Influence of Temperature on Mechanical Properties of AMCs




Abstract
1. Introduction
2. Materials and Methods
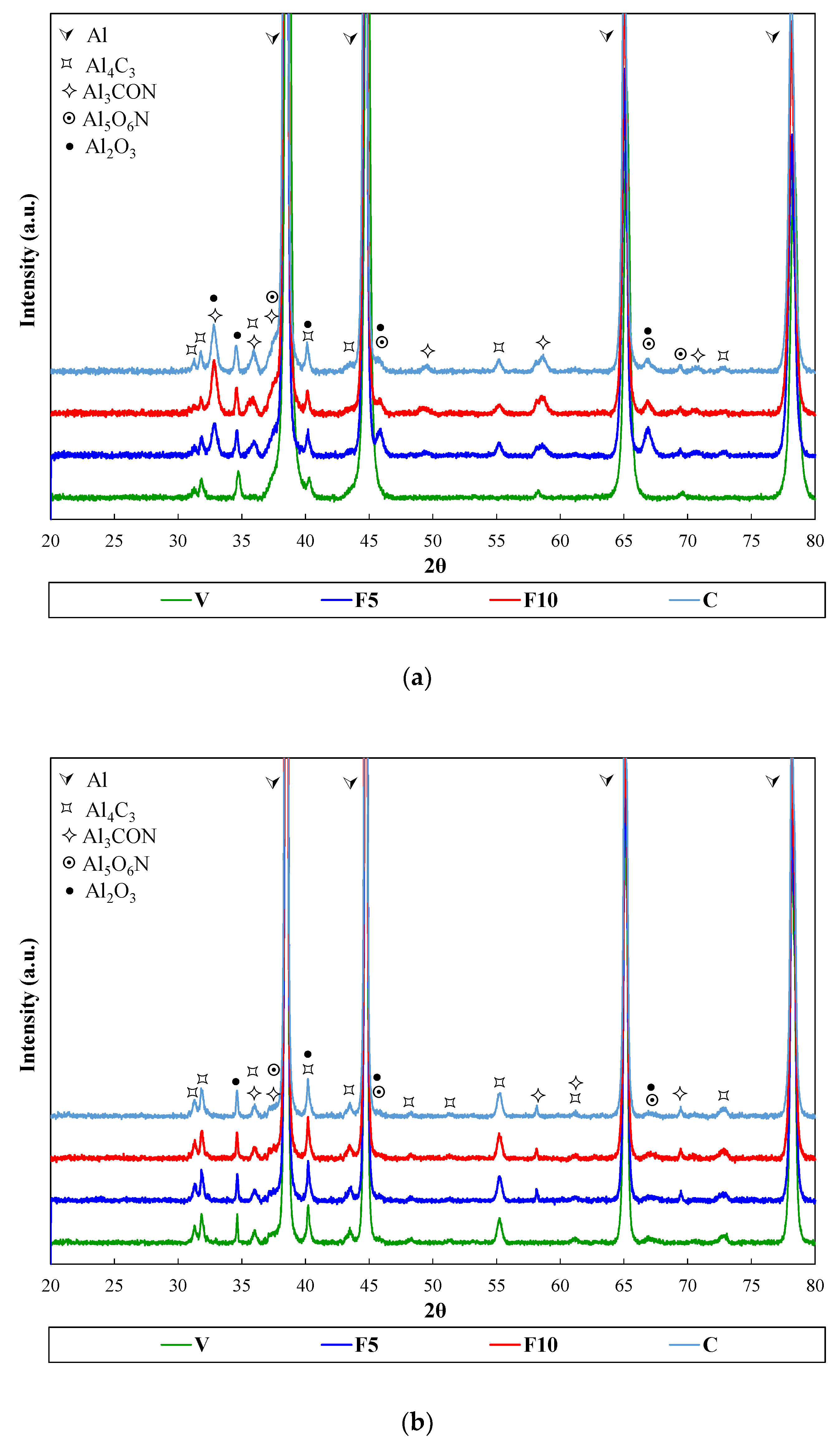
3. Results and Discussion
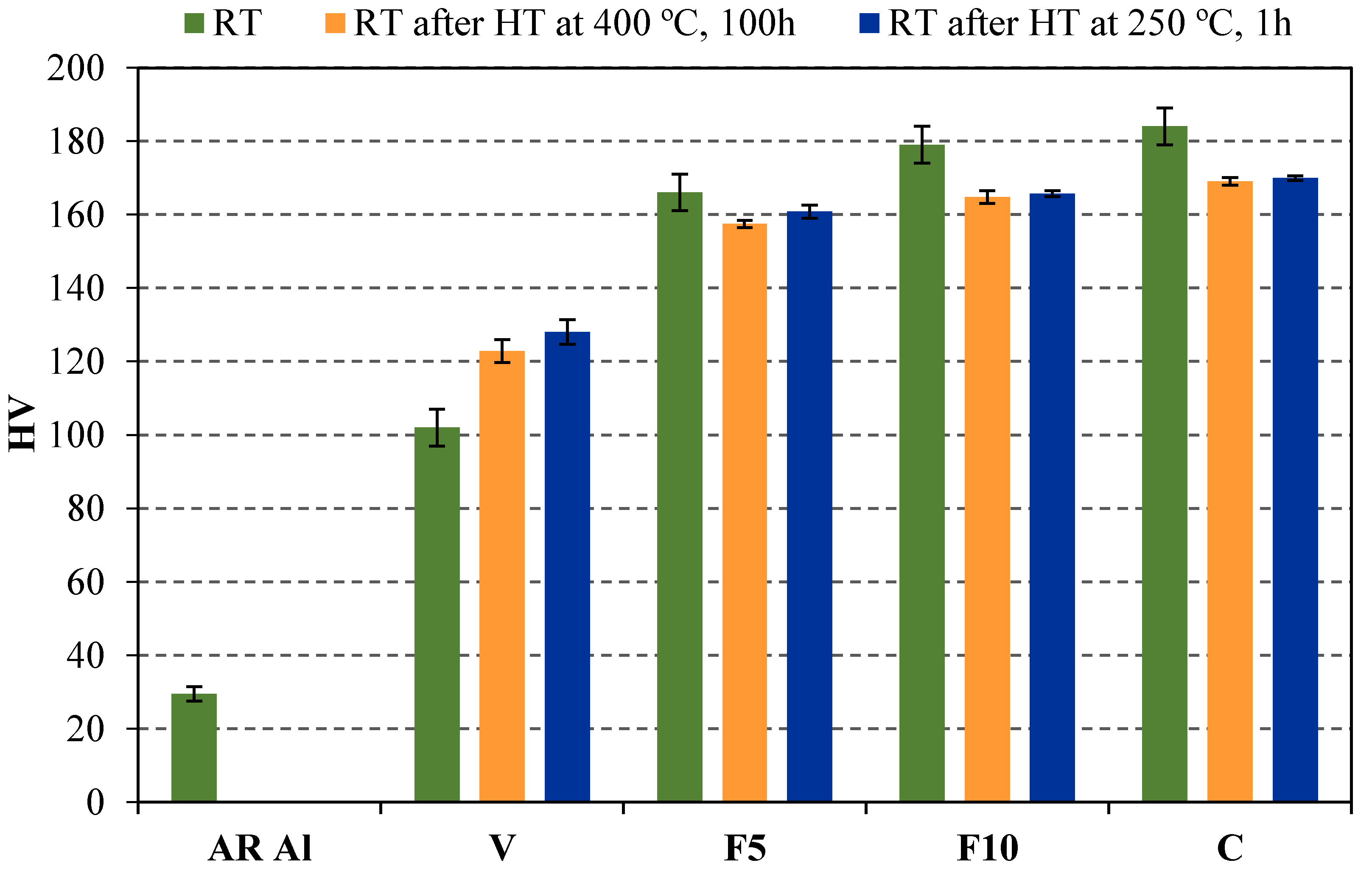
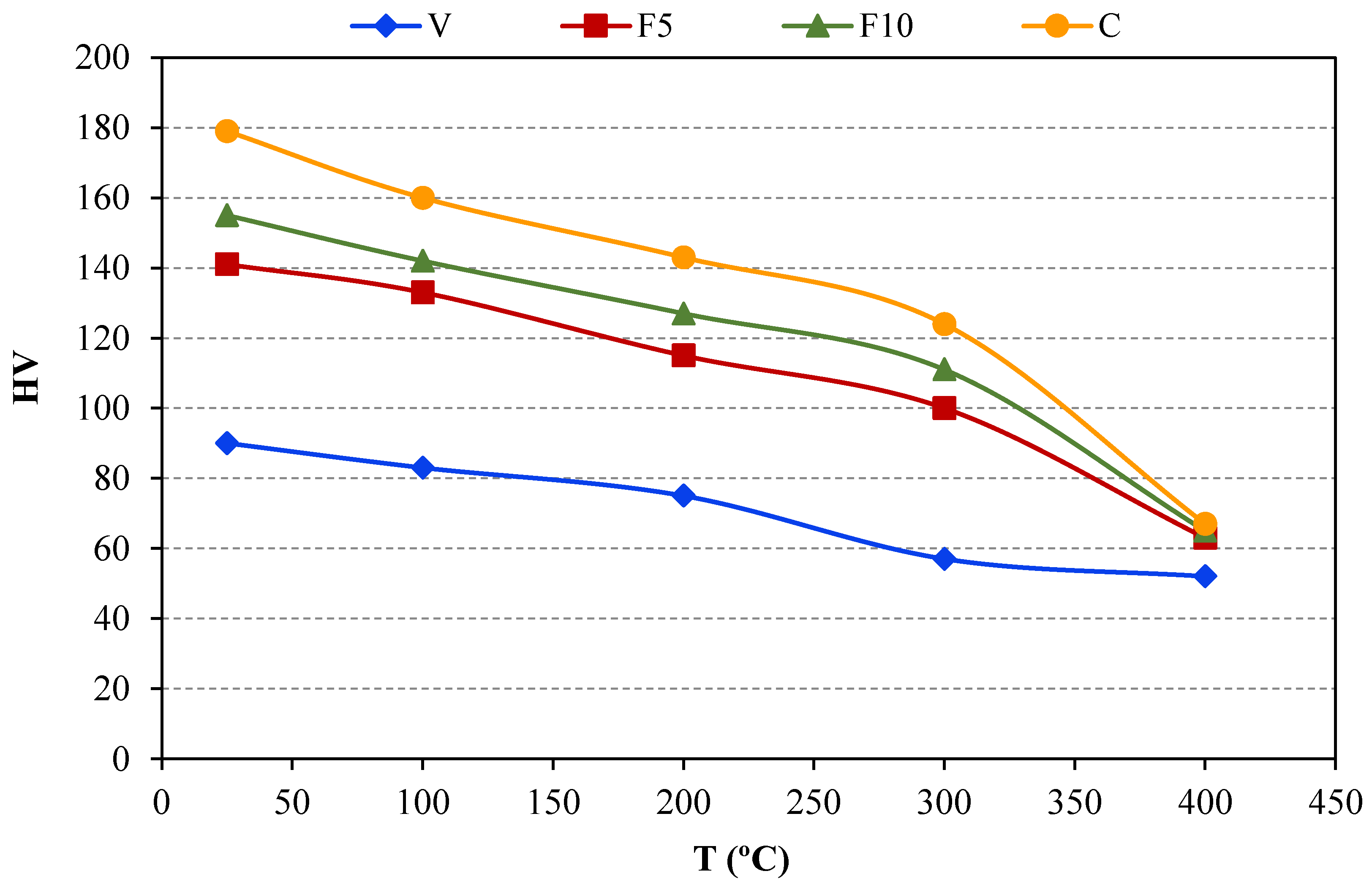
3.1. Hardness Test at Room and High Temperature
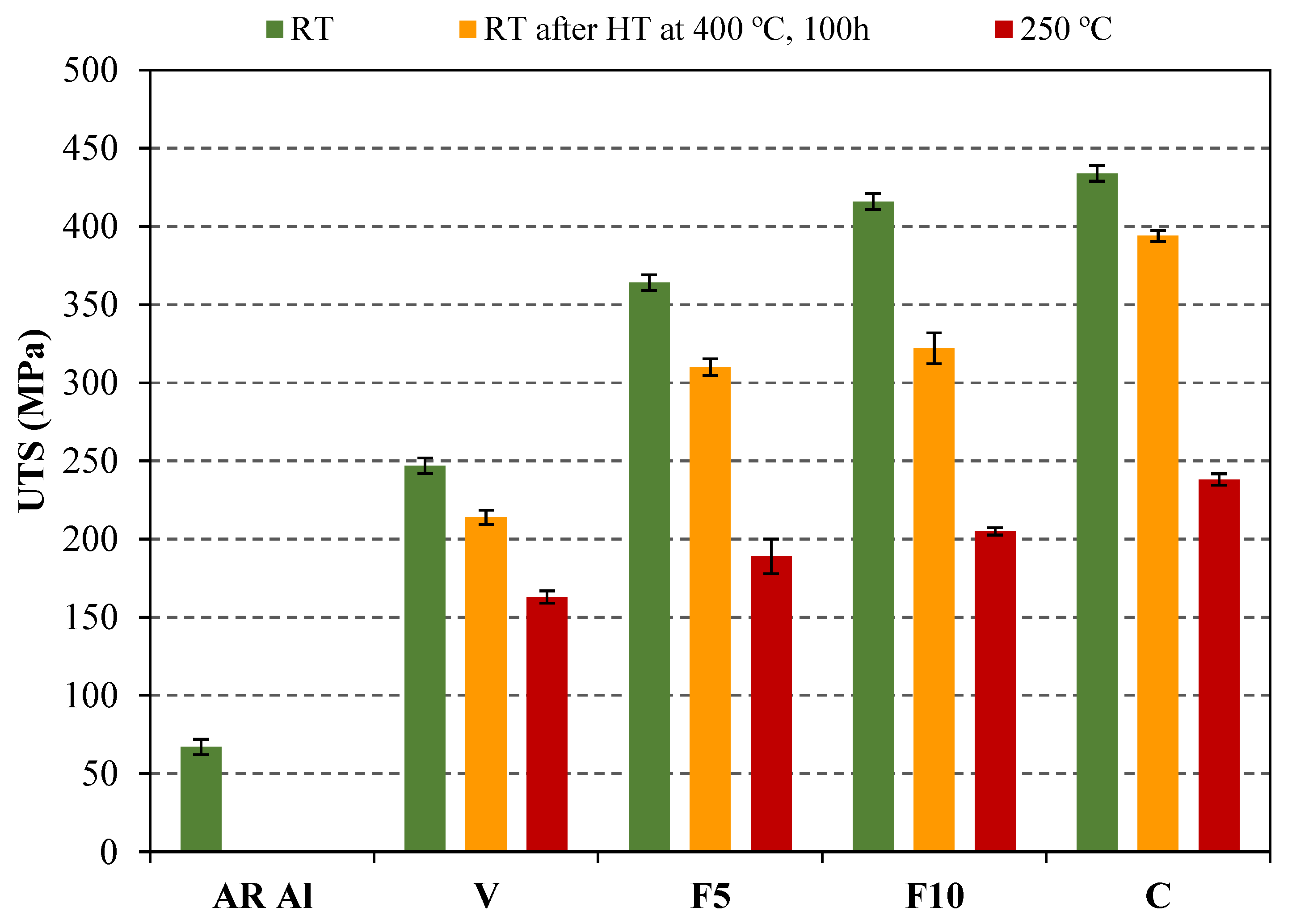
3.2. Tensile Test at Room and High Temperature
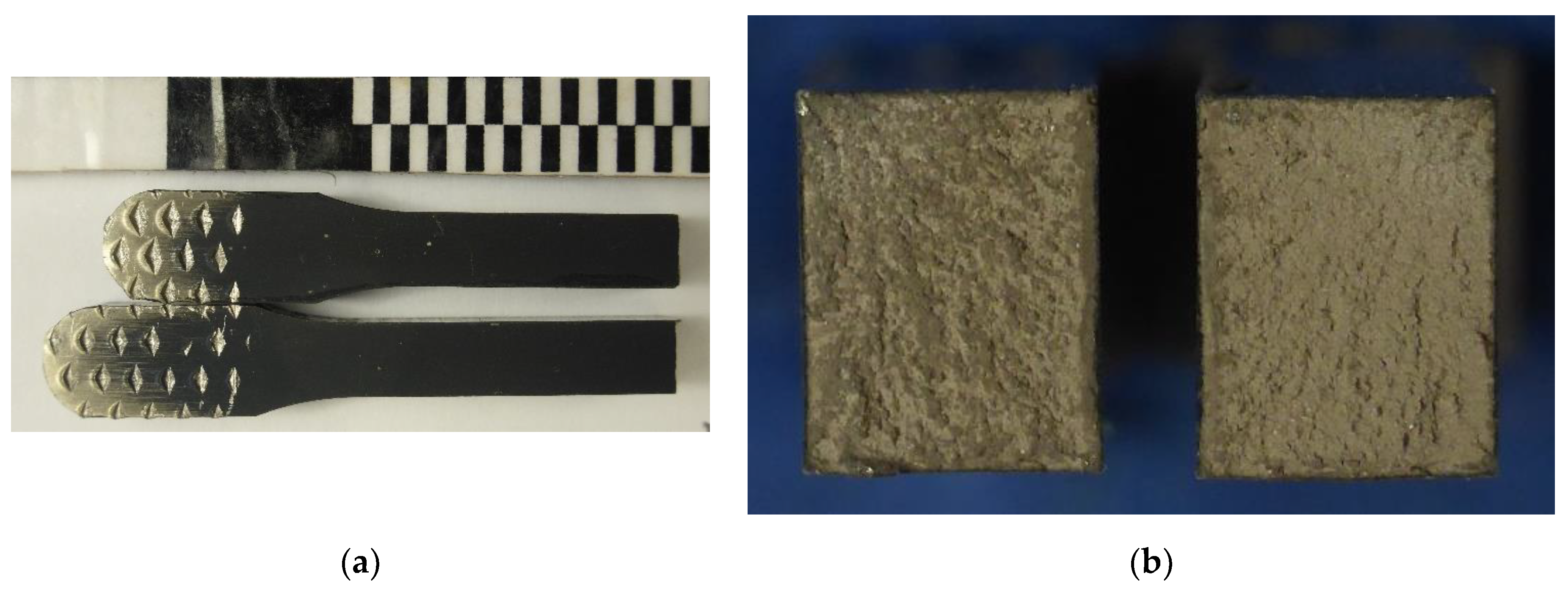
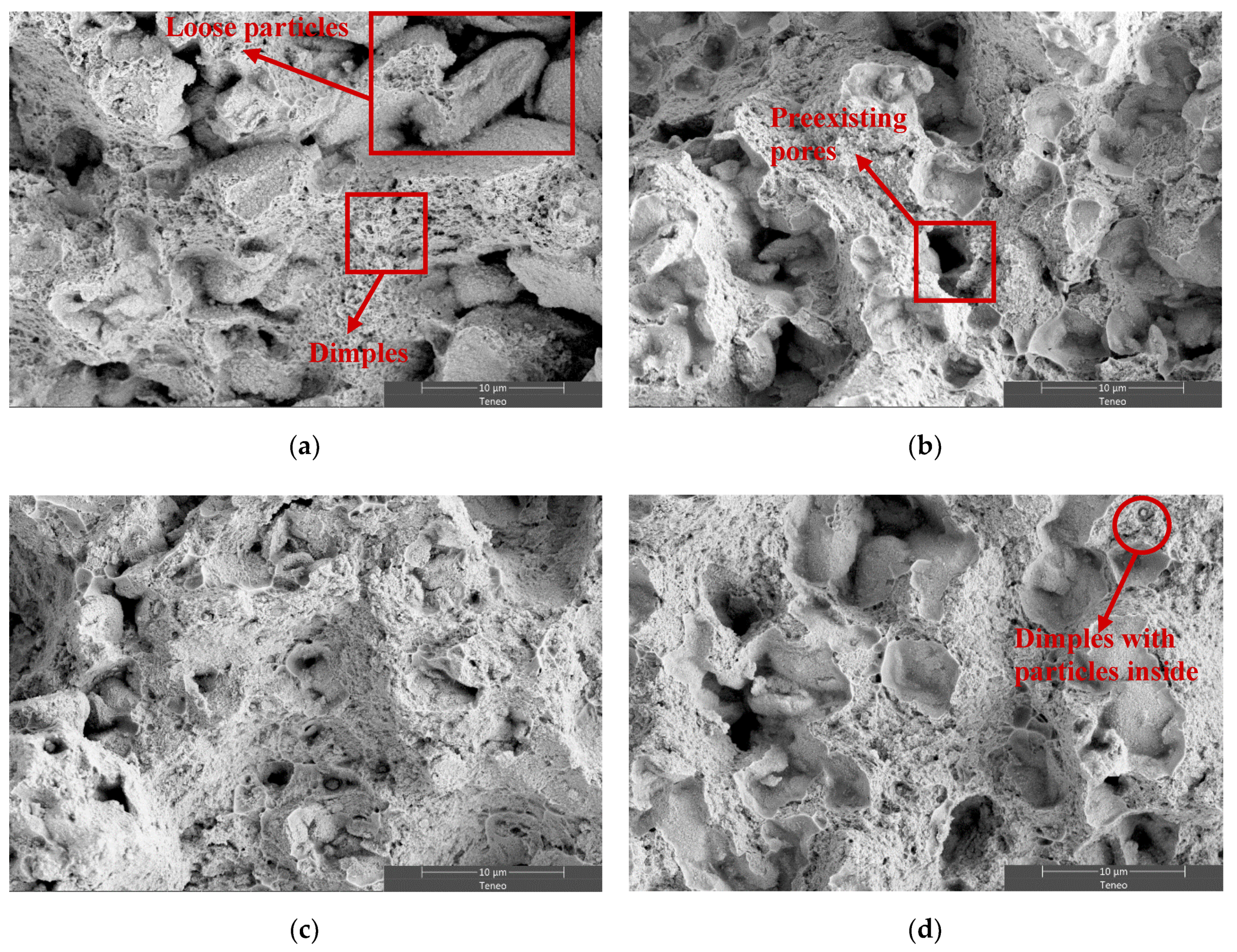
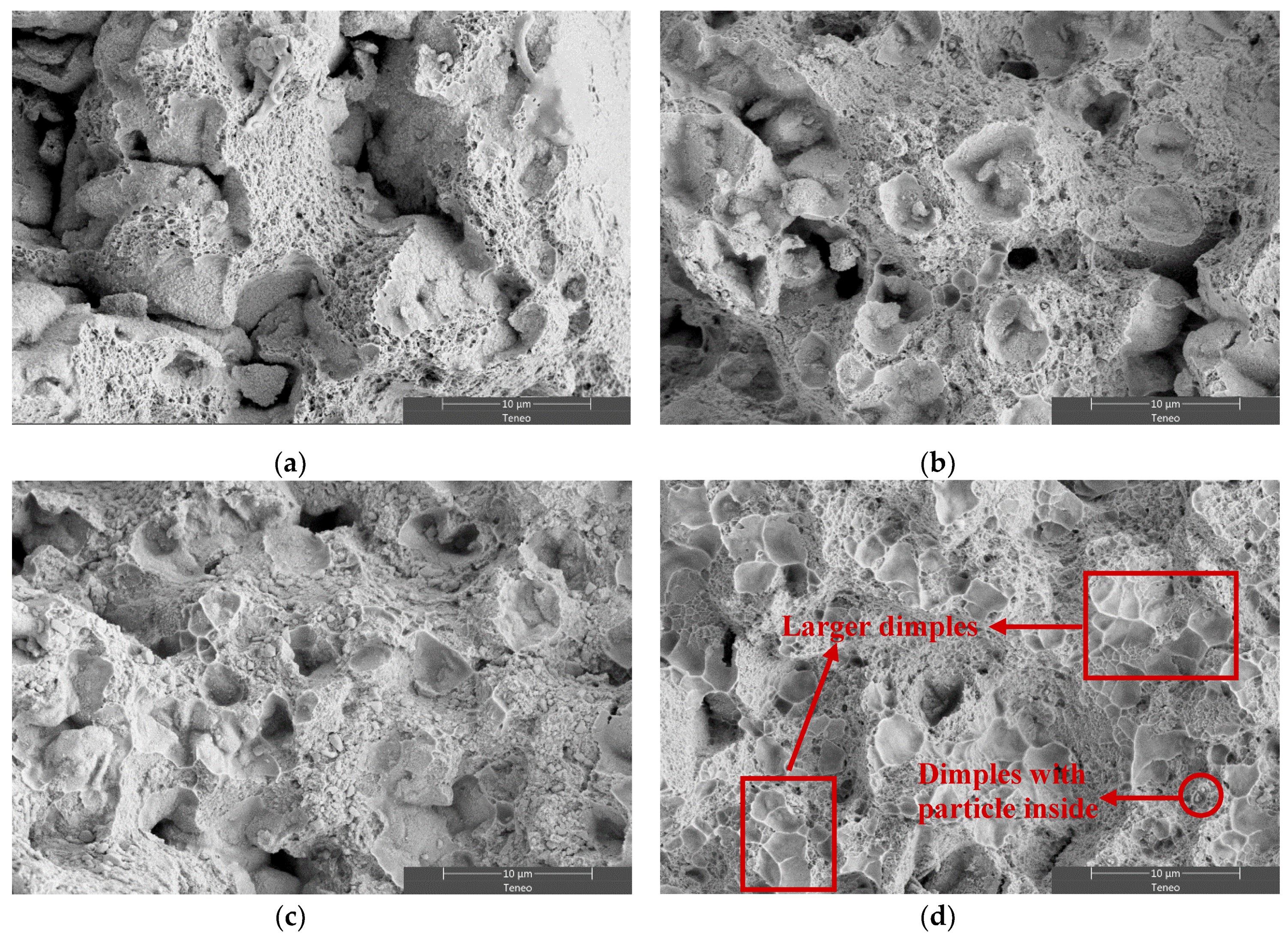
3.3. Fracture Surface Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, J. Research development and application prospects of new aluminum alloy extruded-materials. Mater. China 2013, 32, 269–275. [Google Scholar]
- Li, L.; Zhou, J.; Zhang, H. Advanced extrusion technology and application of aluminium, magnesium alloy for vehicle body. J. Mech. Eng. 2012, 48, 35–43. [Google Scholar] [CrossRef]
- Sivananth, V.; Vijayarangan, S.; Rajamanickam, N. Evaluation of fatigue and impact behavior of titanium carbide reinforced metal matrix composites. Mater. Sci. Eng. A Struct. 2014, 597, 304–313. [Google Scholar] [CrossRef]
- Huo, S.; Mais, B.; Gradl, J. Processing characteristics of alumix PM aluminum alloys. Adv. PM Part Powder Met. 2012, 2012, 7143–7154. [Google Scholar]
- Hirsch, J.; Skrotzki, B.; Gottstein, G. Aluminium Alloys: The Physical and Mechanical Properties; John Wiley & Sons: Hoboken, NJ, USA, 2008; Volume 1. [Google Scholar]
- Lashgari, H.R.; Sufizadeh, A.R.; Emamy, M. The effect of strontium on the microstructure and wear properties of A356-10%B4C cast composites. Mater. Des. 2010, 31, 2187–2195. [Google Scholar] [CrossRef]
- Cintas, J.; Cuevas, F.G.; Montes, J.M.; Herrera, E.J. Microstructural control of sintered mechanically alloyed Al-1%Ni material. Scr. Mater. 2005, 52, 341–345. [Google Scholar] [CrossRef]
- Surappa, M.K. Aluminium matrix composites: Challenges and opportunities. Sadhana Acad. Proc. Eng. Sci. 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Tan, M.J.; Chew, M.C.; Hung, N.P.; Sano, T.J. Thermal cycling processes in metal-matrix composites. Mater. Process. Technol. 1997, 67, 62–66. [Google Scholar] [CrossRef]
- Cayron, C. Available online: http://cimewww.epfl.ch/people/cayron/Fichiers/thesebook-chap1.pdf (accessed on 23 July 2013).
- Perng, C.C.; Hwang, J.R.; Doong, J.L. Elevated-temperature, low-cycle fatigue behaviour of an Al2O3p 6061-T6 aluminium matrix composite. J. Compos. Sci. Technol. 1993, 49, 225–236. [Google Scholar] [CrossRef]
- Fei, W.D.; Hu, M.; Yao, C.K. Thermal expansion and thermal mismatch stress relaxation behaviors of SiC whisker reinforced aluminum composite. Mater. Chem. Phys. 2002, 77, 882–888. [Google Scholar] [CrossRef]
- Chen, Y.C.; Daehn, G.S.; Wagoner, R.H. The potential for forming metal matrix composite components via thermal cycling. Scr. Met. Mater. 1990, 24, 2157–2162. [Google Scholar] [CrossRef]
- Tjong, S.C.; Tam, K.F.; Wu, S.Q. Thermal cycling characteristics of in-situ Al-based composites prepared by reactive hot pressing. Compos. Sci. Technol. 2003, 63, 89–97. [Google Scholar] [CrossRef]
- Sayman, O.; Ozer, M.R. Elastic-plastic thermal stress analysis of aluminum-matrix composite beams under a parabolically temperature distribution. Compos. Sci. Technol. 2001, 61, 2129–2137. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Morisada, Y.; Sugioka, M.; Tanaka, M.; Takeuchi, T.; Kawahara, M.; Makino, Y. Thermal conductivity of diamond particle dispersed aluminum matrix composites fabricated in solid-liquid co-existent state by SPS. Compos. Part B 2011, 42, 1029–1032. [Google Scholar] [CrossRef]
- Sharma, S.; Nanda, T.; Pandey, O.P. Effect of elevated temperatures and applied pressure on the tribological properties of LM30/sillimanite aluminium alloy composites. J. Compos. Mater. 2019, 53, 1521–1539. [Google Scholar] [CrossRef]
- Gao, Y.Y.; Dong, B.X.; Qui, F.; Wang, L.; Zhao, Q.L.; Jiang, Q.C. The superior elevated-temperature mechanical properties of Al-Cu-Mg-Si composites reinforced with in situ hybrid-sized TiCx-TiB2 particle. Mater. Sci. Eng. A 2018, 728, 157–164. [Google Scholar] [CrossRef]
- Cintas, J.; Montes, J.M.; Cuevas, F.G.; Gallardo, J.M. Influence of PCA content on mechanical properties of sintered MA aluminium. Mater. Sci. Forum 2006, 514–516, 1279–1283. [Google Scholar] [CrossRef]
- Caballero, E.S.; Cintas, J.; Cuevas, F.G.; Montes, J.M.; Ternero, F. Influence of milling atmosphere on the controlled formation of ultrafine dispersoids in Al-Based MMCs. Metals 2016, 6, 224. [Google Scholar] [CrossRef]
- Caballero, E.S.; Cintas, J.; Cuevas, F.G.; Montes, J.M. Synthesis and characterization of in situ-reinforced Al–AlN composites produced by mechanical alloying. J. Alloy. Compd. 2017, 728, 640–644. [Google Scholar] [CrossRef]
- Cintas, J.; Montes, J.M.; Cuevas, F.G.; Herrera, E.J. Heat-resistant bulk nanostructured P/M aluminium. J. Alloy. Compd. 2008, 458, 282–285. [Google Scholar] [CrossRef]
- Young, R.A. The Rietveld Method, 1st ed.; Oxford University Press: New York, NY, USA, 1995. [Google Scholar]
- PDF4+ Commercial Database of the International Center for Diffraction Data; ICDD: Newtown Square, PA, USA, 2019.
- Specific Metals and Alloys: Properties of Wrought Aluminium and Aluminium Alloys; ASM Handbook; ASM International: Materials Park, OH, USA, 1990; Volume 2.
- Wang, F.; Li, J.; Xu, J.; Li, X.; Zhang, Y.; Wang, H. Investigation on fracture toughness of aluminum matrix composites reinforced with in situ titanium diboride particles. J. Compos. Mater. 2012, 46, 2145–2150. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Milling Experiment | Atmosphere | Sample |
|---|---|---|
| I | Vacuum (5 h) | V |
| II | Confined ammonia gas (5 h) | C |
| III | Vacuum (2 h) + Ammonia gas flow (5 min) + Vacuum (2 h 55 min) | F5 |
| IV | Vacuum (2 h) + Ammonia gas flow (10 min) + Vacuum (2 h 50 min) | F10 |
| Heat Treatment after Sintering | Test Temperature | Test | Condition |
|---|---|---|---|
| - | Room Temperature | Hardness/Tensile | RT |
| 400 °C, 100 h | Room Temperature | Hardness/Tensile | 400 °C 100 h/RT |
| 250 °C, 1 h | Room Temperature | Hardness | 250 °C 1 h/RT |
| 400 °C, 100 h | 400, 300, 200, and 100 °C | Hardness | 400 °C 100 h/400–100 °C |
| - | 250 °C | Tensile | 250 °C |
| Phase (Weight Percentage) | ||||||
|---|---|---|---|---|---|---|
| Sample | Al | Al4C3 | Al3CON | Al5O6N | Al2O3 | Fitting Parameter Rwp |
| V | 90 | 8 | - | - | 2 | 5.61 |
| F5 | 86 | 4 | 4 | 3 | 3 | 6.32 |
| F10 | 86 | 2 | 6 | 3 | 3 | 7.03 |
| C | 85 | 3 | 6 | 3 | 3 | 5.17 |
| Phase (Weight Percentage) | ||||||
|---|---|---|---|---|---|---|
| Sample | Al | Al4C3 | Al3CON | Al5O6N | Al2O3 | Fitting Parameter Rwp |
| V | 93 | 5 | - | - | 2 | 5.43 |
| F5 | 90 | 4 | 2 | 2 | 2 | 6.47 |
| F10 | 90 | 4 | 2 | 2 | 2 | 6.92 |
| C | 90 | 4 | 2 | 2 | 2 | 5.33 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Caballero, E.S.; Ternero, F.; Urban, P.; Cuevas, F.G.; Cintas, J. Influence of Temperature on Mechanical Properties of AMCs. Metals 2020, 10, 783. https://doi.org/10.3390/met10060783
Caballero ES, Ternero F, Urban P, Cuevas FG, Cintas J. Influence of Temperature on Mechanical Properties of AMCs. Metals. 2020; 10(6):783. https://doi.org/10.3390/met10060783
Chicago/Turabian StyleCaballero, E.S., Fátima Ternero, Petr Urban, Francisco G. Cuevas, and Jesús Cintas. 2020. "Influence of Temperature on Mechanical Properties of AMCs" Metals 10, no. 6: 783. https://doi.org/10.3390/met10060783
APA StyleCaballero, E. S., Ternero, F., Urban, P., Cuevas, F. G., & Cintas, J. (2020). Influence of Temperature on Mechanical Properties of AMCs. Metals, 10(6), 783. https://doi.org/10.3390/met10060783