FEM-Based Methodology for the Design of Reduced Scale Representative Experimental Testing Allowing the Characterization of Defect Evolution during Hot Rolling of Bars


Abstract
1. Introduction
2. Representative Experiment Design
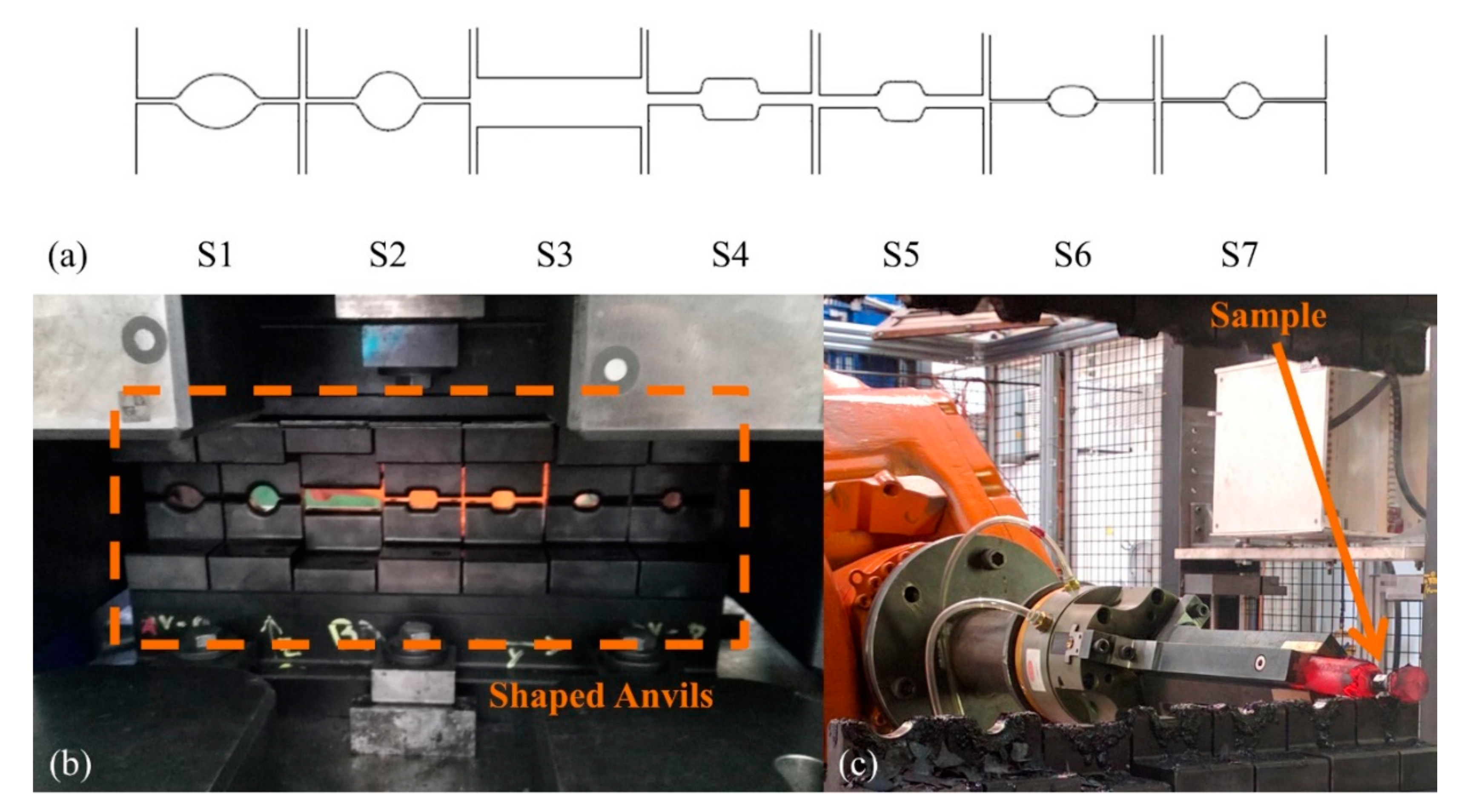
2.1. Test Description
2.2. FEM Modelling of the Industrial Rolling Process
2.2.1. Identification of FEM Parameters
2.2.2. Sensitivity Study of the Rolling Mill Model
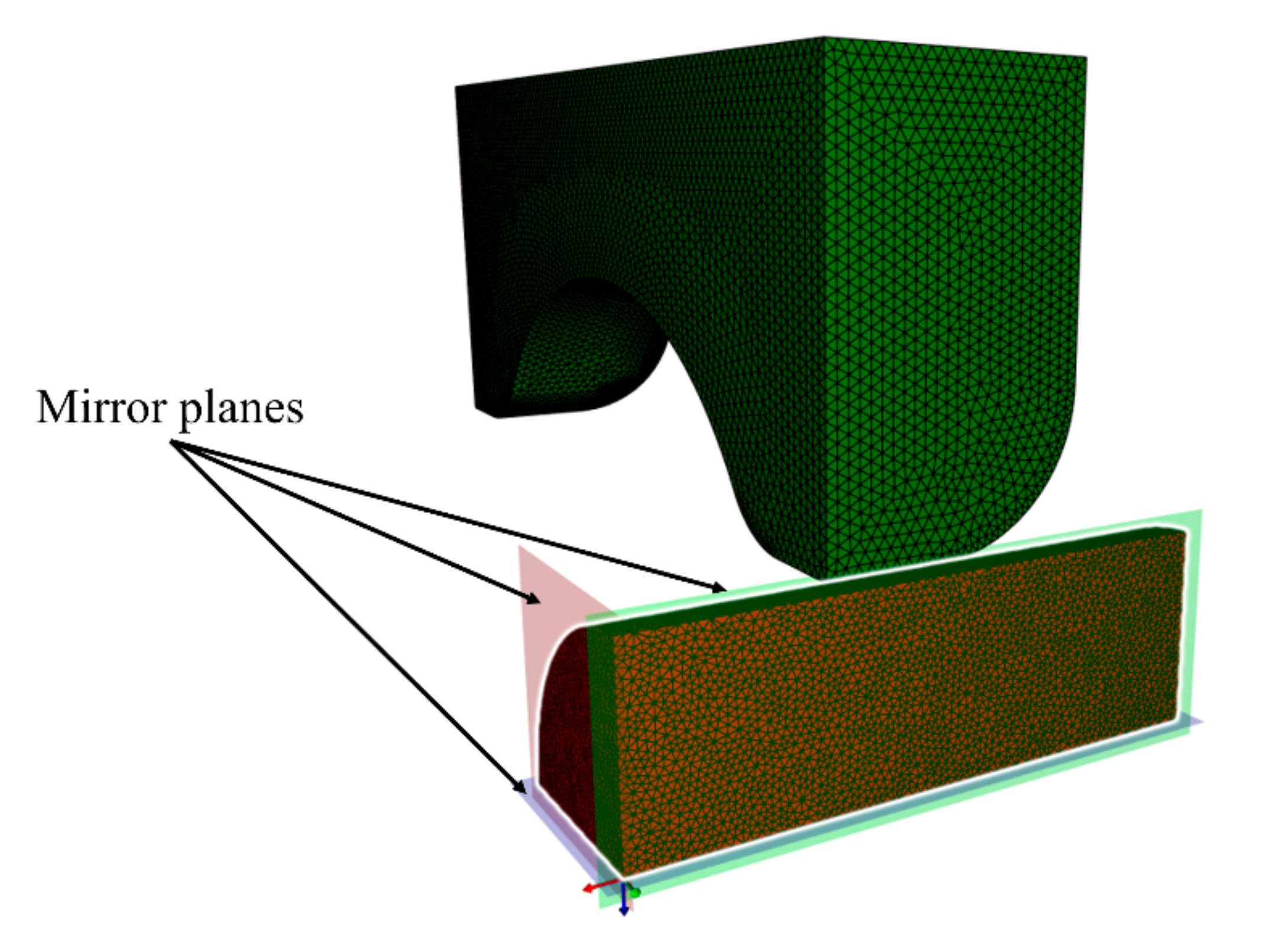
2.3. FEM Modelling of the Representative Test
3. Validation and Calibration of Thermomechanical Field Reproduction
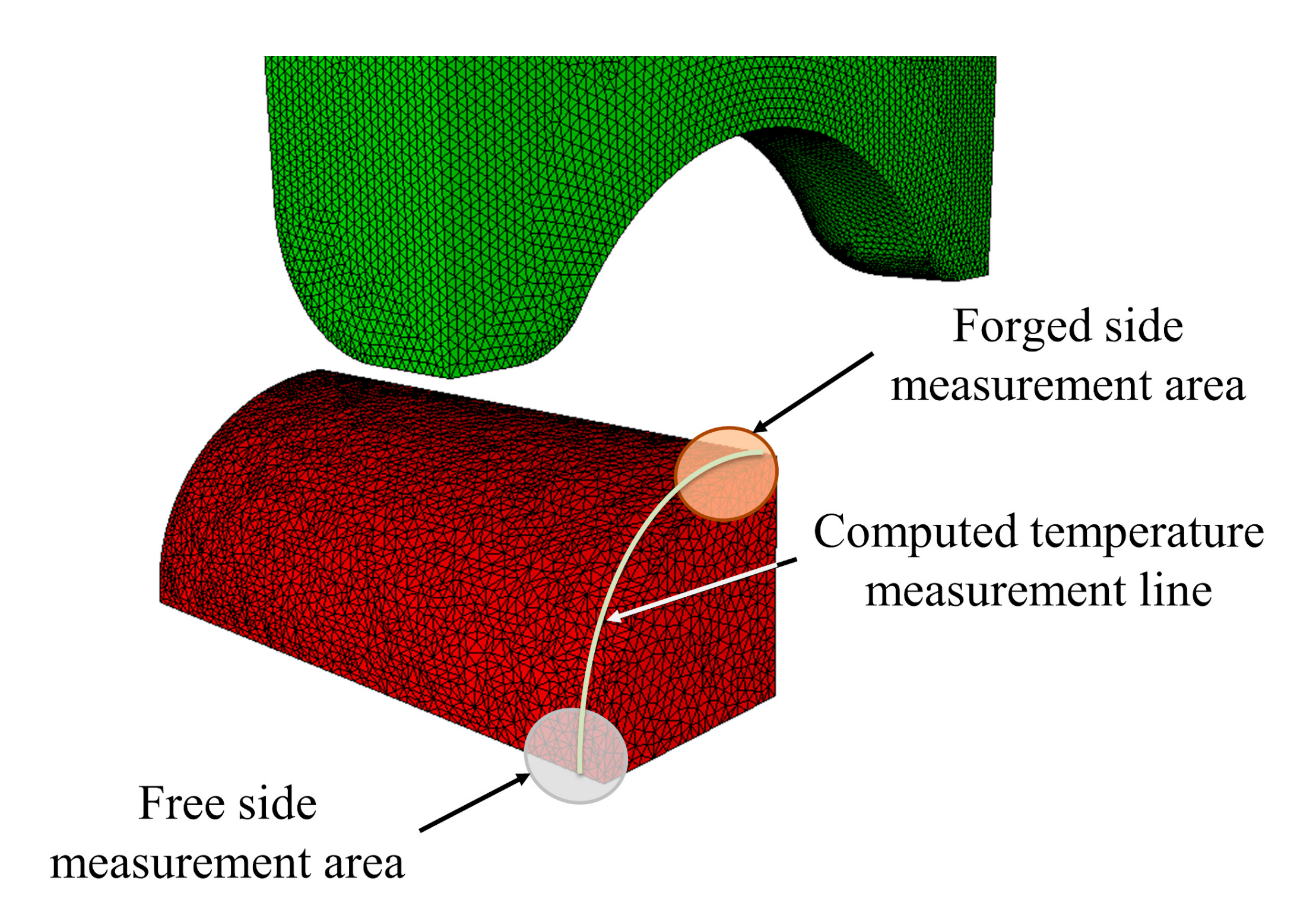
3.1. Validation Criteria
3.2. Experimental Data
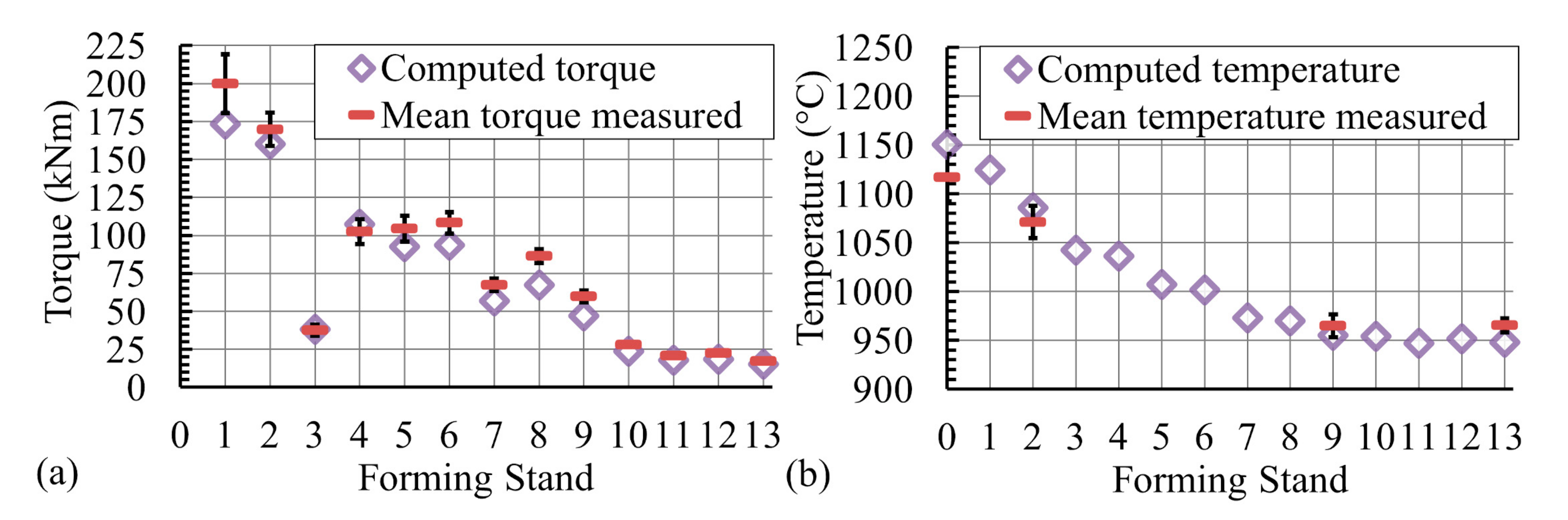
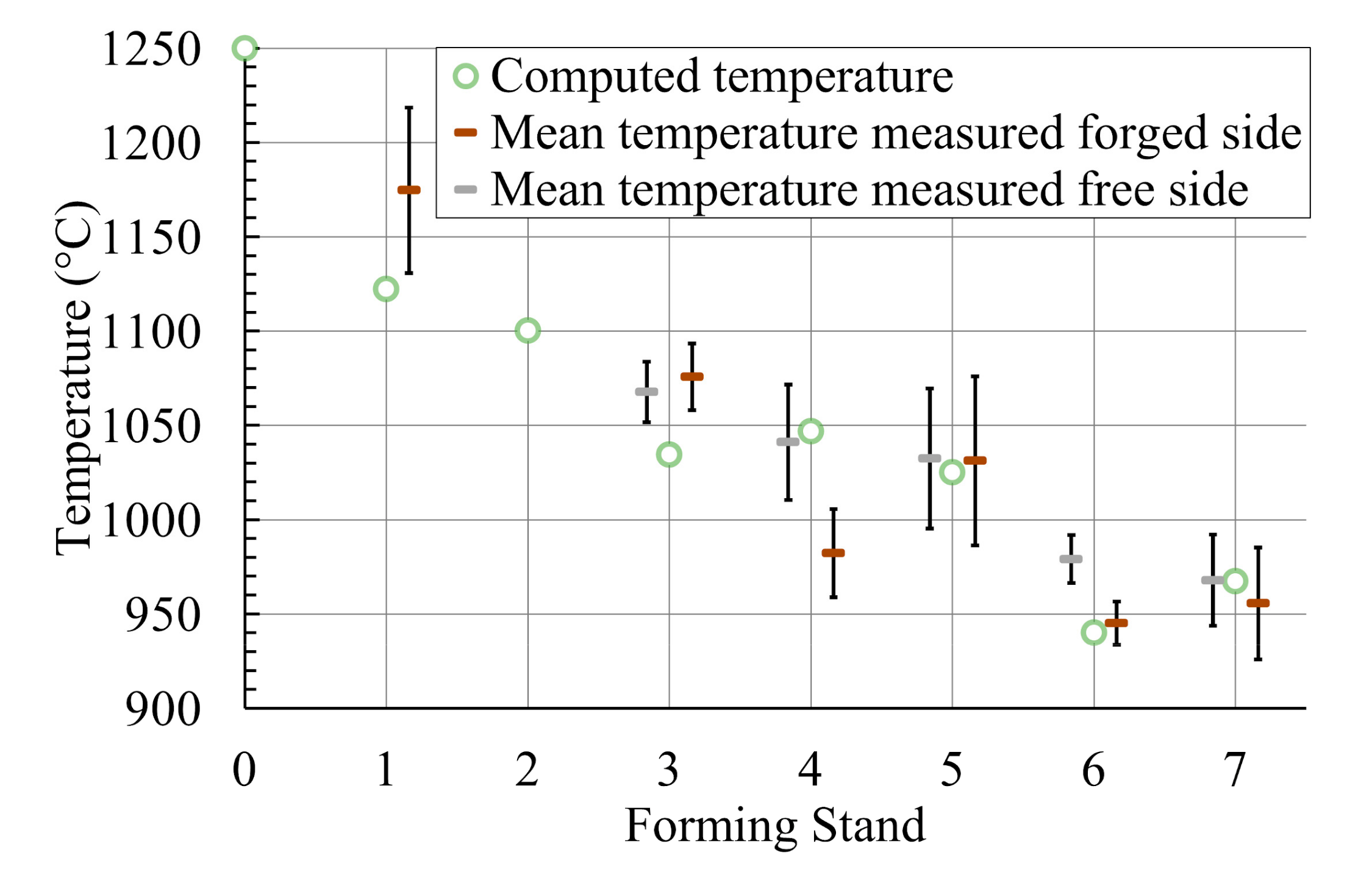
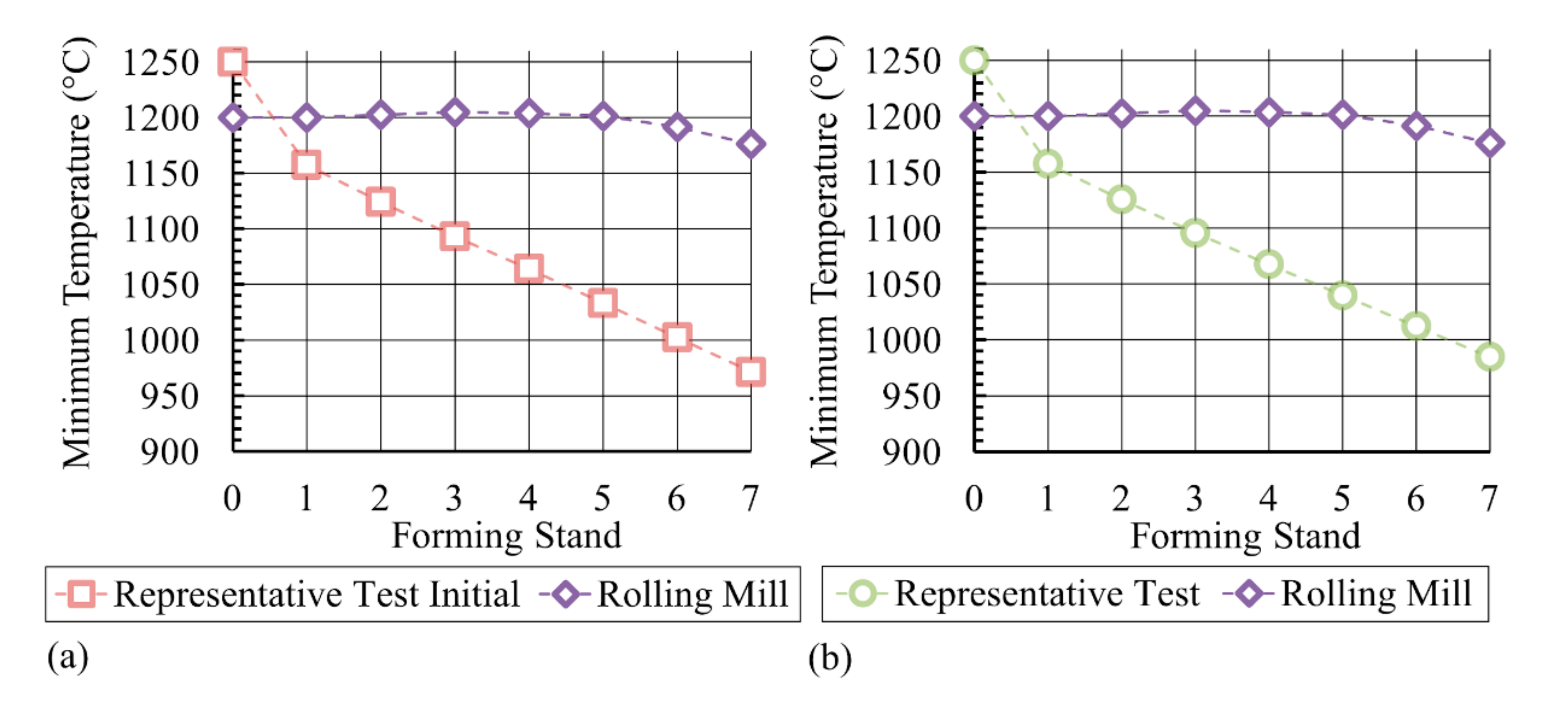
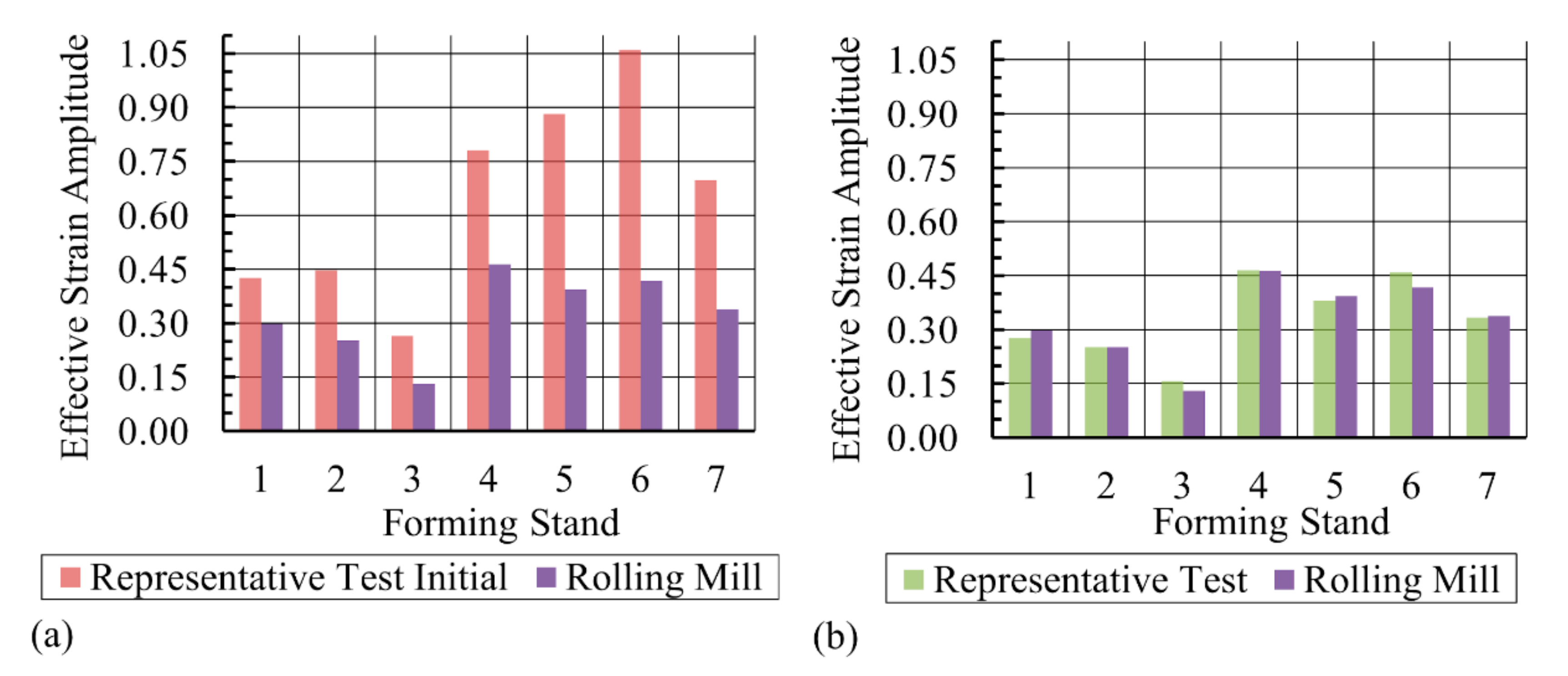
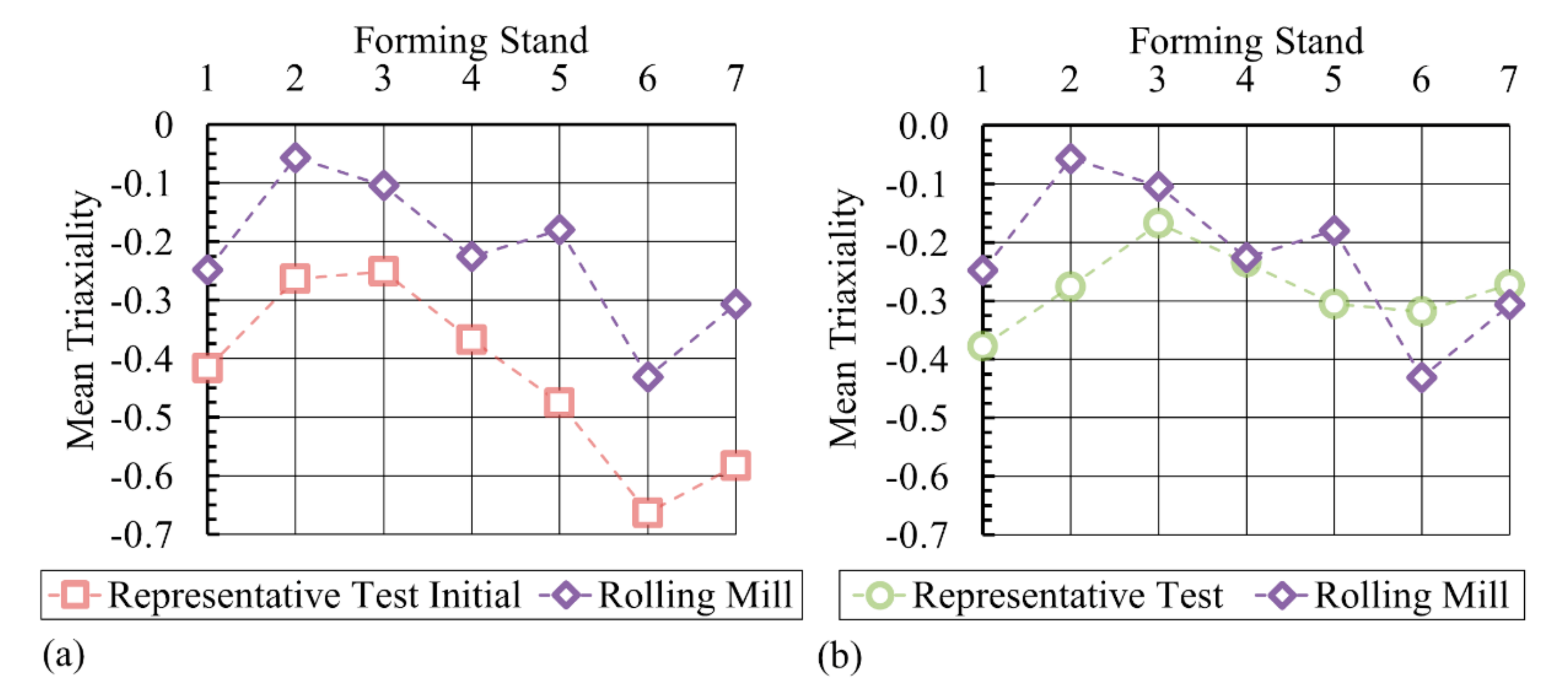
3.3. Representatives Field Comparison Results
3.4. Discussion
4. Application
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, Y.S.; Lee, S.U.; Van Tyne, C.J.; Joo, B.D.; Moon, Y.H. Internal void closure during the forging of large cast ingots using a simulation approach. J. Mater. Process. Technol. 2011, 211, 1136–1145. [Google Scholar] [CrossRef]
- Saby, M.; Bouchard, P.-O.; Bernacki, M. A geometry-dependent model for void closure in hot metal forming. Finite Elem. Anal. Des. 2015, 105, 63–78. [Google Scholar] [CrossRef]
- Feng, C.; Cui, Z. A 3-D model for void evolution in viscous materials under large compressive deformation. Int. J. Plast. 2015, 74, 192–212. [Google Scholar] [CrossRef]
- Chbihi, A.; Bouchard, P.-O.; Bernacki, M.; Pino Muñoz, D. Influence of Lode angle on modelling of void closure in hot metal forming processes. Finite Elem. Anal. Des. 2017, 126, 13–25. [Google Scholar] [CrossRef]
- Hibbe, P.; Hirt, G. Analysis of the bond strength of voids closed by open-die forging. Int. J. Mater. Form. 2019. [Google Scholar] [CrossRef]
- Ståhlberg, U.; Keife, H. A study of hole closure in hot rolling as influenced by forced cooling. J. Mater. Process. Technol. 1992, 30, 131–135. [Google Scholar] [CrossRef]
- Tanaka, M.; Ono, S.; Tsuneno, M. Factors contributing to crushing of voids during forging. J. Jpn. Soc. Technol. Plast. 1986, 27, 927–934. [Google Scholar]
- Kakimoto, H.; Arikawa, T.; Takahashi, Y.; Tanaka, T.; Imaida, Y. Development of forging process design to close internal voids. J. Mater. Process. Technol. 2010, 210, 415–422. [Google Scholar] [CrossRef]
- Saby, M.; Bernacki, M.; Roux, E.; Bouchard, P.-O. Three-dimensional analysis of real void closure at the meso-scale during hot metal forming processes. Comput. Mater. Sci. 2013, 77, 194–201. [Google Scholar] [CrossRef]
- Nakasaki, M.; Takasu, I.; Utsunomiya, H. Application of hydrostatic integration parameter for free-forging and rolling. J. Mater. Process. Technol. 2006, 177, 521–524. [Google Scholar] [CrossRef]
- Kukuryk, M. Experimental and FEM analysis of void closure in the hot cogging process of tool steel. Metals 2019, 9, 538. [Google Scholar] [CrossRef]
- Feng, C.; Cui, Z.; Liu, M.; Shang, X.; Sui, D.; Liu, J. Investigation on the void closure efficiency in cogging processes of the large ingot by using a 3-D void evolution model. J. Mater. Process. Technol. 2016, 237, 371–385. [Google Scholar] [CrossRef]
- Banaszek, G.; Stefanik, A. Theoretical and laboratory modelling of the closure of metallurgical defects during forming of a forging. J. Mater. Process. Technol. 2006, 177, 238–242. [Google Scholar] [CrossRef]
- Luo, C.; Ståhlberg, U. Deformation of inclusions during hot rolling of steels. J. Mater. Process. Technol. 2001, 114, 87–97. [Google Scholar] [CrossRef]
- Ervasti, E.; Ståhlberg, U. Void initiation close to a macro-inclusion during single pass reductions in the hot rolling of steel slabs: A numerical study. J. Mater. Process. Technol. 2005, 170, 142–150. [Google Scholar] [CrossRef]
- Luo, C. Evolution of voids close to an inclusion in hot deformation of metals. Comput. Mater. Sci. 2001, 21, 360–374. [Google Scholar] [CrossRef]
- Park, C.Y.; Yang, D.Y. A study of void crushing in large forgings I: Bonding mechanism and estimation model for bonding efficiency. J. Mater. Process. Technol. 1996, 57, 129–140. [Google Scholar] [CrossRef]
- Qi, R.; Jin, M.; Liu, X.; Guo, B. Formation Mechanism of Inclusion Defects in Large Forged Pieces. J. Iron Steel Res. Int. 2016, 23, 531–538. [Google Scholar] [CrossRef]
- Kim, Y.; Cho, J.; Bae, W. Efficient forging process to improve the closing effect of the inner void on an ultra-large ingot. J. Mater. Process. Technol. 2011, 211, 1005–1013. [Google Scholar] [CrossRef]
- Faini, F.; Attanasio, A.; Ceretti, E. Experimental and FE analysis of void closure in hot rolling of stainless steel. J. Mater. Process. Technol. 2018, 259, 235–242. [Google Scholar] [CrossRef]
- Nalawade, R.S.; Puranik, A.J.; Balachandran, G.; Mahadik, K.N.; Balasubramanian, V. Simulation of hot rolling deformation at intermediate passes and its industrial validity. Int. J. Mech. Sci. 2013, 77, 8–16. [Google Scholar] [CrossRef]
- Chevalier, D.; Cezard, P.; Langlois, L.; Bigot, R. Modelization of the Rolling Mill with a FE Code. Key Eng. Mater. 2015, 651–653, 291–296. [Google Scholar] [CrossRef]
- Yu, H.; Bi, H.; Liu, X.; Chen, L.; Dong, N. Behavior of inclusions with weak adhesion to strip matrix during rolling using FEM. J. Mater. Process. Technol. 2009, 209, 4274–4280. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Forming Stand | Gap (mm) |
|---|---|
| S1 | 25 |
| S2 | 25 |
| S3 | 190 |
| S4 | 39 |
| S5 | 46 |
| S6 | 12 |
| S7 | 11 |
| S8 | 12 |
| S9 | 12 |
| S10 | 10 |
| S11 | 5 |
| S12 | 11 |
| S13 | 9 |
| A | m1 | m2 | m3 | m4 |
|---|---|---|---|---|
| 1620.466 | −0.00277 | −0.17424 | 0.1541 | −0.06497 |
| Parameter | Reference Value |
|---|---|
| Thermal exchange with air | 10 W∙m−2∙K−1 |
| Thermal exchange with dies | 10 000 W∙m−2∙K−1 |
| Friction coefficients µ/m | 0.4/0.8 |
| Initial cooling time | 10 s |
| Parameter | Initial Value | Modified Value |
|---|---|---|
| Thermal exchange with dies | 20,000 W∙m−2∙K−1 | 2000 W∙m−2∙K−1 |
| Friction coefficients µ/m | 0.4/0.8 | 0.5/1 |
| Forming Stand | Field | Evolution with Modified Friction | Evolution with Modified Thermal Exchange |
|---|---|---|---|
| S7 | Skin temperature | 0.3% | 4.6% |
| Mean torque | 1.6% | −10.9% | |
| Min. core temperature | −0.2% | 0.5% | |
| Amplitude effective strain | 1.2% | −1.3% | |
| Min. triaxiality | 3.4% | −12.0% | |
| Amplitude Q | 2.6% | −11.4% |
| Parameter | Reference Value |
|---|---|
| Thermal exchange with air | 10 W∙m−2∙K−1 |
| Thermal exchange with dies | 2000 W∙m−2∙K−1 |
| Friction coefficients µ/m | 0.4/0.8 |
| Forming Stand | S1 | S2 | S3 | S4 | S5 | S6 | S7 |
|---|---|---|---|---|---|---|---|
| Initial gap between upper and lower dies (mm) | 2.5 | 2.5 | 19 | 4 | 4.5 | 1 | 1 |
| Corrected gap between upper and lower dies (mm) | 4 | 4.5 | 21 | 7.5 | 9 | 6 | 6.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pondaven, C.; Langlois, L.; Bigot, R.; Chevalier, D. FEM-Based Methodology for the Design of Reduced Scale Representative Experimental Testing Allowing the Characterization of Defect Evolution during Hot Rolling of Bars. Metals 2020, 10, 1035. https://doi.org/10.3390/met10081035
Pondaven C, Langlois L, Bigot R, Chevalier D. FEM-Based Methodology for the Design of Reduced Scale Representative Experimental Testing Allowing the Characterization of Defect Evolution during Hot Rolling of Bars. Metals. 2020; 10(8):1035. https://doi.org/10.3390/met10081035
Chicago/Turabian StylePondaven, Corentin, Laurent Langlois, Régis Bigot, and Damien Chevalier. 2020. "FEM-Based Methodology for the Design of Reduced Scale Representative Experimental Testing Allowing the Characterization of Defect Evolution during Hot Rolling of Bars" Metals 10, no. 8: 1035. https://doi.org/10.3390/met10081035
APA StylePondaven, C., Langlois, L., Bigot, R., & Chevalier, D. (2020). FEM-Based Methodology for the Design of Reduced Scale Representative Experimental Testing Allowing the Characterization of Defect Evolution during Hot Rolling of Bars. Metals, 10(8), 1035. https://doi.org/10.3390/met10081035