Prediction of Tensile Strength and Deformation of Diffusion Bonding Joint for Inconel 718 Using Deep Neural Network


Abstract
1. Introduction
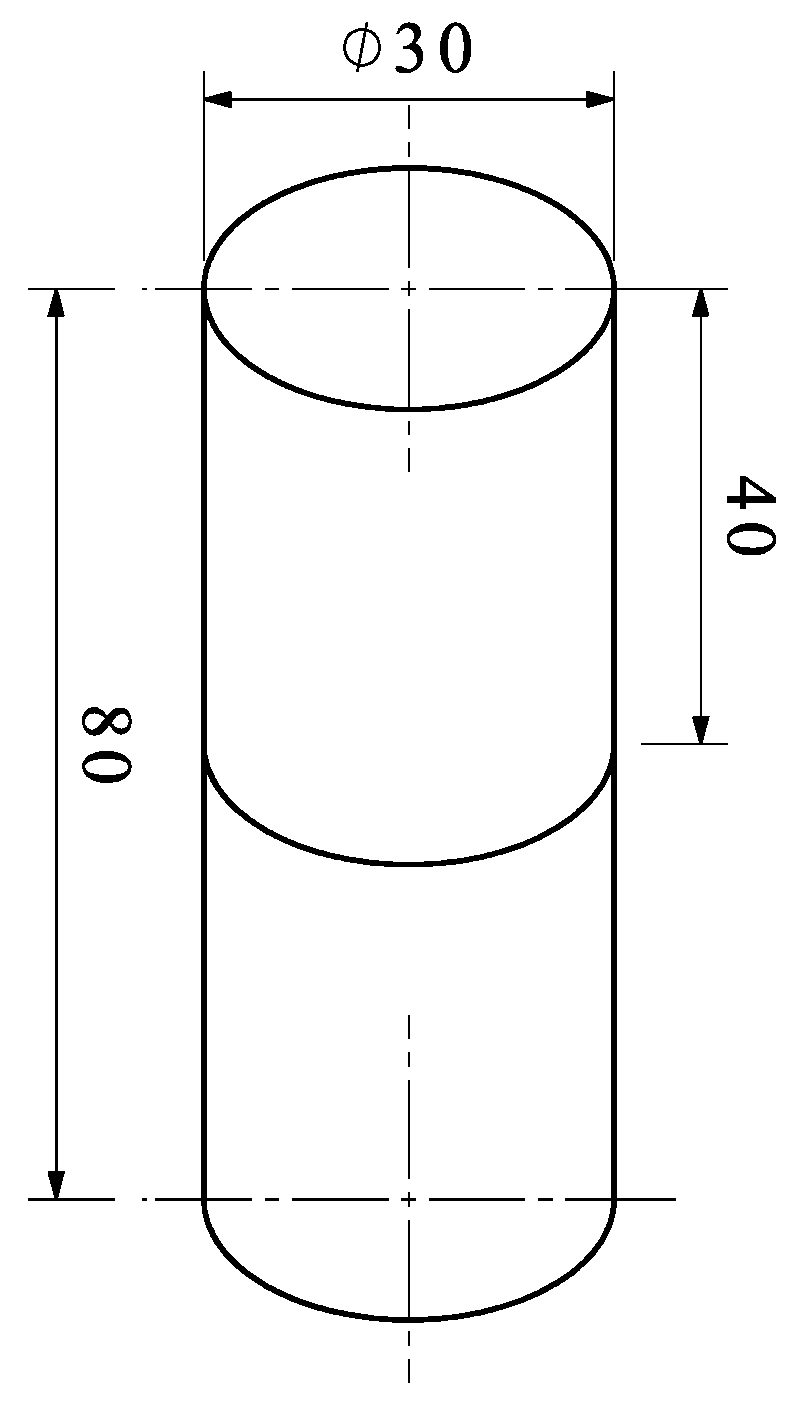
2. Experiments
3. Result and Discussion
3.1. Experiment Results
3.2. Establishment of Neural Network
3.3. Double-Factors Analysis Based on Prediction Data of DNN Model
4. Conclusions
- (1)
- Through TM analysis of the diffusion bonding experiment results under different parameters, it is found that the influence weight on the bonding performance of the bonding temperature is slightly larger than that of the bonding pressure, while the influence weight of duration is very small.
- (2)
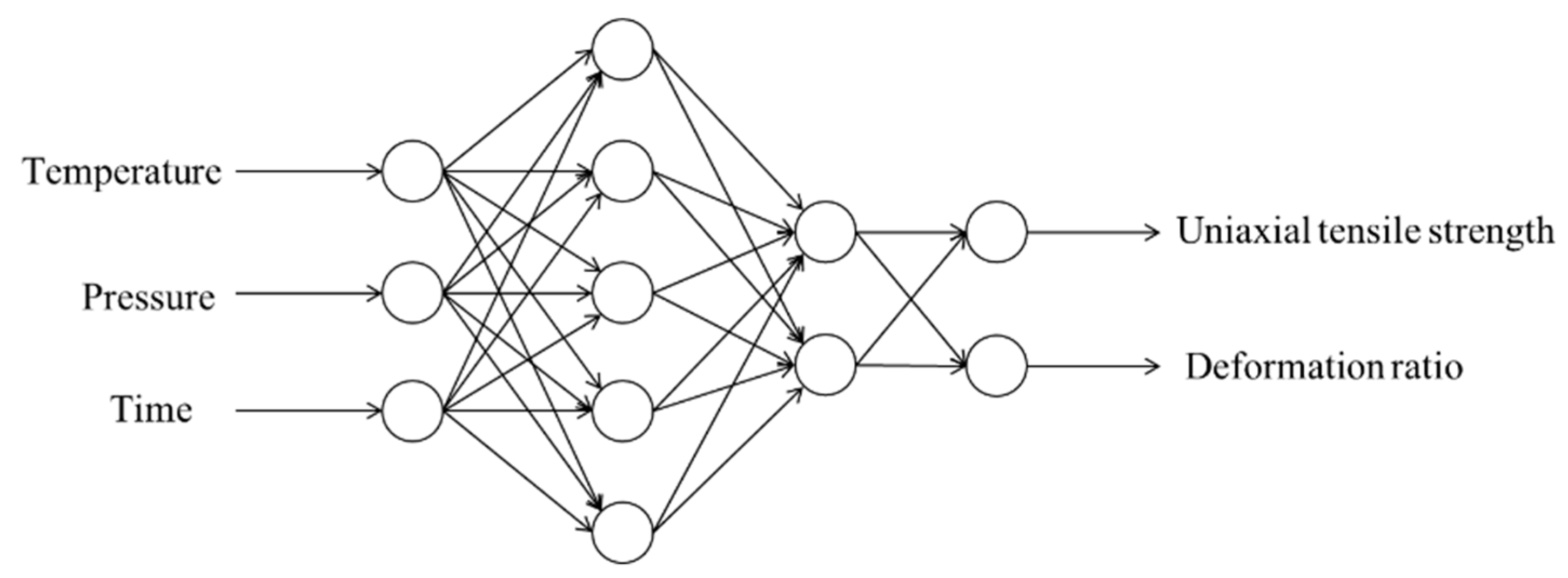
- The 3-5-2-2 structure deep neural network model trained based on multiple sets of process test data can accurately characterize the nonlinear relationship between the bonding process parameters and bonding performance, and its overall correlation coefficient reaches 0.99913. It can be used to predict the tensile strength and deformation ratio of diffusion joints.
- (3)
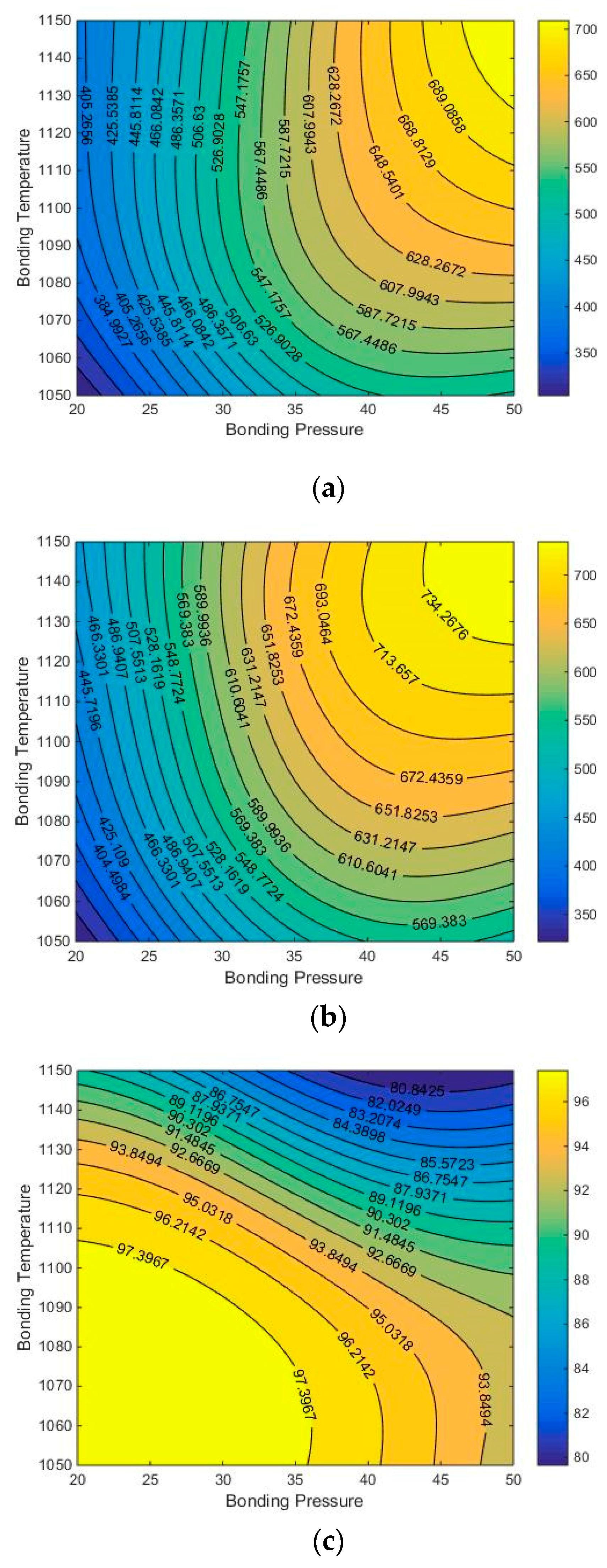
- The prediction results of the DNN model were plotted as contour maps of the bonding temperature and bonding pressure, and the temperature–pressure double-factors analysis was performed. The analysis results show that the initial selection of the diffusion bonding process parameters should avoid the bonding failure region (BFR). The deformation ratio of the diffusion bonding joints is sensitive to the bonding temperature. In order to meet the needs of increasing the strength of the diffusion bonding, priority can be given to optimizing the bonding pressure and duration.
Author Contributions
Funding
Conflicts of Interest
References
- Guoge, Z.; Chandel, R.S.; Pheow, S.H.; Hoon, H.H. Effect of Bonding Temperature on the Precipitation of δ Phase in Diffusion Bonded Inconel 718 Joints. Mater. Manuf. Process. 2006, 21, 453–457. [Google Scholar] [CrossRef]
- Pouranvari, M.; Ekrami, A.; Kokabi, A.H. Transient liquid phase bonding of wrought Inconel 718 nickel based superalloy using standard heat treatment cycles: Microstructure and mechanical properties. Mater. Des. 2013, 50, 694–701. [Google Scholar] [CrossRef]
- Han, W.B.; Zhang, K.F.; Wang, B.; Wu, D.Z. Superplasticity and diffusion bonding of Inconel 718 superalloy. Acta Metall. Sin. Engl. Lett. 2007, 20, 307–312. [Google Scholar] [CrossRef]
- Pouranvari, M.; Ekrami, A.; Kokabi, A.H. Solidification and solid state phenomena during TLP bonding of Inconel 718 superalloy using Ni–Si–B ternary filler alloy. J. Alloys Compd. 2013, 563, 143–149. [Google Scholar] [CrossRef]
- Yeh, M.S.; Chuang, T.H. Low-pressure diffusion bonding of SAE 316 stainless steel by inserting a superplastic interlayer. Scr. Mater. 1995, 33, 1277–1281. [Google Scholar] [CrossRef]
- Guoge, Z.; Chandel, R.S.; Pheow, S.H. Solid state diffusion bonding of Inconel 718. Sci. Technol. Weld. Join. 2001, 6, 235–239. [Google Scholar]
- Li, Z.R.; Liu, B.; Zhang, X.L.; Feng, J.C. Microstructure and Mechanical Property of GH4169 Joints by Vacuum Diffusion Bonding. International Conference on Advanced Design and Manufacturing Engineering, Guangzhou, China. Adv. Mater. Res. 2011, 1379, 1180–1183. [Google Scholar]
- Pouranvari, M.; Ekrami, A.; Kokabi, A.H. Aging response of transient liquid phase bonded wrought Inconel 718 superalloy: Influence of post-bond heat treatment. Sci. Technol. Weld. Join. 2014, 19, 105–110. [Google Scholar] [CrossRef]
- Pouranvari, M.; Ekrami, A.; Kokabi, A.H. TLP bonding of cast Inconel 718 nickel based superalloy: Process–microstructure–strength characteristics. Mater. Sci. Eng. A Struct. 2013, 568, 76–82. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, X.; Pan, K.X.; Wang, J.N. Multi-Objective Optimization of Friction Stir Spot-Welded Parameters on Aluminum Alloy Sheets Based on Automotive Joint Loads. Metals 2019, 9, 520. [Google Scholar] [CrossRef]
- Costa, P.; Altamirano, G.; Salinas, A.; Gonzalez-Gonzalez, D.S.; Goodwin, F. Optimization of the Continuous Galvanizing Heat Treatment Process in Ultra-High Strength Dual Phase Steels Using a Multivariate Model. Metals 2019, 9, 703. [Google Scholar] [CrossRef]
- Su, Y.; Zhao, G.Y.; Zhao, Y.G.; Meng, J.B.; Li, C.X. Multi-Objective Optimization of Cutting Parameters in Turning AISI 304 Austenitic Stainless Steel. Metals 2020, 10, 217. [Google Scholar] [CrossRef]
- Kim, I.S.; Jeong, Y.J.; Lee, C.W.; Yarlagadda, P.K.D.V. Prediction of Welding Parameters for Pipeline Welding Using an Intelligent System. Int. J. Adv. Manuf. Technol. 2002, 2, 32–35. [Google Scholar] [CrossRef]
- Su, C.T.; Chiang, T.L. Optimizing the IC wire bonding process using a neural networks/genetic algorithms approach. J. Intell. Manuf. 2003, 14, 229–238. [Google Scholar] [CrossRef]
- Okuyucu, H.; Kurt, A.; Arcaklioglu, E. Artificial neural network application to the friction stir welding of aluminum plates. Mater. Des. 2005, 28, 78–84. [Google Scholar] [CrossRef]
- Pal, S.; Pal, S.K.; Samantaray, A.K. Artificial neural network modeling of weld joint strength prediction of a pulsed metal inert gas welding process using arc signals. J. Mater. Process. Technol. 2007, 202, 464–474. [Google Scholar] [CrossRef]
- Srinivas, K.; Vundavilli, P.R.; Hussain, M.M.; Saiteja, M. Prediction of Welded Joint Strength in Plasma Arc Welding: A Comparative Study Using Back-Propagation and Radial Basis Neural Networks. In IOP Conference Series: Materials Science and Engineering, Proceedings of the International Conference on Advances in Materials and Manufacturing Applications, Bangalore, India, 14–16 July 2016; IOP: Bristol, UK, 2016; Volume 149, p. 012033. [Google Scholar]
- Britto, A.S.F.; Raj, R.E.; Mabel, M.C. Prediction of shear and tensile strength of the diffusion bonded AA5083 and AA7075 aluminium alloy using ANN. Mater. Sci. Eng. A Struct. 2017, 692, 1–8. [Google Scholar] [CrossRef]
- Lin, H.L. Optimization of Inconel 718 alloy welds in an activated GTA welding via Taguchi method, gray relational analysis, and a neural network. Int. J. Adv. Manuf. Technol. 2013, 67, 939–950. [Google Scholar] [CrossRef]
- Zhang, L.L. Formation mechanisms of high quality diffusion bonded martensitic stainless steel joints. Sci. Technol. Weld. Join. 2015, 20, 115–122. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Cr | Ni | Mo | Nb | Ti | Al | Fe | B | Zr | N |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.002 | 0.31 | 18.25 | 53.6 | 3.1 | 4.12 | 0.96 | 0.6 | 18.34 | 0 | 0 | 0.718 |
| Parameter | Tensile Strength (MPa) | Deformation Ratio (%) | Taguchi Experiment (Y/N) | |||||
|---|---|---|---|---|---|---|---|---|
| Bonding Temperature (°C) | Bonding Pressure (MPa) | Duration (min) | Sample 1 | Sample 2 | Sample 3 | Average Value | ||
| 1000 | 20 | 30 | 195.26 | 195.14 | 195.21 | 195.20 | 98.628 | Y |
| 1000 | 30 | 60 | 325.55 | 326.79 | 327.00 | 326.45 | 97.570 | Y |
| 1000 | 40 | 90 | 414.37 | 413.61 | 413.49 | 413.82 | 95.525 | Y |
| 1050 | 20 | 60 | 326.69 | 325.73 | 325.66 | 326.03 | 97.885 | Y |
| 1050 | 30 | 90 | 488.73 | 485.34 | 478.10 | 484.06 | 96.178 | Y |
| 1050 | 40 | 30 | 519.33 | 520.07 | 519.99 | 519.80 | 96.432 | Y |
| 1070 | 25 | 105 | 481.65 | 491.47 | 502.26 | 491.79 | 97.032 | N |
| 1070 | 40 | 30 | 587.99 | 584.61 | 583.12 | 585.24 | 96.332 | N |
| 1070 | 40 | 90 | 596.86 | 605.91 | 612.76 | 605.18 | 96.117 | N |
| 1090 | 25 | 25 | 441.52 | 438.56 | 438.25 | 439.44 | 98.053 | N |
| 1090 | 35 | 90 | 651.10 | 657.93 | 652.75 | 653.93 | 94.490 | N |
| 1090 | 40 | 75 | 681.07 | 682.23 | 672.18 | 678.49 | 93.850 | N |
| 1100 | 20 | 45 | 399.54 | 399.15 | 395.86 | 398.18 | 97.316 | N |
| 1100 | 20 | 90 | 442.50 | 442.91 | 443.29 | 442.90 | 95.502 | Y |
| 1100 | 30 | 30 | 535.02 | 536.53 | 535.06 | 535.54 | 96.970 | Y |
| 1100 | 30 | 60 | 591.14 | 588.75 | 591.46 | 590.45 | 95.040 | N |
| 1100 | 30 | 105 | 637.10 | 637.81 | 637.58 | 637.50 | 92.673 | N |
| 1100 | 30 | 120 | 650.90 | 651.68 | 651.49 | 651.36 | 92.322 | N |
| 1100 | 35 | 90 | 679.22 | 680.18 | 679.63 | 679.68 | 91.679 | N |
| 1100 | 40 | 45 | 660.22. | 662.73 | 660.26 | 661.07 | 93.157 | N |
| 1100 | 40 | 60 | 679.05 | 679.49 | 678.58 | 679.04 | 91.923 | Y |
| 1100 | 40 | 75 | 696.12 | 696.84 | 695.40 | 696.12 | 91.148 | N |
| 1100 | 40 | 90 | 708.03 | 709.13 | 710.67 | 709.28 | 90.961 | N |
| 1100 | 50 | 30 | 676.21 | 670.52 | 662.86 | 669.86 | 91.269 | N |
| 1100 | 50 | 90 | 712.88 | 712.31 | 712.89 | 712.69 | 90.260 | N |
| 1110 | 20 | 45 | 429.99 | 427.77 | 408.20 | 421.99 | 96.061 | N |
| 1110 | 40 | 60 | 699.05 | 694.95 | 688.21 | 694.07 | 88.532 | N |
| 1110 | 40 | 90 | 736.87 | 730.49 | 737.26 | 734.87 | 86.705 | N |
| 1130 | 25 | 75 | 573.94 | 572.28 | 522.15 | 556.12 | 84.391 | N |
| 1130 | 40 | 45 | 681.98 | 684.19 | 679.09 | 681.75 | 82.544 | N |
| 1130 | 40 | 90 | 773.10 | 757.64 | 775.32 | 768.69 | 78.412 | N |
| 1150 | 35 | 90 | 730.63 | 716.19 | 732.23 | 726.35 | 74.762 | N |
| No. | Temperature (°C) | Pressure (MPa) | Time (Min) |
|---|---|---|---|
| K1 | 935.47 | 964.13 | 1250.54 |
| K2 | 1329.89 | 1346.04 | 1331.51 |
| K3 | 1657.47 | 1612.66 | 1340.78 |
| k1 | 311.82 | 321.38 | 416.85 |
| k2 | 443.30 | 448.68 | 443.84 |
| k3 | 552.49 | 537.55 | 446.93 |
| R | 722.00 | 648.53 | 90.24 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mei, H.; Lang, L.; Li, X.; Mirza, H.A.; Yang, X. Prediction of Tensile Strength and Deformation of Diffusion Bonding Joint for Inconel 718 Using Deep Neural Network. Metals 2020, 10, 1266. https://doi.org/10.3390/met10091266
Mei H, Lang L, Li X, Mirza HA, Yang X. Prediction of Tensile Strength and Deformation of Diffusion Bonding Joint for Inconel 718 Using Deep Neural Network. Metals. 2020; 10(9):1266. https://doi.org/10.3390/met10091266
Chicago/Turabian StyleMei, Han, Lihui Lang, Xiaoxing Li, Hasnain Ali Mirza, and Xiaoguang Yang. 2020. "Prediction of Tensile Strength and Deformation of Diffusion Bonding Joint for Inconel 718 Using Deep Neural Network" Metals 10, no. 9: 1266. https://doi.org/10.3390/met10091266
APA StyleMei, H., Lang, L., Li, X., Mirza, H. A., & Yang, X. (2020). Prediction of Tensile Strength and Deformation of Diffusion Bonding Joint for Inconel 718 Using Deep Neural Network. Metals, 10(9), 1266. https://doi.org/10.3390/met10091266