1. Introduction
Ever since the mutual and corresponding relationships among the structural compositions and properties of industrial materials were discovered, industrial materials have been widely discussed by scientists and practitioners, which has led to the development of a series of theories and applications in materials science [
1,
2]. Engineers can apply their knowledge of materials science to production and processing processes and create materials with certain properties by adjusting various process parameters. Aluminum is currently the most widely used non-ferrous metal in the industry and has a number of excellent properties, such as good thermal and electrical conductivity as well as infinite recyclability. However, pure aluminum is a very soft metal and has poor mechanical strength. Increasing its strength requires certain elements to be added, such as copper, magnesium, silicon, and zinc, to form harder aluminum alloys. Aluminum alloys therefore have low specific weight, good mechanical properties, high strength, and good resistance to corrosion. As a result, they are widely used in many products, such as doors and windows, vehicles, aerospace equipment, water vessels, and electronics.
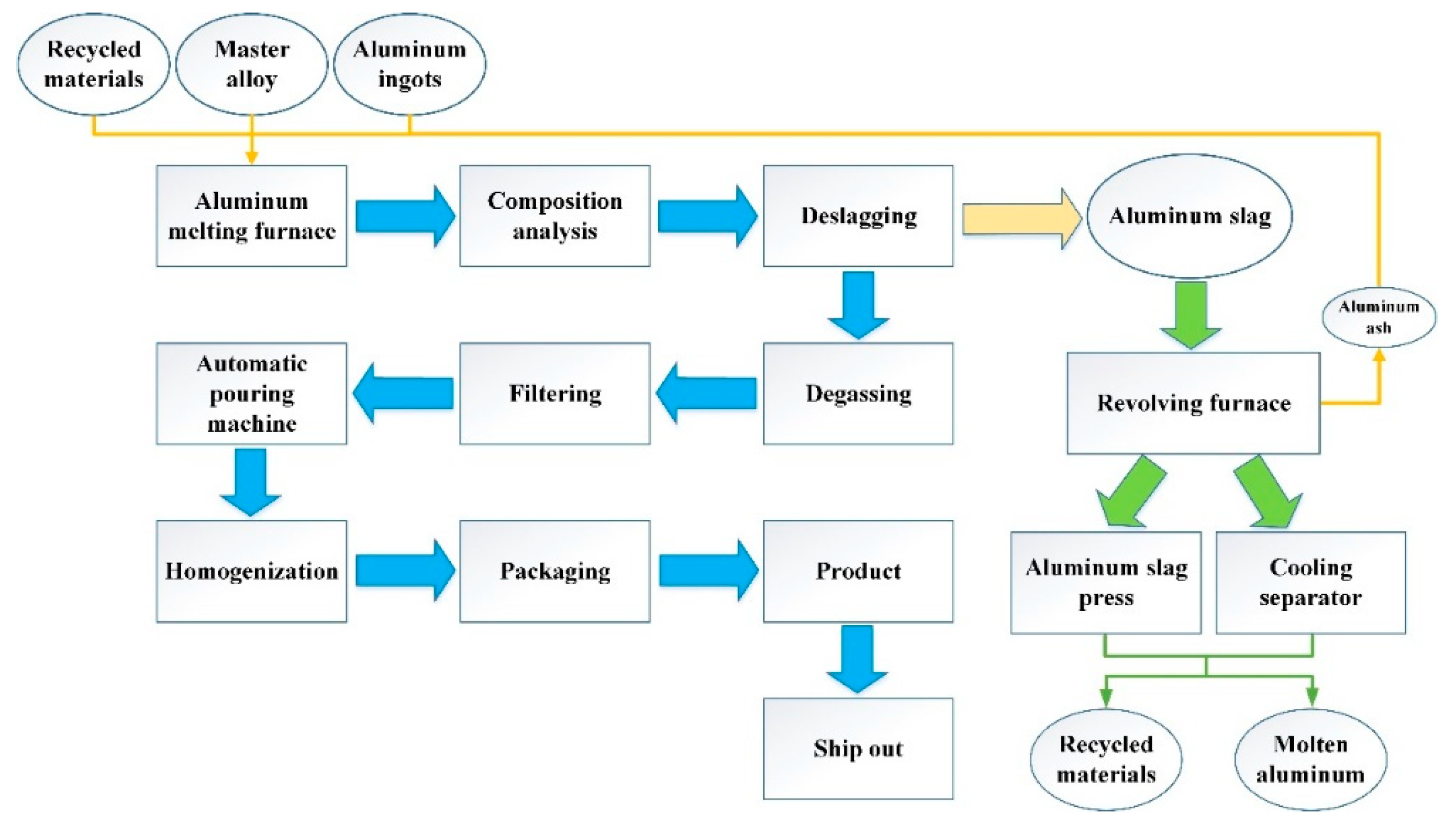
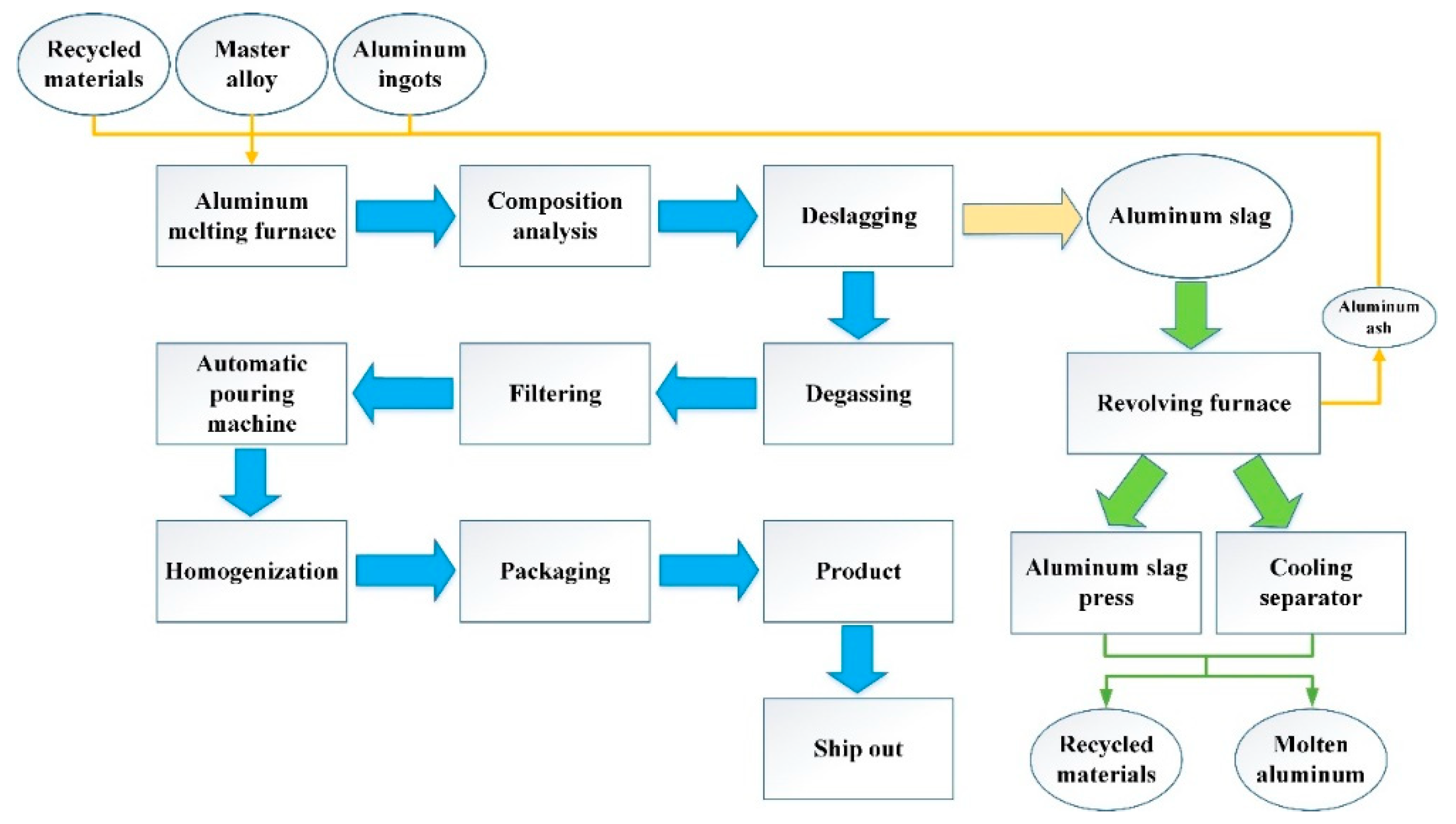
Aluminum alloys are made by smelting aluminum ingots and adding various alloys or chemical elements (such as magnesium, silicon, and zinc), the proportions of which depend on the specification requirements. The aluminum ingot casting process includes composition analysis, deslagging, degassing, filtering, refining, casting, and multiple sample tests. The final product can then be packaged and delivered to the customer.
Figure 1 displays the manufacturing process of aluminum alloys.
Similar to steel, aluminum alloys are given numbers and divided into several series. For example, the 6000 series of aluminum alloys have good corrosion resistance, strength, and weldability, while the 7000 series have the highest strengths of all aluminum alloys but are difficult to weld and have poor resistance to corrosion. Among these aluminum alloy products, aluminum alloy 6063 is a typical alloy used for extrusion and is currently widely used for the frames of doors, windows, and curtain walls in buildings.
Table 1 presents the chemical composition of 6063 aluminum alloy that is generally used in international standards, as well as the content ranges of each chemical element. Aluminum alloy manufacturers can adjust the amounts of the chemical elements to meet customer needs and control the properties and functions of the aluminum alloys.
Aluminum alloy processing and manufacturing factories generally use various processing methods to recast or smelt aluminum alloys and then change them into products of other forms. To ensure the high safety, assembly performance, and corrosion resistance of the products of aluminum alloy processing, aluminum alloy manufacturers must focus on using a set of effective approaches to increase the quality of aluminum alloys and reduce the defect rates of the production processes. As mentioned previously, aluminum alloys contain multiple chemical components. If the element contents do not meet the specification standards, the quality of the resulting aluminum alloy will be affected. Therefore, it is essential for manufactures to monitor the amounts of elements added to the aluminum alloys in order to gain a reputation and increase their market share.
Process capability indices (PCIs) are a simple and convenient way of quantifying product quality. They can be used to determine whether the processing conditions of a product meet the required specification levels and they also offer several advantages. For example, PCIs can confirm how production processes are performing with regard to product design requirements [
3], lower the costs incurred by poor products or services [
4], gauge the current process quality conditions [
5], and improve product quality [
6]. Past studies have developed many new PCIs, or used PCIs, to measure the process capabilities or quality levels of materials/products. For example, Ouyang et al. [
7] presented a hybrid method based on PCI
Cpm, entropy method, and technique for order of preference by similarity to ideal solution (TOPSIS) to analyze the product quality in a quick release for bicycles. Chen et al. [
8] developed a new process improvement capability index
CPIM based on the cost of improving index
Cpm for the evaluation and selection of suppliers. Jeang [
9] proposed a new PCI
Cpmc for the offline quality management in a wheel mounting assembly. Liao et al. [
10] introduced a new PCI to test the process performance for a process following the Gamma process distribution for the electronics industry. Yen et al. [
11] used two unilateral PCIs,
Cpu and
Cpl, to construct a variable repetitive group sampling plan for the thin-film transistor-liquid crystal display (TFT-LCD) industry. Dalalah and Hani [
12] applied the means of a signal-to-noise ratio (SNR) model to deal with gauge measurement errors in estimating the actual PCI
ACp and the observed PCI
OCp in an engine shaft diameter. Nikzad et al. [
13] applied three classical PCIs,
Cp,
Cpk, and
Spk, to assess the capability of a process in an automobile brake system. Wu et al. [
14] utilized the index
Cpk to develop two types of variables quick switching sampling systems for the quality measurement and assurance in an integrated circuit (IC) packaging company. Tiwari and Singh [
15] presented a new PCI for two correlated quality characteristics jointly following the bivariate exponential distribution for the computer industry. Finally, Otsuka and Nagata [
16] introduced a quality design method using four PCIs-
Cp,
Cpk,
Cc, and
Cpm-to measure the product performance in a virtual assembly case.
After a product has undergone research, development, design, process planning, and manufacturing, it generally has several crucial quality characteristics. Aluminum alloy 6063 has 10 quality characteristics (see
Table 1), and only when the quality performance of all of these quality characteristics meets the levels required by the customer will the product be regarded as a qualified product [
17]. In practice, quality managers have to analyze the quality performance of multiple quality characteristics through multiple PCIs, which could result in an expenditure of time and resources, and even lead to misjudgment. To solve this problem, researchers have proposed using multi-characteristic quality analysis models (MCQAMs) to assess and determine whether the quality performance of quality characteristics meets the levels required by customers [
18,
19,
20,
21,
22]. An MCQAM combines multiple PCIs and visualizes quality management activities so that quality managers can have a clear picture of how the entire process of assessing product quality is conducted and gain reference for improving quality in the future. This study thus aimed to develop an MCQAM suitable for the aluminum alloy industry so that quality managers can swiftly and effectively gauge the quality performance of aluminum alloys and identify quality characteristics that do not meet the requirements. We first employed the Six Sigma quality indices (SSQIs) proposed by [
19] and reconstructed a combined SSQI,
Qpc. Next, we used the proposed
Qpc to create a new MCQAM to gauge and analyze the quality performance of 6063 aluminum alloy products.
The manufacture and processing of aluminum alloy is a series of complicated procedures since it needs to meet certain specifications, such as mold design, process flow, low expenditure of resources, and an eco-environment. The choice of manufacture and processing is decided by the standards of the processing technology, such as the production cost, the quantity, and the primary quality of the components. Through the approach proposed in this paper, manufacturers of aluminum alloy could focus on quality inspection and the improvement of products instead of the subtle differences in the analysis of chemical elements. Only when the quality is unstable-such as out of the specification that the manufacturers or customers require, or the defect rate of the end product is too high-would manufacturers need to discuss the weathering adjusting of the components and the proportion of the added chemical elements with their design department. Accordingly, unnecessary rework, inspection, and analysis will reduce efficiently.
The remainder of this paper is structured as follows.
Section 2 presents the PCI
Qpc, which is suitable for the aluminum alloy industry, and explains how the index corresponds to quality defect rates. Moreover, an MCQAM is developed to determine whether the quality performance of an aluminum alloy product meets the required level.
Section 3 uses a manufacturer in Taiwan that specializes in producing 6063 aluminum alloys to verify the effectiveness of the proposed approach.
Section 4 contains the conclusions.
3. Results
Company H is a manufacturer that mainly produces aluminum alloy products. Aluminum alloy rods are one of the crucial products that this manufacturer makes (
Figure 3). These rods are made of various aluminum alloys containing different chemical elements. Company H uses the chemical composition in international standards for their 6063 aluminum alloy (
Table 1) and adjusts the amounts of each chemical element based on their customers’ needs and product features.
Table 4 shows one of the adjusted 6063 aluminum alloy proportions used based on the requirements of downstream customers, including eight STB quality characteristics and two NTB quality characteristics.
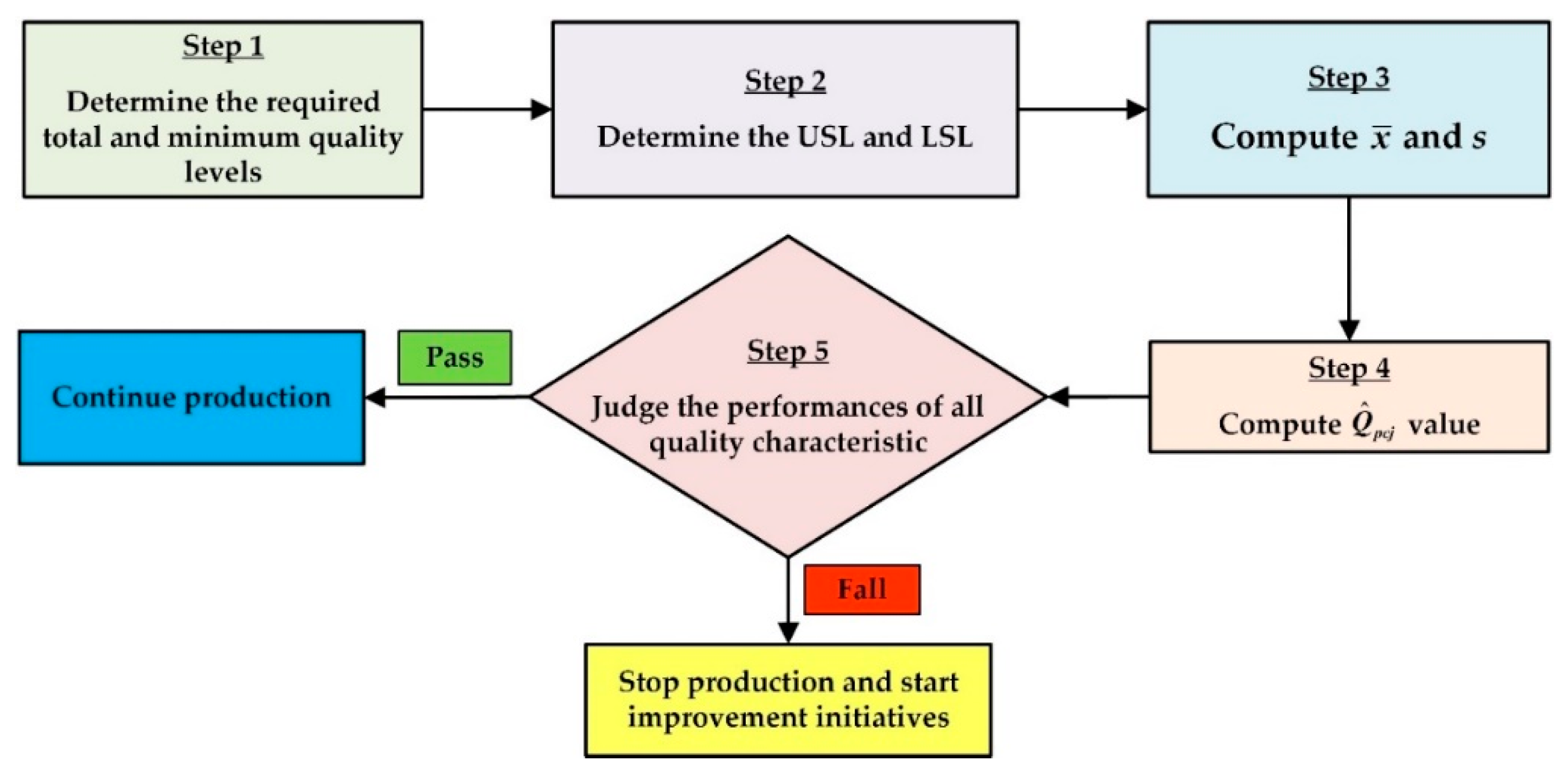
The continuous progress in industrial manufacturing technologies and the needs of consumers for diverse products in small batches have led to increasingly intense competition in the aluminum alloy industry in recent years. To gain the trust of customers in their products and to create brand value, Company H was in urgent need of an effective way to increase the quality and efficiency of aluminum alloy production, and thereby achieve the goals of low waste, prompt delivery, safety, and reliability. We therefore used the MCQAM developed in
Section 3 to analyze the quality performance of the 10 quality characteristics of the 6063 aluminum alloy rods produced by Company H, as follows:
Step 1: Company H confirmed that the overall quality level required was 5
σ (i.e.,
h = 5) by downstream customers; therefore, based on
Table 2,
.
Step 2: See
Table 4 for the USL and LSL for each quality characteristic of the adjusted 6063 aluminum alloy rods produced by Company H.
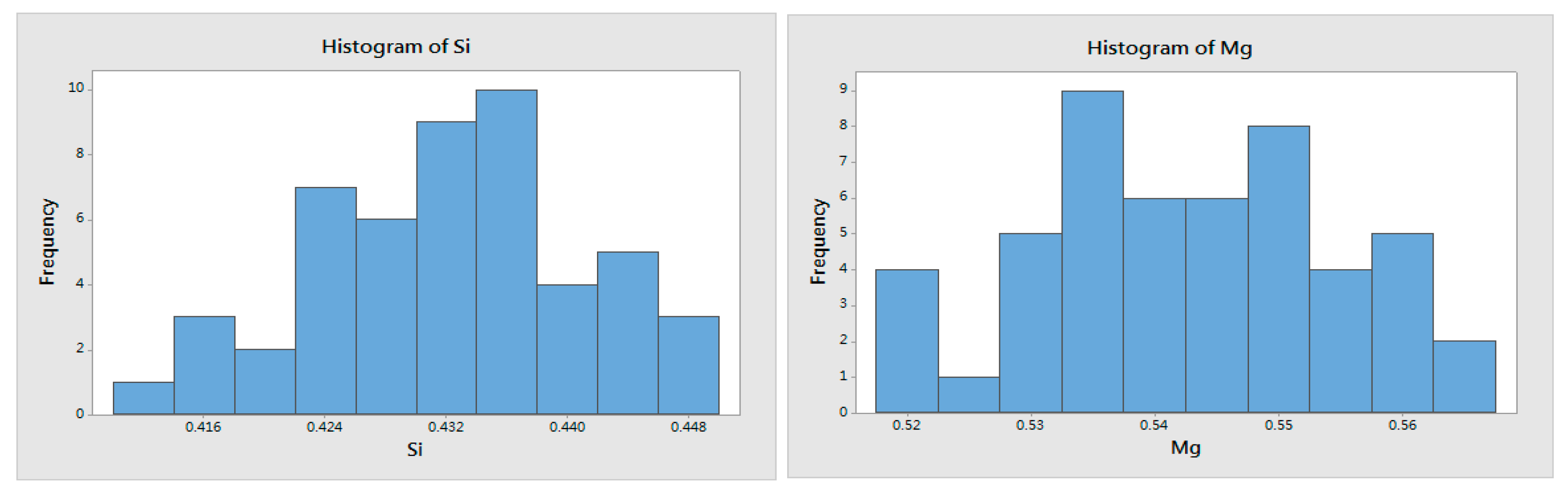
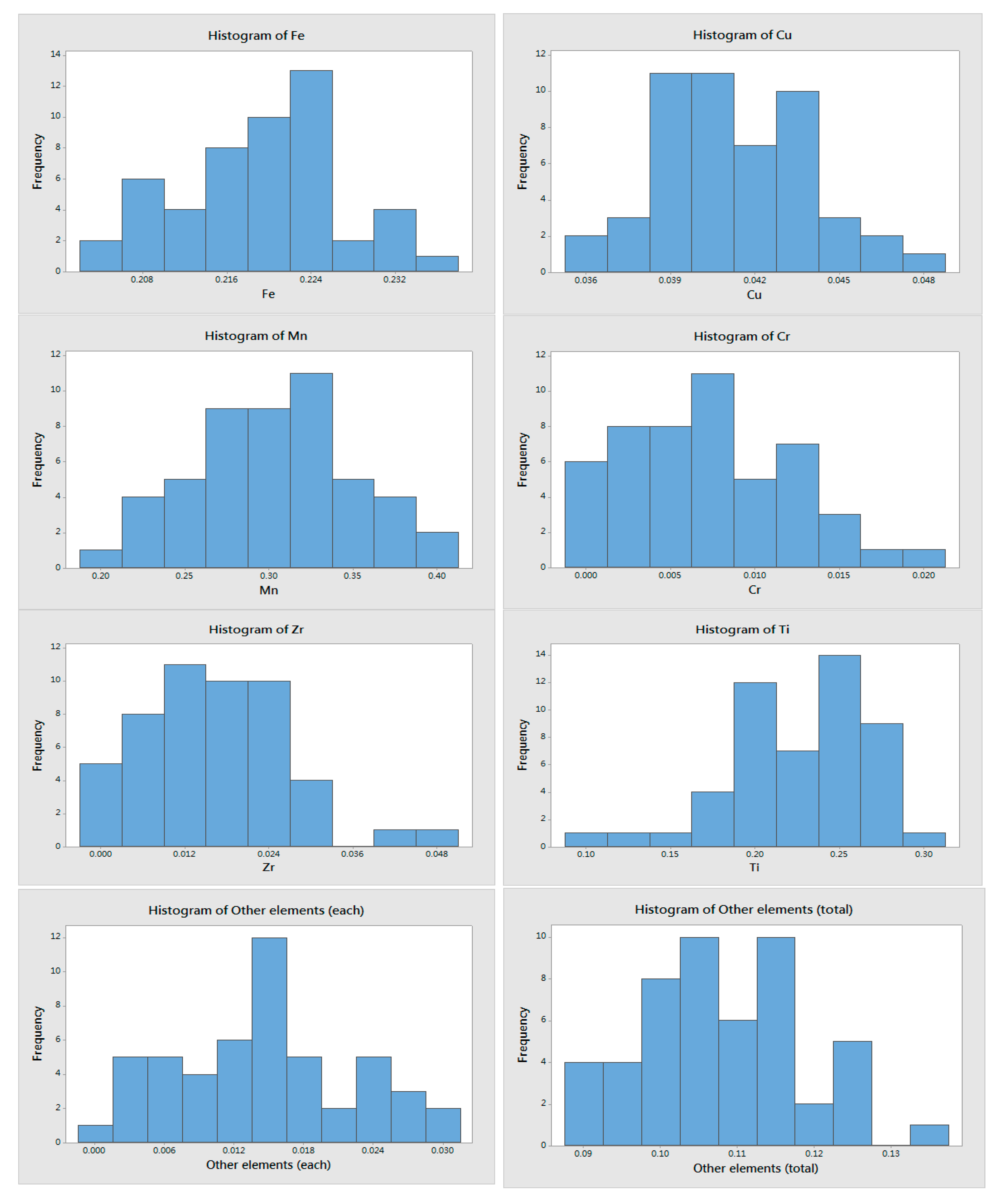
Step 3:
Figure 4 shows the histograms with the random sample of size 50, and
Table 4 lists the
and
s for each quality characteristic of the adjusted 6063 aluminum alloy rods produced by Company H.
Step 4: See
Table 5 for the
for each quality characteristic of the adjusted 6063 aluminum alloy rods produced by Company H.
Step 5: Based on
Table 5, three of the quality characteristics of the adjusted 6063 aluminum alloy rods produced by Company H did not meet the required quality level, including one NTB quality characteristic (
) and two STB quality characteristics (
and
). Since copper influences the corrosion resistance of the aluminum alloy product, zirconium affects the stiffness, and magnesium impacts the strength and corrosion resistance, Company H must cease the production for these three quality characteristics and determine how production quality can be improved. It is revealed in
Table 4 that the defective quality characteristics “Mg” and “Cu” may be caused by process mean
, and quality characteristic “Zr” may be caused by process standard deviation
s. Practically, problems of process mean
are usually related to the lack of training for production staff. On the other hand, problems of process standard deviation
s are related to the production equipment or measuring instruments. Therefore, Company H has engaged in increasing the frequency of the production staff’s training in professional knowledge and expertise, as well as in purchasing new measurement instruments.
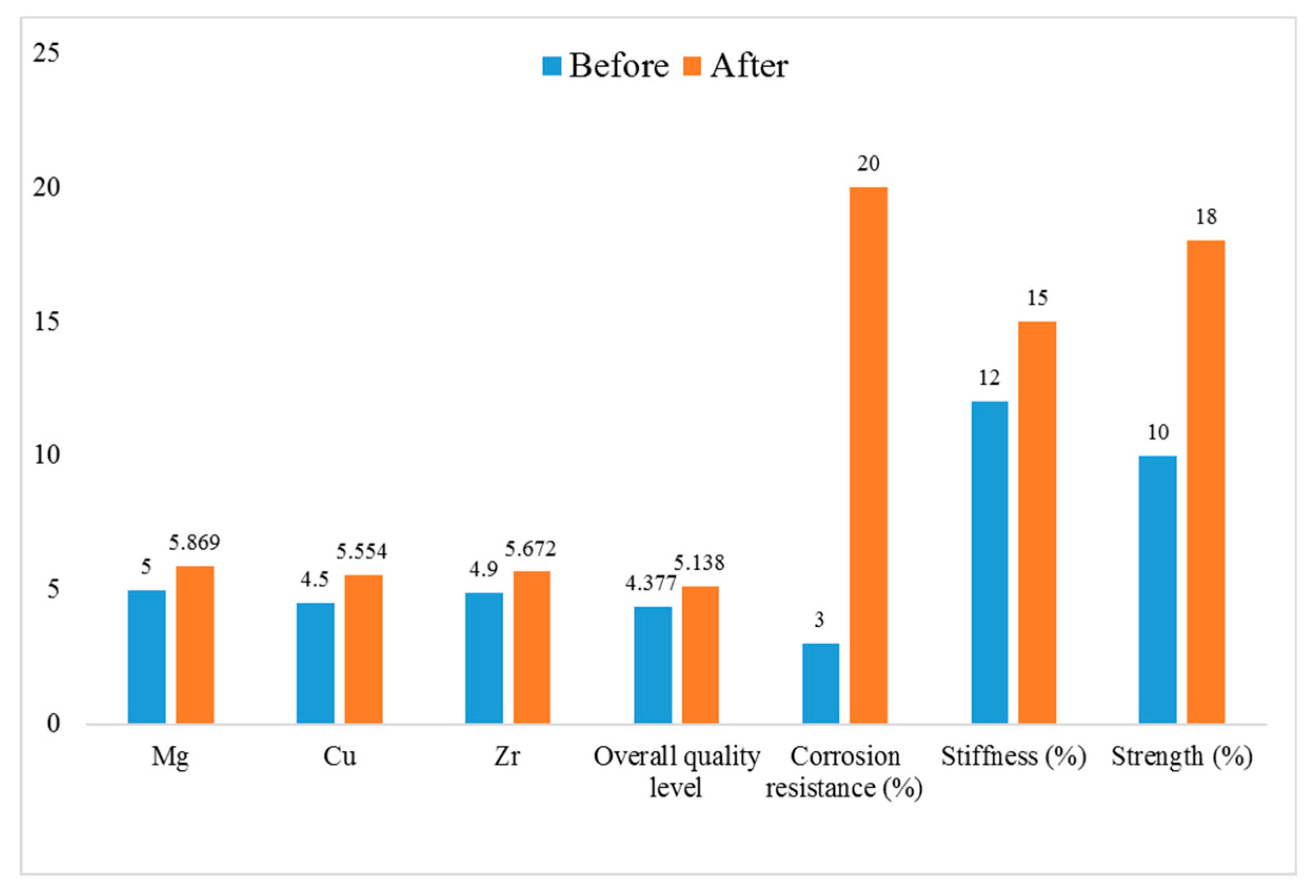
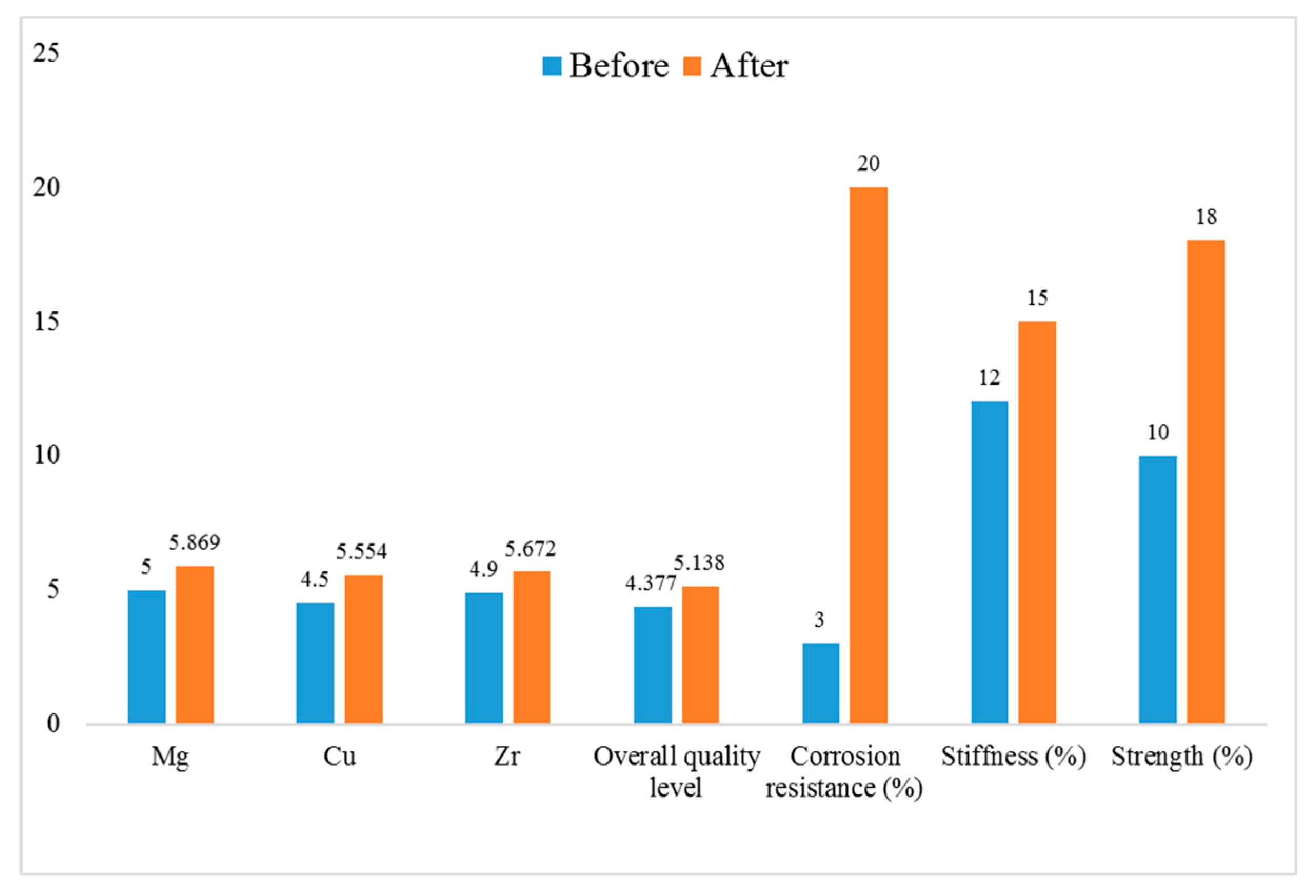
Step 6:
Figure 5 shows the performance of the 6063 aluminum alloy before and after improvement. As shown in
Figure 5, three unqualified characteristics (Mg, Cu, and Zr) are improved up to 5.452
σ, and the overall quality level is increased from 4.377 to 5.138
σ. Besides, improvements of quality also elevate the efficiency (stiffness, strength, corrosion resistance) of the 6063 aluminum alloy produced by Company H, especially in terms of corrosion resistance, which improved up to 17%. Accordingly, the proposed approach is not only applicable in evaluating and improving the quality and efficiency of aluminum alloys, but also attaining the goal of continuous improvements.
4. Conclusions
Aluminum alloys have many excellent properties, such as light mass, high rigidity, high strength, good heat dissipation, electromagnetic shielding, and infinite recyclability. They are superior to industrial plastic in many ways, and as a result are widely applied in various industries, including construction, household appliances, and mechanical hardware. Chemical elements such as magnesium, copper, and manganese must be added during the production of aluminum alloys, and suitable processing is needed to give aluminum alloys resistance to wear or corrosion. If the amounts of added chemical elements do not meet the specification requirements, it will affect the performance and functions of the product. In severe cases, it may even cause safety incidents and quality issues during the production process or the subsequent product manufacturing processes.
To increase the quality of aluminum alloys, this study proposed Qpc, an SSQI for STB and NTB quality characteristics, and developed an MCQAM with five steps. The application of the proposed approach to Company H, a manufacturer specializing in producing aluminum alloys, revealed that three of the 10 quality characteristics of the 6063 aluminum alloy rods that they produce (copper, magnesium, and zirconium) did not meet the required quality levels. However, through the improvement, the quality of the 60603 aluminum alloy rods produced by Company H achieved 5.138σ, which meets customers’ requirements, and avoids postponed delivery. Moreover, the improvements of the quality enhance the performance (stiffness, strength, corrosion resistance) of the products, and elevate their commercial value and competitiveness. In order to attain the goal of continuous improvement, Company H can create a knowledge base of methods or suggestions for an effective process improvement to serve as a valuable reference in the future.
The proposed approach can effectively determine whether the quality performance of aluminum alloys meets the required quality levels. However, this paper did not explore the interactions among the chemical elements and the effects brought by the composition and proportion. For example, Mg increases the strength via both the solution strengthening and the precipitations of the Mg-Si intermetallic phase. Therefore, the effect brought by different proportions of specific elements on the production quality could be analyzed in future work. Future studies can also extend this approach to other aluminum alloy products or manufacturing industries to increase its applicability. Furthermore, it can be used to examine the asymmetric processes and quality measurement issues of inspection equipment.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}