Increase in Total Elongation Caused by Pure Shear Deformation in Ultra-Fine-Grained Cu Processed by Equal-Channel Angular Pressing



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
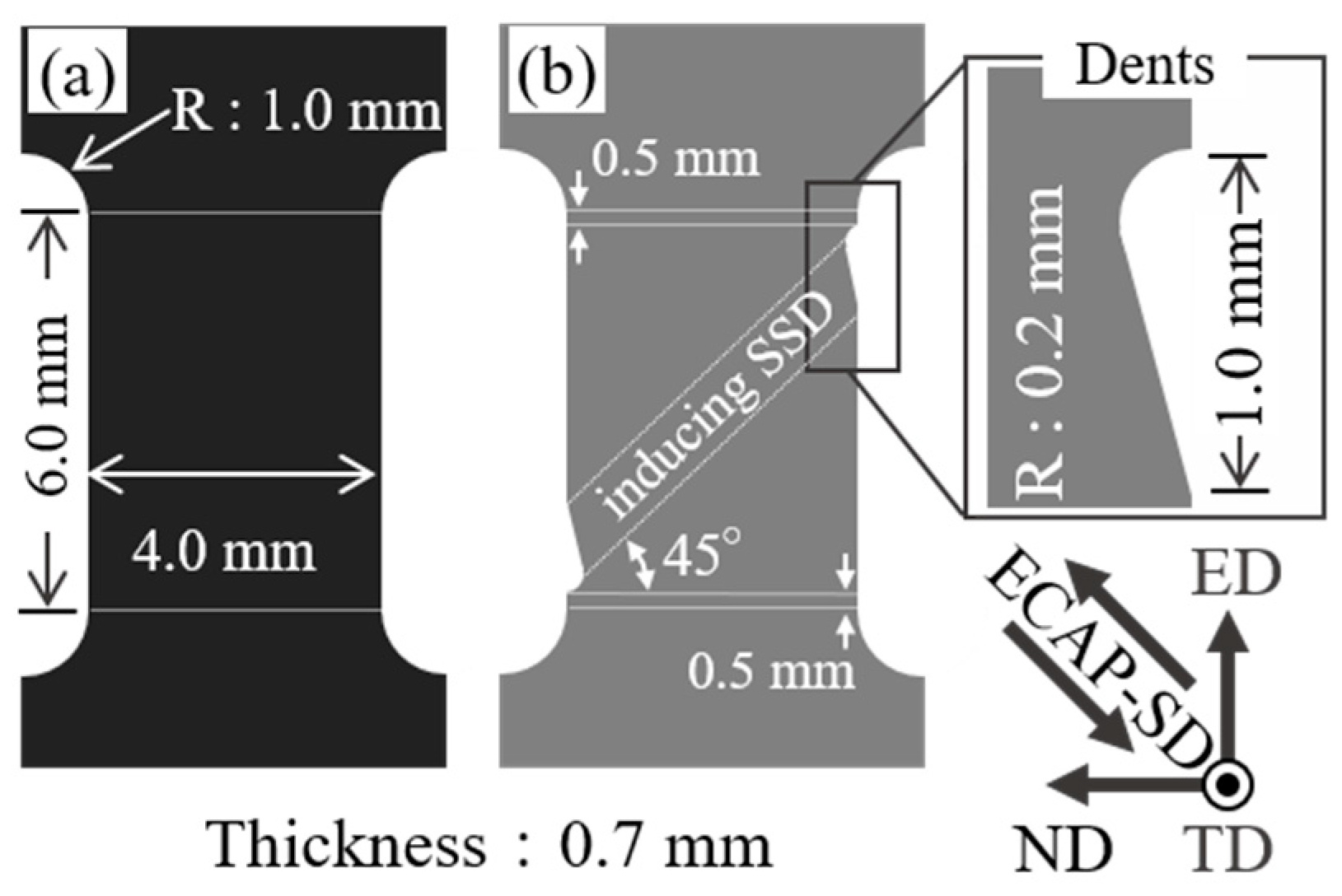
2.1. ECAP Processing and Plate-Like Tensile Specimens
2.2. Adding Dents
2.3. Tensile Tests
3. Results and Discussion
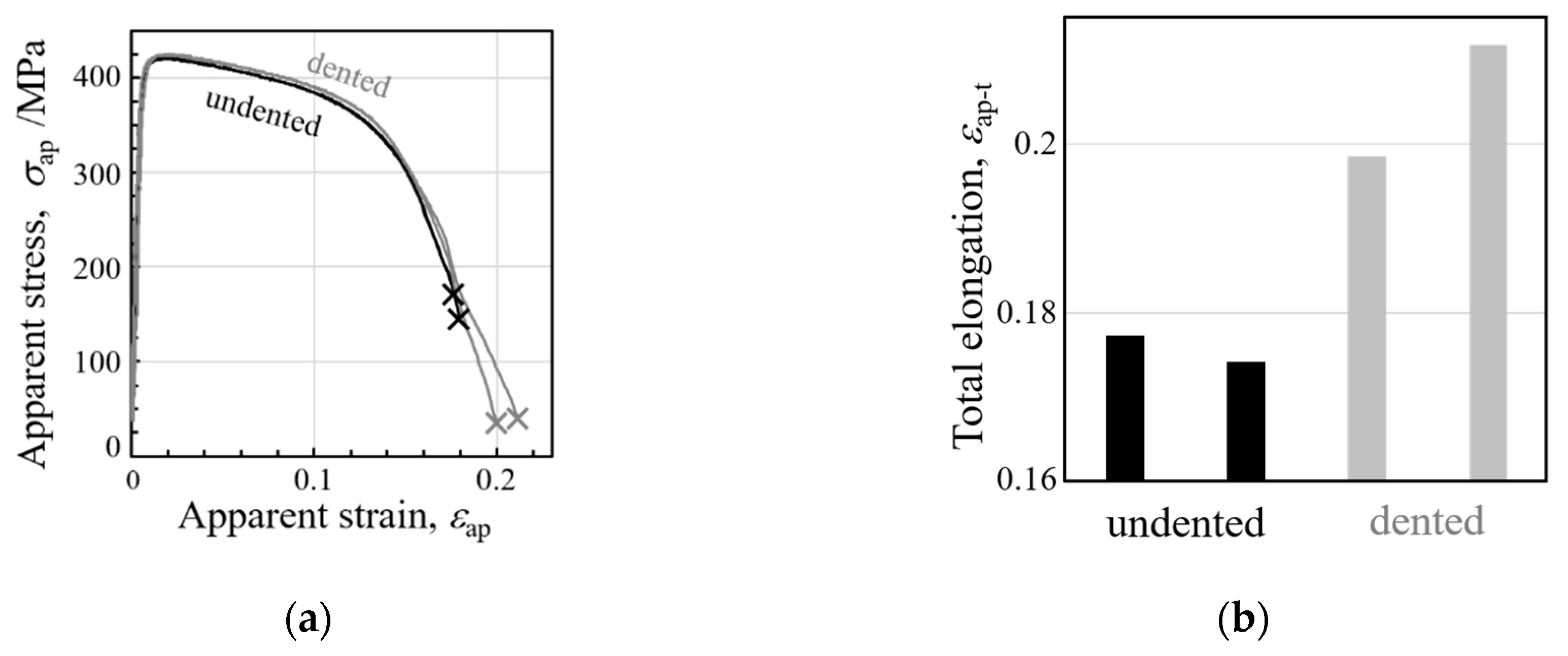
3.1. Mechanical Properties
3.2. Analysis of Shear Strain
3.3. Changes of Thickness
3.4. Comparison of Shear-Strain Range
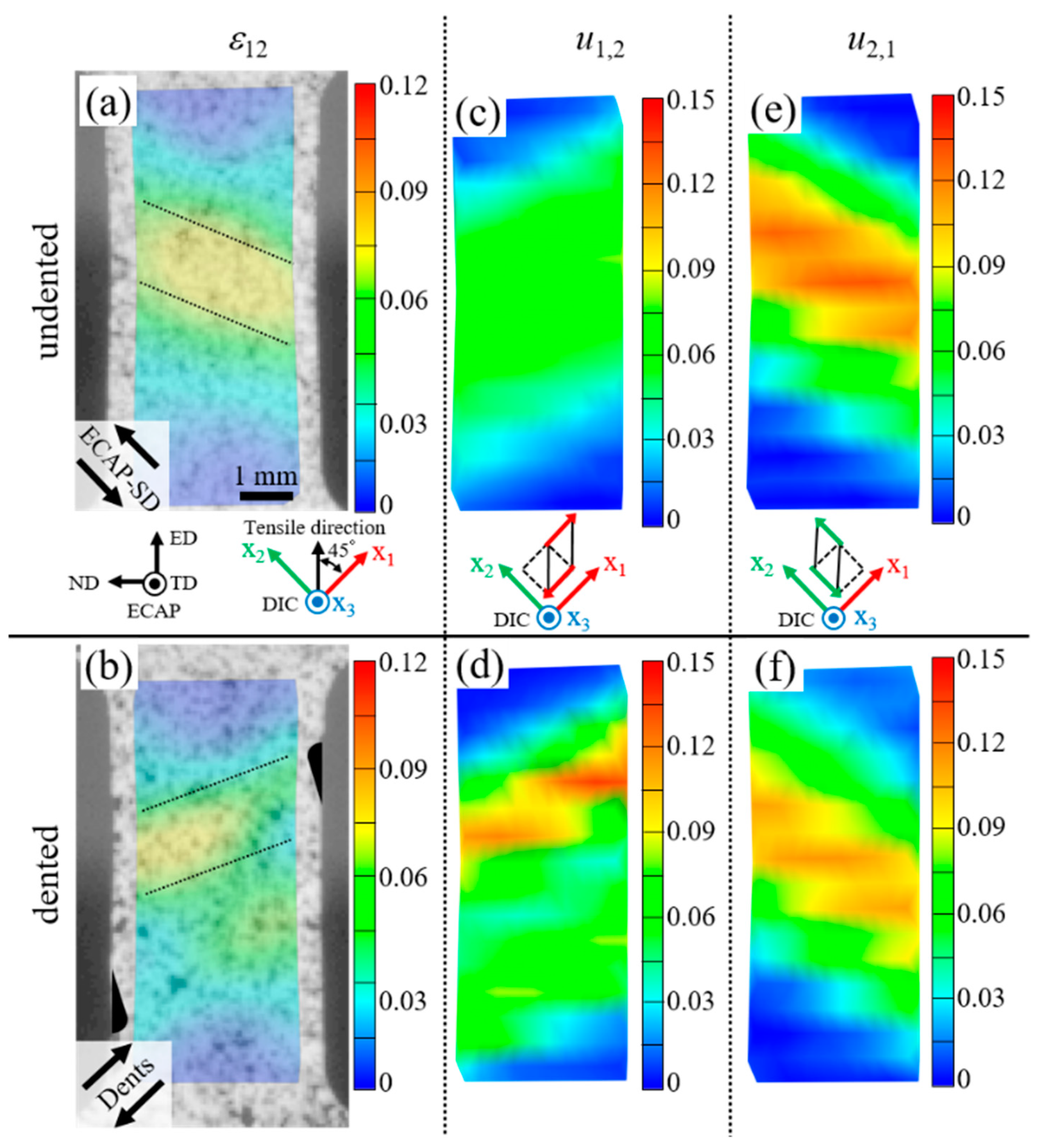
3.5. Local Deformation Behavior
4. Conclusions
- To increase the total elongation, we added dents to both sides of the plate specimens. The dented specimens had ~20% higher total elongation than the undented specimens, and the dents did not decrease the strength. This method provides us with a new concept to increase total elongation of UFG materials.
- During the initial stage of local deformation, simple shear deformation only along ECAP-SD occurred for the undented specimen. In contrast, simple shear deformation in two directions occurred for the dented specimen. The evaluation of the shear strain concentration during the late stage of local deformation by fitting to a Lorentz function shows that the localization of shear strain is reduced in the dented specimen than in the undented specimen. These results indicate that the occurrence of shear deformation in two directions, i.e., pure shear deformation, during the initial stage of local deformation might suppress the shear band localization and increase total elongation.
- By using 3D-DIC to measure the displacement normal to specimen surface, we found a relationship between the decrease in ∆LZ and increase in total elongation. This is due to the suppression of evolution of many micro-shear bands in narrow regions which cause a rapid decrease in plate thickness. The fact that there is no significant difference in the shape of stress–strain curves for either specimen suggests that processing the dents affects only shear deformation behavior during local deformation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Azushima, A.; Kopp, R.; Korhonen, A.; Yang, D.Y.; Micari, F.; Lahoti, P.; Groche, G.D.; Yanagimoto, J.; Tsuji, N.; Rosochowski, A.; et al. Severe plastic deformation (SPD) processes for metals. CIRP Ann. Manuf. Tschnol. 2008, 57, 716–735. [Google Scholar] [CrossRef]
- Koch, C.C. Optimization of strength and ductility in nanocrystalline and ultrafine grained metals. Scr. Mater. 2003, 49, 657–662. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Liao, X. The fundamentals of nanostructured materials processed by severe plastic deformation. Nat. Mater. 2004, 3, 58–63. [Google Scholar] [CrossRef]
- Fang, D.R.; Zhang, Z.F.; Wu, S.D.; Huang, C.X.; Zhang, H.; Zhao, N.Q.; Li, J.J. Effect of equal channel angular pressing on tensile properties and fracture modes of casting Al–Cu alloys. Mater. Sci. Eng. A 2006, 426, 305–313. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Sergueeva, A.V.; Mukherjee, A.K. The effect of annealing on tensile deformation behavior of nanostructured SPD titanium. Scr. Mater. 2003, 49, 669–674. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Bingert, J.F.; Topping, T.D.; Sun, P.L.; Liao, X.Z.; Zhu, Y.T.; Lavernia, E.J. Mechanical behavior, deformation mechanism and microstructure evolutions of ultrafine-grained Al during recovery via annealing. Mater. Sci. Eng. A 2020, 772, 138706. [Google Scholar] [CrossRef]
- Yang, K.; Ivanisenko, Y.; Caron, A.; Chuvilin, A.; Kurmanaeva, L.; Scherer, T.; Valiev, R.Z.; Fecht, H.-J. Mechanical behaviour and in situ observation of shear bands in ultrafine grained Pd and Pd–Ag alloys. Acta Mater. 2010, 58, 967–978. [Google Scholar] [CrossRef]
- Fang, D.R.; Duan, Q.Q.; Zhao, N.Q.; Li, J.J.; Wu, S.D.; Zhang, Z.F. Tensile properties and fracture mechanism of Al–Mg. Mater. Sci. Eng. A 2007, 459, 137–144. [Google Scholar] [CrossRef]
- Segal, V.M. Deformation mode and plastic flow in ultra fine grained metals. Mater. Sci. Eng. A 2005, 406, 205–216. [Google Scholar] [CrossRef]
- Segal, V.M. Materials processing by simple shear. Mater. Sci. Eng. A 1995, 197, 157–164. [Google Scholar] [CrossRef]
- Orlov, D.; Vinogradov, A. The control of texture to improve high-cyclic fatigue performance in copper after equal channel angular pressing. Mater. Sci. Eng. A 2011, 530, 174–182. [Google Scholar] [CrossRef]
- Segal, V.M. Severe plastic deformation simple shear versus pure shear. Mater. Sci. Eng. A 2002, 338, 331–344. [Google Scholar] [CrossRef]
- Furui, M.; Xu, C.; Aida, T.; Inoue, M.; Anada, H.; Langdon, T.G. Superplasticity in a Mg-8 mass%Li Two-Phase Alloy Processed by an ECAP Method. J. Jpn. Inst. Met. 2006, 70, 729–734. [Google Scholar] [CrossRef]
- Qu, S.; An, X.H.; Yang, H.J.; Huang, C.; Yang, X.G.; Zang, Q.S.; Wang, Z.G.; Wu, S.D.; Zhang, Z.F. Microstructural evolution and mechanical properties of Cu–Al alloys subjected to equal channel angular pressing. Acta Mater. 2009, 57, 1586–1601. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Zhao, L.J.; Park, N.; Liu, R.; Zhang, P.; Zhang, Z.J.; Shibata, A.; Zhang, Z.F.; Tsuji, N. Revealing the deformation mechanisms of Cu-Al alloys with high strength and good ductility. Acta Mater. 2016, 110, 61–72. [Google Scholar] [CrossRef]
- Koizumi, T.; Kuroda, M. Grain size effects in aluminum processed by severe plastic deformation. Mater. Sci. Eng. A 2018, 710, 300–308. [Google Scholar] [CrossRef]
- Tański, T.; Snopiński, P.; Pakieła, W.; Borek, W.; Prusik, K.; Rusz, S. Structure and properties of AlMg alloy after combination of ECAP and post-ECAP ageing. Arch. Civ. Mech. Eng. 2016, 16, 325–334. [Google Scholar] [CrossRef]
- Matsutani, R.; Miyajima, Y.; Onaka, S. Refinement and coarsening of grains caused by tensile-shear tests in ultra-fine grained cu processed by severe plastic deformation. Mater. Trans. 2019, 60, 751–757. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Horita, Z.; Nemoto, M.T.; Langdon, G. Two-dimensional digital image correlation for in-plane displacement and strain measurement. Acta Mater. 1998, 46, 3317–3331. [Google Scholar] [CrossRef]
- Pan, B.; Qian, K.; Xie, H.; Asundi, A. Two-dimensional digital image correlation for in-plane displacement and strain measurement. Meas. Sci. Technol. 2009, 20, 062011. [Google Scholar] [CrossRef]
- Yu, X.; Li, L.; Qin, D.; Liu, S.; Li, Y. Improvement on dynamic fracture properties of magnesium alloy AZ31B through equal channel angular pressing. Eng. Fract. Mech. 2017, 181, 87–100. [Google Scholar] [CrossRef]
- Sutton, M.A.; Yan, J.H.; Tiwari, V.; Schreier, H.W.; Orteu, J.J. The effect of out-of-plane motion on 2D and 3D digital. Opt. Laser Eng. 2008, 46, 746–757. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Eckert, J. Unified tensile fracture criterion. Phys. Rev. Lett. 2005, 94, 094301. [Google Scholar] [CrossRef] [PubMed]
- Sabirov, I.; Estrin, Y.; Barnett, M.R.; Timokhina, I.; Hodgson, P.D. Tensile deformation of an ultrafine-grained aluminium alloy: Micro shear banding and grain boundary sliding. Acta Mater. 2008, 56, 2223–2230. [Google Scholar] [CrossRef]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matsutani, R.; Nakada, N.; Onaka, S. Increase in Total Elongation Caused by Pure Shear Deformation in Ultra-Fine-Grained Cu Processed by Equal-Channel Angular Pressing. Metals 2020, 10, 654. https://doi.org/10.3390/met10050654
Matsutani R, Nakada N, Onaka S. Increase in Total Elongation Caused by Pure Shear Deformation in Ultra-Fine-Grained Cu Processed by Equal-Channel Angular Pressing. Metals. 2020; 10(5):654. https://doi.org/10.3390/met10050654
Chicago/Turabian StyleMatsutani, Ryosuke, Nobuo Nakada, and Susumu Onaka. 2020. "Increase in Total Elongation Caused by Pure Shear Deformation in Ultra-Fine-Grained Cu Processed by Equal-Channel Angular Pressing" Metals 10, no. 5: 654. https://doi.org/10.3390/met10050654
APA StyleMatsutani, R., Nakada, N., & Onaka, S. (2020). Increase in Total Elongation Caused by Pure Shear Deformation in Ultra-Fine-Grained Cu Processed by Equal-Channel Angular Pressing. Metals, 10(5), 654. https://doi.org/10.3390/met10050654