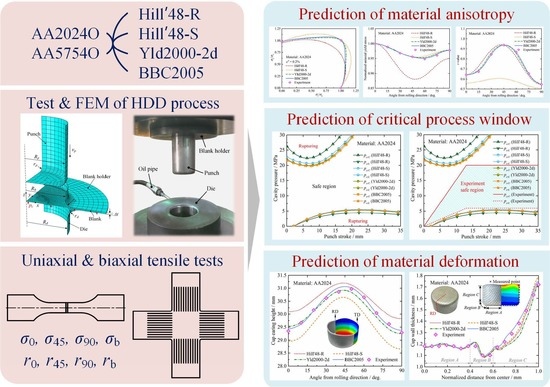
Effect of Anisotropic Yield Functions on Prediction of Critical Process Window and Deformation Behavior for Hydrodynamic Deep Drawing of Aluminum Alloys


Abstract
1. Introduction
2. Anisotropic Yield Functions
2.1. Hill’48 Yield Function
2.2. Yld2000-2d Yield Function
2.3. BBC2005 Yield Function
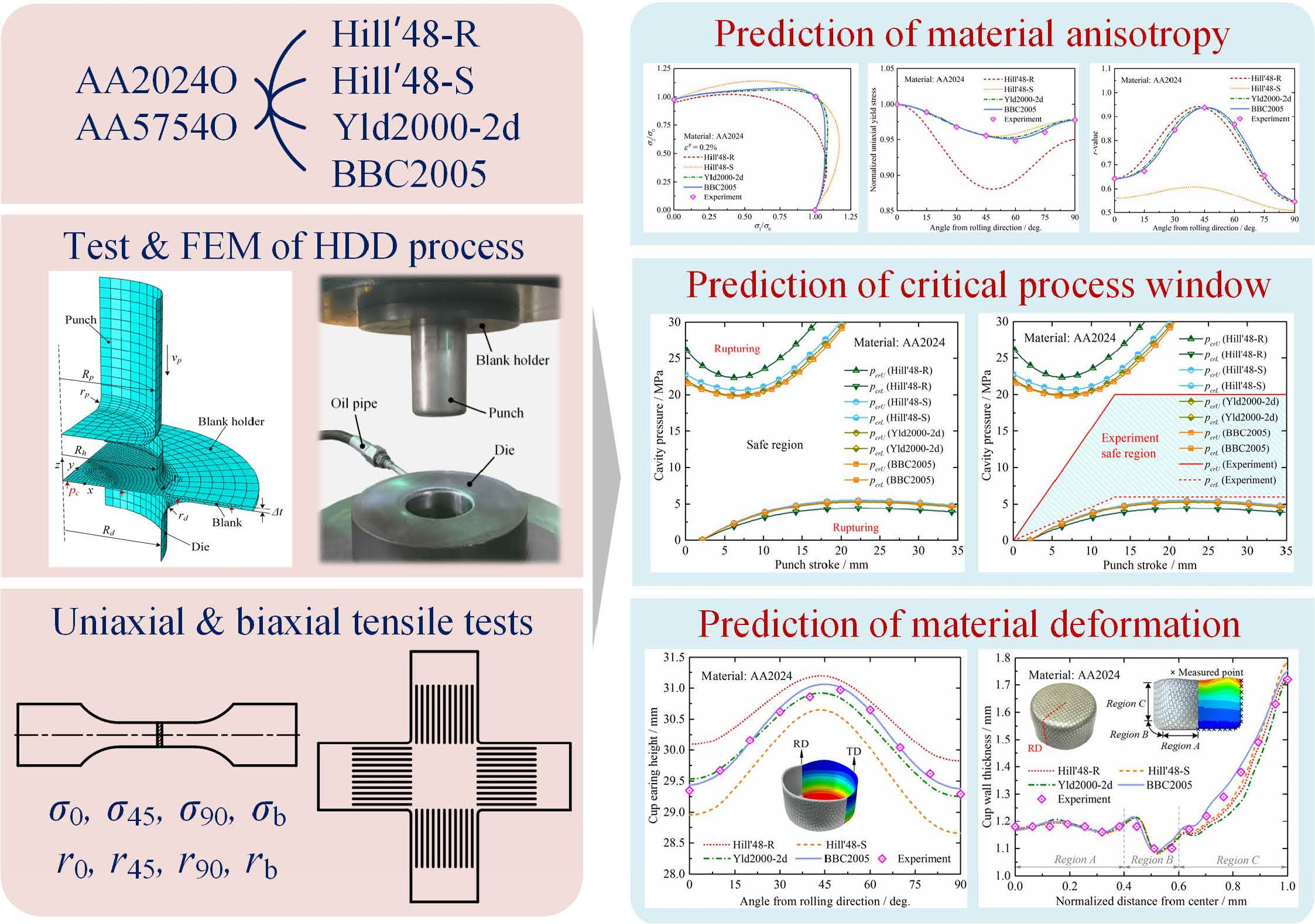
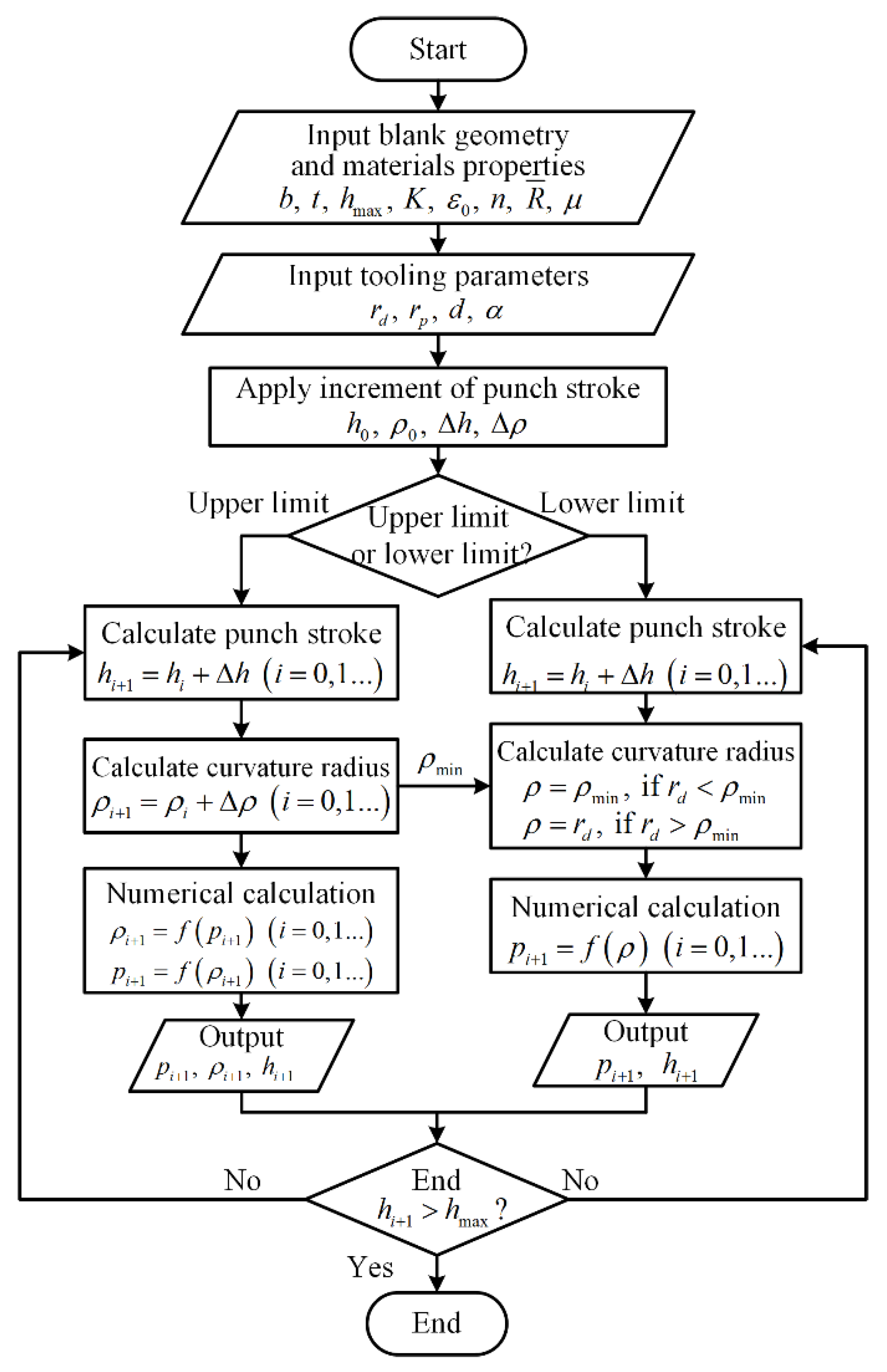
3. The Critical Process Window of HDD Process
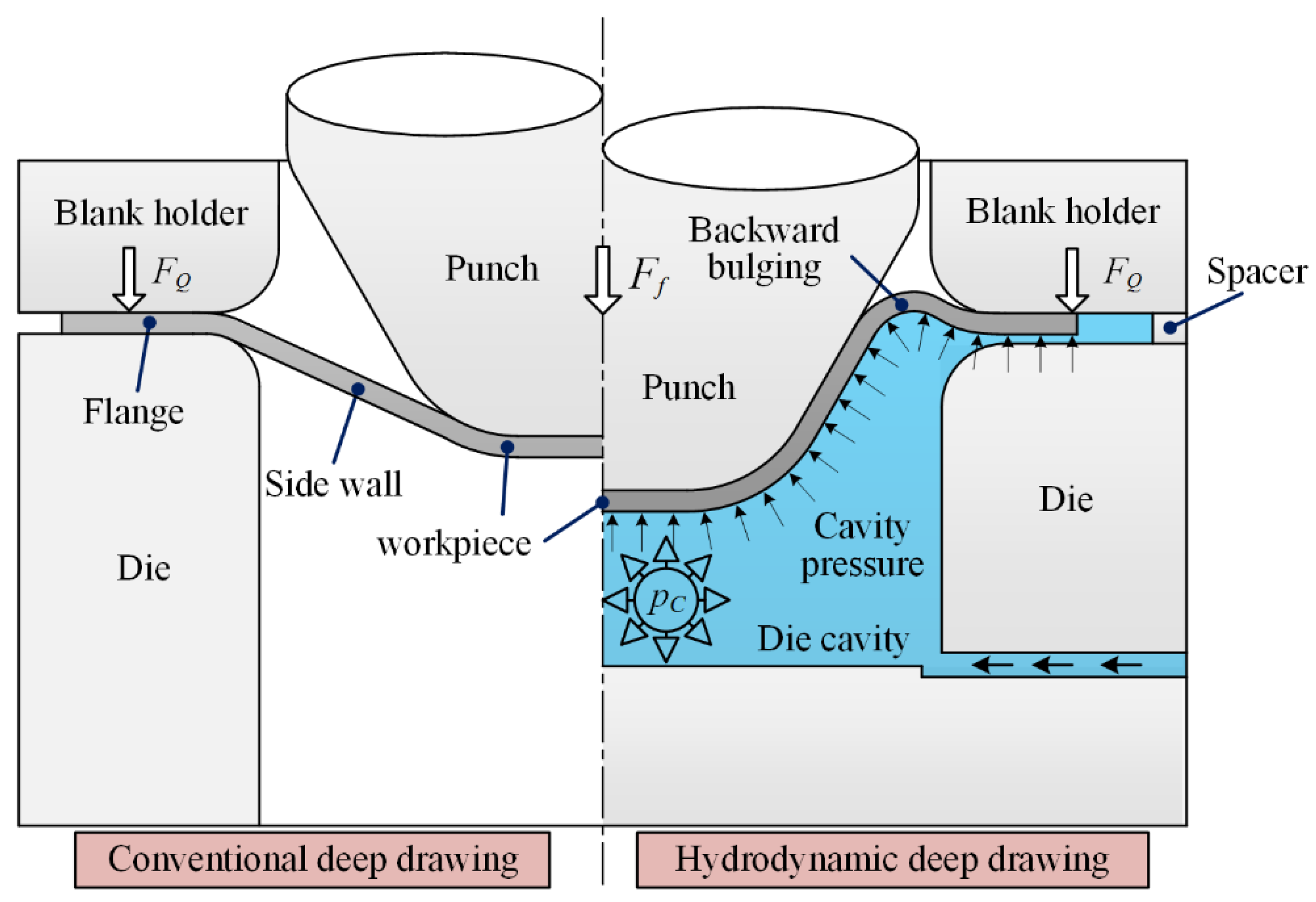
3.1. Analytical Modeling Applying the Hill’48 Yield Criterion
3.2. Analytical Modeling Applying the Yld2000-2d Yield Criterion
3.3. Analytical Modeling Applying the BBC2005 Yield Criterion
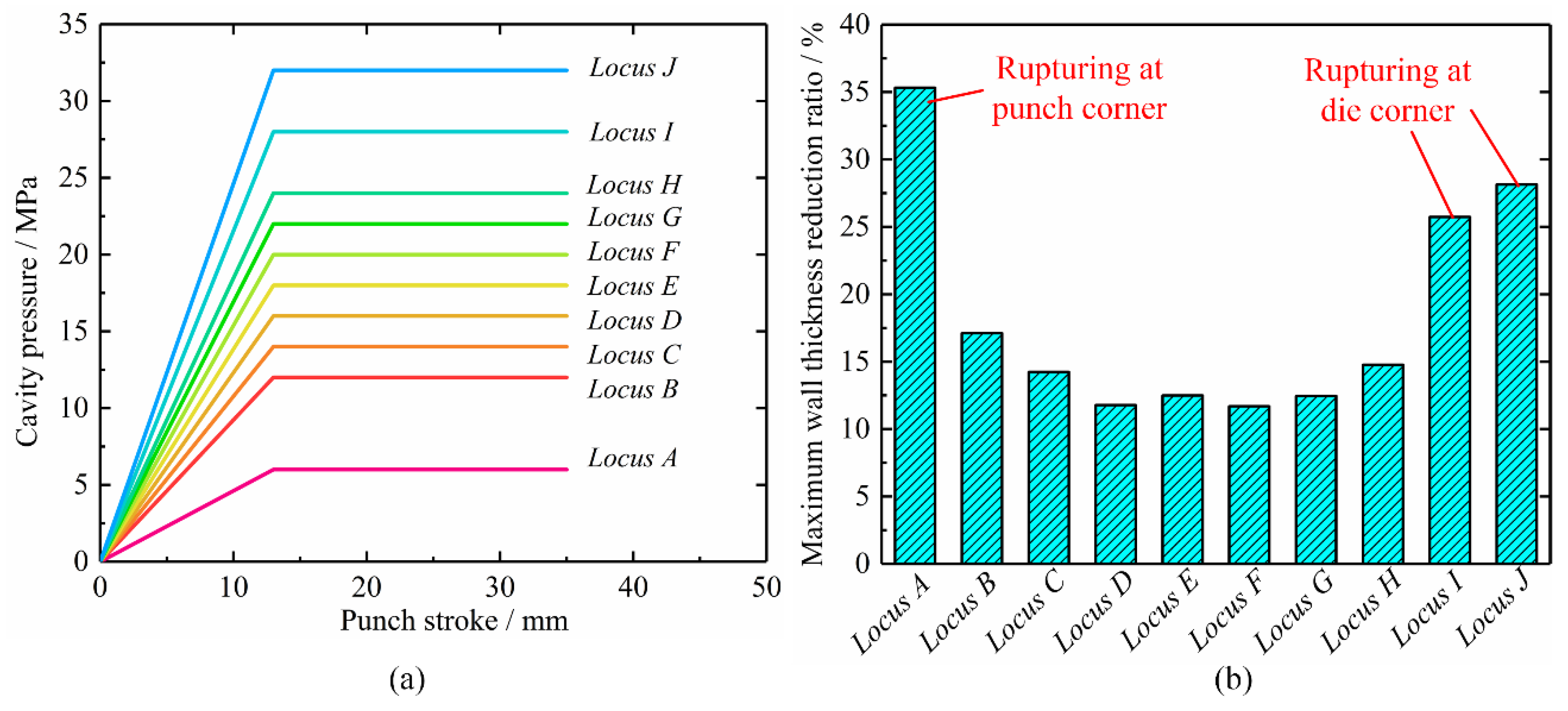
3.4. Critical Cavity Pressure
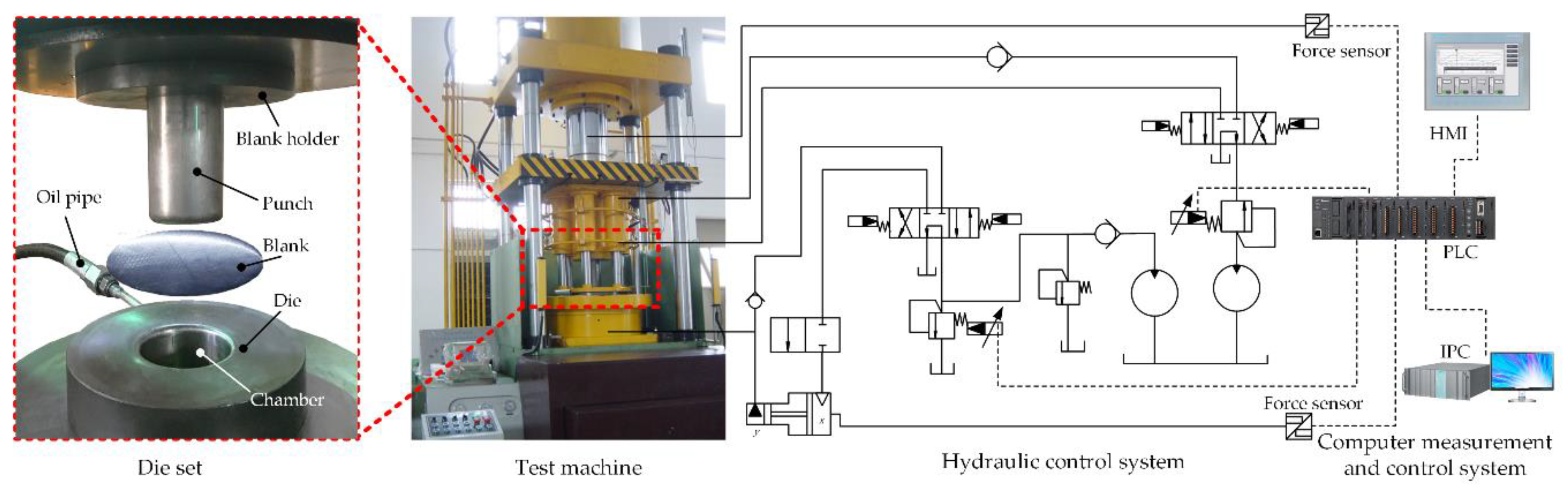
4. Experimental Procedure
4.1. Used Materials
4.2. Experimental Procedure
4.3. Calibration of Anisotropy Coefficient
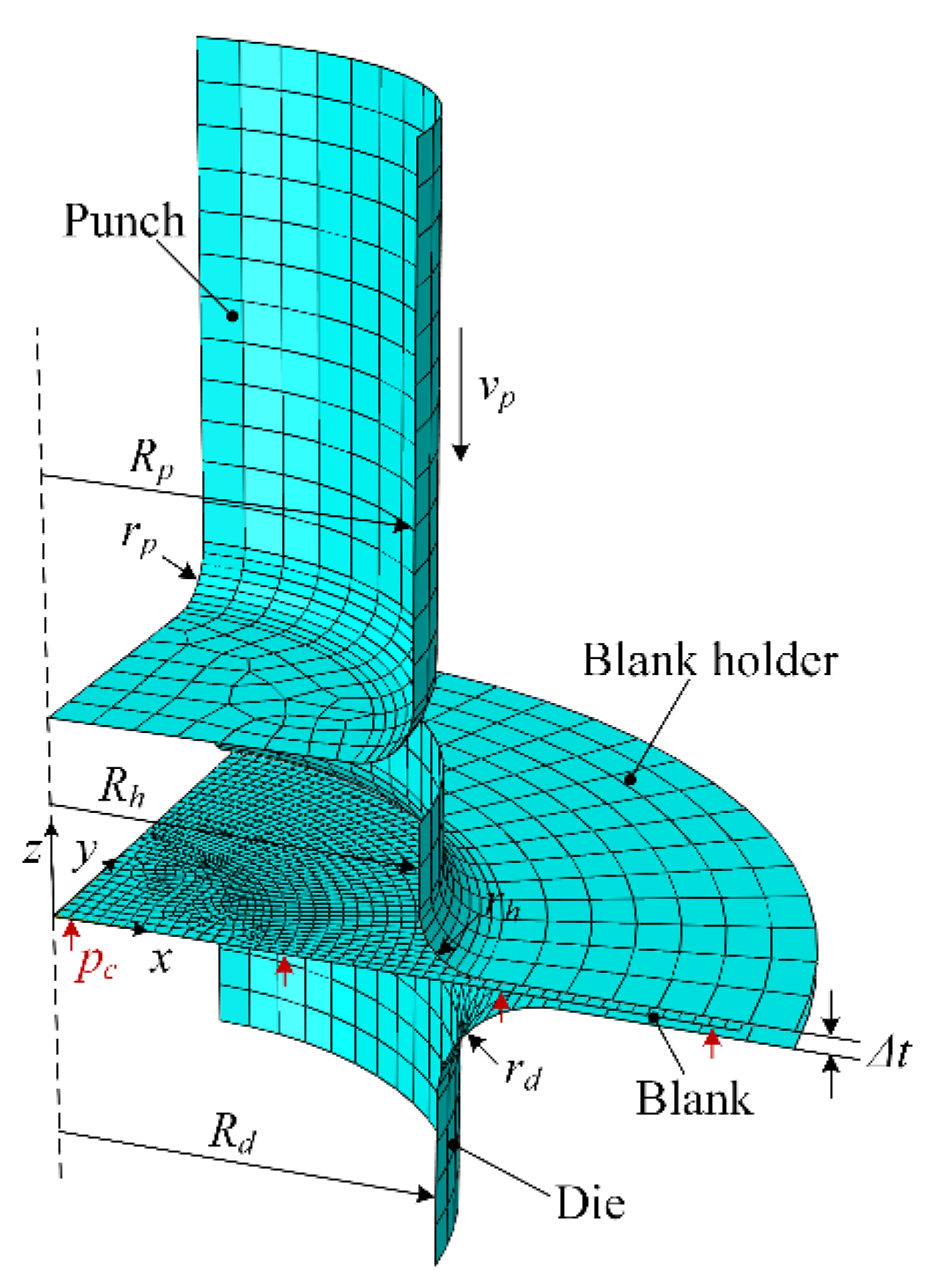
5. Numerical Simulation
6. Results and Discussion
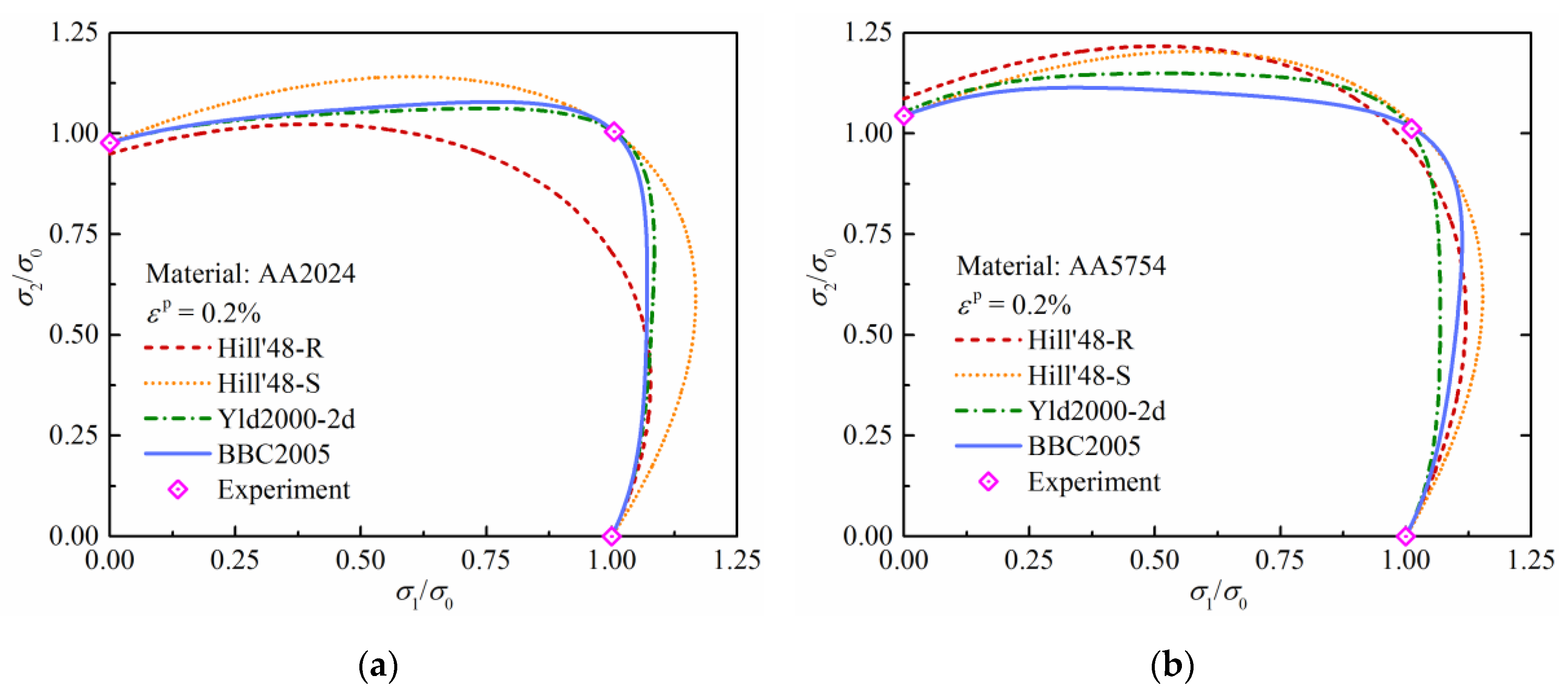
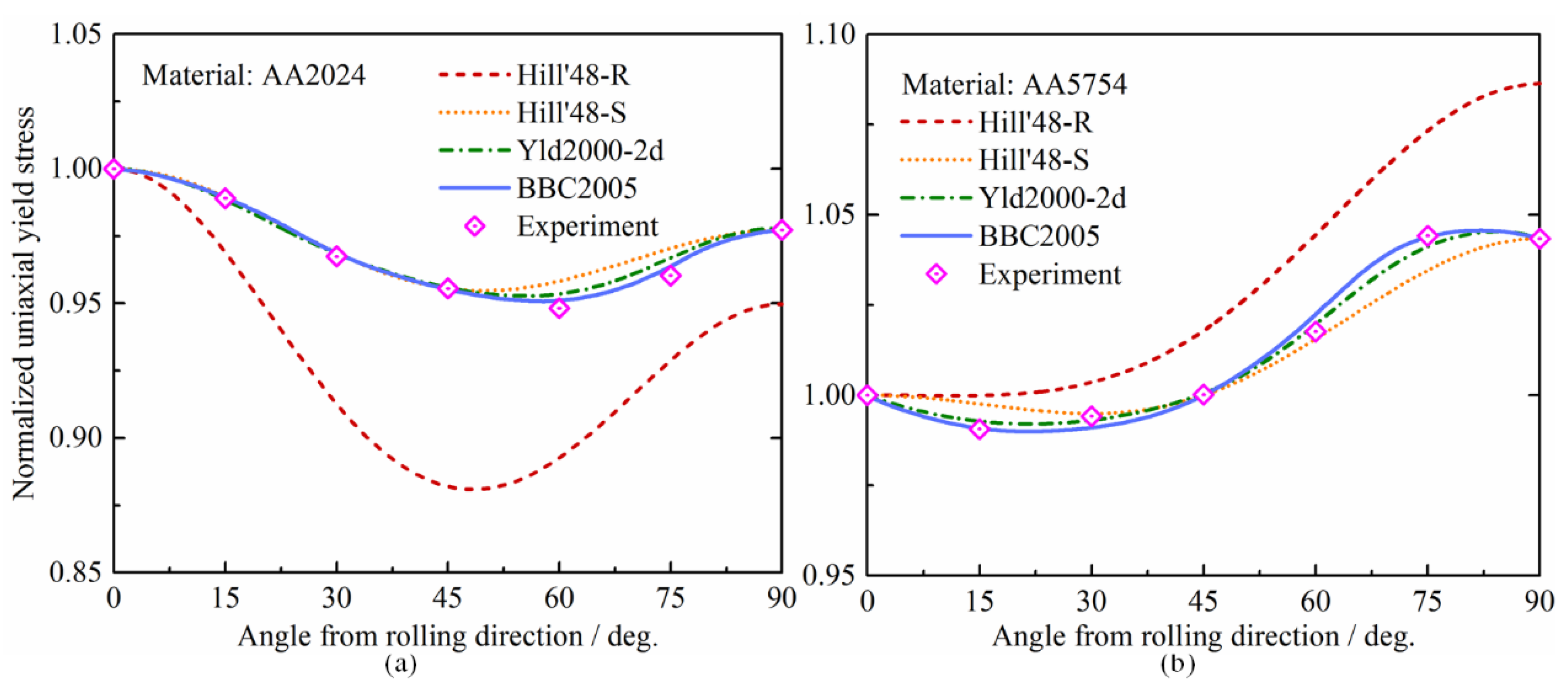
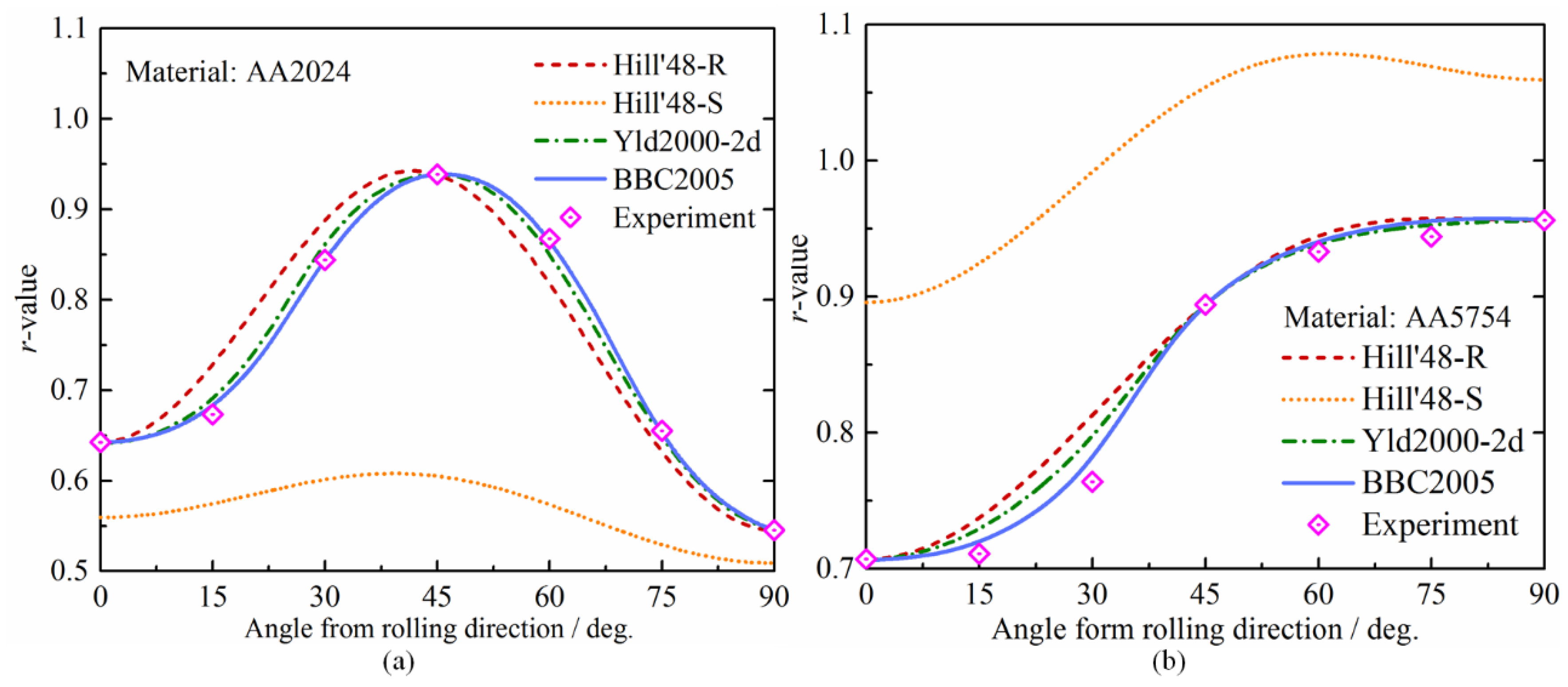
6.1. Effect of Yield Functions on the Prediction of Material Anisotropy
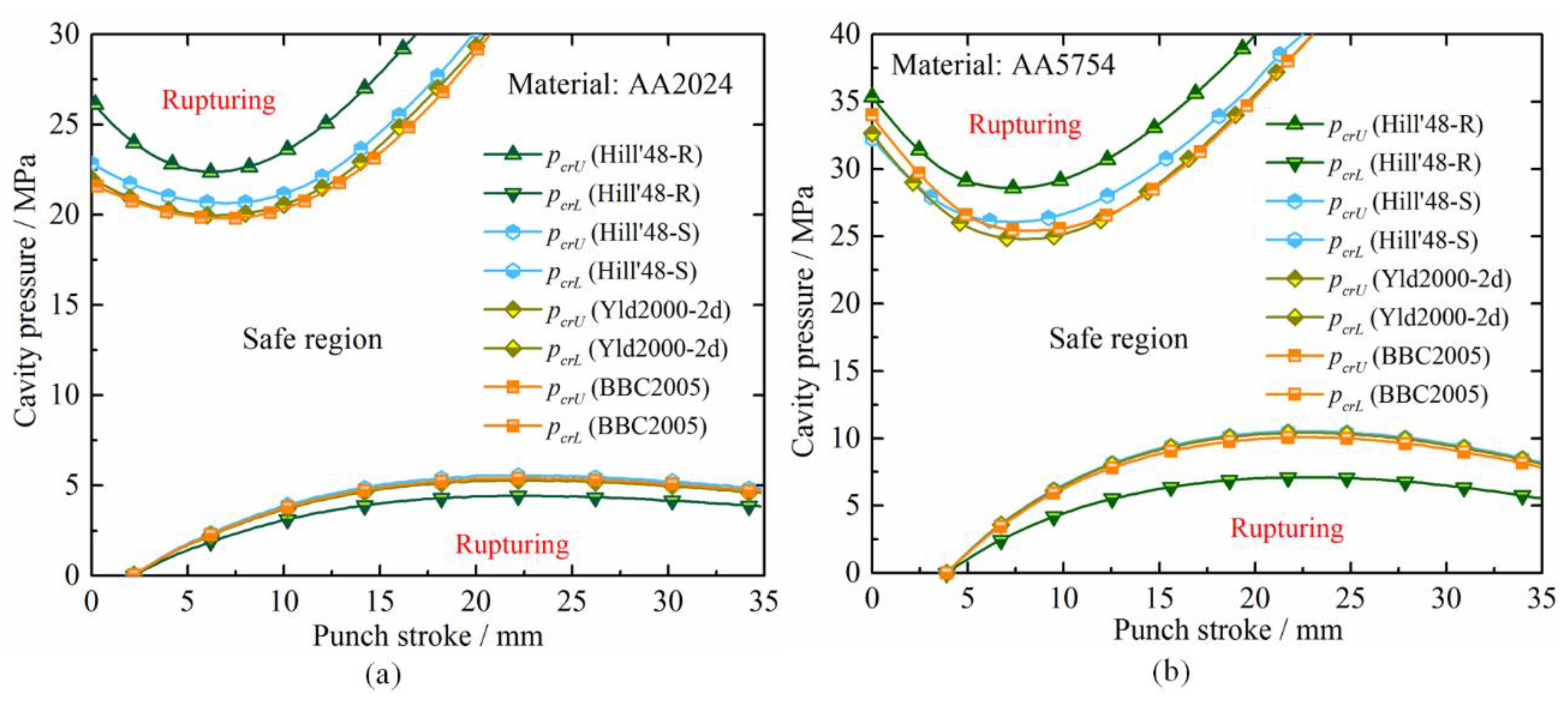
6.2. The Adaptability of Yield Functions to Predict the Critical Process Window
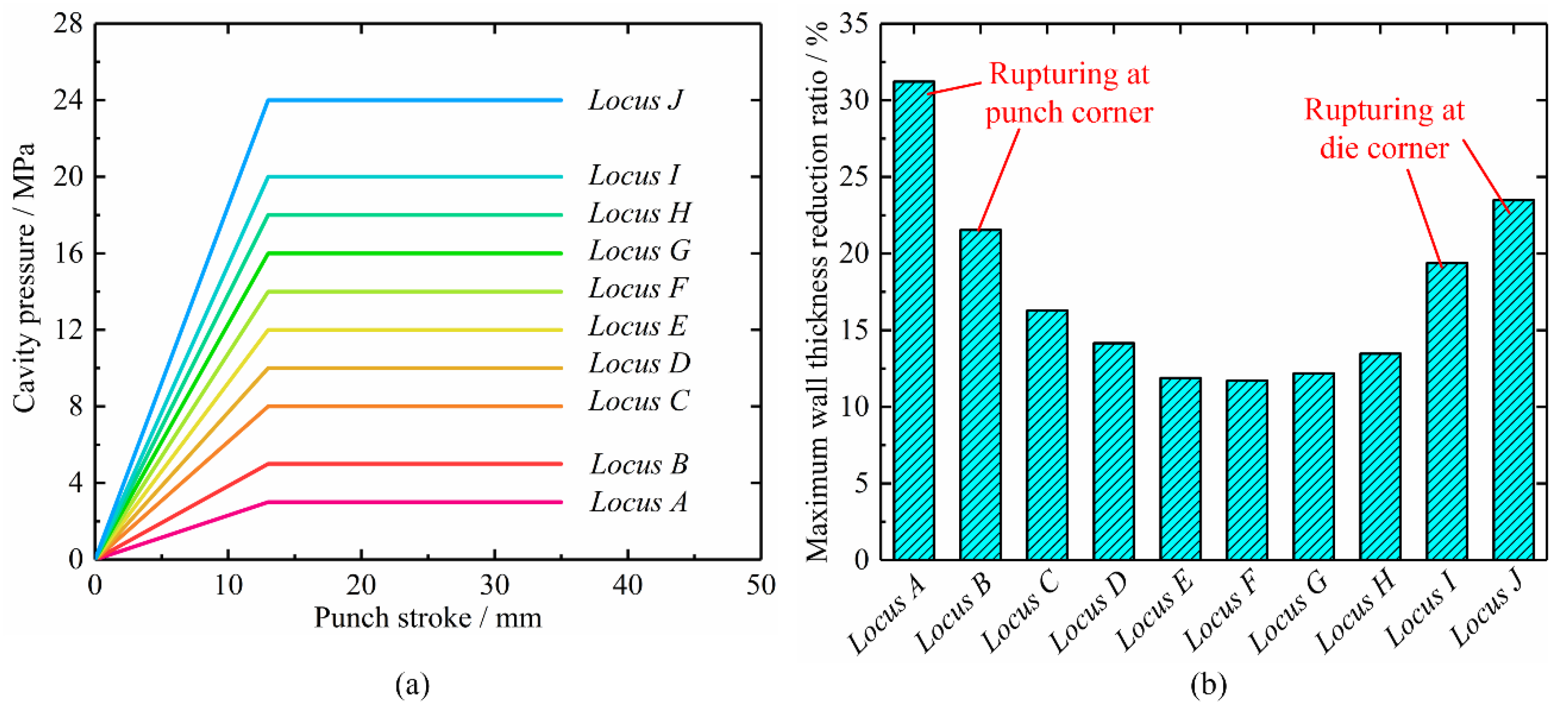
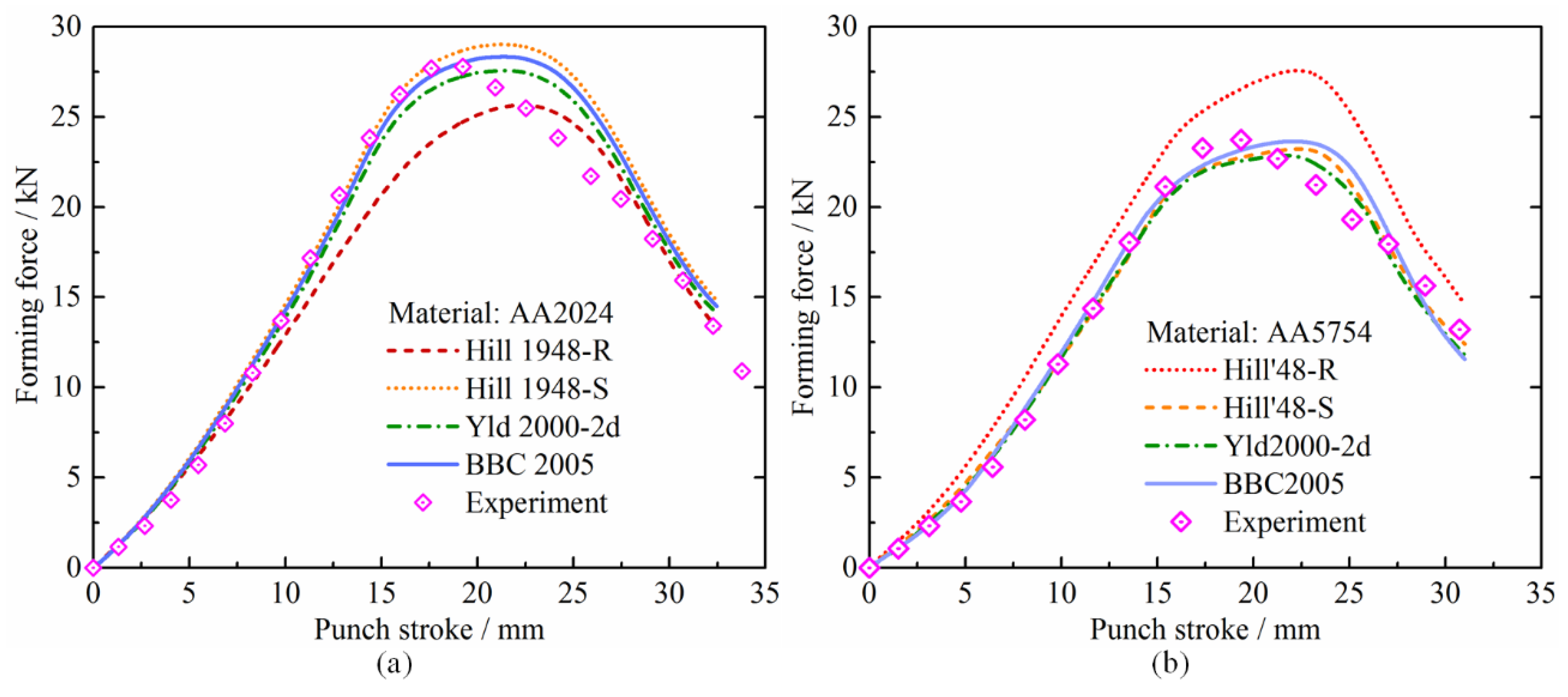
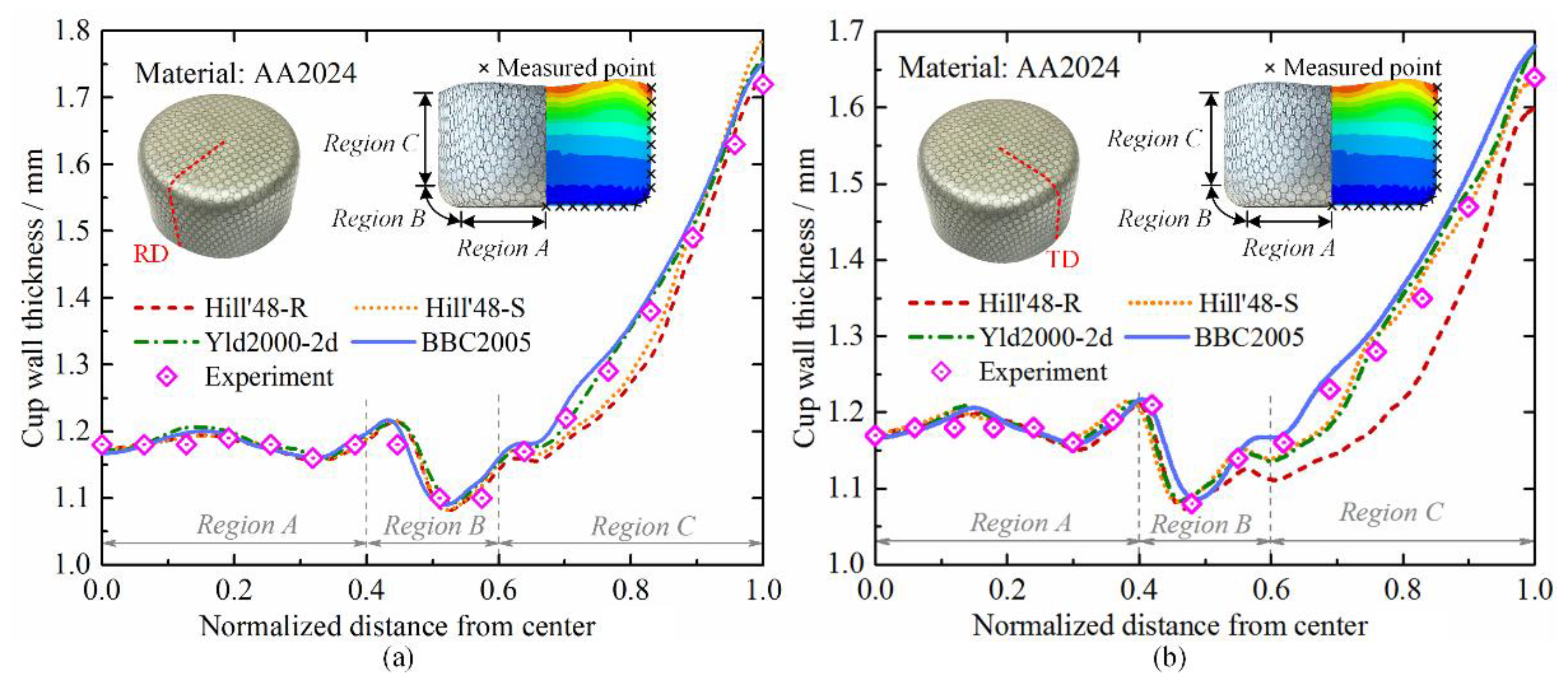
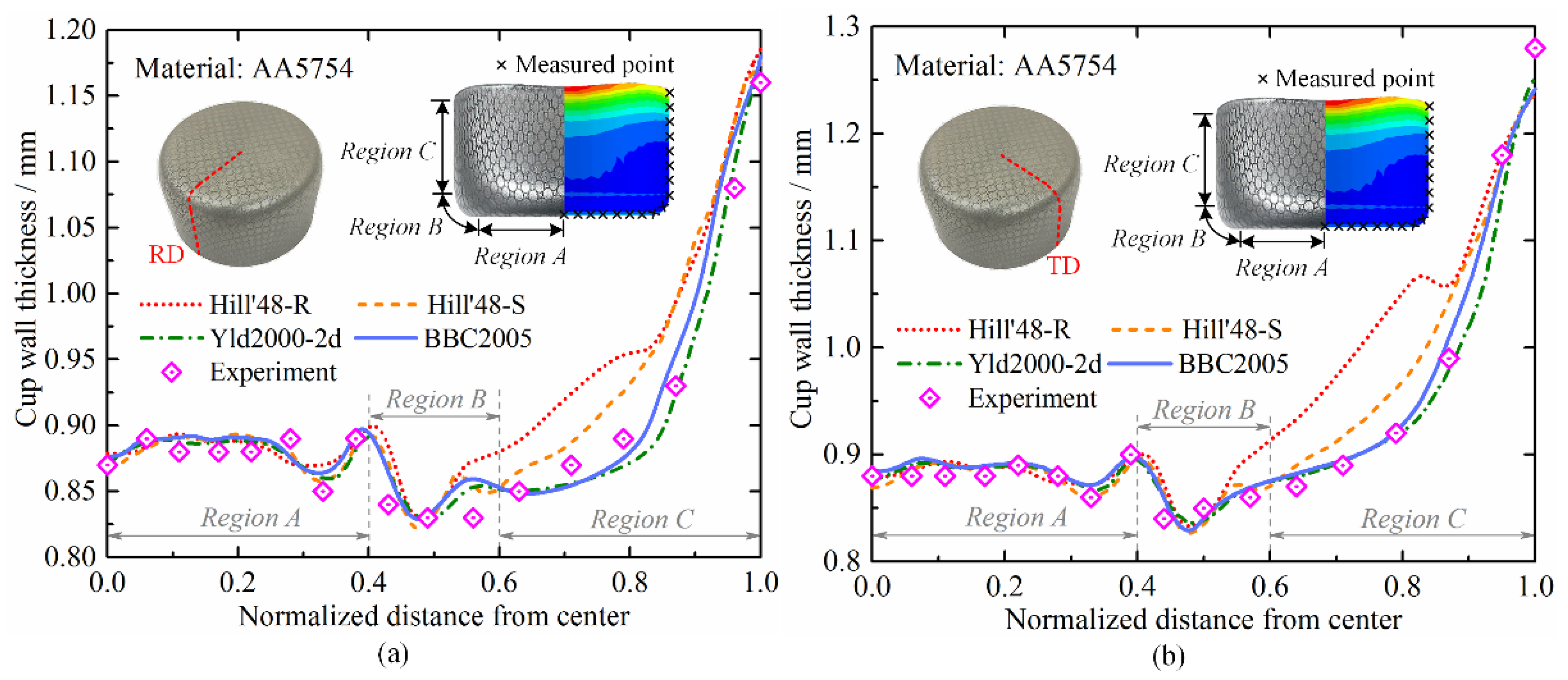
6.3. Effect of Yield Functions on the Prediction Accuracy of Deformation Behavior
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Zhang, S.H.; Jensen, M.R.; Danckert, J.; Nielsen, K.B.; Kang, D.C.; Lang, L.H. Analysis of the hydromechanical deep drawing of cylindrical cups. J. Mater. Process. Technol. 2000, 103, 367–373. [Google Scholar] [CrossRef]
- Jalil, A.; Hoseinpour, G.M.; Sheikhi, M.M.; Seyedkashi, S.M.H. Hydrodynamic deep drawing of double layered conical cups. Trans. Nonferr. Met. Soc. China 2016, 26, 237–247. [Google Scholar] [CrossRef]
- Meng, B.; Wan, M.; Wu, X.; Yuan, S.; Xu, X. Inner wrinkling control in hydrodynamic deep drawing of an irregular surface part using drawbeads. Chinese. J. Aeronaut. 2014, 27, 697–707. [Google Scholar] [CrossRef][Green Version]
- Halkaci, H.S.; Turkoz, M.; Dilmec, M. Enhancing formability in hydromechanical deep drawing process adding a shallow drawbead to the blank holder. J. Mater. Process. Technol. 2014, 214, 1638–1646. [Google Scholar] [CrossRef]
- Singh, S.K.; Kumar, D.R. Effect of process parameters on product surface finish and thickness variation in hydro-mechanical deep drawing. J. Mater. Process. Technol. 2008, 204, 169–178. [Google Scholar] [CrossRef]
- Meng, B.; Wan, M.; Yuan, S.; Xu, X.; Liu, J.; Huang, Z. Influence of cavity pressure on hydrodynamic deep drawing of aluminum alloy rectangular box with wide flange. Int. J. Mech. Sci. 2013, 77, 217–226. [Google Scholar] [CrossRef]
- Bagherzadeh, S.; Mirnia, M.J.; Mollaei Dariani, B. Numerical and experimental investigations of hydro-mechanical deep drawing process of laminated aluminum/steel sheets. J. Manuf. Process. 2015, 18, 131–140. [Google Scholar] [CrossRef]
- Wang, C.; Wan, M.; Meng, B.; Xu, L. Process window calculation and pressure locus optimization in hydroforming of conical box with double concave cavities. Int. J. Adv. Manuf. Technol. 2016, 91, 847–858. [Google Scholar] [CrossRef]
- Zhang, F.; Li, X.; Xu, Y.; Chen, J.; Chen, J.; Liu, G.; Yuan, S. Simulating sheet metal double-sided hydroforming by using thick shell element. J. Mater. Process. Technol. 2015, 221, 13–20. [Google Scholar] [CrossRef]
- Yaghoobi, A.; Baseri, H.; Jooybari, M.B.; Gorji, H. Pressure path optimization of hydrodynamic deep drawing of cylindrical-conical parts. Int. J. Precis. Eng. Manuf. 2013, 14, 2095–2100. [Google Scholar] [CrossRef]
- Li, W.D.; Meng, B.; Wang, C.; Wan, M.; Xu, L. Effect of pre-forming and pressure path on deformation behavior in multi-pass hydrodynamic deep drawing process. Int. J. Mech. Sci. 2017, 121, 171–180. [Google Scholar] [CrossRef]
- Zampaloni, M.; Abedrabbo, N.; Pourboghrat, F. Experimental and numerical study of stamp hydroforming of sheet metals. Int. J. Mech. Sci. 2003, 45, 1815–1848. [Google Scholar] [CrossRef]
- Liu, B.; Lang, L.; Zeng, Y.; Lin, J. Forming characteristic of sheet hydroforming under the influence of through-thickness normal stress. J. Mater. Process. Technol. 2012, 212, 1875–1884. [Google Scholar] [CrossRef]
- Lang, L.; Li, T.; Zhou, X.; Kristensen, B.E.; Danckert, J.; Nielsen, K.B. Optimized decision of the exact material modes in the simulation for the innovative sheet hydroforming method. J. Mater. Process. Technol. 2006, 177, 692–696. [Google Scholar] [CrossRef]
- Gorji, A.; Alavi-Hashemi, H.; Bakhshi-jooybari, M.; Nourouzi, S.; Hosseinipour, S.J. Investigation of hydrodynamic deep drawing for conical-cylindrical cups. Int. J. Adv. Manuf. Technol. 2011, 56, 915–927. [Google Scholar] [CrossRef]
- Neto, D.M.; Oliveira, M.C.; Alves, J.L.; Menezes, L.F. Influence of the plastic anisotropy modelling in the reverse deep drawing process simulation. Mater. Des. 2014, 60, 368–379. [Google Scholar] [CrossRef]
- Izadpanah, S.; Ghaderi, S.H.; Gerdooei, M. Material parameters identification procedure for BBC2003 yield criterion and earing prediction in deep drawing. Int. J. Mech. Sci. 2016, 115–116, 552–563. [Google Scholar] [CrossRef]
- Soare, S.C.; Barlat, F. A study of the Yld2004 yield function and one extension in polynomial form: A new implementation algorithm, modeling range, and earing predictions for aluminum alloy sheets. Eur. J. Mech. A Solids 2011, 30, 807–819. [Google Scholar] [CrossRef]
- Wang, L.; Lee, T.C. The effect of yield criteria on the forming limit curve prediction and the deep drawing process simulation. Int. J. Mach. Tool. Manuf. 2006, 46, 988–995. [Google Scholar] [CrossRef]
- Lang, L.H.; Li, T.; Zhou, X.B.; Kristensen, B.E.; Danckert, J.; Nielsen, K.B. Optimized constitutive equation of material property based on inverse modeling for aluminum alloy hydroforming simulation. Trans. Nonferr. Met. Soc. China 2006, 16, 1379–1385. [Google Scholar] [CrossRef]
- Kotkunde, N.; Deole, A.D.; Gupta, A.K.; Singh, S.K. Experimental and numerical investigation of anisotropic yield criteria for warm deep drawing of Ti–6Al–4V alloy. Mater. Des. 2014, 63, 336–344. [Google Scholar] [CrossRef]
- Cai, Z.; Diao, K.; Wu, X.; Wan, M. Constitutive modeling of evolving plasticity in high strength steel sheets. Int. J. Mech. Sci. 2016, 107, 43–57. [Google Scholar] [CrossRef]
- Khalfallah, A.; Alves, J.L.; Oliveira, M.C.; Menezes, L.F. Influence of the characteristics of the experimental data set used to identify anisotropy parameters. Simul. Model. Pract. Theory 2015, 53, 15–44. [Google Scholar] [CrossRef]
- Hashemi, A.; Hoseinpour, G.M.; SEYEDKASHI, S.M.H. Process window diagram of conical cups in hydrodynamic deep drawing assisted by radial pressure. Trans. Nonferr. Met. Soc. China 2015, 25, 3064–3071. [Google Scholar] [CrossRef]
- Azodi, H.D.; Naeini, H.M.; Parsa, M.H.; Liaghat, G.H. Analysis of rupture instability in the hydromechanical deep drawing of cylindrical cups. Int. J. Adv. Manuf. Technol. 2008, 39, 734–743. [Google Scholar] [CrossRef]
- Banabic, D.; Barlat, F.; Cazacu, O.; Kuwabara, T. Advances in anisotropy and formability. Int. J. Mater. Form. 2010, 3, 165–189. [Google Scholar] [CrossRef]
- Yoon, J.W.; Dick, R.E.; Barlat, F. A new analytical theory for earing generated from anisotropic plasticity. Int. J. Plast. 2011, 27, 1165–1184. [Google Scholar] [CrossRef]
- Hill, R. A Theory of the Yielding and Plastic Flow of Anisotropic Metals. Proceedings A 1948, 193, 281–297. [Google Scholar] [CrossRef]
- Barlat, F.; Brem, J.C.; Yoon, J.W.; Chung, K.; Dick, R.E.; Lege, D.J.; Pourboghrat, F.; Choi, S.-H.; Chu, E. Plane stress yield function for aluminum alloy sheets—Part 1: Theory. Int. J. Plast. 2003, 19, 1297–1319. [Google Scholar] [CrossRef]
- Banabic, D. An improved analytical description of orthotropy in metallic sheets. Int. J. Plast. 2005, 21, 493–512. [Google Scholar] [CrossRef]
- Bagherzadeh, S.; Mollaei-Dariani, B.; Malekzadeh, K. Theoretical study on hydro-mechanical deep drawing process of bimetallic sheets and experimental observations. J. Mater. Process. Technol. 2012, 212, 1840–1849. [Google Scholar] [CrossRef]
- Wang, H.B.; Wan, M.; Wu, X.D.; Yan, Y. Subsequent yield loci of 5754O aluminum alloy sheet. Trans. Nonferr. Met. Soc. China 2009, 19, 1076–1080. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Composition (wt. %) | |||||||
|---|---|---|---|---|---|---|---|---|
| Cu | Mg | Si | Mn | Zr | Fe | Ti | Al | |
| 2024-O | 4.4 | 1.5 | 0.5 | 0.6 | - | 0.5 | 0.20 | Balance |
| 5754-O | 0.1 | 3.6 | 0.4 | 0.5 | 0.20 | 0.4 | 0.15 | Balance |
| Material | K | n | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 2024-O | 79.51 | 75.98 | 77.71 | 79.88 | 0.643 | 0.939 | 0.545 | 0.851 | 289.34 | 0.183 |
| 5754-O | 108.67 | 108.68 | 113.39 | 114.37 | 0.707 | 0.894 | 0.956 | 1.379 | 403.24 | 0.254 |
| Tool Geometry | Unit (mm) |
|---|---|
| Punch diameter | 50.46 |
| Punch profile radius | 5.0 |
| Die opening diameter | 53.64 |
| Die profile radius | 8.0 |
| Blank holder opening diameter | 51.44 |
| Blank holder profile radius | 6.0 |
| Blank diameter | 93.2 |
| Yield Functions | Materials | Anisotropic Coefficients | |||
|---|---|---|---|---|---|
| Hill’48-R | AA2024-O | F | G | H | N |
| 0.7174 | 0.6088 | 0.3912 | 1.9079 | ||
| AA5754-O | F | G | H | N | |
| 0.4332 | 0.5858 | 0.4142 | 1.4206 | ||
| Hill’48-S | AA2024-O | F | G | H | N |
| 0.5189 | 0.4720 | 0.5281 | 1.6948 | ||
| AA5754-O | F | G | H | N | |
| 0.4460 | 0.5275 | 0.4725 | 1.5129 | ||
| Yld2000-2d | AA2024-O | β1 | β2 | β3 | β4 |
| 0.9549 | 0.9714 | 0.9427 | 1.0338 | ||
| β5 | β6 | β7 | β8 | ||
| 1.0089 | 0.9427 | 1.0332 | 1.1222 | ||
| AA5754-O | β1 | β2 | β3 | β4 | |
| 0.9865 | 0.9299 | 0.9019 | 0.9509 | ||
| β5 | β6 | β7 | β8 | ||
| 0.9952 | 0.9019 | 0.9828 | 1.0809 | ||
| BBC2005 | AA2024-O | a | b | ||
| 1.2669 | 0.6482 | 0.4708 | 0.4983 | ||
| 0.4143 | 0.4818 | 0.4402 | 0.4416 | ||
| AA5754-O | a | b | |||
| 0.7505 | 0.5076 | 0.4145 | 0.464 | ||
| 0.5306 | 0.5025 | 0.5051 | 0.4734 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Li, D.; Meng, B.; Wan, M. Effect of Anisotropic Yield Functions on Prediction of Critical Process Window and Deformation Behavior for Hydrodynamic Deep Drawing of Aluminum Alloys. Metals 2020, 10, 492. https://doi.org/10.3390/met10040492
Wang C, Li D, Meng B, Wan M. Effect of Anisotropic Yield Functions on Prediction of Critical Process Window and Deformation Behavior for Hydrodynamic Deep Drawing of Aluminum Alloys. Metals. 2020; 10(4):492. https://doi.org/10.3390/met10040492
Chicago/Turabian StyleWang, Chu, Delun Li, Bao Meng, and Min Wan. 2020. "Effect of Anisotropic Yield Functions on Prediction of Critical Process Window and Deformation Behavior for Hydrodynamic Deep Drawing of Aluminum Alloys" Metals 10, no. 4: 492. https://doi.org/10.3390/met10040492
APA StyleWang, C., Li, D., Meng, B., & Wan, M. (2020). Effect of Anisotropic Yield Functions on Prediction of Critical Process Window and Deformation Behavior for Hydrodynamic Deep Drawing of Aluminum Alloys. Metals, 10(4), 492. https://doi.org/10.3390/met10040492