A Sustainable Approach for Cadmium Recovery from Oxide Using Molten Salt Slag

 , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Selection of Chlorides and Preparation of Slag Cover
2.2. Preparation of Specimens for Experiments
2.3. Preparation of Samples for Studies
2.4. X-ray Powder Diffraction and Microscopic Studies
3. Results and Discussion
Morphology, Microscopy Investigation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dasoyan, M.; Novoderezhkin, V.V.; Tomashevsky, B.E. Production of Electric Batteries; Vysshya Shkola: Moscow, Russia, 1977. (In Russian) [Google Scholar]
- Hrustalev, D.A. Accomulators; Izumrud: Moscow, Russia, 2003. (In Russian) [Google Scholar]
- Rudnik, E.; Nikiel, M. Hydrometallurgical recovery of cadmium and nickel from spent Ni–Cd batteries. Hydrometallurgy 2007, 89, 61–71. [Google Scholar] [CrossRef]
- Rydh, C.J.; Karlström, M. Life cycle inventory of recycling portable nickel–cadmium batteries. Resour. Conserv. Recycl. 2002, 34, 289–309. [Google Scholar] [CrossRef]
- Bernardes, A.M.; Espinosa, D.C.R.; Tenório, J.A.S. Recycling of batteries: A review of current processes and technologies. J. Power Sources 2004, 130, 291–298. [Google Scholar] [CrossRef]
- Zhou, W.; Liu, D.; Zhang, H.; Kong, W.; Zhang, Y. Bioremoval and recovery of Cd(II) by Pseudoalteromonas sp. SCSE709-6: Comparative study on growing and grown cells. Bioresour. Technol. 2014, 165, 145–151. [Google Scholar] [CrossRef] [PubMed]
- Paul, S.; Shakya, A.K.; Ghosh, P.K. Bacterially-assisted recovery of cadmium and nickel as their metal sulfide nanoparticles from spent Ni–Cd battery via hydrometallurgical route. J. Environ. Manag. 2020, 261, 110113. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Q.; Song, X.; Liu, J.; Shao, Y.; He, W.; Feng, Y. In-situ enrichment and removal of Cu(II) and Cd(II) from low-strength wastewater by a novel microbial metals enrichment and recovery cell (MMERC). J. Power Sources 2020, 451, 227627. [Google Scholar] [CrossRef]
- Oghabi, H.; Haghshenas, D.F.; Firoozi, S. Selective separation of Cd from spent Ni-Cd battery using glycine as an eco-friendly leachant and its recovery as CdS nanoparticles. Sep. Purif. Technol. 2020, 242, 116832. [Google Scholar] [CrossRef]
- Espinosa, D.C.R.; Mansur, M.B. Recycling batteries. In Waste Electrical and Electronic Equipment (WEEE) Handbook; Elsevier: Amsterdam, The Netherlands, 2019; pp. 371–391. [Google Scholar]
- Espinosa, D.C.R.; Tenório, J.A.S. Fundamental aspects of recycling of nickel–cadmium batteries through vacuum distillation. J. Power Sources 2004, 135, 320–326. [Google Scholar] [CrossRef]
- Espinosa, D.C.R.; Tenório, J.A.S. Recycling of nickel–cadmium batteries using coal as reducing agent. J. Power Sources 2006, 157, 600–604. [Google Scholar] [CrossRef]
- Huang, K.; Li, J.; Xu, Z. Characterization and recycling of cadmium from waste nickel–cadmium batteries. Waste Manag. 2010, 30, 2292–2298. [Google Scholar] [CrossRef] [PubMed]
- Cox, A.; Fray, D.J. Recycling of cadmium from domestic, sealed NiCd battery waste by use of chlorination. Trans. Inst. Min. Metall. Sect. C Miner. Process. Extr. Metall. 1999, 108, C153–C158. [Google Scholar]
- Assefi, M.; Maroufi, S.; Yamauchi, Y.; Sahajwalla, V. Pyrometallurgical recycling of Li-ion, Ni–Cd and Ni–MH batteries: A minireview. Curr. Opin. Green Sustain. Chem. 2020, 24, 26–31. [Google Scholar] [CrossRef]
- Liotta, J.J.; Onuska, J.C.; Hanewald, R.H. Nickel-Cadmium Battery Recycling through the INMETCO High Temperature Metals Recovery Process; Institute of Electrical and Electronics Engineers, Inc.: Piscataway, NJ, USA, 1995. [Google Scholar]
- Espinosa, D.C.R.; Bernardes, A.M.; Tenório, J.A.S. An overview on the current processes for the recycling of batteries. J. Power Sources 2004, 135, 311–319. [Google Scholar] [CrossRef]
- Varipajev, V.N.; Daosan, M.A.; Nikolskij, V.A. The Chemical Sources of the Current; Vysshya Shkola: Moscow, Russia, 1990. [Google Scholar]
- Hung, Y.Y.; Yin, L.T.; Wang, J.W.; Wang, C.T.; Tsai, C.H.; Kuo, Y.M. Recycling of spent nickel–cadmium battery using a thermal separation process. Environ. Prog. Sustain. Energy 2018, 37, 645–654. [Google Scholar] [CrossRef]
- Müller, T.; Friedrich, B. Development of a recycling process for nickel-metal hydride batteries. J. Power Sources 2006, 158, 1498–1509. [Google Scholar] [CrossRef]
- Jiang, Y.; Deng, Y.; Bu, W. Pyrometallurgical extraction of valuable elements in ni-metal hydride battery electrode materials. Metall. Mater. Trans. B 2015, 46, 2153–2157. [Google Scholar] [CrossRef]
- Hoyle, G. Electroslag Processes: Principles and Practice; Applied Science Publishers: London, UK, 1983; ISBN -85334-164-8. [Google Scholar]
- Platacis, E.; Kaldre, I.; Blumbergs, E.; Goldšteins, L.; Serga, V. Titanium production by magnesium thermal reduction in the electroslag process. Sci. Rep. 2019, 9, 17566. [Google Scholar] [CrossRef] [PubMed]
- Volinskij, V.V. Methods for processing electrodes of nickel-cadmium batteries. Bull. Saratov State Tech. Univ. 2006, 3, 104–112. (In Russian) [Google Scholar]
- Lyon, R.N.; Katz, D.L. V Liquid-Metals Handbook; NAVEXOS P; U.S. Government Printing Office: Washington, DC, USA, 1954.
- FactStage CaCl2-KCl-NaCl Liquidus Projection. Available online: http://www.crct.polymtl.ca/fact/documentation/ftsalt/CaCl2-KCl-NaCl_liquidus_projection.jpg (accessed on 27 May 2020).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Treatment | Specimen Part | Fraction Size, mm | Designation | Description |
|---|---|---|---|---|
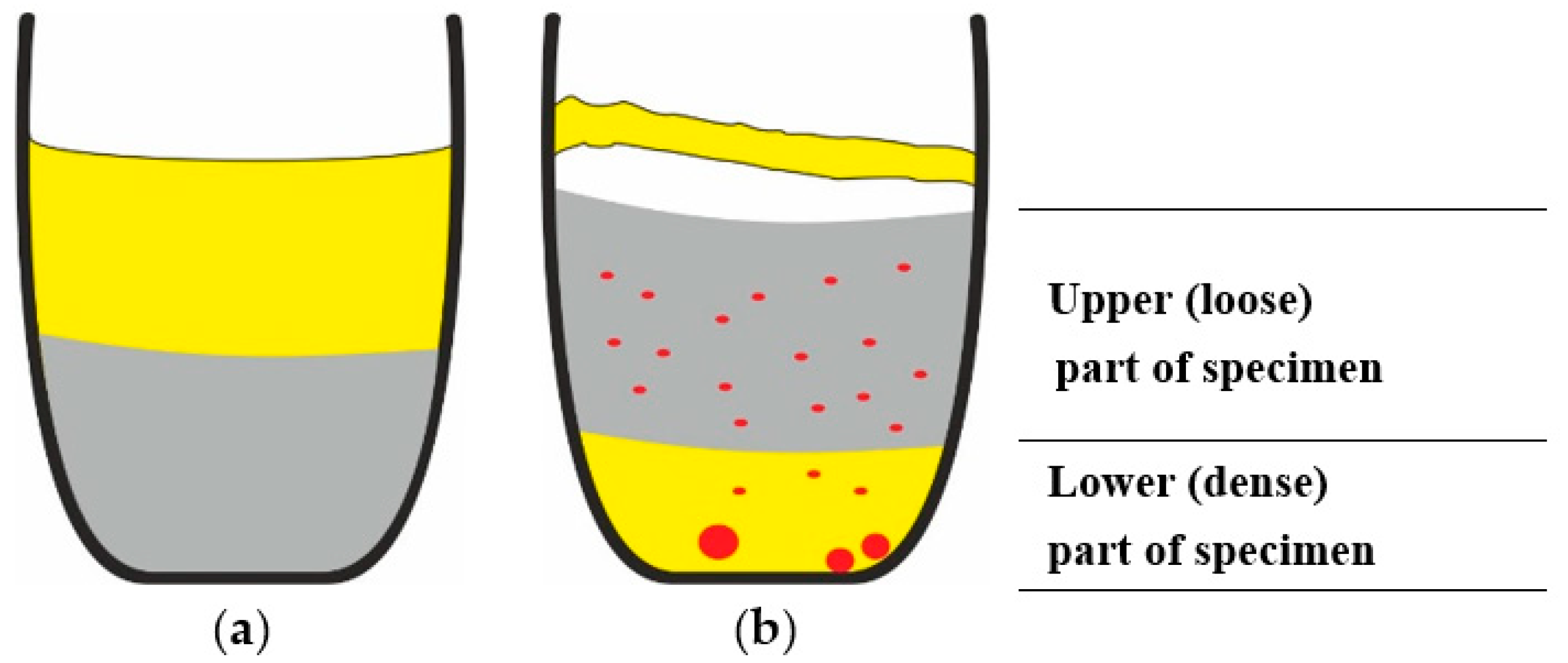
| 3 h | Upper (loose) part of specimen | <0.071 | CD3-1 | Black-brownish powder, sample weight 4.9–5.5 g |
| 0.071–0.1 | CD3-2 | Black-brownish powder, sample weight 0.8–1.0 g | ||
| >0.1 | CD3-3 | Not detected | ||
| Lower (dense) part of specimen | <0.071 | CD3-4 | Not detected | |
| 0.071–0.1 | CD3-5 | Light-grey powder, sample weight 0.6–0.8 g | ||
| >0.1 | CD3-6 | Metal-like spherical particles and light-grey powder, sample weight 0.5–0.6 g | ||
| 6 h | Upper (loose) part of specimen | <0.071 | CD6-1 | Black-brownish powder, sample weight 5.0–5.3 g |
| 0.071–0.1 | CD6-2 | Black-brownish powder, sample weight 0.5–0.8 g | ||
| >0.1 | CD6-3 | Not detected | ||
| Lower (dense) part of specimen | <0.071 | CD6-4 | Beige powder, sample weight 0.8–1.0 g | |
| 0.071–0.1 | CD6-5 | Beige powder and metal-like particles, sample weight 0.3–0.5 g | ||
| >0.1 | CD6-6 | Metal-like spherical particles, sample weight 0.2–0.5 g |
| Element | O | Al | Si | Cl | K | Ca | Cd |
|---|---|---|---|---|---|---|---|
| Element Content in wt.% | |||||||
| Spectrum 1 | 19.47 | 1.61 | - | 14.35 | 1.77 | 3.23 | 59.57 |
| Spectrum 2 | 8.10 | - | 0.49 | 1.58 | - | 1.12 | 88.70 |
| Spectrum 3 | 21.33 | 0.41 | 0.61 | 6.48 | - | 2.58 | 68.58 |
| Spectrum 4 | 5.77 | - | 0.44 | 0.53 | - | 0.66 | 92.61 |
| Element | C | O | Cl | K | Ca | Cd |
|---|---|---|---|---|---|---|
| Element Content in wt.% | ||||||
| Spectrum 1 | - | 17.40 | 12.50 | - | 2.60 | 67.50 |
| Spectrum 2 | - | 20.38 | 13.53 | - | 2.22 | 63.87 |
| Spectrum 3 | - | 39.82 | 5.22 | 0.83 | 29.80 | 24.33 |
| Spectrum 4 | 16.12 | 46.13 | 0.93 | 0.38 | 26.88 | 9.45 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blumbergs, E.; Serga, V.; Platacis, E.; Maiorov, M.; Brekis, A.; Shishkin, A. A Sustainable Approach for Cadmium Recovery from Oxide Using Molten Salt Slag. Metals 2020, 10, 981. https://doi.org/10.3390/met10070981
Blumbergs E, Serga V, Platacis E, Maiorov M, Brekis A, Shishkin A. A Sustainable Approach for Cadmium Recovery from Oxide Using Molten Salt Slag. Metals. 2020; 10(7):981. https://doi.org/10.3390/met10070981
Chicago/Turabian StyleBlumbergs, Ervins, Vera Serga, Ernests Platacis, Michail Maiorov, Arturs Brekis, and Andrei Shishkin. 2020. "A Sustainable Approach for Cadmium Recovery from Oxide Using Molten Salt Slag" Metals 10, no. 7: 981. https://doi.org/10.3390/met10070981
APA StyleBlumbergs, E., Serga, V., Platacis, E., Maiorov, M., Brekis, A., & Shishkin, A. (2020). A Sustainable Approach for Cadmium Recovery from Oxide Using Molten Salt Slag. Metals, 10(7), 981. https://doi.org/10.3390/met10070981