pereira, M.P.; Wilkosz, D.; Weiss, M. Micro-roll forming of stainless steel bipolar plates for fuel cells. Int. J. Hydrog. Energy 2019, 44, 3861–3875. [Google Scholar] [CrossRef]
- Kim, M.-J.; Jin, C.-K.; Kang, C.G. Comparison of formabilities of stainless steel 316L bipolar plates using static and dynamic load stamping. Int. J. Adv. Manuf. Technol. 2014, 75, 651–657. [Google Scholar] [CrossRef]
- Turan, C.; Cora, Ö.N.; Koç, M. Effect of manufacturing processes on contact resistance characteristics of metallic bipolar plates in PEM fuel cells. Int. J. Hydrog. Energy 2011, 36, 12370–12380. [Google Scholar] [CrossRef]
- Park, W.; Jin, C.; Kang, C. Improving channel depth of stainless steel bipolar plate in fuel cell using process parameters of stamping. Int. J. Adv. Manuf. Technol. 2016, 87, 1677–1684. [Google Scholar] [CrossRef]
- Pham, C.-H.; Thuillier, S.; Manach, P.-Y. Mechanical Properties Involved in the Micro-forming of Ultra-thin Stainless Steel Sheets. Metall. Mater. Trans. A 2015, 46, 3502–3515. [Google Scholar] [CrossRef]
- Zhang, P.; Pereira, M.; Abeyrathna, B.; Rolfe, B.; Wilkosz, D.; Weiss, M. Improving the shear test to determine shear fracture limits for thin stainless steel sheet by shape optimisation. Int. J. Mech. Sci. 2019, 164, 105116. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Hansen, N. The effect of grain size and strain on the tensile flow stress of aluminium at room temperature. Acta Metall. 1977, 25, 863–869. [Google Scholar] [CrossRef]
- Vollertsen, F.; Schulze Niehoff, H.; Hu, Z. State of the art in micro forming. Int. J. Mach. Tools Manuf. 2006, 46, 1172–1179. [Google Scholar] [CrossRef]
- Gau, J.-T.; Principe, C.; Wang, J. An experimental study on size effects on flow stress and formability of aluminm and brass for microforming. J. Mater. Process. Technol. 2007, 184, 42–46. [Google Scholar] [CrossRef]
- Geiger, M.; Kleiner, M.; Eckstein, R.; Tiesler, N.; Engel, U. Microforming. Cirp Ann. 2001, 50, 445–462. [Google Scholar] [CrossRef]
- Yang, L.; Lu, L. The influence of sample thickness on the tensile properties of pure Cu with different grain sizes. Scr. Mater. 2013, 69, 242–245. [Google Scholar] [CrossRef]
- Cheng, C.; Wan, M.; Meng, B.; Fu, M.W. Characterization of the microscale forming limit for metal foils considering free surface roughening and failure mechanism transformation. J. Mater. Process. Technol. 2019, 272, 111–124. [Google Scholar] [CrossRef]
- Fu, M.W.; Chan, W.L. Geometry and grain size effects on the fracture behavior of sheet metal in micro-scale plastic deformation. Mater. Des. 2011, 32, 4738–4746. [Google Scholar] [CrossRef]
- Henning, M.; Vehoff, H. Statistical size effects based on grain size and texture in thin sheets. Mater. Sci. Eng. A 2007, 452–453, 602–613. [Google Scholar] [CrossRef]
- Fülöp, T.; Brekelmans, W.A.M.; Geers, M.G.D. Size effects from grain statistics in ultra-thin metal sheets. J. Mater. Process. Technol. 2006, 174, 233–238. [Google Scholar] [CrossRef]
- Peng, L.F.; Xu, Z.T.; Fu, M.W.; Lai, X.M. Forming limit of sheet metals in meso-scale plastic forming by using different failure criteria. Int. J. Mech. Sci. 2017, 120, 190–203. [Google Scholar] [CrossRef]
- Xu, Z.T.; Peng, L.F.; Fu, M.W.; Lai, X.M. Size effect affected formability of sheet metals in micro/meso scale plastic deformation: Experiment and modeling. Int. J. Plast. 2015, 68, 34–54. [Google Scholar] [CrossRef]
- Chen, C.H.; Lee, R.S.; Gau, J.T. Size effect and forming-limit strain prediction for microscale sheet metal forming of stainless steel 304. J. Strain Anal. Eng. 2010, 45, 283–299. [Google Scholar] [CrossRef]
- Karacan, K.; Celik, S.; Toros, S.; Alkan, M.; Aydin, U. Investigation of formability of metallic bipolar plates via stamping for light-weight PEM fuel cells. Int. J. Hydrog. Energy 2020. [Google Scholar] [CrossRef]
- Kolahdooz, R.; Asghari, S.; Rashid-Nadimi, S.; Amirfazli, A. Integration of finite element analysis and design of experiment for the investigation of critical factors in rubber pad forming of metallic bipolar plates for PEM fuel cells. Int. J. Hydrog. Energy 2017, 42, 575–589. [Google Scholar] [CrossRef]
- Talebi-Ghadikolaee, H.; Elyasi, M.; Mirnia, M.J. Investigation of failure during rubber pad forming of metallic bipolar plates. Thin-Walled Struct. 2020, 150, 106671. [Google Scholar] [CrossRef]
- Li, D.G.; Wang, J.D.; Chen, D.R.; Liang, P. Molybdenum addition enhancing the corrosion behaviors of 316 L stainless steel in the simulated cathodic environment of proton exchange membrane fuel cell. Int. J. Hydrog. Energy 2015, 40, 5947–5957. [Google Scholar] [CrossRef]
- Tawfik, H.; Hung, Y.; Mahajan, D. Metal bipolar plates for PEM fuel cell—A review. J. Power Sources 2007, 163, 755–767. [Google Scholar] [CrossRef]
- Rajasekar, S.; Chetty, R.; Neelakantan, L. Low-nickel austenitic stainless steel as an alternative to 316L bipolar plate for proton exchange membrane fuel cells. Int. J. Hydrog. Energy 2015, 40, 12413–12423. [Google Scholar] [CrossRef]
- McGuire, M.F. Thermal Processing. In Stainless Steels for Design Engineers; Asm International: Materials Park, OH, USA, 2008; pp. 161–171. [Google Scholar]
- ASTM E112-13. Standard Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM E8/E8M-16ae1. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Zhang, P.; Pereira, M.P.; Abeyrathna, B.; Rolfe, B.F.; Wilkosz, D.E.; Hodgson, P.; Weiss, M. Plastic instability and fracture of ultra-thin stainless-steel sheet. Int. J. Solids Struct. 2020, 202, 699–716. [Google Scholar] [CrossRef]
- Hotz, W.; Merklein, M.; Kuppert, A.; Friebe, H.; Klein, M. Time Dependent FLC Determination Comparison of Different Algorithms to Detect the Onset of Unstable Necking before Fracture. Key Eng. Mater. 2013, 549, 397–404. [Google Scholar] [CrossRef]
- Affronti, E.; Merklein, M. Analysis of the bending effects and the biaxial pre-straining in sheet metal stretch forming processes for the determination of the forming limits. Int. J. Mech. Sci. 2018, 138–139, 295–309. [Google Scholar] [CrossRef]
- Stoughton, T.B.; Carsley, J.E.; Min, J.; Lin, J. Advances in characterization of sheet metal forming limits. In Proceedings of the NUMISHEET 2016: 10th International Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes, Bristol, UK, 4–9 September 2016; p. 032073. [Google Scholar]
- Azrin, M.; Backofen, W.A. The deformation and failure of a biaxially stretched sheet. Metall. Trans. 1970, 1, 2857–2865. [Google Scholar] [CrossRef]
- Graf, A.; Hosford, W.F. Calculations of forming limit diagrams. Metall. Trans. A 1990, 21, 87–94. [Google Scholar] [CrossRef]
- Xu, J.; Guo, B.; Shan, D.; Li, M.; Wang, Z. Specimen Dimension and Grain Size Effects on Deformation Behavior in Micro Tensile of SUS304 Stainless Steel Foil. Mater. Trans. 2013, 54, 984–989. [Google Scholar] [CrossRef]
- Gau, J.-T.; Chen, P.-H.; Gu, H.; Lee, R.-S. The coupling influence of size effects and strain rates on the formability of austenitic stainless steel 304 foil. J. Mater. Process. Technol. 2013, 213, 376–382. [Google Scholar] [CrossRef]
- Xu, Z.T.; Peng, L.F.; Lai, X.M.; Fu, M.W. Geometry and grain size effects on the forming limit of sheet metals in micro-scaled plastic deformation. Mater. Sci. Eng. A 2014, 611, 345–353. [Google Scholar] [CrossRef]
- Zhang, C.; Ma, J.; Liang, X.; Luo, F.; Cheng, R.; Gong, F. Fabrication of metallic bipolar plate for proton exchange membrane fuel cells by using polymer powder medium based flexible forming. J. Mater. Process. Technol. 2018, 262, 32–40. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | 301 | 304L | 316L1 | 316L2 | 316L3 |
|---|---|---|---|---|---|
| C | 0.11 | 0.06 | 0.04 | 0.04 | 0.05 |
| Cr | 19.15 | 18.8 | 17.38 | 17.7 | 18.21 |
| Ni | 6.78 | 7.71 | 9.56 | 10.15 | 9.43 |
| Mn | 0.81 | 1.57 | 1.47 | 1.09 | 1.26 |
| Si | 0.56 | 0.32 | 0.56 | 0.59 | 0.38 |
| Mo | 0.28 | 0.39 | 2.11 | 1.98 | 2.09 |
| Co | 0.11 | 0.12 | 0.15 | 0.11 | 0.2 |
| Alloys | Grain Size (µm) | |
|---|---|---|
| 301 | 11.2 | 8.9 |
| 304L | 11.2 | 8.9 |
| 316L1 | 11.2 | 8.9 |
| 316L2 | 15.9 | 6.3 |
| 316L3 | 22.5 | 4.4 |
| 316L1H1 | 26.7 | 3.7 |
| 316L1H2 | 31.8 | 3.1 |
 100% Formed,
100% Formed,  0% Formed,
0% Formed,  Partial % Formed.
100% Formed, 0% Formed, Partial % Formed.
Partial % Formed.
100% Formed, 0% Formed, Partial % Formed.| Dimension | Unit | Pattern number | |||||||||
| 4.10 | 4.12 | 4.15 | 4.11 | 4.19 | 4.21 | 4.16 | 4.24 | 4.18 | 4.2 | ||
| H | mm | 0.350 | 0.400 | 0.450 | 0.400 | 0.500 | 0.350 | 0.475 | 0.400 | 0.500 | 0.500 |
| S | mm | 0.995 | 0.990 | 0.891 | 0.898 | 1.197 | 0.779 | 1.091 | 0.806 | 1.074 | 0.826 |
| AR | 0.352 | 0.404 | 0.505 | 0.445 | 0.418 | 0.449 | 0.435 | 0.496 | 0.466 | 0.605 | |
| R1 | mm | 0.280 | 0.270 | 0.300 | 0.240 | 0.320 | 0.210 | 0.290 | 0.210 | 0.280 | 0.240 |
| R2 | mm | 0.180 | 0.170 | 0.200 | 0.140 | 0.22 | 0.110 | 0.190 | 0.110 | 0.180 | 0.140 |
| Material | Orientation | Forming results | |||||||||
| 316L1 | RD* | ||||||||||
| 316L2 | RD* | 60 | 80 | 20 | |||||||
| 316L3 | RD* | ||||||||||
| 316L1H2 | RD* | ||||||||||
| 316L2 | TD* | ||||||||||
| 316L3 | TD* | 20 | |||||||||
| Dimension | Unit | Pattern number | |||||||||
| 4.13 | 4.22 | 4.23 | 4.25 | 4.26 | 4.27 | 4.28 | Z 4.9 | Z4.17 | Z4.14 | ||
| H | mm | 0.425 | 0.450 | 0.475 | 0.450 | 0.475 | 0.475 | 0.500 | 0.350 | 0.475 | 0.450 |
| S | mm | 0.755 | 0.784 | 0.828 | 0.738 | 0.751 | 0.797 | 0.890 | 0.761 | 0.935 | 0.845 |
| AR | 0.563 | 0.574 | 0.574 | 0.610 | 0.632 | 0.596 | 0.562 | 0.460 | 0.508 | 0.533 | |
| R1 | mm | 0.220 | 0.230 | 0.250 | 0.200 | 0.200 | 0.230 | 0.220 | 0.250 | 0.320 | 0.270 |
| R2 | mm | 0.120 | 0.130 | 0.150 | 0.100 | 0.100 | 0.130 | 0.120 | 0.150 | 0.220 | 0.170 |
| Material | Orientation | Forming results | |||||||||
| 316L1 | RD* | ||||||||||
| 316L2 | RD* | 40 | |||||||||
| 316L3 | RD* | ||||||||||
| 316L1H2 | RD* | ||||||||||
| 316L2 | TD* | ||||||||||
| 316L3 | TD* | 20 | 20 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Weiss, M.; Zhang, P.; Pereira, M.P.; Rolfe, B.F.; Wilkosz, D.E.; Hodgson, P.D. Understanding Size Effects and Forming Limits in the Micro-Stamping of Industrial Stainless Steel Foils. Metals 2021, 11, 38. https://doi.org/10.3390/met11010038
Weiss M, Zhang P, Pereira MP, Rolfe BF, Wilkosz DE, Hodgson PD. Understanding Size Effects and Forming Limits in the Micro-Stamping of Industrial Stainless Steel Foils. Metals. 2021; 11(1):38. https://doi.org/10.3390/met11010038
Chicago/Turabian StyleWeiss, Matthias, Peng Zhang, Michael P. Pereira, Bernard F. Rolfe, Daniel E. Wilkosz, and Peter D. Hodgson. 2021. "Understanding Size Effects and Forming Limits in the Micro-Stamping of Industrial Stainless Steel Foils" Metals 11, no. 1: 38. https://doi.org/10.3390/met11010038
APA StyleWeiss, M., Zhang, P., Pereira, M. P., Rolfe, B. F., Wilkosz, D. E., & Hodgson, P. D. (2021). Understanding Size Effects and Forming Limits in the Micro-Stamping of Industrial Stainless Steel Foils. Metals, 11(1), 38. https://doi.org/10.3390/met11010038