An Improved Johnson–Cook Constitutive Model and Its Experiment Validation on Cutting Force of ADC12 Aluminum Alloy During High-Speed Milling


Abstract
1. Introduction
2. Experimental Procedure
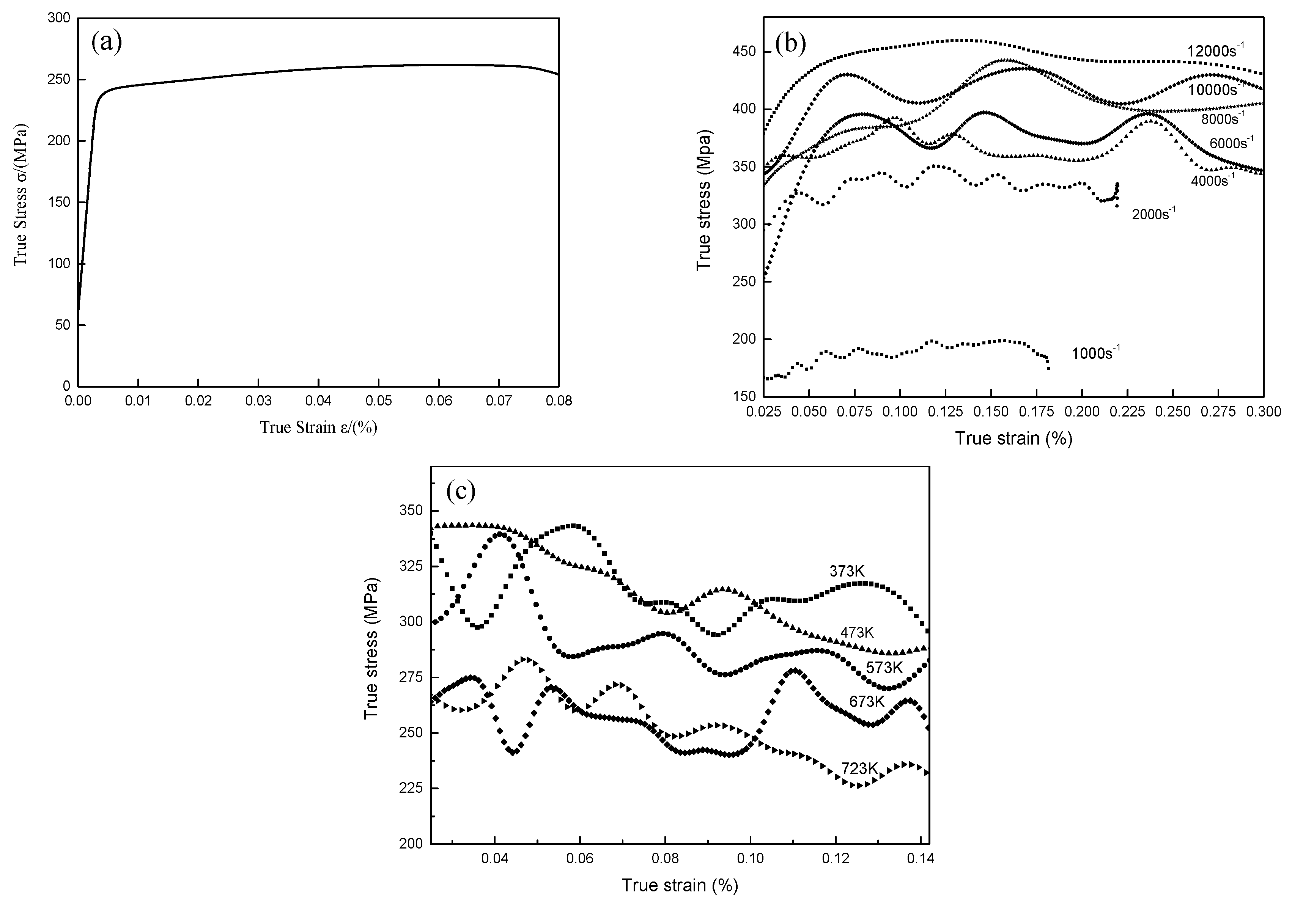
2.1. Quasi-Static Experiments
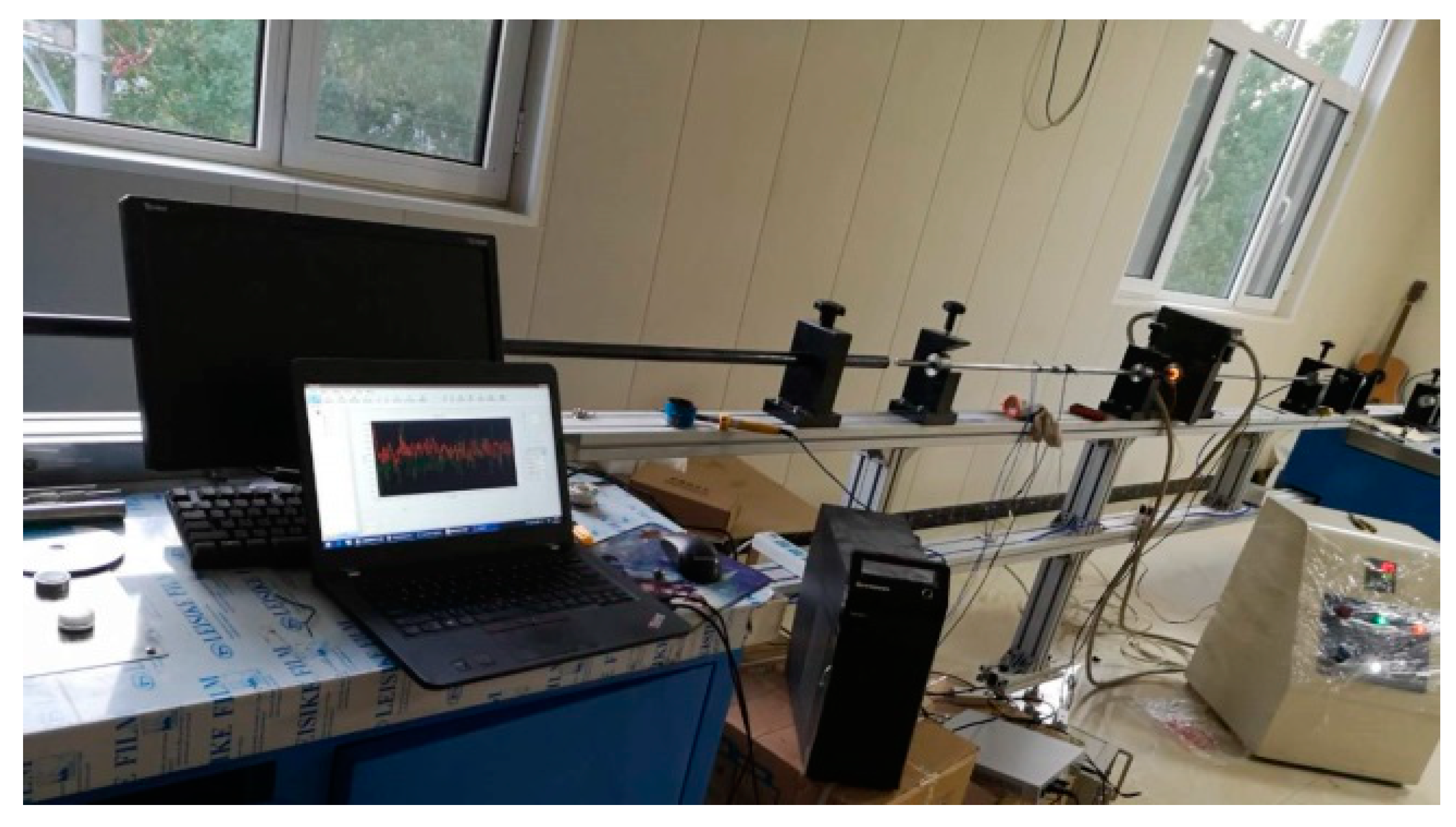
2.2. Split Hopkinson Pressure Bar Experiment
3. Results and Discussion
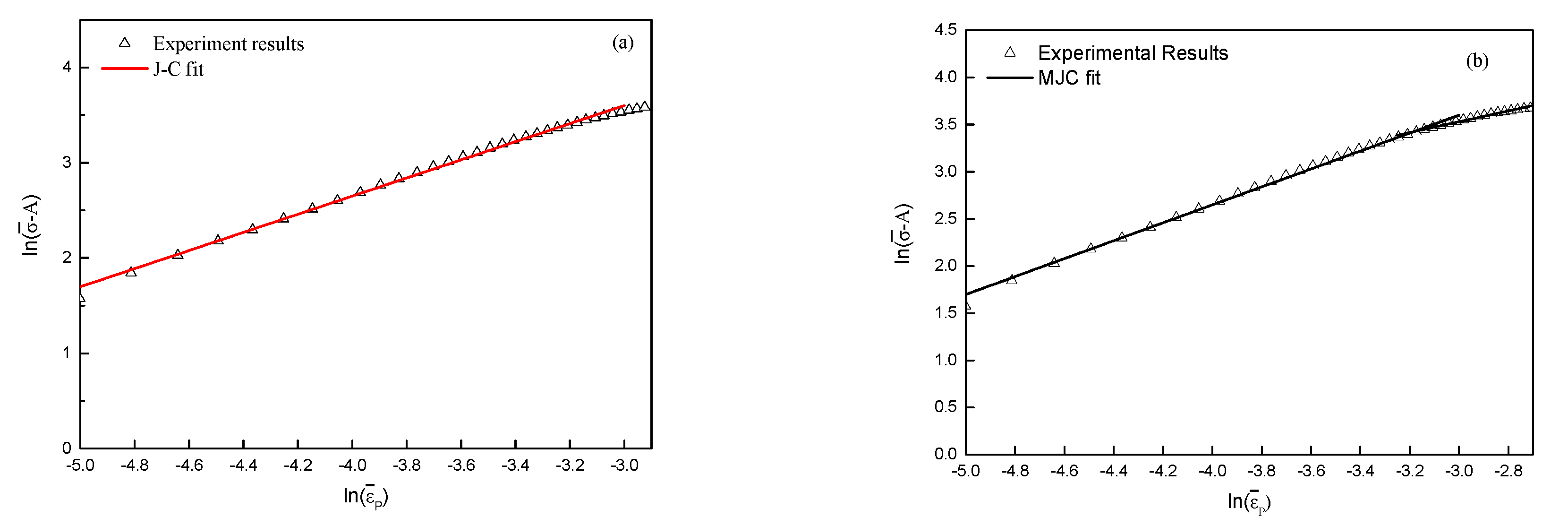
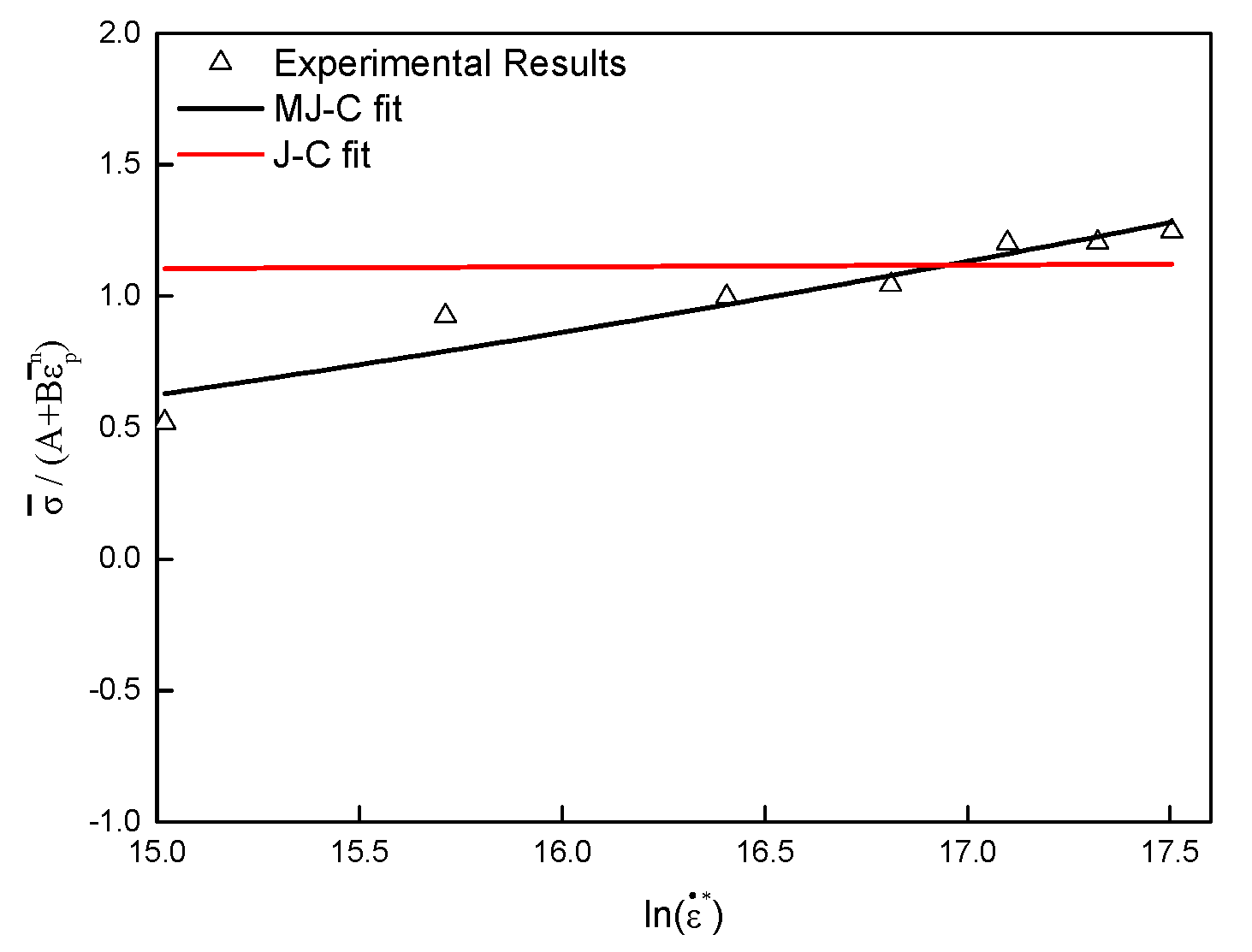
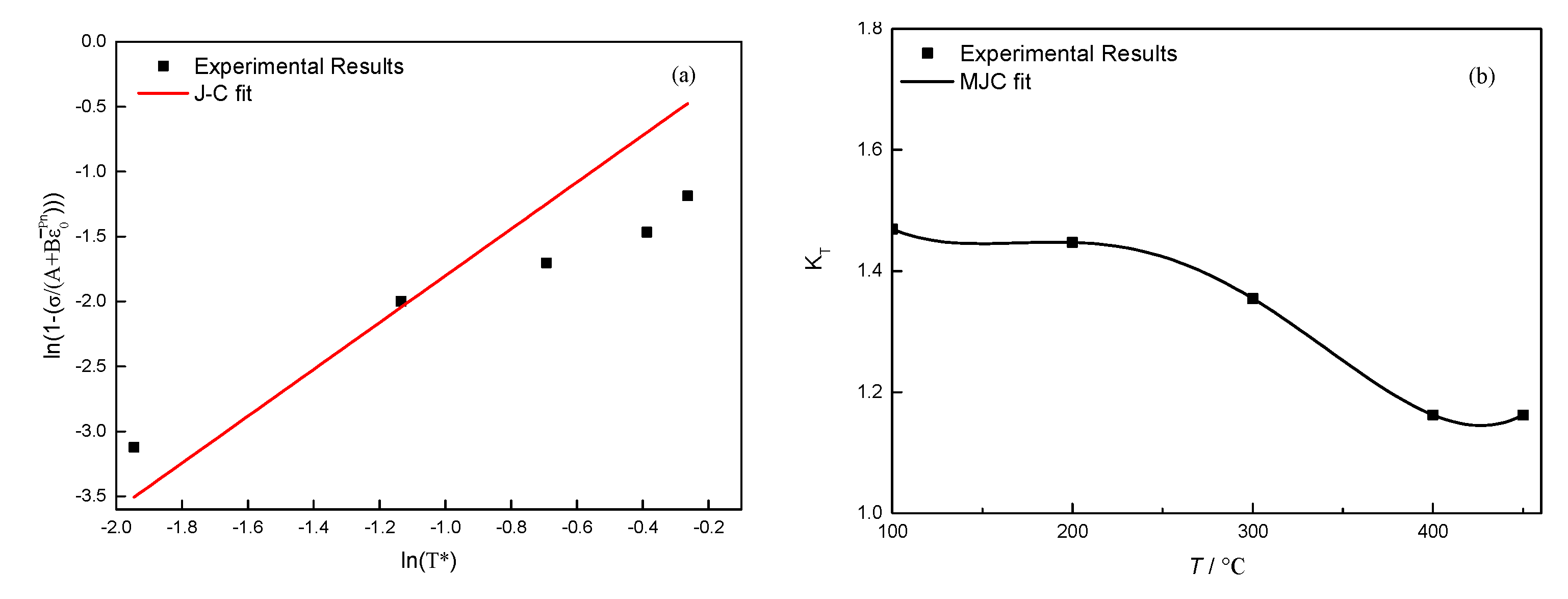
3.1. Improved Johnson–Cook Constitutive Model
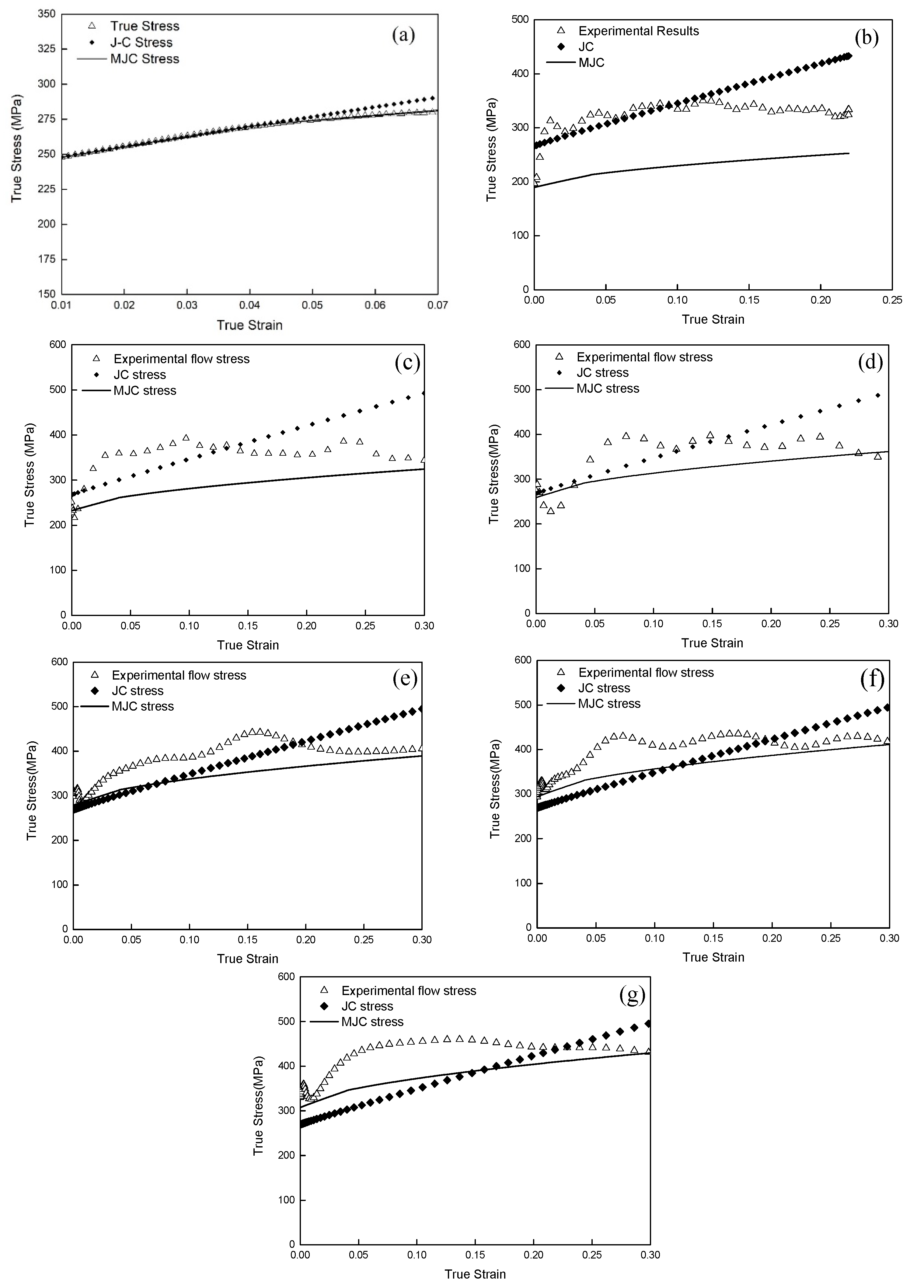
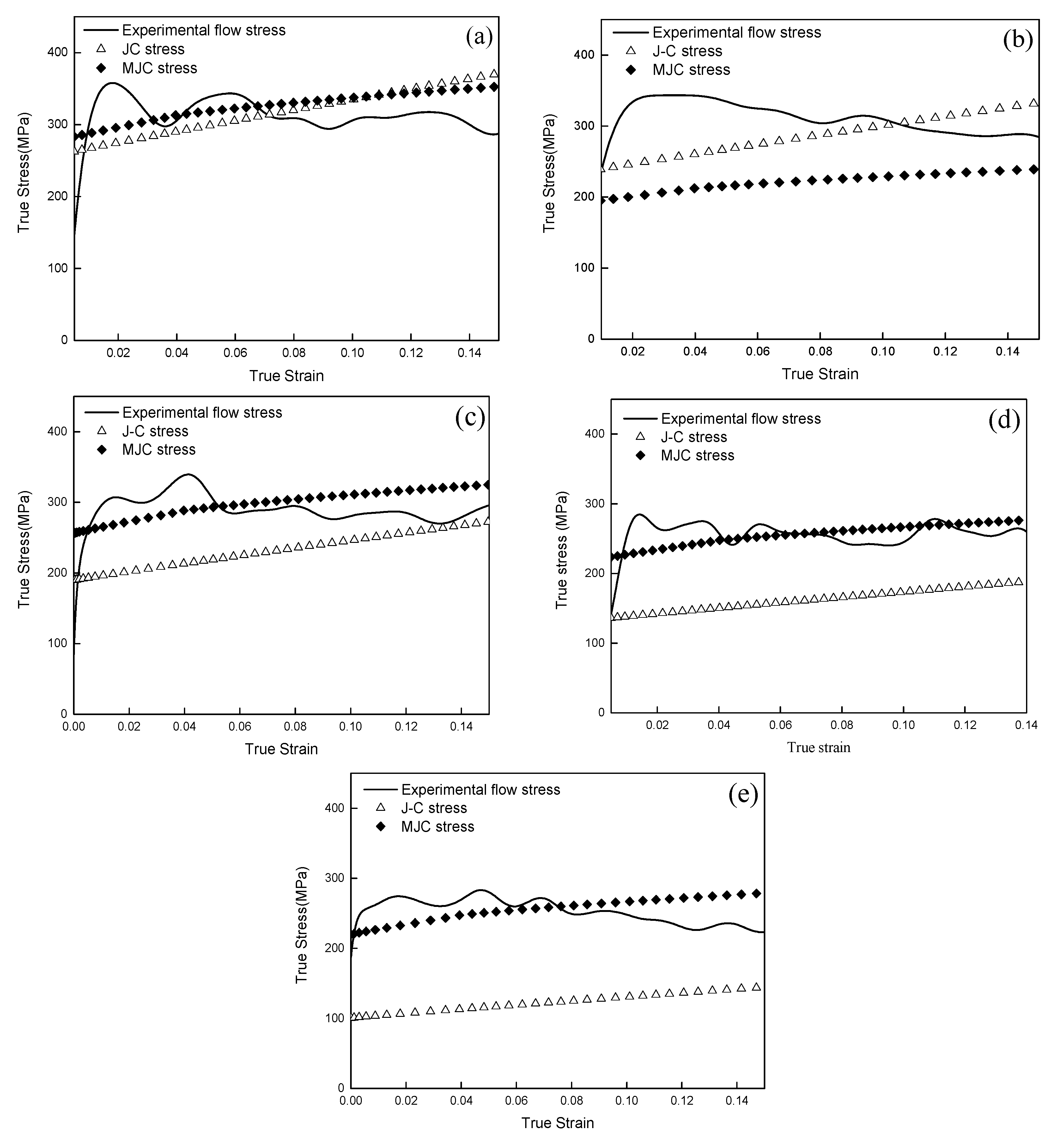
3.2. Analysis of Constitutive Model Accuracy
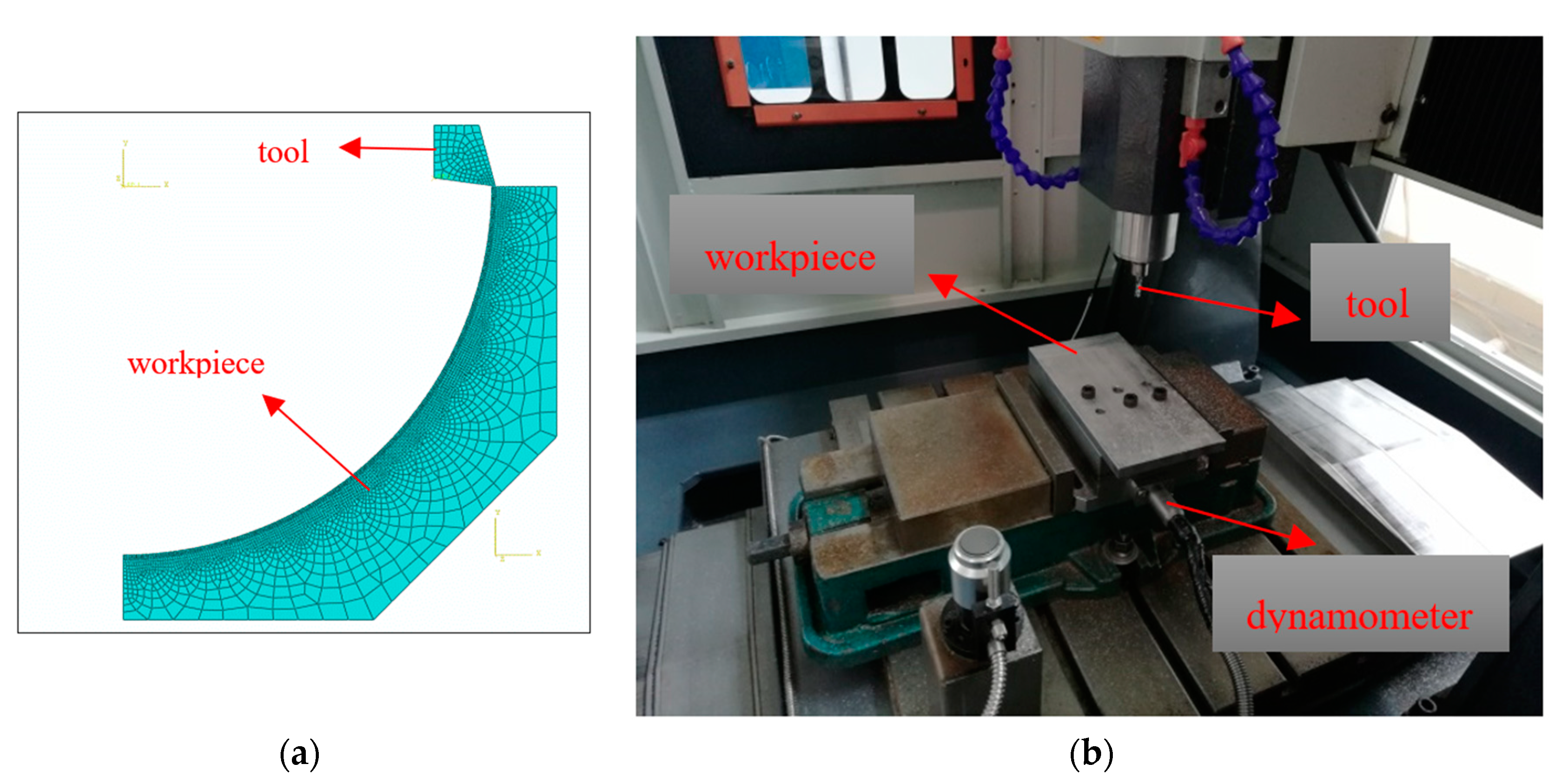
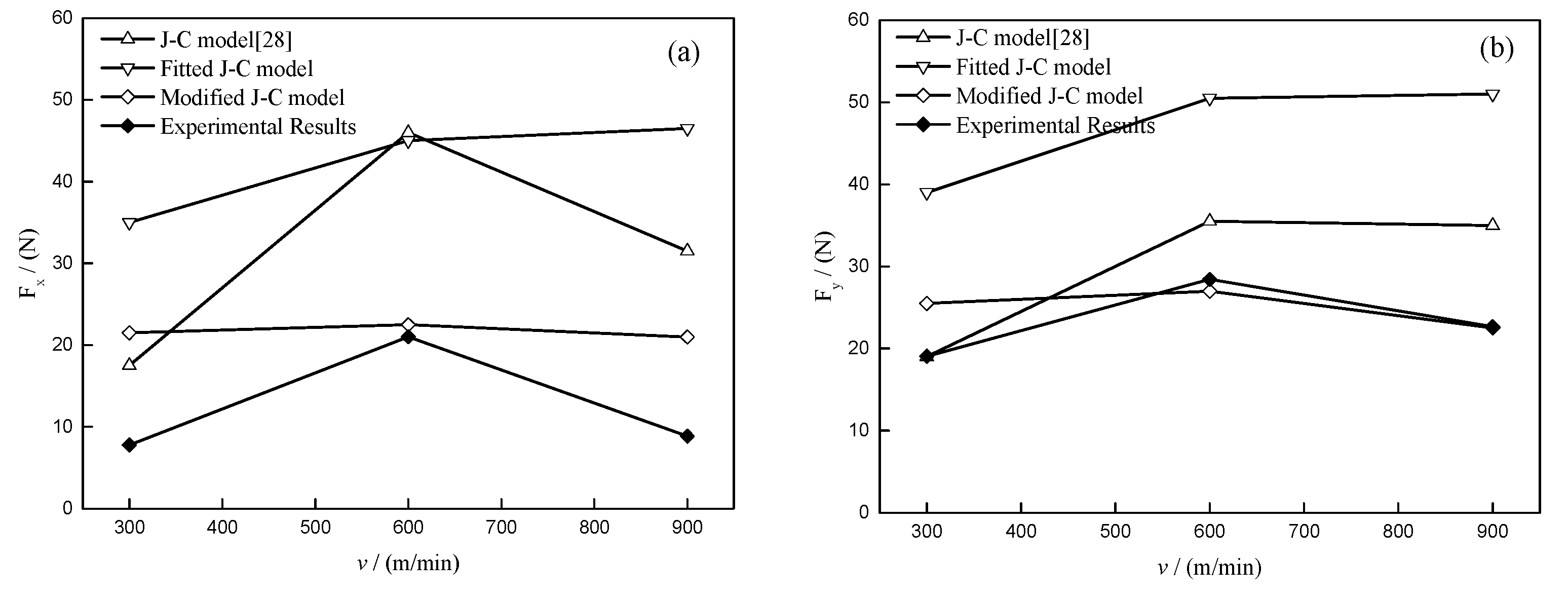
3.3. Model Validation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, D.H.; Jia, X.L.; Zhu, X.R. Research progress of cast aluminum alloy for engine cylinder head. Cast. Tech. 2010, 31, 882–887. [Google Scholar]
- Yiran, H. Experimental Analysis and Cutting Stability Prediction of ADC12 Al-Si Alloy High Speed Milling; Dalian University of Technology: Dalian, China, 2014. [Google Scholar]
- List, G.; Sutter, G.; Bouthiche, A. Cutting temperature prediction in high speed machining by numerical modelling of chip formation and its dependence with crater wear. Int. J. Mach. Tools Manuf. 2012, 54, 1–9. [Google Scholar] [CrossRef]
- Cui, D.; Zhang, D.; Wu, B.; Luo, M. An investigation of tool temperature in end milling considering the flank wear effect. Int. J. Mech. Sci. 2017, 131, 613–624. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z. Tool wear behaviors and corresponding machined surface topography during high-speed machining of Ti-6Al-4V with fine grain tools. Tribol. Int. 2018, 121, 321–332. [Google Scholar] [CrossRef]
- Sugita, N.; Ishii, K.; Furusho, T.; Harada, K.; Mitsuishi, M. Cutting temperature measurement by a micro-sensor array integrated on the rake face of a cutting tool. CIRP Ann. Manuf. Technol. 2015, 64, 77–80. [Google Scholar] [CrossRef]
- de-Buruaga, M.S.; Soler, D.; Aristimuño, P.X.; Esnaola, J.A.; Arrazola, P.J. Determining tool/chip temperatures from thermography measurements in metal cutting. Appl. Therm. Eng. 2018, 145, 305–314. [Google Scholar] [CrossRef]
- Heigel, J.C.; Whitenton, E.; Lane, B.; Donmez, M.A.; Madhavan, V.; Kingsley, W.M. Infrared Measurement of the Temperature at the Tool-Chip Interface While Machining Ti-6Al-4V. J. Mater. Process. Technol. 2016, 243, 123–130. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.; Jiang, R.; Kunyang, L. Analytical model of workpiece temperature in end milling in-situ TiB2/7050Al metal matrix composites. Int. J. Mech. Sci. 2018, 149, 258–297. [Google Scholar] [CrossRef]
- Möhring, H.C.; Kushner, V.; Storchak, M.; Stehle, T. Temperature calculation in cutting zones. CIRP Annals 2018, 67, 61–64. [Google Scholar] [CrossRef]
- Li, L.; Li, B.; Ehmann, K.F.; Li, X. A thermo-mechanical model of dry orthogonal cutting and its experimental validation through embedded micro-scale thin film thermocouple arrays in PCBN tooling. Int. J. Mach. Tools Manuf. 2013, 70, 70–87. [Google Scholar] [CrossRef]
- Huang, K.; Yang, W. Analytical Model of Temperature Field in Workpiece Machined Surface Layer in Orthogonal Cutting. J. Mater. Process. Technol. 2015, 229, 375–389. [Google Scholar] [CrossRef]
- Wu, B.; Cui, D.; He, X.; Zhang, D.; Tang, K. Cutting tool temperature prediction method using analytical model for end milling. Chin. J. Aeronaut. 2016, 29, 1788–1794. [Google Scholar]
- Karaguzel, U.; Bakkal, M.; Budak, E. Modeling and Measurement of Cutting Temperatures in Milling. Procedia CIRP 2016, 46, 173–176. [Google Scholar] [CrossRef]
- Zhou, F.; Wang, X.; Hu, Y.; Ling, L. Modeling temperature of non-equidistant primary shear zone in metal cutting. Int. J. Therm. Sci. 2013, 73, 38–45. [Google Scholar] [CrossRef]
- Özel, T.; Altan, T. Determination of workpiece flow stress and friction at the chip-tool contact for high-speed cutting. Int. J. Mach. Tools Manuf. 2000, 40, 133–152. [Google Scholar] [CrossRef]
- Xu, D.; Feng, P.; Li, W.; Ma, Y. An improved material constitutive model for simulation of high-speed cutting of 6061-T6 aluminum alloy with high accuracy. Int. J. Adv. Manuf. Technol. 2015, 79, 1043–1053. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W. A Constitutive Model and Data for Metals Subjected to Large Strain, High Strain Rate and High Temperature. In Proceedings of the 15th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983. [Google Scholar]
- Shi, J.; Liu, C.R. The influence of material models on finite element simulation of machining. J. Manuf. Sci. Eng. Trans. ASME 2004, 126, 849–857. [Google Scholar] [CrossRef]
- Liang, R.; Khan, A.S. A critical review of experimental results and constitutive models for BCC and FCC metals over a wide range of strain rates and temperatures. Int. J. Plast. 1999, 15, 963–980. [Google Scholar] [CrossRef]
- Kolsky, H. An Investigation of the Mechanical Properties of Materials at very High Rates of Loading. Proc. Phys. Soc. Sect. B 1949, 62, 676–700. [Google Scholar] [CrossRef]
- Umbrello, D.; M’Saoubi, R.; Outeiro, J.C. The influence of Johnson—Cook material constants on finite element simulation of machining of AISI 316L steel. Int. J. Mach. Tools Manuf. 2007, 47, 462–470. [Google Scholar] [CrossRef]
- Hua, Y.-Z.; Guan, L.-W.; Liu, X.-J.; Cui, H.-L. Research and revise on constitutive equation of 7050-T7451 aluminum alloy in high strain rate and high temperature condition. J. Mater. Eng. 2012, 2, 7–13. [Google Scholar]
- Rasaee, S.; Mirzaei, A.H. Constitutive Modeling of 2024 Aluminum Alloy Based on the Johnson–Cook Model. Trans. Indian Inst. Metals 2019, 72, 1023–1030. [Google Scholar] [CrossRef]
- Guo, Y.B. An integral method to determine the mechanical behavior of materials in metal cutting. J. Mater. Process. Technol. 2003, 142, 72–81. [Google Scholar] [CrossRef]
- Sima, M.; Özel, T. Modified material constitutive models for serrated chip formation simulations and experimental validation in machining of titanium alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2010, 50, 943–960. [Google Scholar] [CrossRef]
- Karaguzel, U.; Budak, E. Investigating effects of milling conditions on cutting temperatures through analytical and experimental methods. J. Materi. Process. Technol. 2018, 262, 532–540. [Google Scholar] [CrossRef]
- Bi, J.; Cong, M.; Liu, D.; Xu, X. Simulation and experimental analysis of ADC12 Al-Si alloy cutting. Combination Mach. Tools Autom. Process. Technol. 2017, 1, 127–130. (In Chinese) [Google Scholar]
- Bani, A.A.; Hanzaki, A.Z.; Pishbin, M.H.; Haghdadi, N. A comparative study on the capability of Johnson–Cook and Arrhenius-type constitutive equations to describe the flow behavior of Mg–6Al–1Zn alloy. Mech. Mater. 2014, 71, 52–61. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.-T.; Fu, Y.-X.; Jiang, Y.-Q. Hot compressive deformation behavior of 7075 Al alloy under elevated temperature. J. Mater. Sci. 2012, 47, 1306–1318. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, Q.-F.; Xia, Y.-C.; Li, L.-T. A phenomenological constitutive model for high temperature flow stress prediction of Al–Cu–Mg alloy. Mater. Sci. Eng. A 2012, 534, 654–662. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compositions (%) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mg | Mn | Zn | Ni | Sn | Al |
| 9.6–12 | <1.3 | 1.5–3.5 | <0.3 | <0.5 | <1.0 | <0.5 | ≤0.3 | others |
| Cutting Speed v (m/min) | Spindle Speed n (r/min) | Feed Rate fz (mm/z) | Milling Width ae (mm) | Cutting Depth ap (mm) |
|---|---|---|---|---|
| 300 | 15,924 | 0.025 | 3 | 0.5 |
| 600 | 31,847 | |||
| 900 | 47,770 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, X.; Lin, Y.; Mi, S. An Improved Johnson–Cook Constitutive Model and Its Experiment Validation on Cutting Force of ADC12 Aluminum Alloy During High-Speed Milling. Metals 2020, 10, 1038. https://doi.org/10.3390/met10081038
Meng X, Lin Y, Mi S. An Improved Johnson–Cook Constitutive Model and Its Experiment Validation on Cutting Force of ADC12 Aluminum Alloy During High-Speed Milling. Metals. 2020; 10(8):1038. https://doi.org/10.3390/met10081038
Chicago/Turabian StyleMeng, Xinxin, Youxi Lin, and Shaowei Mi. 2020. "An Improved Johnson–Cook Constitutive Model and Its Experiment Validation on Cutting Force of ADC12 Aluminum Alloy During High-Speed Milling" Metals 10, no. 8: 1038. https://doi.org/10.3390/met10081038
APA StyleMeng, X., Lin, Y., & Mi, S. (2020). An Improved Johnson–Cook Constitutive Model and Its Experiment Validation on Cutting Force of ADC12 Aluminum Alloy During High-Speed Milling. Metals, 10(8), 1038. https://doi.org/10.3390/met10081038