1. Introduction
Al-Li alloys possess a series of excellent properties such as low density, high elastic modulus, and high specific strength. Therefore, they have attracted intense attention from the aeronautic and aerospace industries. The 2195 Al-Li alloy is a typical third-generation Al-Li alloy, which has been successfully used in launch vehicles, fuel tanks, and aircraft [
1]. The excellent mechanical properties of the 2195 Al-Li alloy are due to the addition of Mg, Ag, and Zn elements and the appropriate Cu/Li ratio, optimizing the precipitates [
2]. However, some shortcomings, including high anisotropy and poor combination of strength and ductility of the third-generation Al-Li alloys, have hindered the further application of Al-Li alloys [
3].
To optimize the mechanical properties and reduce the anisotropy used to meet the increasing need for designing advanced aerospace equipment, one of the most important methods is to improve the grain structure adaptability of Al-Li alloys [
4]. Some studies show that severe plastic deformation [
5], the addition of micro-alloying elements [
6], and heat treatment [
7] result in significant differences in the grain structures of Al-Li alloys. Ma et al. [
8] studied the effect of cold rolling reduction on the grain structures of solutionized 1445 Al-Li alloy sheets. The fraction and size of the recrystallized grains in the solutionized sheets decreased with an increasing cold rolling reduction. Wang et al. [
9] studied alloy sheets obtained by cold rolling possesses significantly elongated grains and relatively high stored energy, which constitute the driving force for recrystallization in the subsequent recrystallization annealing or solution treatment. Hence, recrystallization easily occurs in cold-rolled sheets during annealing or solution treatment, resulting in grain refinement and amelioration of the mechanical properties. The second-phase particles in alloys could also make a difference in the grain structure by affecting the recrystallization process. Suresh et al. [
10] reported that the addition of Sc and Zr elements to the 2195 alloy resulted in grain refinement due to the presence of Al
3(Sc, Zr) particles, which affected the stability of the sub-grain structure by exerting a drag force on the sub-grain boundaries, and further influenced recrystallization. Moreover, the recrystallization process of the alloys is also related to heat treatments after severe plastic deformation. Xiao et al. [
11] designed electro-pulsing-assisted recrystallization annealing to rapidly complete the recrystallization process and lead to grain refinement. The impact of recrystallized grains on mechanical properties is bifacial: on the one hand, recrystallization can result in grain refinement, which can promote the strength and keep the ductility at a high degree, and on the other hand, it may weaken the crystallographic texture, which is well known for strengthening Al-Cu alloys.
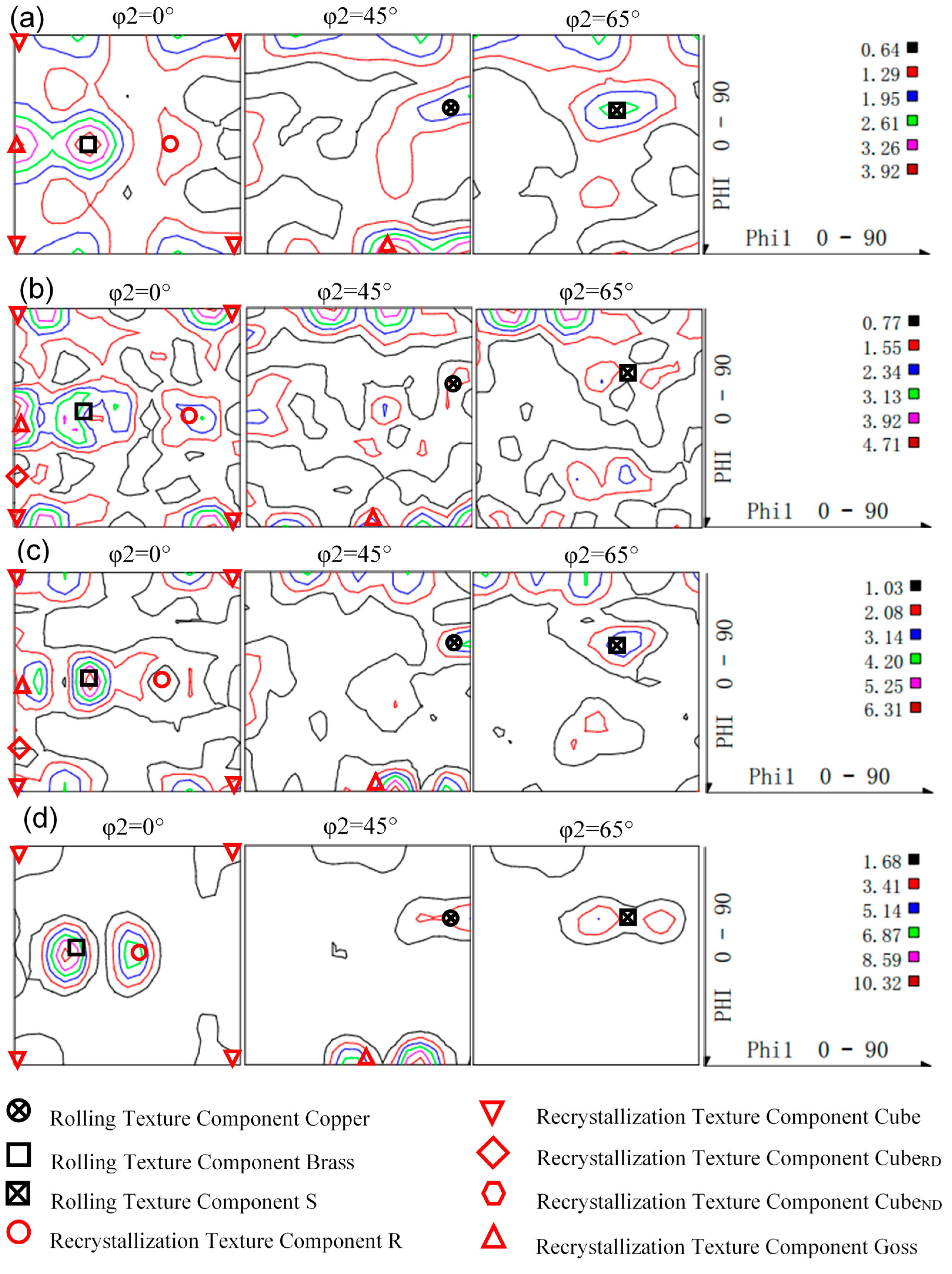
Modification of the texture characteristics is also an essential aspect of the grain structure related to the mechanical properties of Al-Li alloys. Many works have been executed on the texture evolution of rolled and annealed Al-Li alloys. In terms of the rolling process, the grains are gradually rotated to β fiber running from the Brass{110}<112> to Copper{112}<111> through the S{123}<634> orientation, and then finally steadily located on β fiber. Vasudevan et al. [
12] conducted a similar study showing that Brass{110}<112> usually formed in Al-Li alloys. After annealing or solution treatment, the crystallized texture components, including the textures near α fiber such as Goss{110}<100> and Cube{100}<100>, grew sharply. Roy et al. [
13] examined the evolution of microstructure and mechanical properties of the alloy under annealing treatment following severe plastic deformation. It was confirmed that annealing and cold-rolling have a significant influence on the texture of components. Wang et al. [
14] investigated texture evolution with different intermediate annealing treatments of Al-Mg-Si-Cu alloys and found that low-temperature annealing is beneficial to form recrystallized texture components. Huo et al. [
15] obtained steady hardness distribution and excellent texture composition of the 1060 Al alloy by discussing isothermal and isothermal annealing.
In summary, extensive investigations have demonstrated that grain structure optimization is connected firmly with the microstructure evolution of recrystallization and texture. To date, although abundant works have focused on improving the grain structure adaptability of the Al-Cu alloy or Al-Mg alloy [
16,
17] through various micro-alloying elements and processes. However, few studies have been conducted on the optimization of the grain structure related to the mechanical properties of the 2195 Al-Li alloy via preliminary heat treatment prior to solution treatment. The current investigation aims to study the grain texture characteristic of the aging 2195 Al-Li alloy via different heat treatments prior to the solution treatment. The different grain texture characteristics was linked to the mechanical properties of the studied aging alloy. It offered a novel way to adjust the mechanical properties of the aging alloy by structuring optimize grain structure characteristics on the addition of the heat treatment prior to the solution heat treatment.
2. Experimental
The experimental 2195 Al-Li alloy plate with the chemical composition shown in
Table 1 was supplied by Southwest Aluminum Co., Ltd. The original thickness of the sample was 20 mm. The alloy plates were firstly subjected to cold rolling with a 75% reduction to 5 mm. Different preliminary heat treatment schedules were designed to study the effect of the corresponding aging samples on the grain texture feature. The cold-rolled samples were then subjected to annealing treatments with different temperatures prior to the solution heat treatment. The isothermal annealing at temperature was a range of 300–400 °C for 2 h. Besides, the cold-rolled samples were under ramp heating-up with different rates during the solution process, including a high heating-up rate (around 10 °C /min), a medium heating-up rate (around 5 °C /min), and low heating-up (<2 ℃/min).
After two kinds as mentioned above heat treatments, the sheets were solutionized at 505 ℃ for 50 min, followed by quenching in cold water, and were then subjected to T8 temper-aging treatment (150 °C for 34 h after 4% pre-stretch deformation). The schematic of the processing route is shown in
Figure 1. The microstructure evolution of the studied alloy during the different process procedures was detailed characterized to examine the influence of the preliminary heat treatment on the grain texture characteristics related to the mechanical properties of the aging alloy.
The tensile properties of the aged samples were characterized on an MTS 858 universal testing machine (MTS Industrial Systems CO.,LTD., Minneapolis, MN, USA) with a strain rate of 1.0 × 10−3 s−1 at room temperature. Samples with a parallel section gauge of 45 mm in length and 12.5 mm in width were cut from the cold-rolled sheets along with the longitudinal and transverse directions, respectively. To ensure the data reliability, three parallel samples were tested for each condition.
The samples for metallographic characterization were cut from the longitudinal direction of the solutionized sheets, and then mechanically ground and polished. The samples were anodically coated at 0.1 A in a solution containing 1.1 g H3BO3, 95 mL H2O, and 3 mL hydrofluoric acid by a DC machine (direct current machine). The metallographic images were captured on the Leica DMI300 M optical microscope (Leica Microsystems Inc., Wetzlar, Germany). Scanning electron microscopy (SEM) was used to characterize the particles in the samples treated by different annealing treatments. The SEM images were taken from Quanta-200 environmental SEM (FEI CO., Hillsboro, OR, USA) under the backscattering modes.
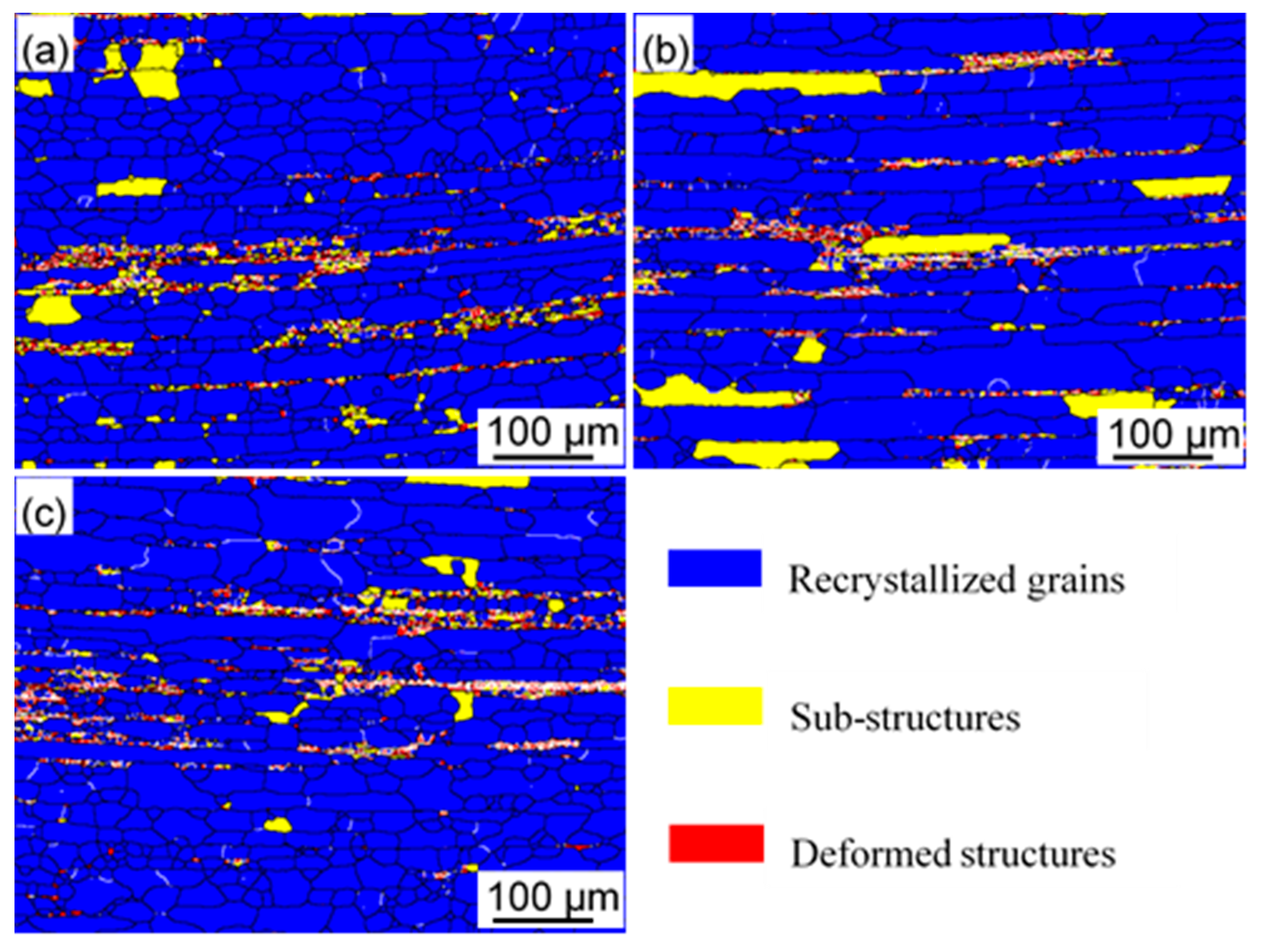
Electron backscattered diffraction (EBSD) observations were performed on the Helios Nanolab 600i dual-beam electron microscope, and the scanning step size was 0.9 µm at an accelerating voltage of 25 kV. HKL Channel 5 (Oxford Instruments, Oxford, UK, HKL Channel 5 version) was utilized to analyze the collected EBSD data. The detection rate of the raw EBSD data was 85% or more, and a standard noise reduction was applied to these raw data. Two kinds of boundaries were defined: low-angle boundaries (LABs) with a misorientation (θ) in the range of 2–15°, and high-angle boundaries (HABs) in the range as θ > 15°.
Texture measurements taken by X-ray diffraction (XRD) were carried through a Brucker D8 Discovery X-ray diffraction device at 40 kV and 40 mA with Cu kα radiation. The orientation distribution function (ODF) was calculated based on the incomplete pole figures in the three directions of {111}, {200}, and {220}. The volume fraction of the texture components was determined quantitatively using the particle swarm optimization algorithm, and an angular deviation within 15° was regarded as the same texture.
Samples for transmission electron microscopy (TEM) observation were prepared by mechanical grinding and twin-jet electropolishing in a solution containing 30% nitric acid and 70% methanol (volume fraction) at −25 °C~−35 °C with a controlled current of 90 mA. The observations were carried out through a Tecnai G220 transmission electron microscopy (FEI CO., Hillsboro, OR, USA) operating at 200 kV through selected area electron diffraction (SAED) patterns and conventional dark-field (DF) images.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}