Abstract
In this work, we give a theoretical justification of the non-monotonic character of strain in the process of refinement and formation of a grain-type structure during the deformation processing of low-alloyed copper heat-hardenable alloys. A regularity is revealed, suggesting the alternating behavior of the strain state in the process of the continuous bending of billets. It is found that the continuous free bending process in the conditions of multi-cycle (four cycles) processing increases the strength and produces a gradient-type structure and a gradient of mechanical properties. Using fabrication of the experimental samples of the contact wire as an example, it is shown that the obtained results can serve as a scientific and technical foundation for the development of complex methods for the processing of axis-symmetrical long-length objects from copper heat-hardenable alloys in the form of wires and shaped products with improved mechanical properties, with potential adaptability for manufacturing.
1. Introduction
In recent years, methods employing a large accumulated strain for improving the structure and properties of metallic materials have become more and more developed. Studies of large strains were initiated a long time ago [1,2,3], and at present, they refer to the methods of plastic structure formation [4], severe plastic [5,6,7,8,9] or megaplastic [10,11] deformation. In essence, these methods provide a high level of accumulated strain, normally e > 3, without the fracture of the deformed metallic object, and a strong refinement of the initial structure to the ultrafine and/or nanometer range.
Laboratory methods employing large and severe strains are rather widely developed [12,13,14]. However, the development of commercial methods involves, due to different reasons, many complications and problems, such as the absence of special equipment, active heat generation, low adaptability to manufacture, etc. The adaptability to manufacture is reduced due to the fact that the accumulation of a large strain is accompanied by intensive surface renovations, which gives rise to tribological problems, and by intensive heating, which has a negative effect on the stability of the thermal fields and properties of products, especially during the continuous processing of long-length products.
Producing bulk materials with an ultrafine-grained (UFG) structure, especially with submicron- and nano-sized grains, requires great material and energy consumption. In order to improve the SPD techniques applied for producing of such materials, it is very important to understand the “mechanism” of strain-induced structure refinement. There are a number of scientific notions and respective models related to this issue. Among them are the concepts of “low-temperature” dynamic recrystallization [15], strain-induced phase transformations [16], as well as structure fragmentation [2]. There is a notion about the decisive effect of continual mechanical shear [4]. According to this concept, it is believed that such a shear in a billet can be implemented by a tool in the direction of the maximum shear stresses, and this produces a UFG structure.
It should be noted that recrystallization models do not provide perfect evidence of the occurrence of the recrystallization process during the cold deformation of metals. Models based on phase transformations do not explain structure refinement in metals where there are no such transformations in the process of SPD. As regards structure fragmentation, such processes as rolling, drawing, and direct pressing produce a microbanded structure, not a UFG one. The notions about the decisive role of continual shear do not explain at all the process of formation of multiple grain boundaries and they are not consistent with experiments. For instance, according to reference [4], in the process of equal-channel angular pressing, the continual simple shear is implemented in each section of a billet when it passes the bisector of the channel’s intersection angle. In such a simplified notion about the deformation of a polycrystalline material, it is not hard to demonstrate that as a consequence of the singular growth of strain rate in the bisector line, there will inevitably be considerable heat generation and a radical transformation of the billet material’s structure and properties, which is not confirmed experimentally.
The authors of the present paper adhere to the concept according to which structure refinement in the process of SPD occurs through the formation of multiple boundaries of deformation origin. The decisive role in this process is played by the mechanics of large plastic strains and their features in SPD processes. The main principles of plastic deformation, i.e., compatibility and non-compressibility, directly determine the evolution of linear defects (dislocations and disclinations), resulting in the formation of a microbanded structure. The principle underlying SPD processes is based on a successive change of the shear mechanism from the intragranular one to the grain-boundary one, resulting as a consequence, in the UFG structure formation [17,18,19,20,21,22,23,24]. The early studies [17,18] singled out for the first time a factor important for UFG structure formation, i.e., the need to use non-monotonic straining. Later, the effect of this factor was found on the tensor of dislocation density, an increase in the shear and rotational components of accumulated strain, grain sizes and angle misorientations [9]. The qualitative consistency between the currently developed deformation model of structure refinement in the process of SPD and the experiment served as a basis for the development of new SPD processes, including combined SPD processes [25,26,27,28], combining different types of non-monotonic strain, e.g., ECAP followed by rolling.
This paper deals with the experimental study of the effect of non-monotonic deformation by free alternating bending on grain refinement in a low-alloyed bronze for electrical engineering applications. In comparison to ECAP, this deformation process is more adaptable to manufacture, since it enables continuous multi-cycle processing. An important advantage of free bending is the possibility to control the deformation heating of a billet, for example, by restricting the strain and strain rate or by using controlled cooling, which is important to ensure the stability of the produced UFG structure.
2. Materials and Methods
As an example of the implementation of a non-monotonic deformation, the results from the study of the process of alternating multi-cycle bending of rods in the conditions of continuous treatment are presented. Figure 1 shows the principle of this process. The basis of the die-set is a system of rollers (Figure 1), or a drive roller and a plate forming a channel where a billet moves during the processing. Depending on the configuration, it is possible to adjust and select the required bend angle. As a drive, we used a gear motor to provide the rotation of the drive roller; when necessary, we used the pulling device of the drawing bench. The heat-hardenable low-alloyed copper alloy Cu–0.5Cr was selected for this study. This material is widely applied in electrical engineering, for example, in resistance-welding electrodes, and is a promising material for the manufacturing of contact wires for high-speed railways.
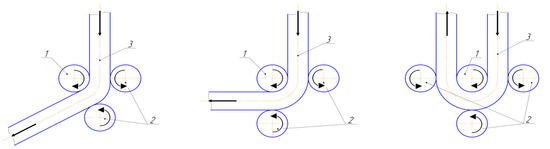
Figure 1.
Principle of the continuous free bending process of rod-shaped billets, where 1 is the drive roller, 2 are the support rollers, and 3 is the billet.
The theoretical and experimental activities related to the presented method of deformation processing included the studies of the stress–strain state with the use of finite-element mathematical modeling and a verifying physical experiment.
Taking into account that the object of the study is a heat-hardenable bronze, at the initial stage of the experiment, it was necessary to ensure the dissolution of Cr in the solid solution of copper. With this aim, the alloy samples were held at a temperature of 1000–1050 °C for 1 h and subsequently cooled in water. Thus, we produced a coarse-grained state with a supersaturated solid solution having a mean grain size of 120 ± 5 μm (Figure 7a). The microhardness and the ultimate tensile strength (UTS) were 650 ± 40 and 260 ± 20 MPa, respectively.
Mathematical modeling was performed in the DEFORM-3D software package. The conditions and assumptions accepted in the process of modeling are given below.
The material of the initial billet is the low-alloyed bronze Cu–0.5Cr [29]. In the process of modeling, the strengthening curves taken from the DEFORM-3D database were used. The samples with a diameter of 12 mm and length of 500 mm were used. The number of processing cycles was up to 4. The billet and tool models created in the KOMPAS-3D software (ASCON, Saint Petersburg, Russia) were saved in the “stl” format.
A mesh of finite elements was generated, consisting of 30,000 tetrahedra. The minimum element size was 1.48 mm, and the maximum size was 2.57 mm. The option of compensation of billet model volume was activated. The die tool was an absolutely rigid body. The tool models were not divided into the finite-element mesh. The temperatures of the billet and tool were assumed to be room temperature, equal to 20 °C. Since we performed the modeling of the reverse deformation pattern with high contact stresses, we used the Siebel friction factor. The non-permeability condition was set for the contact surfaces of the die-set. The number of modeling steps was over 1000 for each bending variant. The bend radius was 10 mm, and the bend angles were 60, 90 and 180 degrees. The rotation speed of the drive roller was selected as constant—1 rad/s. During the multi-cycle processing, the billet was rotated by 90 degrees with respect to its longitudinal axis prior to each consecutive processing cycle.
The initial structure was characterized using an Olympus GX51 light microscope. The structural studies of the samples processed by bending were performed at the mesoscale using a JEOL JSM-6490LV scanning electron microscope. The accelerating voltage was 20 kV. The microhardness was tested using a Micromet 5101 microhardness tester by the Vickers method. The tests were performed at room temperature, the load was 0.1 N, and the loading time was 20 s. The indentation was performed from one edge to the other one in the longitudinal section of the sample, with a step of 2 mm. The first measurement point was in the peripheral region subjected to tensile stresses during the final, 4th cycle of bending.
3. Results
3.1. Stress–Strain State
Figure 2 shows the patterns of the stress and strain states in the conditions of stationary and continuous bending of the billets. Analysis of the patterns reveals that during the continuous bending of a rod, alternating strain is observed around the rotating roller, unlike in stationary bending, as indicated by the alternating interchange of compressive and tensile stresses. At the outer radius up to the middle of the bend angle, there are positive values of the average stresses—“tension”, and then, negative values—“compression”, whereas at the interior radius, the picture is reverse—“compression–tension”. As a consequence, unlike in stationary bending where only tensile stresses are active at the sample outer radius and only compressive stresses are active at the sample interior radius, in the continuous bending of the samples, alternating and extremely non-monotonic strain is observed. It should be noted that when free bending—both stationary and continuous—is implemented, the accumulated strain distribution in the sample is non-uniform, with higher values in the peripheral regions of the billet and lower values in the center. For instance, after one bending cycle, the maximum values in the peripheral regions reach over e = 0.5, and in the central region—e = 0.15–0.2.
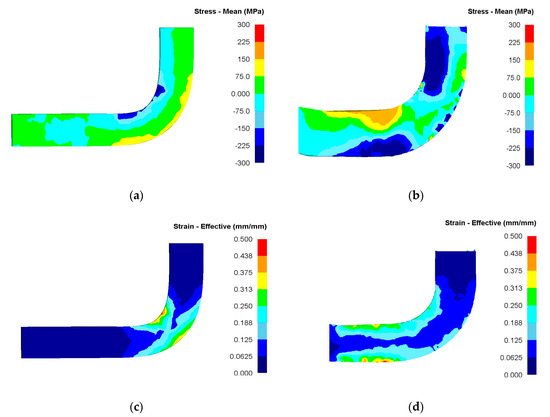
Figure 2.
Patterns of the stress and strain states: (a,b) Stress states (average stresses) during stationary and continuous bending, respectively; (c,d) Strain states (accumulated strain) during stationary and continuous bending of the Cu–0.5Cr alloy billets, respectively.
The accumulated strain level is also influenced by the bend angle (arc length). The results of the study of the strain state based on this parameter are shown in Figure 3.
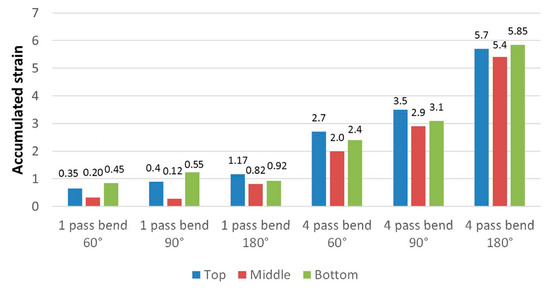
Figure 3.
Charts showing the accumulated strain (maximum values) after one and four bending cycles depending on the bend angle, the bend radius being constant.
It was found that with increasing bend angle and number of processing cycles, the level of accumulated strain and its absolute values in one processing cycle grow, which is quite consistent. For instance, for the bend angle of 60 degrees, the maximum accumulated strain is 2.7, and for 180 degrees—5.85; however, this value is not directly consistent with the bend angle, since a triple increase in accumulated strain is not observed.
Analysis of the stress state (Figure 4) shows that the average stresses practically do not depend on the bend angle.
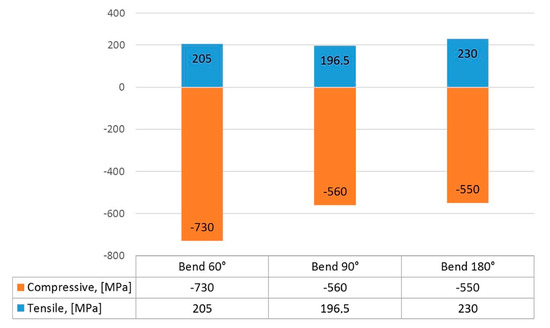
Figure 4.
Chart of the average stresses after the first processing cycle for the bend angles 60, 90 and 180 degrees.
With the increasing number of bending cycles, and correspondingly, growing strengthening, the maximum level of average stresses increases and can reach critical values. Considering this fact, virtual studies can be used as a method of control and comparison with permissible stresses during the bending of metallic samples, depending on the grade of the material under study. In addition, this type of analysis is useful for designing a processing chain where the permissible stresses are ensured by means of varying the processing parameters in the conditions of multi-cycle processing and fabrication of defect-free billets. For instance, for the first cycle, i.e., when the ductility reserve is maximum, it is most logical to use large bend angles.
3.2. Physical Experiment
The mathematical modeling involving the continuous bending of long-length samples from the Cu–0.5Cr alloy was verified using a special device mounted on a chain drawing bench (Figure 5). The device is capable of providing bending around a forcibly rotating roller and regulating the rate of the axial displacement of the samples by the grip rate of the drawing bench.
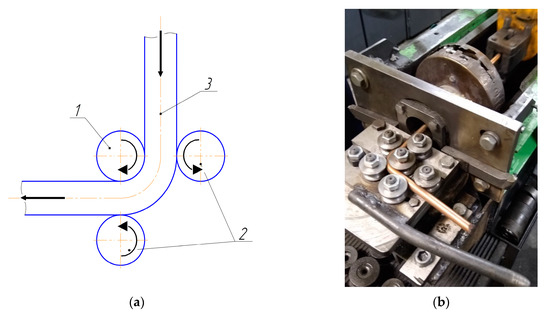
Figure 5.
(a) Principle of the free bending process of axis-symmetrical long-length rods, where 1 is the drive roller, 2 are the support rollers, and 3 is the billet; (b) General view of the experimental device.
The studies show that after the bending, the cross-section area of the samples slightly decreases, but even after 4 processing cycles, the reduction does exceed 10%. The microhardness is distributed non-uniformly in the longitudinal section, the maximum strengthening is observed in the peripheral layers of deformed billets, and the minimum strengthening is observed in the central region (Figure 6). The main increment in strength occurs already after the first processing cycle. The overall strength of the rod after the multi-cycle processing by free bending for 4 cycles increases from 260 to 375 ± 20 MPa.
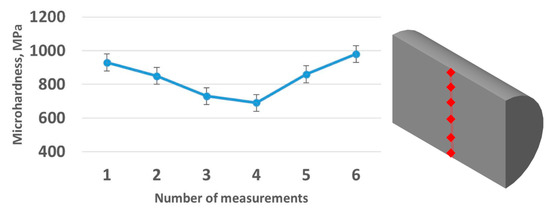
Figure 6.
Microhardness distribution in the longitudinal section of samples after four processing cycles of bending.
Structural studies show that after 4 processing cycles, a gradient-type structure is formed in the longitudinal section of the billet, and the peripheral layers of the samples are refined more intensively that the central region (Figure 7). In the peripheral regions, an elongated structure is formed with fragments of 2–4 μm in size and smaller ones in the vicinity of the surface, and the grain shape elongation factor is k = 1:3. Cr particles with a mean size of 0.9 ± 0.1 μm are also observed. In the central regions, a coarse-grained fragmented structure with a mean grain and fragment size from 4.5 to 9 μm and Cr particles with a mean size of 1.1 ± 0.1 μm are observed. Multiple fine particles of about 0.6 μm in size are located uniformly both in fragment interiors and at their boundaries.
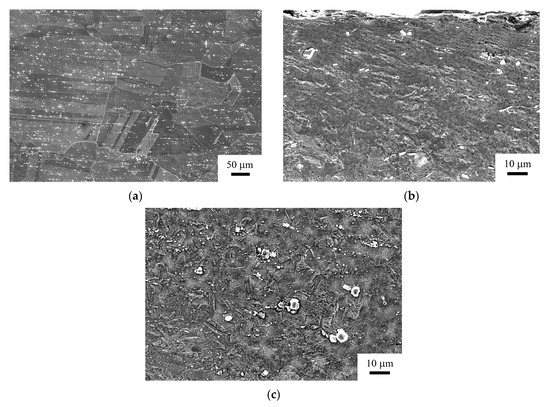
Figure 7.
SEM images showing the structure of the billets: (a) In the initial state; (b) After four processing cycles, peripheral layers; (c) After four processing cycles, central region.
4. Discussion
The theoretical analysis presented in the Introduction primarily points out the need to provide non-monotonic strain for a more efficient refinement of the initial structure during plastic deformation. For instance, it was shown in reference [30] that the use of a forced change of the shear planes during ECAP processing, and correspondingly, the change in the direction and force of deformation due to a certain positioning of the billet prior to each consecutive cycle, enables accelerating of the formation of a homogeneous ultrafine structure.
A similar situation is observed when the multiple forging process (the ABC method) is used for structure refinement, where a successive change of the deforming force axes is used, providing the implementation of non-monotonic strain [31].
Analysis of the used bending method shows that in the process of bending, we ensure even in one processing cycle, a change of the deformation pattern to an opposite one (tension–compression and vice versa), i.e., a change in the direction of the deforming force, which refers to extremely non-monotonic strain, according to the terms suggested by Prof. Smirnov-Alyaev [32]. Additionally, a change in the bending plane prior to each consecutive cycle during the multi-cycle processing by bending ensures the conditions of strain non-monotony. Thus, the processing by plastic bending leads to the significant strengthening of the billet and is qualitatively consistent with the theoretical analysis. It should be taken into account that in the process of bending, gradient-type structure and properties are formed due to the non-uniform strain accumulation, with the maximum in the peripheral layers of the billets and the minimum in the center. Structural analysis from the response to the strain state also confirms the gradient strain distribution. A more careful quantitative analysis of the structural states of the Cu–Cr alloy after free and constrained bending was presented by the authors earlier in reference [33], where it was shown that in the peripheral regions, a structure with the finest fragment sizes was formed. The obtained result is in agreement with V.V. Rybin’s concept of large plastic strains, which shows that deformation with an accumulated strain of e > 1 leads to the formation of a fragmented structure with a fragment size of up to 0.2 μm. The revealed and presented gradient distribution of microhardness in the cross section of the sample also testifies about a more intensive working of the structure in the peripheral region during the processing by bending.
In aggregate, the performed theoretical and experimental studies have revealed several advantages of the free bending process. The advantage of the effective strengthening of the initial billets with only a slight reduction in their initial cross section in the conditions of continuous processing and the absence, in the first place, of tribological problems, opens up prospects for using this procedure to design processes for producing some types of mass products with an enhanced level of properties.
The obtained results formed the foundations for developing new processes for producing long-length semi-products with enhanced properties and improved adaptability to manufacture, as well as products, e.g., contact wires [34]. The principle of such a combined process is shown in Figure 8.
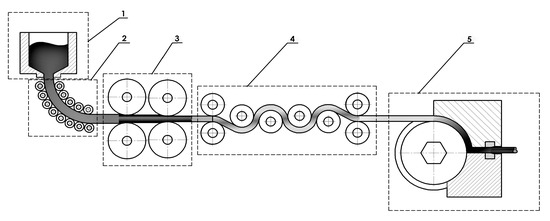
Figure 8.
Principle of a combined line for producing contact wires, where 1 is the melting furnace; 2 is the mold; 3 is the rolling unit for producing wire rods combined with intensive cooling; 4 is the unit for the continuous alternating bending of wire rods; 5 is the equal-channel angular pressing (ECAP) unit combined with the pressing of shaped wires.
As shown above, a gradient strain distribution is observed during alternating bending, which leads to a gradient structure refinement and a gradient strengthening of bulk billets. Normally, gradient structural states demonstrate increased values of strength and ductility [35]. In this connection, the method of multi-cycle alternating bending of billets (rods, wire rods) around a roller provides certain performance advantages of contact wires, e.g., forming a finer structure and thereby increasing the strength in the peripheral layers of a wire increases its wear resistance in the process of operation, etc. Figure 9 shows the experimental samples of contact wire produced by the above-described combined processing method.

Figure 9.
General view of the experimental samples of contact wire from the Cu–0.5Cr alloy produced by combined processing.
5. Conclusions
- The theoretical analysis of the effect that the character of the plastic deformation of metallic materials has on the efficiency of structure improvement demonstrates that the non-monotonic strain promotes a more intensive and, correspondingly, energy efficient refinement of the initial structure during deformation.
- A regularity is reveal suggesting that, unlike stationary bending, the process of the continuous bending of samples in movable rollers is accompanied by a continuous alternation of compressive and tensile stresses in the deformation site with interfaces along the midline and along the bisector of the bend angle.
- The deformation by bending results in a considerable strengthening of the Cu–0.5Cr alloy in the solid-solution state already after the first processing cycle. After four bending cycles, its strength increases almost 1.5-fold, with the cross section of the samples decreasing by maximum 10%.
- After four cycles of processing by continuous alternating free bending in rollers, a gradient-type structure is formed with finer fragments up 2 μm in the peripheral regions and coarser ones up to 9 μm in the central region. Correspondingly, the billets in the peripheral regions also have higher strength properties, in particular, their microhardness is 1.4 times higher than that in the central region.
- The obtained results can serve as the scientific and technical foundation for designing combined, highly adaptable to manufacture methods of the deformation of axis-symmetrical long-length objects from copper heat-hardenable alloys in the form of wire and shaped products, with a view to improve their performance properties.
Author Contributions
Conceptualization, G.R. and F.U.; methodology, R.A. and D.A.; software, R.A., A.R. and I.K.; validation, G.R., F.U., M.J., T.K.; investigation, R.A., D.A. and A.R.; data curation, G.R.; writing—original draft preparation, G.R.; writing—review and editing, G.R., R.A. and D.A.; visualization, R.A., D.A. and A.R.; supervision, G.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Ministry of Science and Higher Education under grant agreement No. 14.586.21.0059 (UIN: RFMEFI58618X0059) and the Ministry of Education, Youth and Sports of the Czech Republic under the project LTARF18010.
Acknowledgments
The authors are grateful to the Center of Collective Use “Nanotech” at USATU (Ufa, Russia) for providing the equipment for SEM studies.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bridgman, P.W. Studies in Large Plastic Flow and Fracture; Foreign Languages Publishing House: Moscow, Russia, 1955; 444p. (In Russian) [Google Scholar]
- Rybin, V.V. Large Plastic Strains and Fracture of Metals; Metallurgiya: Moscow, Russia, 1986; 224p. (In Russian) [Google Scholar]
- Smirnova, N.A.; Levit, V.I.; Pilyugin, V.P.; Kuznetsov, R.I.; Davydova, L.S.; Sazonova, V.A. Structure evolution of FCC single crystals under large plastic strains. Fiz. Met. Metalloved. 1986, 61, 1170–1177. (In Russian) [Google Scholar]
- Segal, V.M.; Reznikov, V.I.; Kopylov, V.I.; Pavlik, D.A.; Malyshev, V.F. Processes of Plastic Structure Formation in Metals; Nauka i Tekhnika: Minsk, Belarus, 1994; 232p. (In Russian) [Google Scholar]
- Valiev, R.Z.; Alexandrov, I.V. Nanostructured Materials Produced by Severe Plastic Deformation; Logos: Moscow, Russia, 2000; 272p. (In Russian) [Google Scholar]
- Zherebtsov, S.V.; Salishchev, G.A.; Galeyev, R.M. Formation of submicrocrystalline structure in titanium and its alloy under severe plastic deformation. Defect Diffus. Forum 2002, 208–209, 237–240. [Google Scholar] [CrossRef]
- Beygelzimer, Y.E.; Synkov, S.G.; Orlov, D.V. Twist extrusion. Forging and Stamping Production. Mater. Work. Press. 2004, 6, 15–22. (In Russian) [Google Scholar]
- Segal, V.M.; Beyerlein, I.J.; Tome, C.N.; Chuvil’deev, V.N.; Kopylov, V.I. Fundamentals and Engineering of Severe Plastic Deformation; Nova Science Publishers: New York, NY, USA, 2010; 542p. [Google Scholar]
- Utyashev, F.Z.; Raab, G.I. Deformation Methods for the Fabrication and Processing of Ultrafine-Grained and Nanostructured Materials; Gilem: Ufa, Russia, 2013; 376p. (In Russian) [Google Scholar]
- Glezer, A.M. On the nature of ultrahigh plastic (megaplastic) strain. Bull. Russian Acad. Sci. Phys. 2007, 71, 1722–1730. [Google Scholar] [CrossRef]
- Glezer, A.M.; Metlov, L.S. Physics of megaplastic (severe) deformation in solids. Phys. Solid State 2010, 52, 1161–1169. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; 456p. [Google Scholar] [CrossRef]
- Lapovok, R.; Pougis, A.; Lemiale, V.; Orlov, D.; Toth, L.S.; Estrin, Y. Severe plastic deformation processes for thin samples. J. Mater. Sci. 2010, 45, 4554–4560. [Google Scholar] [CrossRef]
- Ito, Y.; Harai, Y.; Fujioka, T.; Edalati, K.; Horita, Z. Use of ring sample for high-pressure torsion and microstructural evolution with equivalent strain. Mater. Sci. Forum 2008, 584–586, 191–196. [Google Scholar] [CrossRef]
- Andrievskiy, R.A.; Glezer, A.M. Strength of nanostructures. Uspekhi Fiz. Nauk 2009, 179, 338–358. (In Russian) [Google Scholar] [CrossRef]
- Vasiliev, L.S.; Lomayev, I.L. On the possible mechanisms of nanostructures evolution during the severe plastic deformation of metals and alloys. Fiz. Met. Metalloved. 2006, 101, 417–424. (In Russian) [Google Scholar]
- Kaibyshev, O.A.; Utyashev, F.Z. Superplasticity, Structure Refinement and Processing of Hard-to-Deform Alloys; Nauka: Moscow, Russia, 2002; 438p. (In Russian) [Google Scholar]
- Kaibyshev, O.A.; Utyashev, F.Z. Superplastisity: Microstructural Refinement and Superplastic Roll Forming; Futureplast: Arlington, TX, USA, 2005; 386p. [Google Scholar]
- Utyashev, F.Z.; Valiev, R.Z.; Raab, G.I.; Galimov, A.K. Strain accumulated during equal-channel angular pressing and its components. Russian Metall. (Metally) 2019, 4, 281–288. [Google Scholar] [CrossRef]
- Utyashev, F.Z.; Raab, G.I. The model of structure refinement in metals at large deformations and factors effecting grain sizes. Rev. Adv. Mater. Sci. 2006, 11, 137–151. [Google Scholar]
- Utyashev, F.Z.; Raab, G.I. The area of the surfaces of fragments, grains, and the sample upon large cold deformations of metals and the effect of these surfaces and the surface of the deformation zone on structure refinement. Phys. Met. Metallogr. 2006, 101, 285–295. [Google Scholar] [CrossRef]
- Utyashev, F.Z.; Raab, G.I. Effect of deformation site on structure refinement in metals. Fiz. Met. Metalloved. 2007, 104, 1–14. (In Russian) [Google Scholar]
- Utyashev, F.Z. Modern Methods of Severe Plastic Deformation; Ufa State Aviation Technical University: Ufa, Russia, 2008; 313p. (In Russian) [Google Scholar]
- Utyashev, F. Strain compatibility and nanostructuring of bulk metallic materials via severe plastic deformation. Mater. Sci. Forum 2011, 667–669, 45–49. [Google Scholar] [CrossRef]
- Asfandiyarov, R.N.; Raab, G.I.; Aksenov, D.A. Modeling of a combined process for the production of contact wires for high-speed railways. IOP Conf. Ser. Mater. Sci. Eng. 2018, 461, 012002. [Google Scholar] [CrossRef]
- Raab, A.G.; Aksenov, D.A.; Asfandiyarov, R.N.; Kodirov, I.S.; Raab, G.I. Development of severe plastic deformation methods for the production of contact wires from a Cu-Zr alloy for high-speed railways. IOP Conf. Ser. Mater. Sci. Eng. 2018, 447, 012088. [Google Scholar] [CrossRef]
- Ufa State Aviation Technical University. Device for Drawing and Production of Ultrafine-Grained Semi-Finished Products. Russian Federation Patent 2,347,632; IPC B 21 C 1/00, 12 November 2007.
- Raab, A.G.; Chukin, M.V.; Aleshin, G.N.; Raab, G.I. Investigation of a new shear deformation method for the production of nanostructures in low-carbon steel. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 12008. [Google Scholar] [CrossRef]
- Loginov, Y.N. Copper and Deformable Copper Alloys; USTU-UPI Publ.: Ekaterinburg, Russia, 2006; 136p. (In Russian) [Google Scholar]
- Iwahashi, Y.; Furukawa, M.; Horita, Z.; Nemoto, M.; Langdon, T.G. Microstructural characteristics of ultrafine-grained aluminum produced using equal-channel angular pressing. Metall. Mater. Trans. A 1998, 29, 2245–2252. [Google Scholar] [CrossRef]
- Zherebtsov, S.V. Structural Transformations in the Process of Large Plastic Deformation and the Development of Methods for Producing an Ultrafine-Grained Structure in Semi-Products from Ti-Based Alloys. Ph.D. Thesis, Ural Federal University Named after the First Russian President B.N. Yeltsin, Ekaterinburg, Russia, 2013; 43p. (In Russian). [Google Scholar]
- Smirnov-Alyaev, G.A. Resistance of Materials to Plastic Deformation; Mashinostroenie: Leningrad, Russia, 1978; 368p. (In Russian) [Google Scholar]
- Raab, G.I.; Aksenov, D.A.; Asfandiyarov, R.N.; Raab, A.G.; Kodirov, I.S.; Janeček, M. Characteristics of the stress-strain state and structural changes in axisymmetric samples under sign-alternating deformation by free and constrained bending. Lett. Mater. 2019, 9, 494–498. [Google Scholar] [CrossRef]
- Asfandiyarov, R.N.; Aksenov, D.A.; Raab, G.I. Study of the processing of long-length billets by continuous free bending. IOP Conf. Ser. Mater. Sci. Eng. 2019, 672, 012018. [Google Scholar] [CrossRef]
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef] [PubMed]









© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).