Effect of Annealing Heat Treatment on the Microstructural Evolution and Mechanical Properties of Hot Isostatic Pressed 316L Stainless Steel Fabricated by Laser Powder Bed Fusion


Abstract
1. Introduction
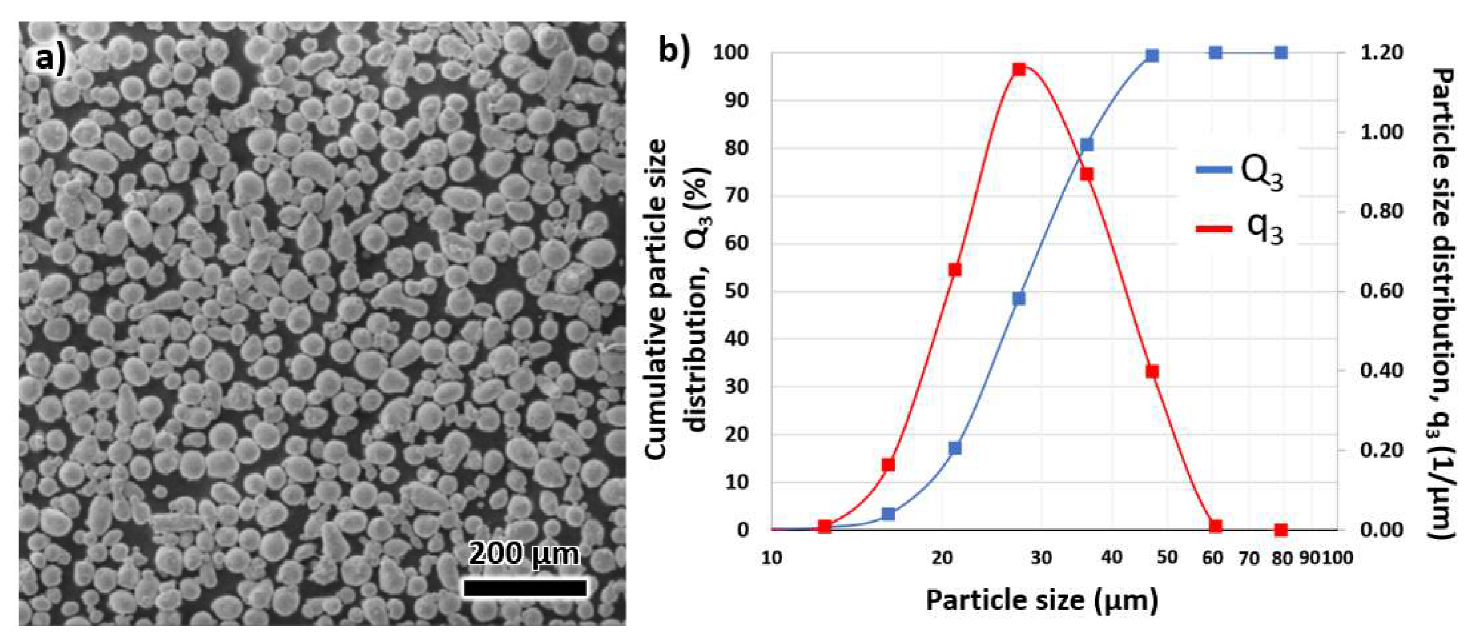
2. Materials and Methods
3. Results and Discussion
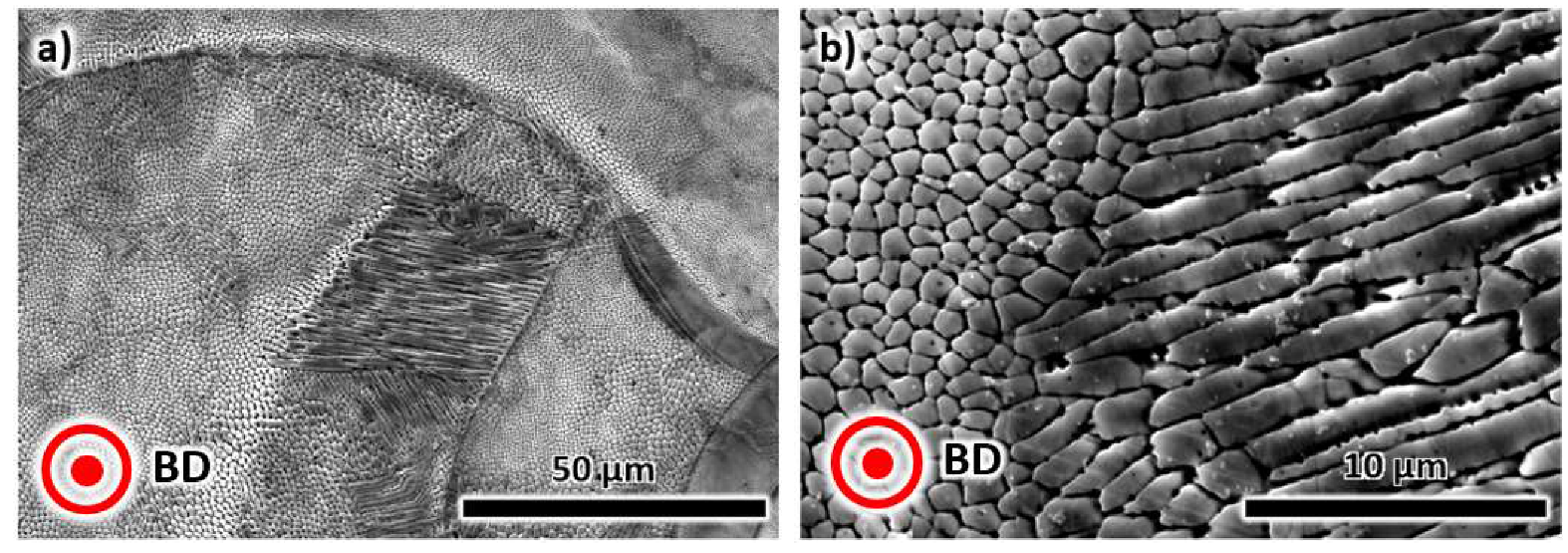
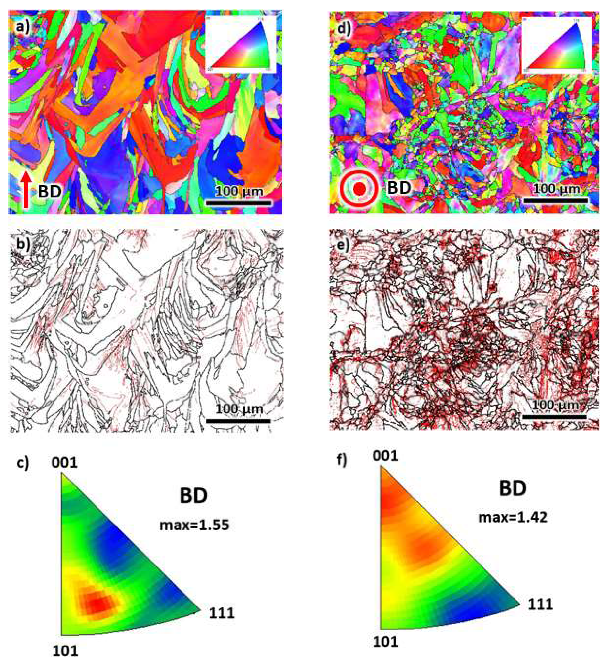
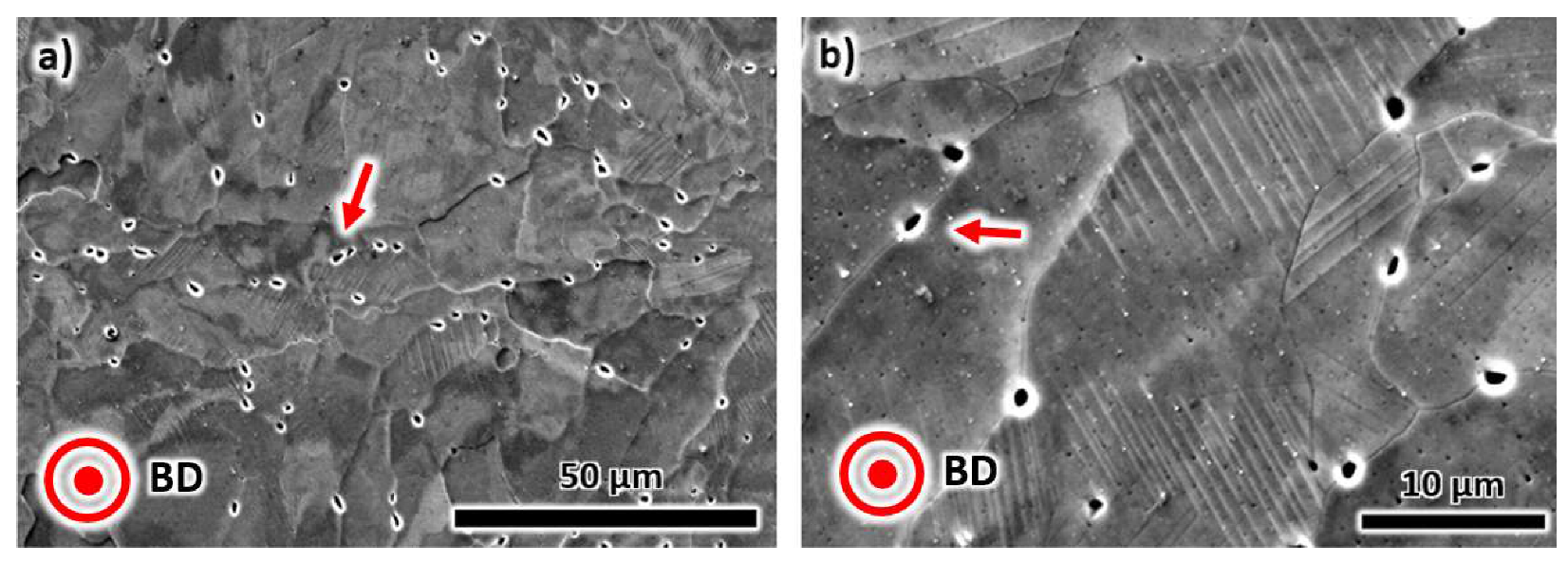
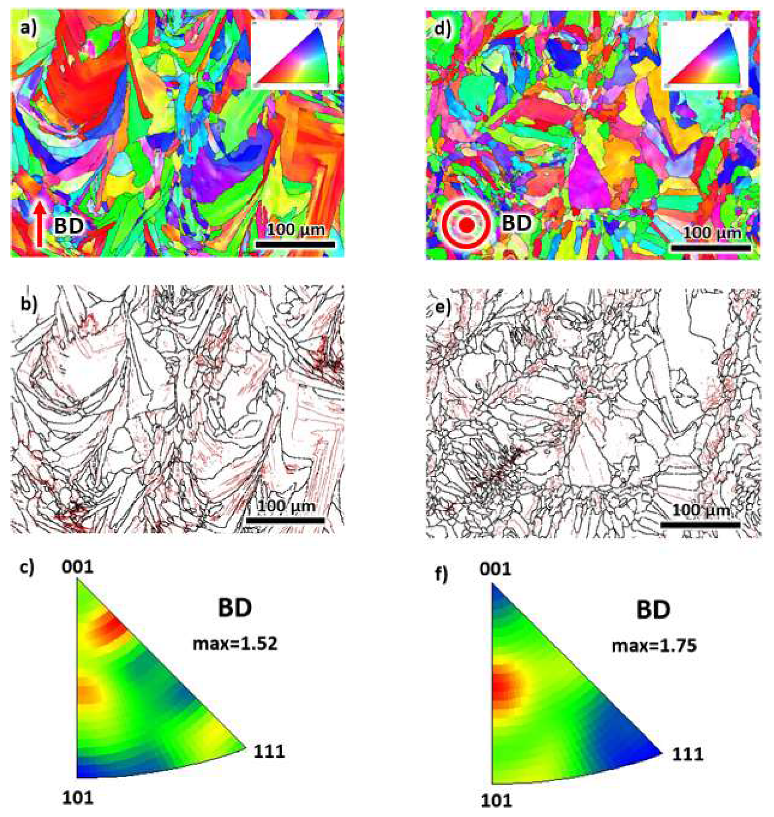
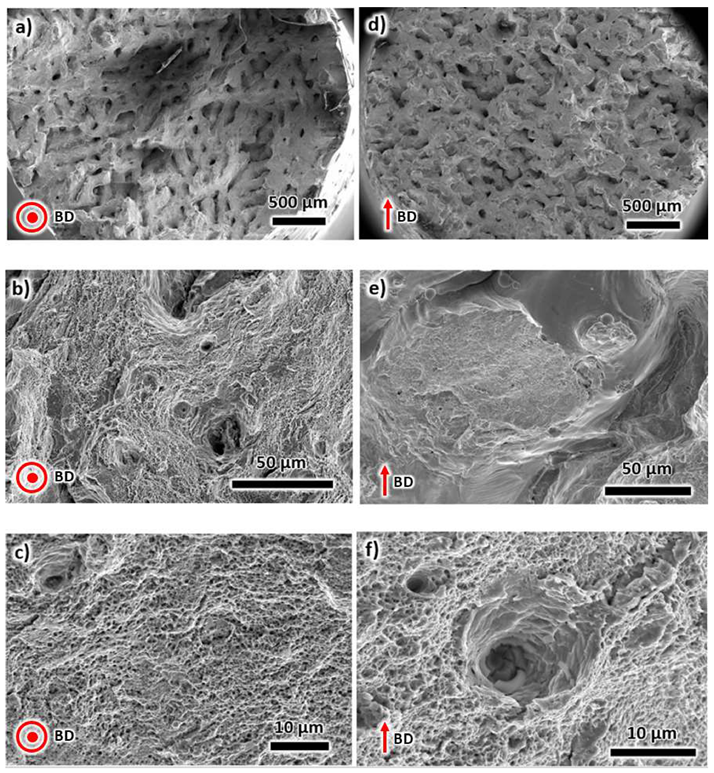
3.1. Microstructural Characterization of as-Printed (AP) AM 316L Stainless Steel
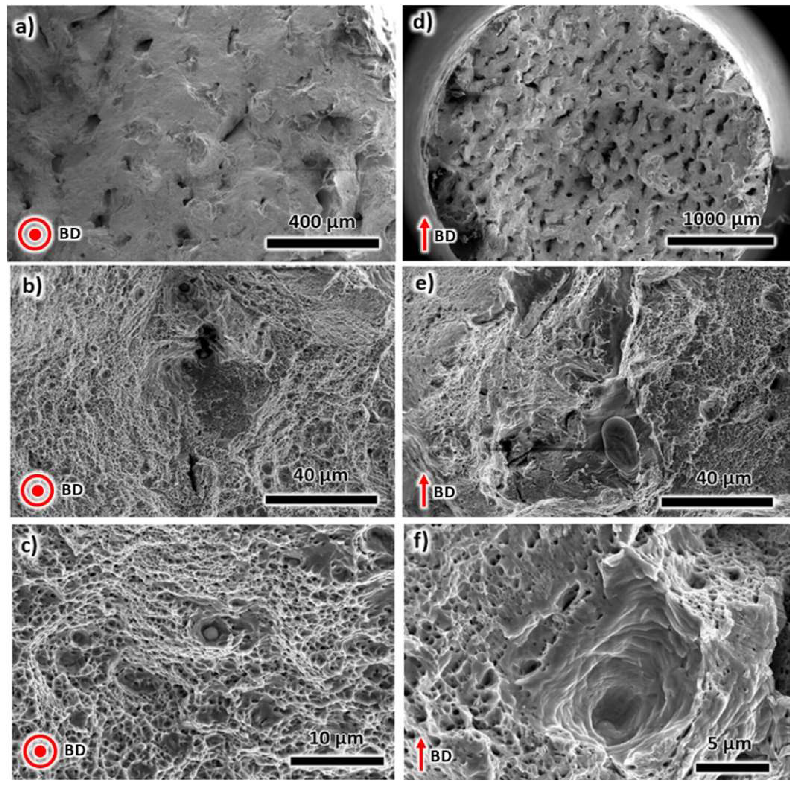
3.2. Microstructural Evolution after Annealing Heat Treatment (AHT)
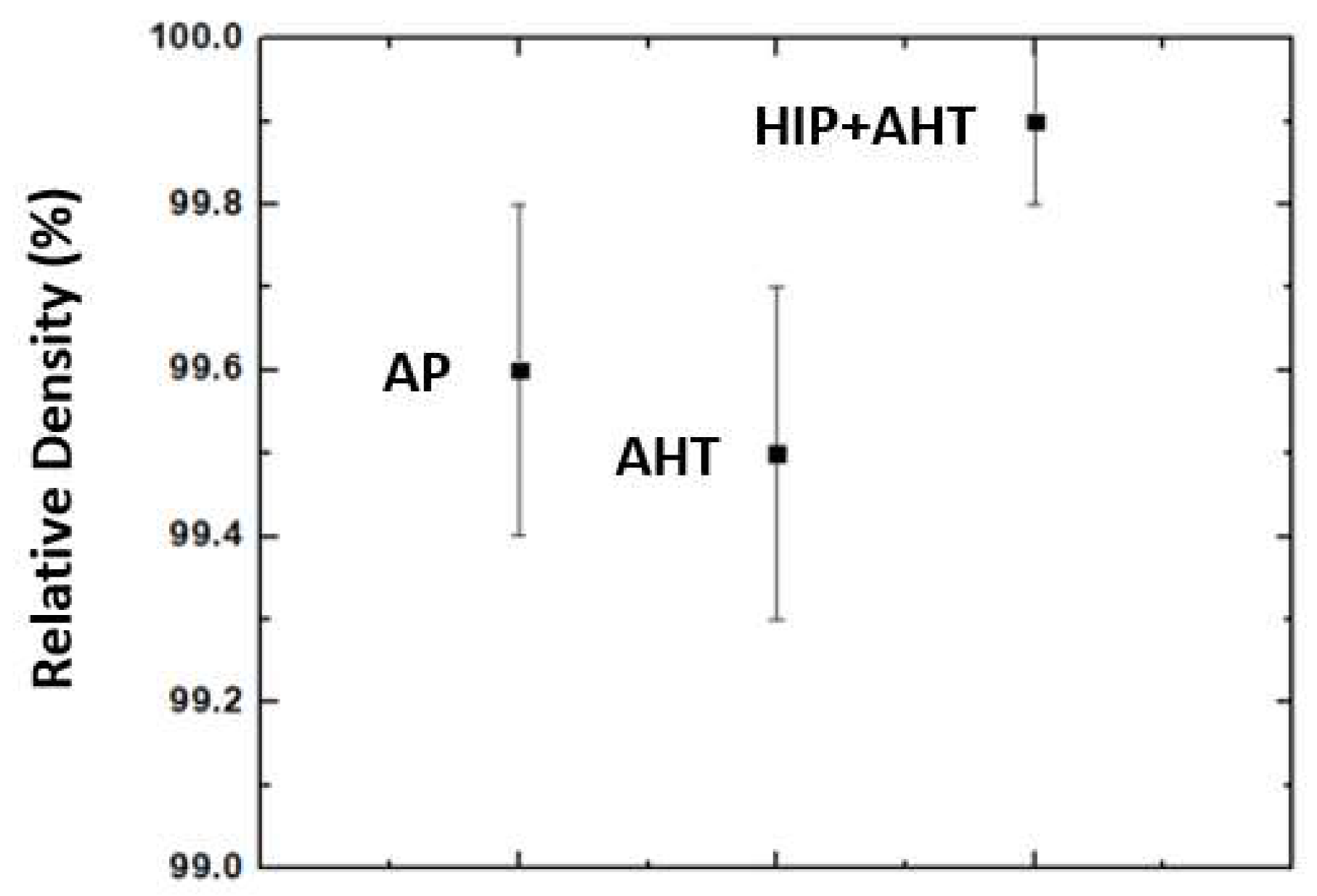
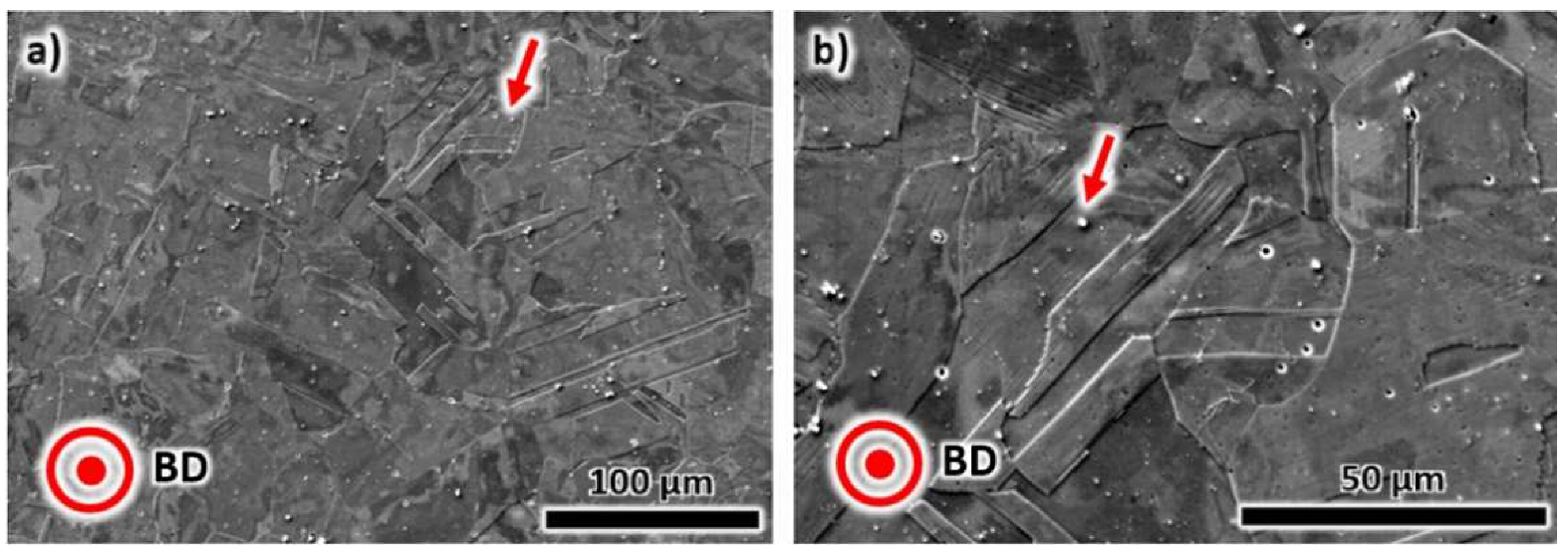
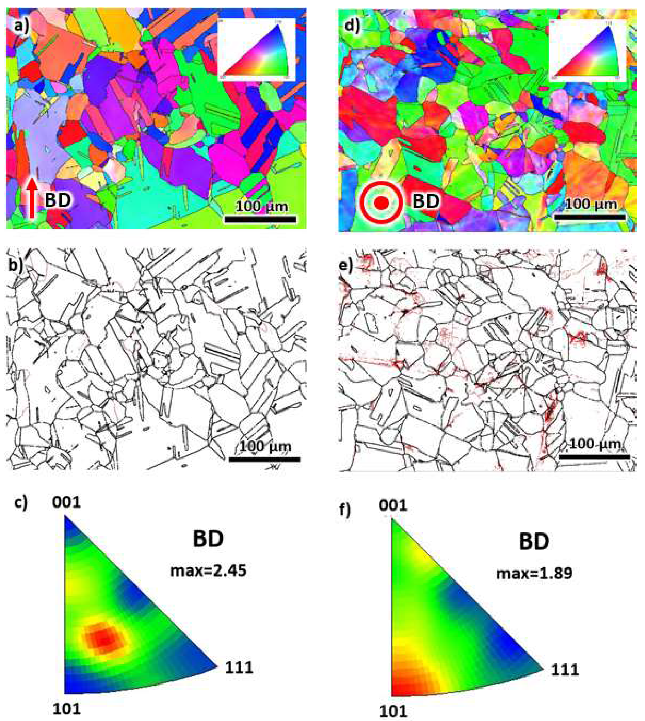
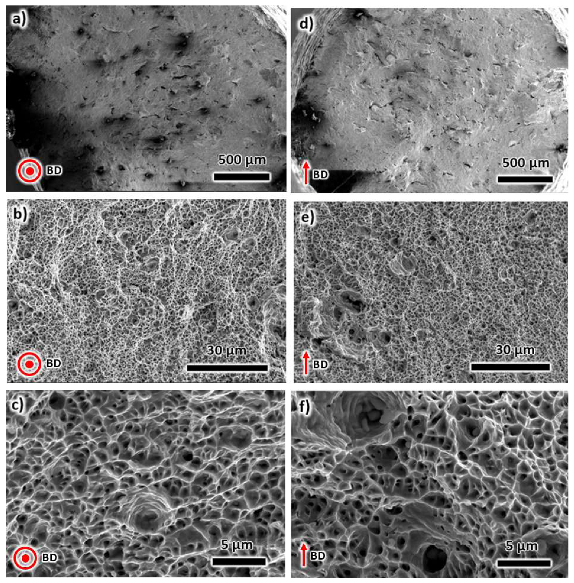
3.3. Microstructural Evolution after Hot Isostatic Pressing and Annealing Heat Treatment (HIP + AHT)
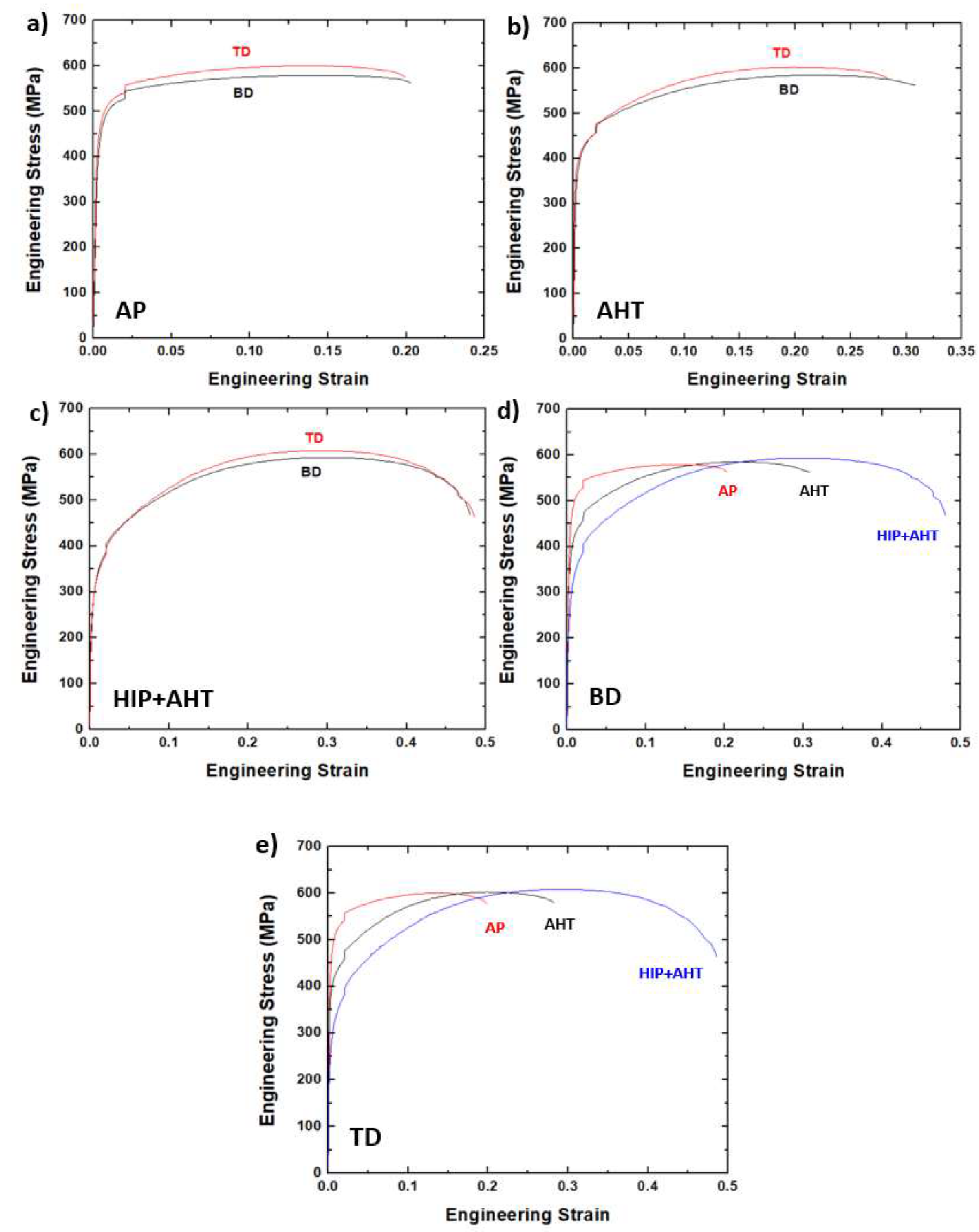
3.4. Mechanical Properties of the Three Conditions
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A. Raw Data Used in the Values of Mechanical Properties in Table 2

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Yield Strength, MPa | Tensile Strength, MPa | Elongation, % | |||
|---|---|---|---|---|---|---|
| TD | BD | TD | BD | TD | BD | |
| AP-1 | 460 | 445 | 588 | 577 | 17.7 | 20.3 |
| AP-2 | 431 | 433 | 586 | 584 | 21.1 | 18.7 |
| AP-3 | 465 | 439 | 603 | 580 | 22.2 | 22.8 |
| AP-4 | 452 | 441 | 596 | 588 | 22.7 | 23.0 |
| AP-5 | 418 | 437 | 552 | 565 | 22.8 | 20.6 |
| AHT-1 | 365 | 357 | 611 | 579 | 30.3 | 26.6 |
| AHT-2 | 373 | 357 | 594 | 576 | 28.6 | 34.2 |
| AHT-3 | 355 | 379 | 598 | 584 | 27.8 | 32.7 |
| AHT-4 | 375 | 365 | 583 | 588 | 27.0 | 31.3 |
| AHT-5 | 380 | 368 | 591 | 581 | 33.0 | 29 |
| HIP-AHT-1 | 256 | 257 | 607 | 597 | 50.0 | 44.4 |
| HIP-AHT-2 | 263 | 258 | 605 | 598 | 51.2 | 51.0 |
| HIP-AHT-3 | 269 | 261 | 611 | 586 | 44.4 | 43.3 |
| HIP-AHT-4 | 265 | 249 | 616 | 589 | 45.1 | 46.3 |
| HIP-AHT-5 | 260 | 261 | 618 | 589 | 50.2 | 50.3 |
References
- Kruth, J.-P.; Leu, M.-C.; Nakagawa, T. Progress in additive manufacturing and rapid prototyping. Cirp Ann. Manuf. Technol. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Tian, Y.; McAllister, D.; Colijn, H.; Mills, M.; Farson, D.; Nordin, M.; Babu, S. Rationalization of microstructure heterogeneity in INCONEL 718 builds made by the direct laser additive manufacturing process. Metall. Mater. Trans. A 2014, 45, 4470–4483. [Google Scholar] [CrossRef]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Astm, I. ASTM52900-15 Standard Terminology for Additive Manufacturing—General Principles—Terminology. ASTM Int. West Conshohockenpa 2015, 3, 5. [Google Scholar]
- Niendorf, T.; Brenne, F.; Schaper, M. Lattice Structures Manufactured by SLM: On the Effect of Geometrical Dimensions on Microstructure Evolution During Processing. Metall. Mater. Trans. B 2014, 45, 1181–1185. [Google Scholar] [CrossRef]
- Kantareddy, S.; Roh, B.; Simpson, T.; Joshi, S.; Dickman, C.; Lehtihet, E. Saving weight with metallic lattice structures: Design challenges with a real-world example. In Proceedings of the Solid Freeform Fabrication Symposium (SFF), Austin, TX, USA, 13–15 August 2020; pp. 8–10. [Google Scholar]
- Muñiz-Lerma, J.A.; Tian, Y.; Wang, X.; Gauvin, R.; Brochu, M. Microstructure evolution of Inconel 738 fabricated by pulsed laser powder bed fusion. Prog. Addit. Manuf. 2019, 4, 97–107. [Google Scholar] [CrossRef]
- Tian, Y.; Muñiz-Lerma, J.; Brochu, M. Nickel-based superalloy microstructure obtained by pulsed laser powder bed fusion. Mater. Charact. 2017, 131, 306–315. [Google Scholar] [CrossRef]
- Xiao, L.; Song, W. Additively-manufactured functionally graded Ti-6Al-4V lattice structures with high strength under static and dynamic loading: Experiments. Int. J. Impact Eng. 2018, 111, 255–272. [Google Scholar] [CrossRef]
- Palanivel, S.; Dutt, A.K.; Faierson, E.J.; Mishra, R.S. Spatially dependent properties in a laser additive manufactured Ti–6Al–4V component. Mater. Sci. Eng. A 2016, 654, 39–52. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D.; Hague, R.J.M. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef]
- Delroisse, P.; Jacques, P.J.; Maire, E.; Rigo, O.; Simar, A. Effect of strut orientation on the microstructure heterogeneities in AlSi10Mg lattices processed by selective laser melting. Scr. Mater. 2017, 141, 32–35. [Google Scholar] [CrossRef]
- Tian, R.P.; Aranas, C., Jr. Microstructural evolution and mechanical properties of a newly designed steel fabricated by laser powder bed fusion. Addit. Manuf. 2020. submitted. [Google Scholar]
- Palad, Y.T.; Chadha, K.; Rodrigues, S.; Aranas, C., Jr. Microstructural of a newly designed steel manufactured by laser powder bed fusion. Mater. Lett. (in press).
- Wang, X.; Muñiz-Lerma, J.; Sanchez-Mata, O.; Shandiz, M.A.; Brodusch, N.; Gauvin, R.; Brochu, M. Characterization of single crystalline austenitic stainless steel thin struts processed by laser powder bed fusion. Scr. Mater. 2019, 163, 51–56. [Google Scholar] [CrossRef]
- Chadha, K.; Tian, Y.; Bocher, P.; Spray, J.G.; Aranas, C. Microstructure Evolution, Mechanical Properties and Deformation Behavior of an Additively Manufactured Maraging Steel. Materials 2020, 13, 2380. [Google Scholar] [CrossRef] [PubMed]
- Popovich, A.; Sufiiarov, V.; Polozov, I.; Borisov, E.; Masaylo, D.; Orlov, A. Microstructure and mechanical properties of additive manufactured copper alloy. Mater. Lett. 2016, 179, 38–41. [Google Scholar] [CrossRef]
- Kazemi, H.; Miller, D.; Mohan, A.; Griffith, Z.; Jin, Y.; Kwiatkowski, J.; Tran, L.; Crawford, M. 350mW G-band medium power amplifier fabricated through a new method of 3D-copper additive manufacturing. In Proceedings of the 2015 IEEE MTT-S International Microwave Symposium, Phoenix, AZ, USA, 17–22 May 2015; pp. 1–3. [Google Scholar]
- Nilsén, F.; Ituarte, I.F.; Salmi, M.; Partanen, J.; Hannula, S.P. Effect of process parameters on non-modulated Ni-Mn-Ga alloy manufactured using powder bed fusion. Addit. Manuf. 2019, 28, 262–274. [Google Scholar] [CrossRef]
- Ituarte, I.F.; Salmi, M.; Papula, S.; Huuki, J.; Hemming, B.; Coatanea, E.; Nurmi, S.; Virkkunen, I. Surface modification of additively manufactured 18% nickel maraging steel by ultrasonic vibration-assisted ball burnishing. J. Manuf. Process. 2020, 142, 071008. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S.; Singh, R. Material issues in additive manufacturing: A review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Yan, F.K.; Liu, G.Z.; Tao, N.R.; Lu, K. Strength and ductility of 316L austenitic stainless steel strengthened by nano-scale twin bundles. Acta Mater. 2012, 60, 1059–1071. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Shamsujjoha, M.; Agnew, S.R.; Fitz-Gerald, J.M.; Moore, W.R.; Newman, T.A. High Strength and Ductility of Additively Manufactured 316L Stainless Steel Explained. Metall. Mater. Trans. A 2018, 49, 3011–3027. [Google Scholar] [CrossRef]
- Wang, X.; Muñiz-Lerma, J.A.; Sánchez-Mata, O.; Shandiz, M.A.; Brochu, M. Microstructure and mechanical properties of stainless steel 316L vertical struts manufactured by laser powder bed fusion process. Mater. Sci. Eng. A 2018, 736, 27–40. [Google Scholar] [CrossRef]
- Wang, X.; Muñiz-Lerma, J.A.; Shandiz, M.A.; Sanchez-Mata, O.; Brochu, M. Crystallographic-orientation-dependent tensile behaviours of stainless steel 316L fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2019, 766, 138395. [Google Scholar] [CrossRef]
- Köhnen, P.; Haase, C.; Bültmann, J.; Ziegler, S.; Schleifenbaum, J.H.; Bleck, W. Mechanical properties and deformation behavior of additively manufactured lattice structures of stainless steel. Mater. Des. 2018, 145, 205–217. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Chua, C.K. Simultaneously enhanced strength and ductility for 3D-printed stainless steel 316L by selective laser melting. NPG Asia Mater. 2018, 10, 127–136. [Google Scholar] [CrossRef]
- Karaman, I.; Sehitoglu, H.; Maier, H.J.; Chumlyakov, Y.I. Competing mechanisms and modeling of deformation in austenitic stainless steel single crystals with and without nitrogen. Acta Mater. 2001, 49, 3919–3933. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Blinn, B.; Klein, M.; Gläßner, C.; Smaga, M.; Aurich, J.C.; Beck, T. An Investigation of the Microstructure and Fatigue Behavior of Additively Manufactured AISI 316L Stainless Steel with Regard to the Influence of Heat Treatment. Metals 2018, 8, 220. [Google Scholar] [CrossRef]
- Rottger, A.; Geenen, K.; Windmann, M.; Binner, F.; Theisen, W. Comparison of microstructure and mechanical properties of 316L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater. Sci. Eng. A 2016, 678, 365–376. [Google Scholar] [CrossRef]
- Lavery, N.P.; Cherry, J.; Mehmood, S.; Davies, H.; Girling, B.; Sackett, E.; Brown, S.G.R.; Sienz, J. Effects of hot isostatic pressing on the elastic modulus and tensile properties of 316L parts made by powder bed laser fusion. Mater. Sci. Eng. A 2017, 693, 186–213. [Google Scholar] [CrossRef]
- Montero-Sistiaga, K.L.; Godino-Martinez, M.; Boschmans, K.; Kruth, J.P.; Humbeeck, J.V.; Vanmeensel, K. Microstructure evolution of 316L produced by HP-SLM (high power selective laser melting). Addit. Manuf. 2018, 23, 402–410. [Google Scholar] [CrossRef]
- Geenen, K.; Rottger, A.; Theisen, W. Corrosion behavior of 316L austenitic steel processed by selective laser melting, hot-isostatic pressing and casting. Mater. Corros. 2017, 68, 764–775. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.M. Selective laser melting of TiB2/316L stainless steel composites: The roles of powder preparation and hot isostatic pressing post-treatment. Powder Technol. 2017, 309, 37–48. [Google Scholar] [CrossRef]
- Wang, Z.; Shi, Y.; Li, R.; Wei, Q.; Liu, J. Manufacturing AISI316L components via selective laser melting coupled with hot isostatic pressing. Mater. Sci. Forum 2011, 675–677, 853–856. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Rashid, R.; Masood, S.H.; Ruan, D.; Palanisamy, S.; Rahman Rashid, R.A.; Brandt, M. Effect of scan strategy on density and metallurgical properties of 17-4PH parts printed by Selective Laser Melting (SLM). J. Mater. Process. Technol. 2017, 249, 502–511. [Google Scholar] [CrossRef]
- Paul, C.P.; Ganesh, P.; Mishra, S.; Bhargava, P.; Negi, J.; Nath, A. Investigating laser rapid manufacturing for Inconel-625 components. Opt. Laser Technol. 2007, 39, 800–805. [Google Scholar] [CrossRef]
- Thijs, L.; Sistiaga, M.L.M.; Wauthle, R.; Xie, Q.; Kruth, J.-P.; Van Humbeeck, J. Strong morphological and crystallographic texture and resulting yield strength anisotropy in selective laser melted tantalum. Acta Mater. 2013, 61, 4657–4668. [Google Scholar] [CrossRef]
- He, B.; Hu, B.; Yen, H.; Cheng, G.; Wang, Z.; Luo, H.; Huang, M. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [PubMed]
- Attallah, M.M.; Jennings, R.; Wang, X.; Carter, L.N. Additive manufacturing of Ni-based superalloys: The outstanding issues. MRS Bull. 2016, 41, 758–764. [Google Scholar] [CrossRef]
- Vora, P.; Mumtaz, K.; Todd, I.; Hopkinson, N. AlSi12 in-situ alloy formation and residual stress reduction using anchorless selective laser melting. Addit. Manuf. 2015, 7, 12–19. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef]
- Tan, L.; Allen, T.R.; Busby, J.T. Grain boundary engineering for structure materials of nuclear reactors. J. Nucl. Mater. 2013, 441, 661–666. [Google Scholar] [CrossRef]
- Kaspar, R.; Distl, J.S.; Pawelski, O. Extreme austenite grain refinement due to dynamic recrystallization. Steel Res. 1988, 59, 421–425. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components - process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Jourani, A.; Bouvier, S. Friction and wear mechanisms of 316L stainless steel in dry sliding contact: Effect of abrasive particle size. Tribol. Trans. 2015, 58, 131–139. [Google Scholar] [CrossRef]
- Saeidi, K. Stainless Steels Fabricated by Laser Melting: Scaled-down Structural Hierarchies and Microstructural Heterogeneities. Ph.D. Thesis, Stockholm University, Stockholm, Sweden, 2016. [Google Scholar]
- Segura, I.; Murr, L.; Terrazas, C.; Bermudez, D.; Mireles, J.; Injeti, V.; Li, K.; Yu, B.; Misra, R.; Wicker, R. Grain boundary and microstructure engineering of Inconel 690 cladding on stainless-steel 316L using electron-beam powder bed fusion additive manufacturing. J. Mater. Sci. Technol. 2019, 35, 351–367. [Google Scholar] [CrossRef]













| Sample | Fe | Cr | Ni | Mo | Mn | Si | C | N |
|---|---|---|---|---|---|---|---|---|
| Powder | Bal. | 17.3 | 13.9 | 2.79 | 1.51 | 0.24 | 0.008 | 0.07 |
| Build | Bal. | 16.9 | 13.8 | 2.56 | 1.52 | 0.24 | 0.008 | 0.05 |
| Mechanical Property | AP (BD) | AP (TD) | AHT (BD) | AHT (TD) | HIP + AHT (BD) | HIP + AHT (TD) |
|---|---|---|---|---|---|---|
| Tensile Strength, MPa | 579 ± 10 | 585 ± 20 | 582 ± 5 | 595 ± 10 | 592 ± 5 | 611 ± 5 |
| Yield Strength, MPa | 439 ± 5 | 445 ± 20 | 365 ± 10 | 370 ± 10 | 257 ± 5 | 263 ± 5 |
| Elongation, % | 21 ± 2 | 21 ± 2 | 31 ± 3 | 29 ± 2 | 47 ± 3 | 48 ± 3 |
| Reference | Manufacturing History | Yield Strength, MPa | Tensile Strength, MPa | Elongation, % |
|---|---|---|---|---|
| Lavery [33] | As-printed | 385 | 534 | 22% |
| Lavery [33] | HIP (1125 °C, 137 MPa) | 227 | 542 | 41% |
| Saiedi [50] | As-printed | 456 | 703 | 45% |
| Saiedi [50] | Annealed | 419 | 674 | 51% |
| Saiedi [50] | HIP | 220 | 570 | 54% |
| Röttger [32] | As-printed | 427 ± 8 | 522 ± 5 | 15 ± 2 |
| Röttger [32] | HIP (1150 °C, 150 MPa) | 231 ± 4 | 563 ± 6 | 81 ± 7 |
| This work | As-printed | 445 ± 20 | 585 ± 20 | 21 ± 2 |
| This work | Annealed | 370 ± 10 | 595 ± 10 | 29 ± 2 |
| This work | HIP + annealed | 263 ± 5 | 611 ± 5 | 48 ± 3 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chadha, K.; Tian, Y.; Spray, J.G.; Aranas, C. Effect of Annealing Heat Treatment on the Microstructural Evolution and Mechanical Properties of Hot Isostatic Pressed 316L Stainless Steel Fabricated by Laser Powder Bed Fusion. Metals 2020, 10, 753. https://doi.org/10.3390/met10060753
Chadha K, Tian Y, Spray JG, Aranas C. Effect of Annealing Heat Treatment on the Microstructural Evolution and Mechanical Properties of Hot Isostatic Pressed 316L Stainless Steel Fabricated by Laser Powder Bed Fusion. Metals. 2020; 10(6):753. https://doi.org/10.3390/met10060753
Chicago/Turabian StyleChadha, Kanwal, Yuan Tian, John G. Spray, and Clodualdo Aranas. 2020. "Effect of Annealing Heat Treatment on the Microstructural Evolution and Mechanical Properties of Hot Isostatic Pressed 316L Stainless Steel Fabricated by Laser Powder Bed Fusion" Metals 10, no. 6: 753. https://doi.org/10.3390/met10060753
APA StyleChadha, K., Tian, Y., Spray, J. G., & Aranas, C. (2020). Effect of Annealing Heat Treatment on the Microstructural Evolution and Mechanical Properties of Hot Isostatic Pressed 316L Stainless Steel Fabricated by Laser Powder Bed Fusion. Metals, 10(6), 753. https://doi.org/10.3390/met10060753