Study on Plastic Deformation Behavior of Mo-10Ta under Ultra-High Strain Rate

Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Test Method
2.2.1. SHPB Test
2.2.2. SCJ Forming Test
3. The Deformation Response under Medium-High Strain Rate (102–103 s−1)
3.1. The Stress-Strain Relationship
3.2. Effect of Strain-Rate on Deformation
3.3. Effect of Temperature on Deformation
3.4. Constitutive Model
4. The Deformation Response under Ultra-High Strain Rate (104–105 s−1)
4.1. SCJ Forming Characteristics of Mo-10Ta Alloy
4.2. Microstructure Evolution of Slug
5. Discussion
6. Conclusions
- (1)
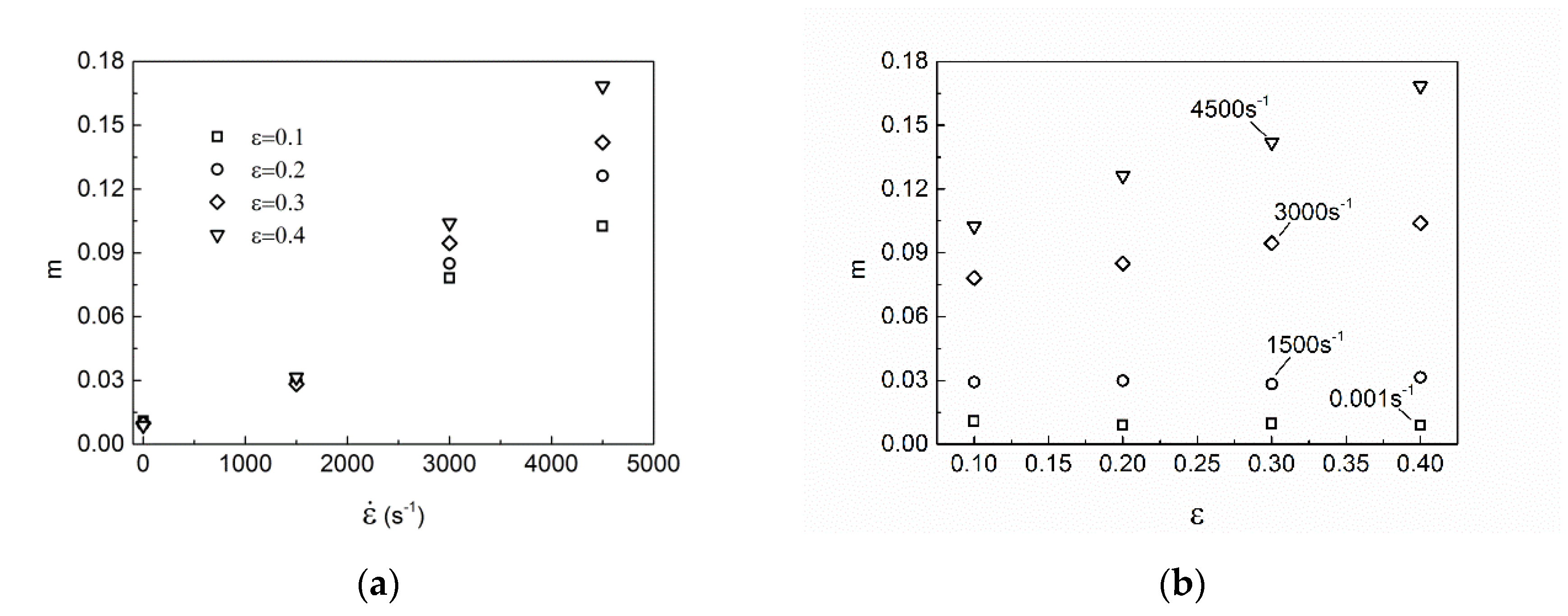
- The SHPB experiments were conducted to understand the influence of deformation conditions (strain, strain rate) on the Mo-10Ta strain rate sensitivity factor m. The material m value increased exponentially as the strain rate increased. Under low strain rates (0.001–1500 s−1), the influence of deformation amount on m was negligible. When the strain rate was greater than 1500 s−1, m increased linearly with strain.
- (2)
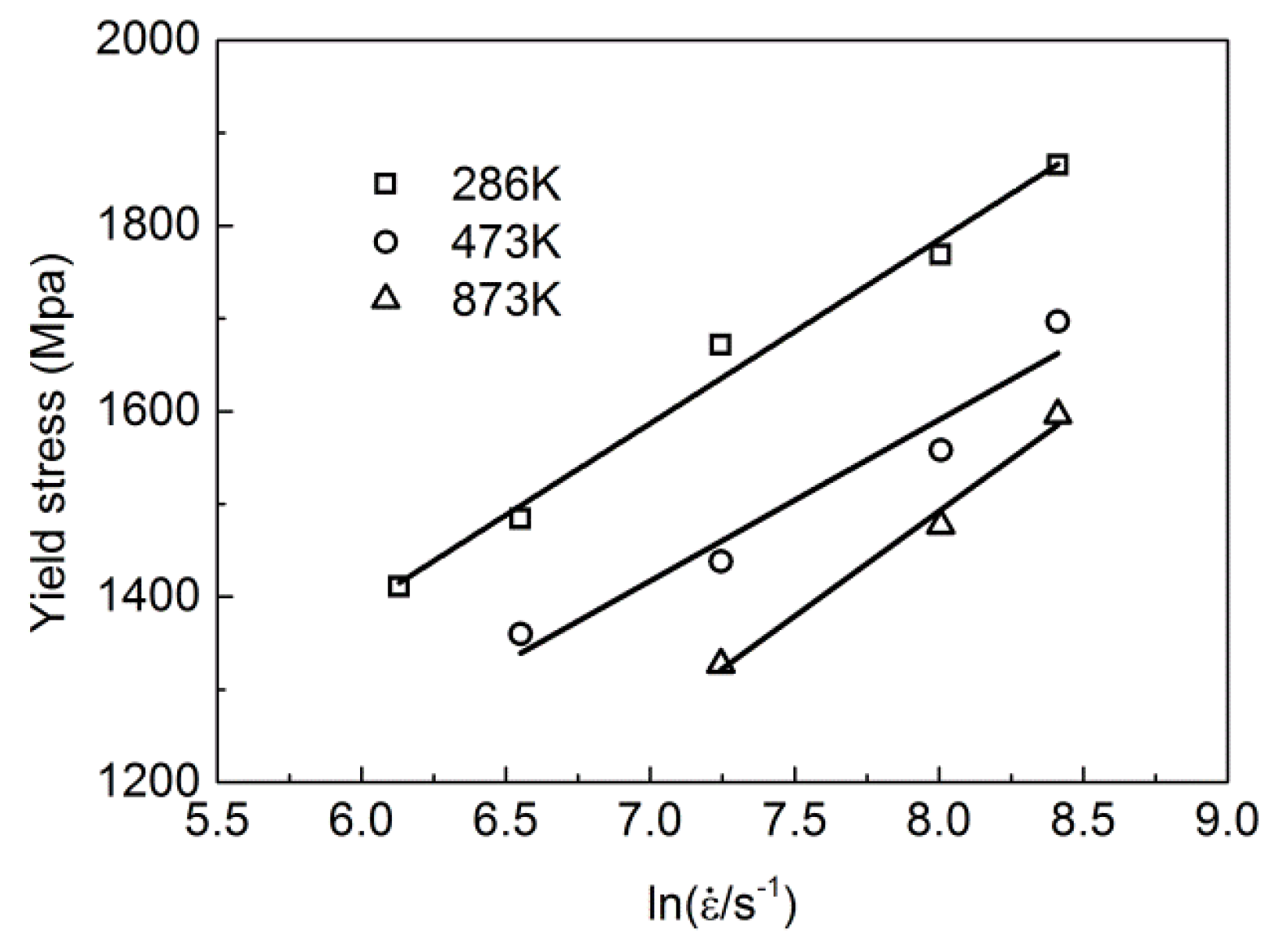
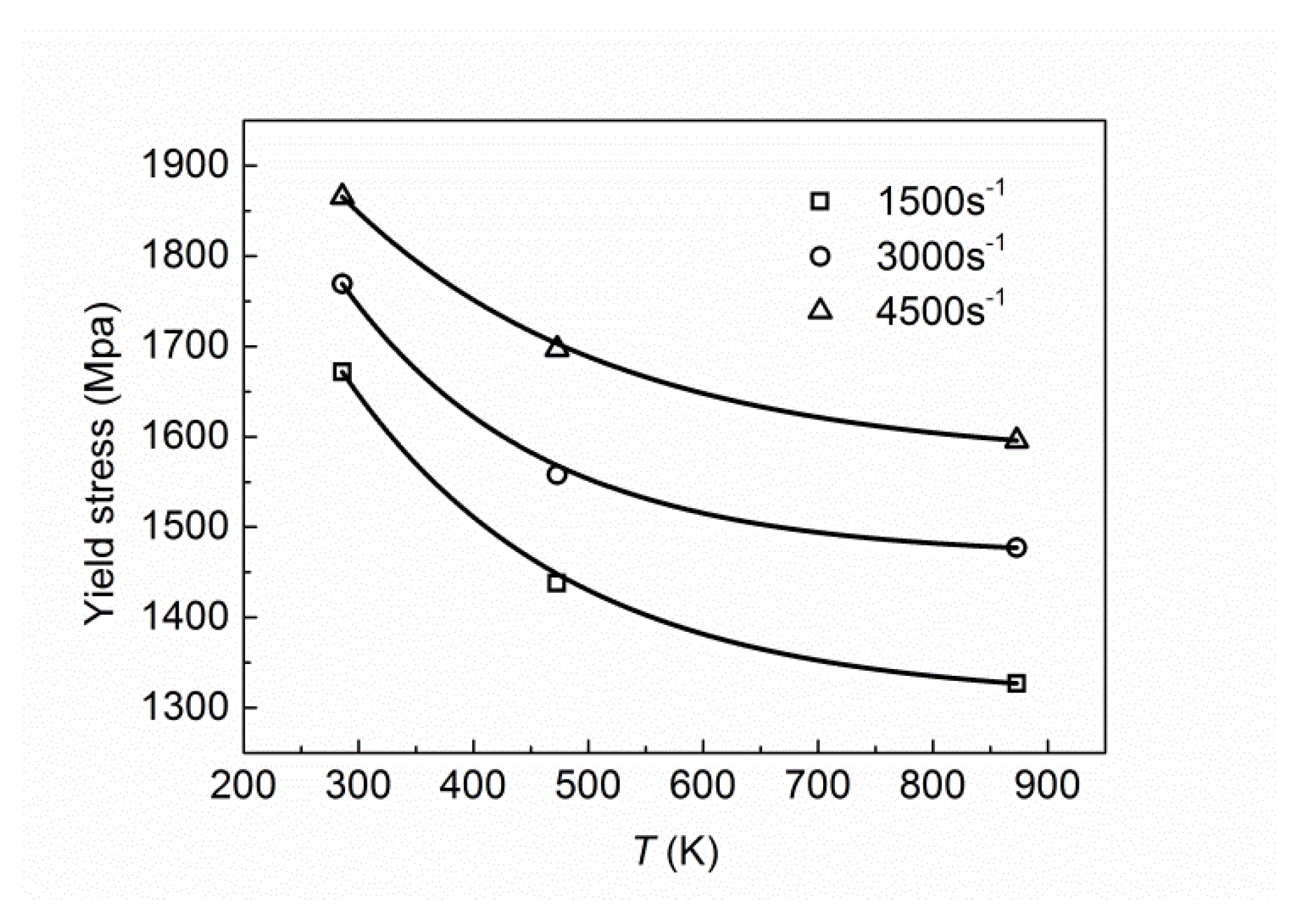
- The material stress-strain relationship within the temperature range of 286–873 K and the strain rate range of 0.001–4500 s−1 was leveraged to investigate the influence of temperature and strain rate on the material activation energy Q. The Q value of material decreases rapidly with the increase in strain rate and temperature, and the Q value is the most sensitive to the vary of strain rate.
- (3)
- Under high strain rate deformation conditions, the Mo-10Ta alloy plasticity was greatly improved. With the shaped charge jet conditions, the ductility of the Mo-10Ta material was improved; it was 346.6 times that under static deformation. This was mainly because the increase in material temperature and grain refinement under a dynamic condition makes the grain boundary movement more intense, and the dislocation movement no longer plays an important role in deformation coordination.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sierakowski, R.L. Strain Rate Behavior of Metals and Composites. In Proceedings of the Convegno Igf XIII Cassino, Università di Cassino, Facoltà di Ingegneria, Cassino, France, 27–28 May 1997. [Google Scholar]
- Armstrong, R.W.; Walley, S.M. High strain rate properties of metals and alloys. Int. Mater. Rev. 2008, 53, 105–128. [Google Scholar] [CrossRef]
- Torres-Villasenor, G.; Negrete, J. A reinvestigation of the mechanical history on superplasticity of Zn-22Al-2Cu at room temperature. Mater. Sci. Forum 1997, 243–245, 553–556. [Google Scholar] [CrossRef]
- Chokshi, A.H.; Mukherjee, A.K. On the transition from superplastic to non-superplastic deformation at high strain rates. Sci. Metall. 1986, 20, 1771–1774. [Google Scholar] [CrossRef]
- Chokshi, A.H. The development of cavity growth maps for superplastic materials. J. Mater. Sci. 1986, 21, 2073–2082. [Google Scholar] [CrossRef]
- Chokshi, A.H.; Langdon, T.G. The mechanical properties of the superplastic AI- 33 Pct Cu eutectic alloy. Metall. Trans. A 1988, 19, 2487–2496. [Google Scholar] [CrossRef]
- Alfonso, B.L.; Manuel, J.M.; Arturo, D.R. The role of a threshold stress in the superplastic deformation of fine-grained Yttria-Stabilized Zirconia Polycrystals. Scr. Mater. 1996, 34, 1155–1160. [Google Scholar] [CrossRef]
- Owen, D.M.; Chokshi, A.H. Analysis of deformation mechanisms in superplastic yttria-stabilized tetragonal zirconia. Int. J. Plast. 2001, 17, 353–368. [Google Scholar] [CrossRef]
- Takayama, Y.; Tozawa, T.; Kato, H. Superplasticity and thickness of liquid phase in the vicinity of solidus temperature in a 7475 aluminum alloy. Acta Mater. 1999, 47, 1263–1270. [Google Scholar] [CrossRef]
- Alabort, E.; Putman, D.; Reed, R.C. Superplasticity in Ti–6Al–4V: Characterisation, modelling and applications. Acta Mater. 2015, 95, 428–442. [Google Scholar] [CrossRef]
- Alabort, E.; Kontis, P.; Barba, D. On the mechanisms of superplasticity in Ti–6Al–4V. Acta Mater. 2016, 105, 449–463. [Google Scholar] [CrossRef]
- Mabuchi, M.; Higashi, K.; Okada, Y. Very high strain-rate superplasticity in a particulate Si3N4/6061 aluminum composite. Scr. Metall. 1991, 25, 2517–2552. [Google Scholar] [CrossRef]
- Nieh, T.G.; Wadsworth, J.; Imai, T. A rheological view of high-strain-rate superplasticity in alloys and metal-matrix composites. Scr. Metall. 1992, 26, 703–708. [Google Scholar] [CrossRef]
- Chokshi, A.H.; Meyers, M.A. The prospects for superplasticity at high strain rates: Preltminary considerations and an example. Scr. Metall. 1990, 24, 605–610. [Google Scholar] [CrossRef]
- Tian, W.H.; Fan, A.L.; Gao, H.Y. Comparison of microstructures in electroformed copper liners of shaped charges before and after plastic deformation at different strain rates. Mater. Sci. Eng. A 2003, 350, 160–167. [Google Scholar] [CrossRef]
- Murr, L.E.; Trillo, E.A.; Pappu, S. Adiabatic shear bands and examples of their role in severe plastic deformation. J. Mater. Sci. 2002, 37, 3337–3360. [Google Scholar] [CrossRef]
- Murr, L.E.; Niou, C.S.; Garcia, E.P. Comparison of jetting-related microstructures associated with hypervelocity impact crater formation in copper targets and copper shaped charges. Mater. Sci. Eng. A 1997, 222, 118–132. [Google Scholar] [CrossRef]
- Gang, T.; Hao, C.; Qin-can, S. Superplastic flow problems of copper shaped-charge jets. Explos. Shock Wave 2008, 28, 336–340. [Google Scholar]
- Peng, W.; Gang, T.; Bao-xiang, R.; Zheng, P. Superplastic deformation mechanism of nanocrystalline copper: A molecular dynamics study. Acat Phys. Sin. 2015, 64, 1–8. [Google Scholar]
- Kennedy, C. Ballistic Perforation of OFHC Cu and 7039AI targets: A Microstructural and Hydrocode Study; The University of Texas: At E1 Paso, TX, USA, 2000. [Google Scholar]
- Ashby, M.F.; Verrall, R.A. Diffusion-accommodated flow and superplasticity. Acta Mater. 1973, 21, 149–163. [Google Scholar] [CrossRef]
- Xuhe, L.; Guanjun, D.; Ruizhi, W. Deformation and microstructure evolution of a high strain rate superplastic Mg-Li-Zn alloy. J. Alloys Compd. 2011, 509, 9558–9561. [Google Scholar] [CrossRef]
- Yan, X.; Lianxi, H.; Yu, S. Deformation behaviour and dynamic recrystallization of AZ61 magnesium alloy. J. Alloys Compd. 2013, 580, 262–269. [Google Scholar] [CrossRef]
- Xu, T.C.; Peng, X.D.; Qin, J. Dynamic recrystallization behavior of Mg-Li-Al-Nd duplex alloy during hot compression. J. Alloys Compd. 2015, 639, 79–88. [Google Scholar] [CrossRef]
- McQueen, H.J.; Imbert, C.A.C. Dynamic recrystallization: Plasticity enhancing structural development. J. Alloys Compd. 2004, 378, 35–43. [Google Scholar] [CrossRef]
- Masuda-Jindo, K.; Van Hung, V.; Hoa, N.T. First principles calculations of thermodynamic and mechanical properties of high temperature bcc Ta–W and Mo–Ta alloys. J. Alloys Compd. 2008, 452, 127–132. [Google Scholar] [CrossRef]
- Field, J.E.; Walley, S.M.; Proud, W.G.; Goldrein, H.T.; Siviour, C.R. Review of experimental techniques for high rate deformation and shock studies. Int. J. Impact Eng. 2004, 30, 725–775. [Google Scholar] [CrossRef]
- Andrde, U.; Meyers, M.A.; Vecchio, K.S.; Chokshi, A.H. Dynamic recrystallization in high-strain, high-strain-rate plastic deformation of copper. Acta Metall. Et Mater. 1994, 42, 3183–3195. [Google Scholar] [CrossRef]
- Akhtar, S.K.; Riqiang, L. Behaviors of three BCC metal over a wide range of strain rates and temperatures: Experiments and modeling. Int. J. Plast. 1999, 15, 1089–1109. [Google Scholar] [CrossRef]
- Ping, S.; Wen-bin, L.; Yu, Z. The constitutive behavior of Ti-5Al-3V-2Cr-2Fe under high-velocity impact: Experimental, modeling, and validation. J. Alloys Compd. 2019, 811. [Google Scholar] [CrossRef]
- Walters, W.P.; Zukas, J.A. Fundamentals of Shaped Charge; John Wiley: Hoboken, NJ, USA, 1989. [Google Scholar]
- Rajeev, K.; Sia, N.N. Determination of temperature rise during high strain rate deformation. Mech. Mater. 1998, 24, 1–12. [Google Scholar] [CrossRef]
- Shi-chun, W. Superplastic Deformation Theory of Metals; Nation Defense Industry Press: Beijing, China, 1994. [Google Scholar]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the Seventh International Symposium on Ballistic, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Jie, L. Deformation Behavior of 7N01 Aluminum Alloy during Hot Compression Deformation at Elevated Temperature; Hunan University: Changsha, China, 2008. [Google Scholar]
- Senthil, K.; Iqbal, M.A. Study of the constitutive behavior of 7075-T651 aluminium alloy. Int. J. Impact Eng. 2017, 108, 171–190. [Google Scholar] [CrossRef]
- Meyers, M.A. Dynamic Behavior of Materials; Wiley Interscience: Hoboken, NJ, USA, 1994. [Google Scholar]
- Zhang, J.D.; Di, H.S.; Wang, H.T. Hot deformation behavior of Ti-15-3 titanium alloy: A study using processing maps, activation energy map, and Zener-Hollomon parameter map. J. Mater. Sci. 2012, 47, 4000–4011. [Google Scholar] [CrossRef]
- Sang, D.L.; Fu, R.D.; Li, Y.J. The hot deformation active energy of 7075 aluminum alloy under three different deformation modes. Metals 2016, 6, 49. [Google Scholar] [CrossRef]
- Cangji, S.; Weimin, M.; Grant, C.X. Evolution of activation energy during hot deformation of AA7150 aluminum alloy. Mater. Sci. Eng. A 2013, 571, 83–91. [Google Scholar] [CrossRef]
- Bao, M.; Min, W.; Xiangdong, W. Constitutive modeling for high-temperature tensile deformation behavior of pure molybdenum considering strain effects. Int. J. Refract. Metals Hard Mater. 2014, 45, 14–47. [Google Scholar] [CrossRef]
- Cahoon, J.R. A Modified ‘‘Hole’’ Theory for solute impurity diffusion in liquid metals. Metall. Mater. Trans. A 1997, 28, 583–593. [Google Scholar] [CrossRef]
- Honeycombe, R.W.K. The Plastic Deformation of Metals, 2nd ed.; Edward Arnold Ltd.: Baltimore, MD, USA, 1984; pp. 33–128. [Google Scholar]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminum. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (ppm) | Mass Fraction (%) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe | Al | Si | Ca | Cd | Cr | Cu | Mg | Mn | Ni | Pb | Sb | Sn | V | Ta | Mo |
| 5 | 5 | 5 | 5 | 1 | 5 | 86 | 5 | 5 | 24 | 1 | 5 | 1 | 5 | 9.96 | Remainder |
| Description | Notations | Values |
|---|---|---|
| Elastic modulus | E (Gpa) | 249 |
| Density | ρ (g/cm3) | 10.5 |
| Yield stress constant | A (Mpa) | 1550.2 |
| Strain hardening constant | B (Mpa) | 249.6 |
| - | n1 | 0.15 |
| Strain rate hardening constant | C | 0.12 |
| Thermal softening constant | m1 | 0.387 |
| Reference strain rate | (s−1) | 1400 |
| Melting temperature | Tm (K) | 2921 |
| Room temperature | Tr (K) | 286 |
| Specific heat (Mean) | Cp (J/(g · K)) | 0.361 |
| Data | The Length of Jet (mm) | Maximum Diameter of Slug (mm) | Jet Head Velocity (m/s) | Slug Velocity (m/s) |
|---|---|---|---|---|
| Simulation data | 36.9 | 18.24 | 6281 | 1431 |
| Experimental data | 38.2 | 18.9 | 6441 | 1356 |
| Error | 3.4% | 3.5% | 2.5% | 5.2% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, P.; Li, W.-B.; Zheng, Y.; Song, J.-P.; Jiang, X.-C.; Yan, B.-Y. Study on Plastic Deformation Behavior of Mo-10Ta under Ultra-High Strain Rate. Metals 2020, 10, 1153. https://doi.org/10.3390/met10091153
Song P, Li W-B, Zheng Y, Song J-P, Jiang X-C, Yan B-Y. Study on Plastic Deformation Behavior of Mo-10Ta under Ultra-High Strain Rate. Metals. 2020; 10(9):1153. https://doi.org/10.3390/met10091153
Chicago/Turabian StyleSong, Ping, Wen-Bin Li, Yu Zheng, Jiu-Peng Song, Xiang-Cao Jiang, and Bin-You Yan. 2020. "Study on Plastic Deformation Behavior of Mo-10Ta under Ultra-High Strain Rate" Metals 10, no. 9: 1153. https://doi.org/10.3390/met10091153
APA StyleSong, P., Li, W.-B., Zheng, Y., Song, J.-P., Jiang, X.-C., & Yan, B.-Y. (2020). Study on Plastic Deformation Behavior of Mo-10Ta under Ultra-High Strain Rate. Metals, 10(9), 1153. https://doi.org/10.3390/met10091153