Experimental Investigation on the Wear and Damage Characteristics of Machined Wheel/Rail Materials under Dry Rolling-Sliding Condition


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
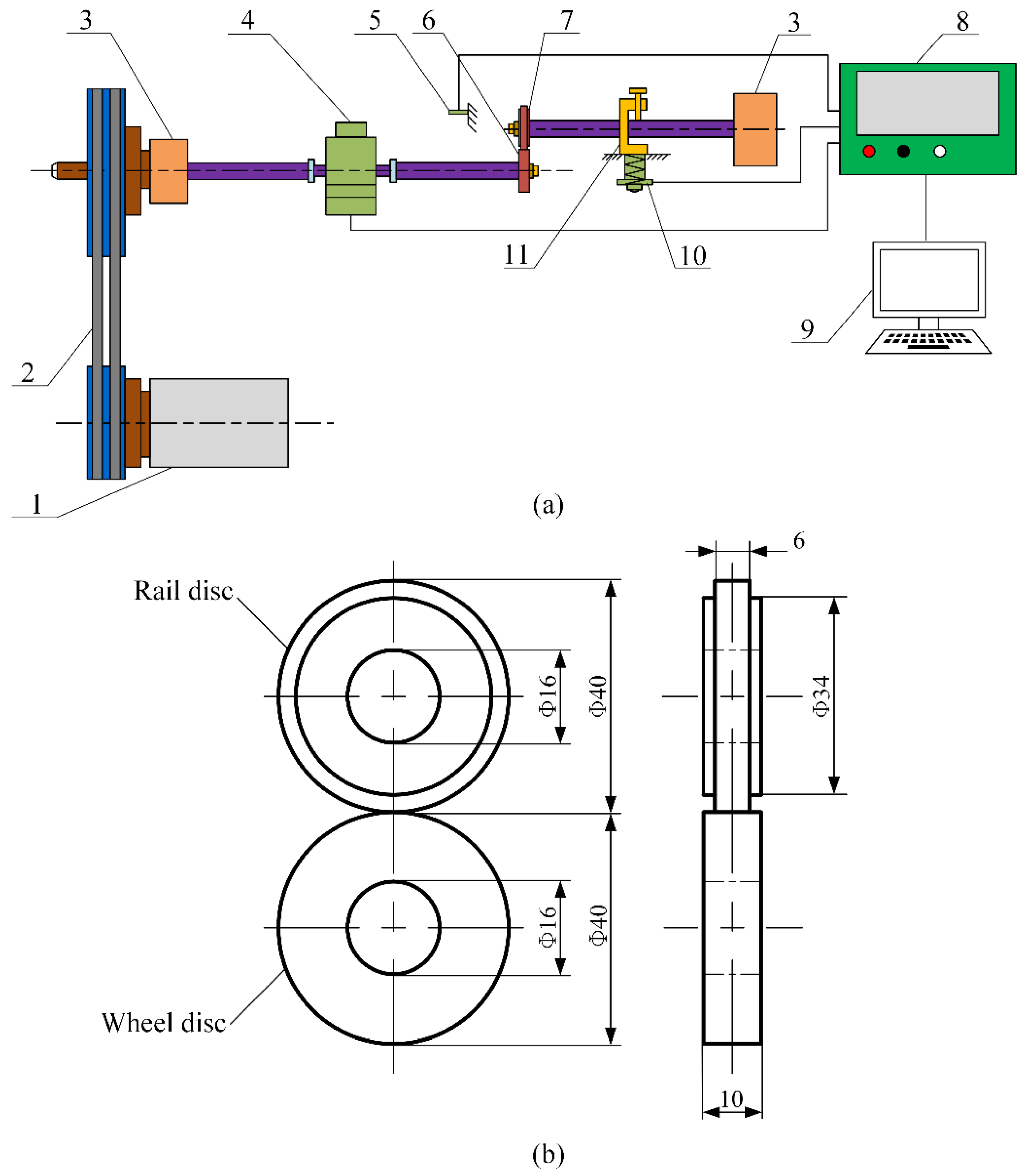
2.2. Experimental Procedures
3. Results and Discussion
3.1. Adhesion Coefficient
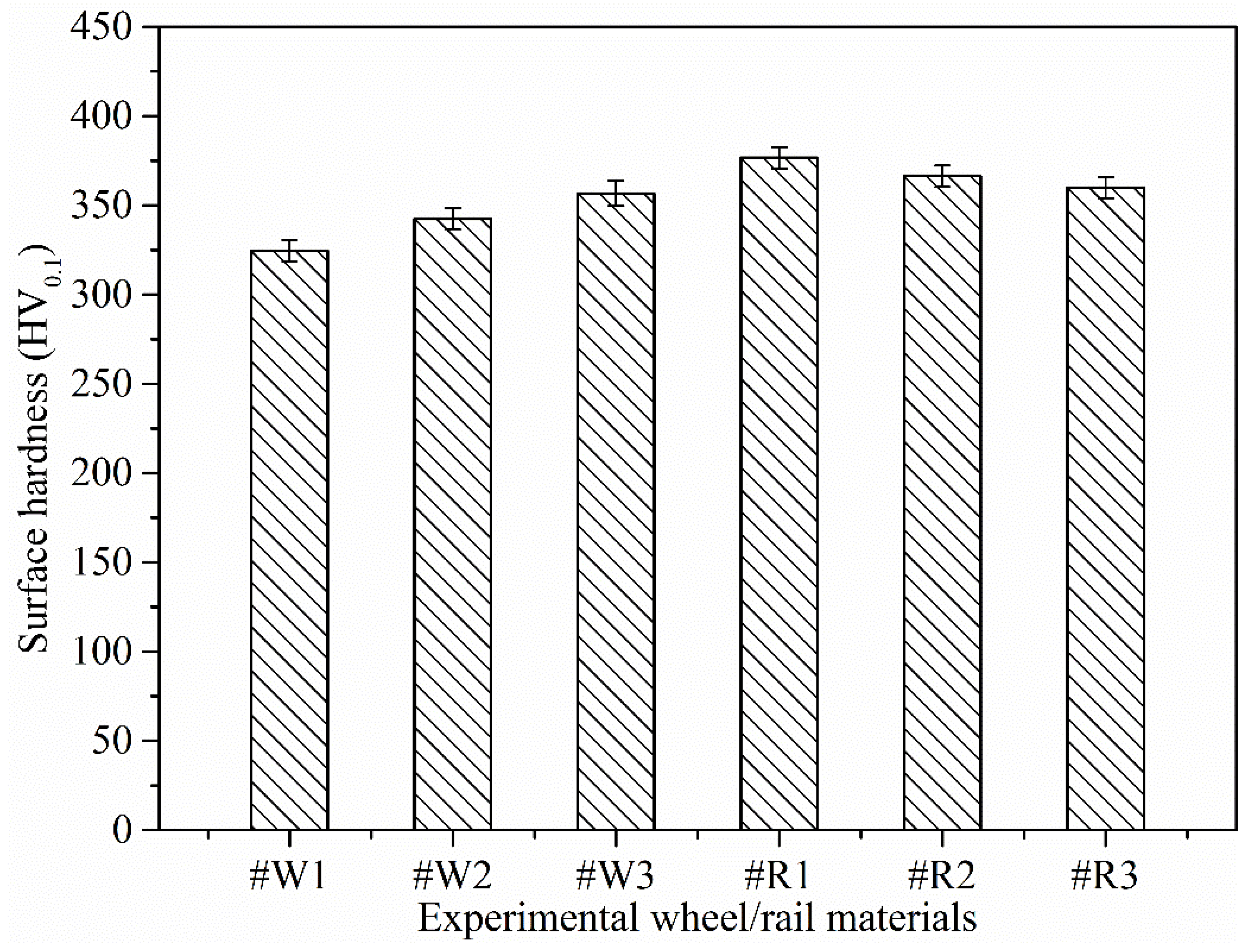
3.2. Surface Hardness and Wear Loss
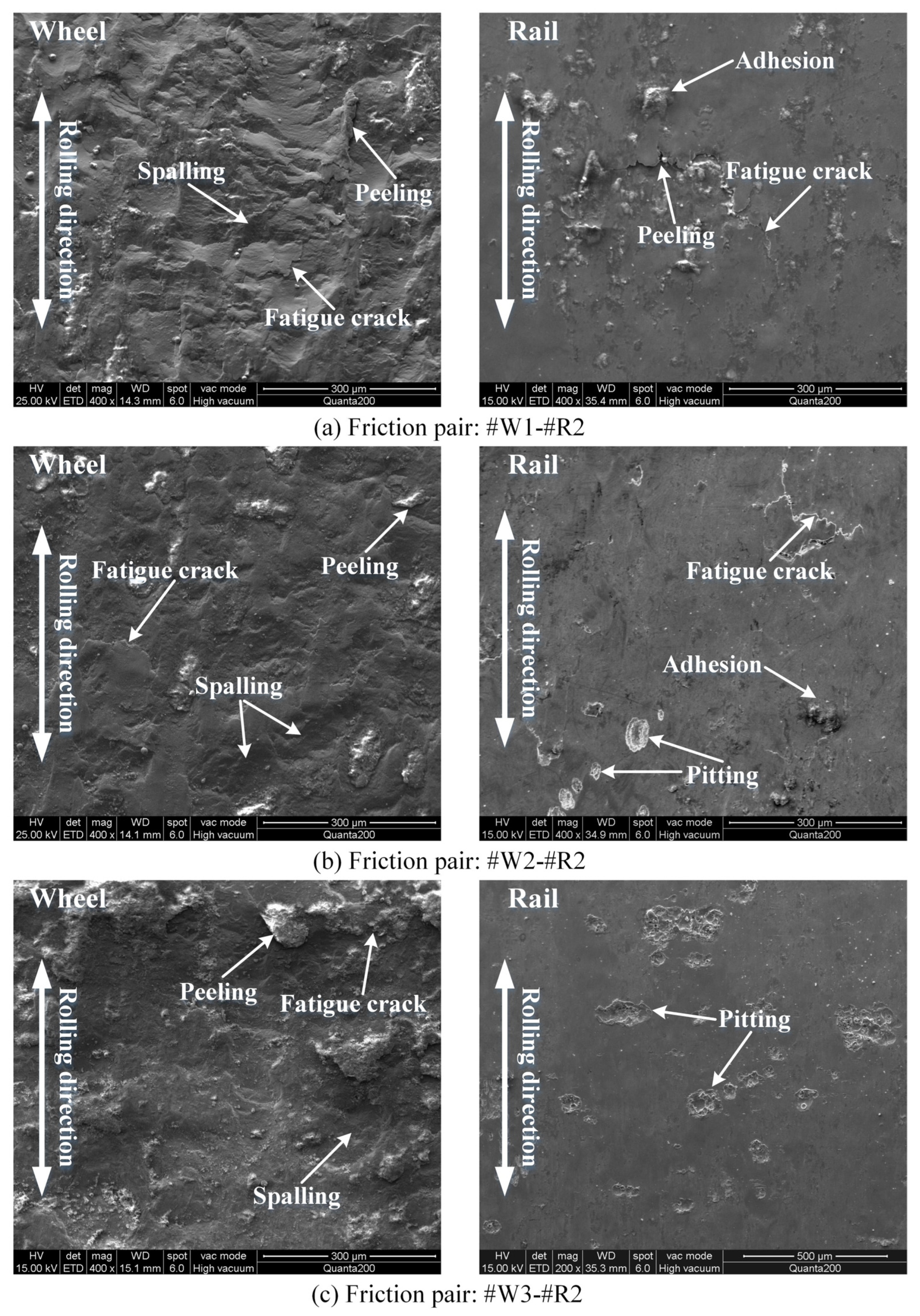
3.3. Surface Damage Characteristics
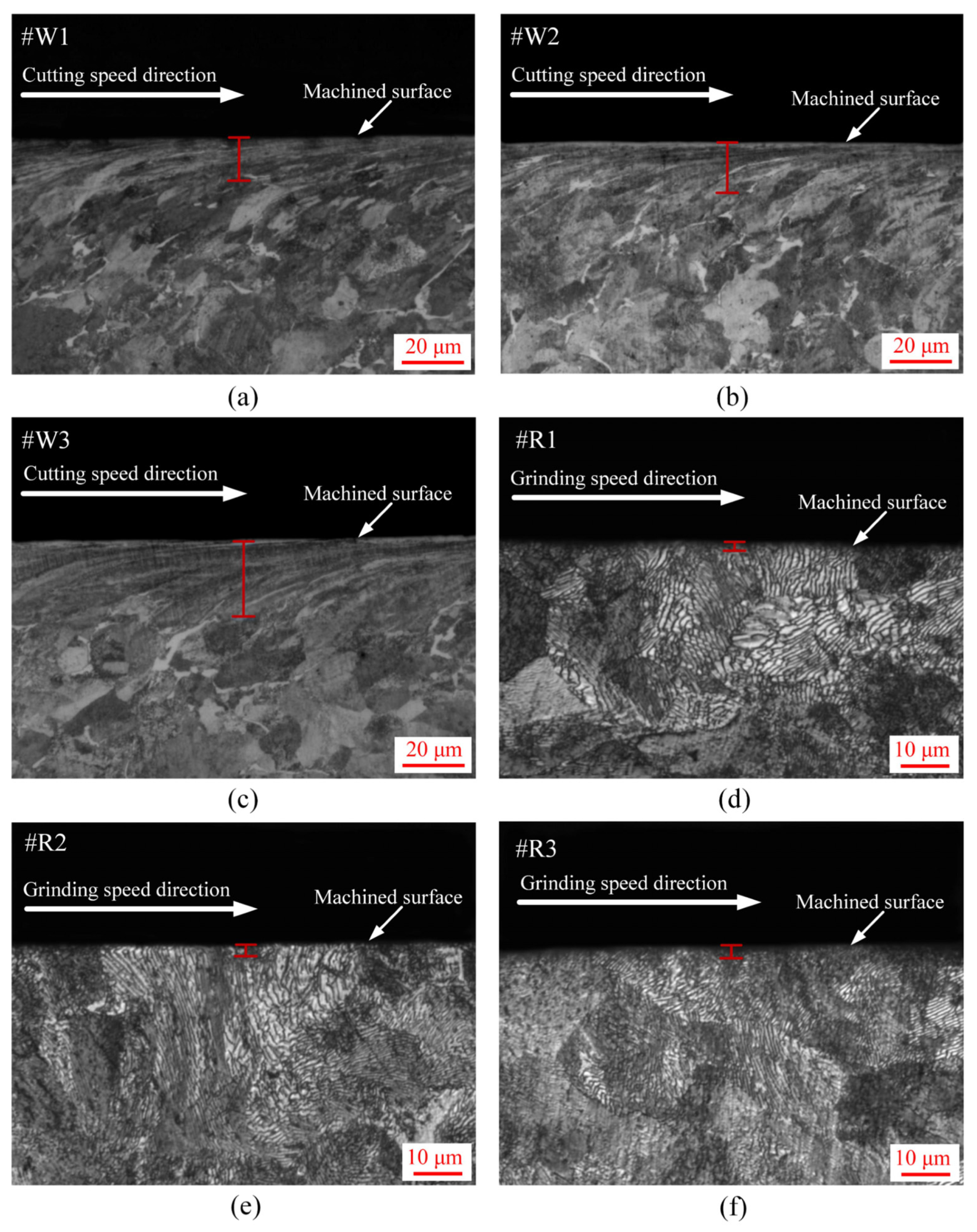
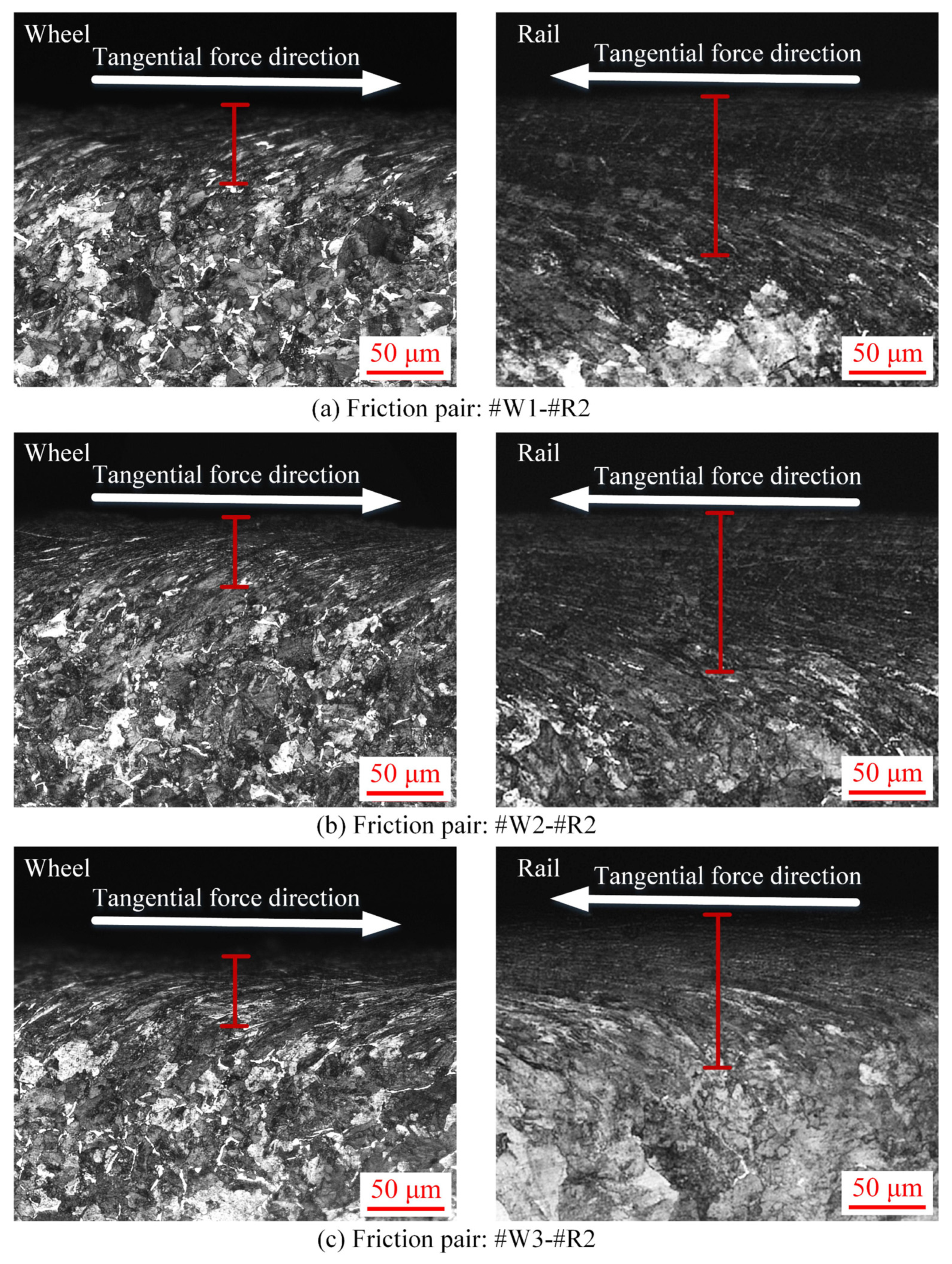
3.4. Subsurface Plastic Deformation Characteristics
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Daves, W.; Kráčalík, M.; Scheriau, S. Analysis of crack growth under rolling-sliding contact. Int. J. Fatigue 2019, 121, 63–72. [Google Scholar] [CrossRef]
- Grassie, S.L. Rail corrugation: Characteristics, causes, and treatments. Proc. Inst. Mech. Eng. Part F-J. Rail Rapid Transit. 2009, 223, 581–596. [Google Scholar] [CrossRef]
- Zeng, D.; Lu, L.; Gong, Y.; Zhang, Y.; Zhang, J. Influence of solid solution strengthening on spalling behavior of railway wheel steel. Wear 2017, 372–373, 158–168. [Google Scholar] [CrossRef]
- Kaewunruen, S.; Ishida, M.; Marich, S. Dynamic wheel-rail interaction over rail squat defects. Acoust. Aust. 2015, 43, 97–107. [Google Scholar] [CrossRef]
- Singleton, R.; Marshall, M.B.; Lewis, R.; Evans, G. Rail grinding for the 21st century-taking a lead from the aerospace industry. Proc. Inst. Mech. Eng. Part F-J. Rail Rapid Transit. 2014, 229, 457–465. [Google Scholar] [CrossRef]
- Uhlmann, E.; Lypovka, P.; Hochschild, L.; Schröer, N. Influence of rail grinding process parameters on rail surface roughness and surface layer hardness. Wear 2016, 366–367, 287–293. [Google Scholar] [CrossRef]
- Wang, J.; Xue, X.; Lu, Y. Study on cutting form and surface machining quality of wheel tread under reprofiling. Adv. Mater. Sci. Eng. 2017, 2017, 6950351. [Google Scholar] [CrossRef]
- Wang, L.; Xu, H.; Yuan, H.; Zhao, W.; Chen, X. Optimizing the re-profiling strategy of metro wheels based on a data-driven wear model. Eur. J. Oper. Res. 2015, 242, 975–986. [Google Scholar] [CrossRef]
- Lai, Q.; Abrahams, R.; Yan, W.; Qiu, C.; Mutton, P.; Paradowska, A.; Soodi, M. Investigation of a novel functionally graded material for the repair of premium hypereutectoid rails using laser cladding technology. Compos. Part B-Eng. 2017, 130, 174–191. [Google Scholar] [CrossRef]
- Lai, Q.; Abrahams, R.; Yan, W.; Qiu, C.; Mutton, P.; Paradowska, A.; Fang, X.; Soodi, M.; Wu, X. Effects of preheating and carbon dilution on material characteristics of laser-cladded hypereutectoid rail steels. Mater. Sci. Eng. A Struct. Mater. 2018, 712, 548–563. [Google Scholar] [CrossRef]
- Zeng, D.; Lu, L.; Li, Z.; Zhang, J.; Jin, X.; Zhu, M. Influence of laser dispersed treatment on rolling contact wear and fatigue behavior of railway wheel steel. Mater. Des. 2014, 54, 137–143. [Google Scholar] [CrossRef]
- Lewis, S.R.; Lewis, R.; Fletcher, D.I. Assessment of laser cladding as an option for repairing/enhancing rails. Wear 2015, 330–331, 581–591. [Google Scholar] [CrossRef]
- Roy, T.; Abrahams, R.; Paradowska, A.; Lai, Q.; Mutton, P.; Soodi, M.; Fasihi, P.; Yan, W. Evaluation of the mechanical properties of laser cladded hypereutectoid steel rails. Wear 2019, 432–433, 202930. [Google Scholar] [CrossRef]
- Lai, Q.; Abrahams, R.; Yan, W.; Qiu, C.; Mutton, P.; Paradowska, A.; Soodi, M.; Wu, X. Influences of depositing materials, processing parameters and heating conditions on material characteristics of laser-cladded hypereutectoid rails. J. Mater. Process. Technol. 2019, 263, 1–20. [Google Scholar] [CrossRef]
- Roy, T.; Lai, Q.; Abrahams, R.; Mutton, P.; Paradowska, A.; Soodi, M.; Yan, W. Effect of deposition material and heat treatment on wear and rolling contact fatigue of laser cladded rails. Wear 2018, 412–413, 69–81. [Google Scholar] [CrossRef]
- Razhkovskiy, A.A.; Bunkova, T.G.; Petrakova, A.G.; Gateluk, O.V. Optimization of hardness ratio in rail-wheel friction pair. J. Frict. Wear 2015, 36, 334–341. [Google Scholar] [CrossRef]
- Shi, X.; Yan, Q.; Zhang, X.; Diao, G.; Zhang, C.; Hong, Z.; Wen, Z.; Jin, X. Hardness matching of rail/wheel steels for high-speed-train based on wear rate and rolling contact fatigue performance. Mater. Res. Express 2019, 6, 066501. [Google Scholar] [CrossRef]
- Seo, J.W.; Jun, H.K.; Kwon, S.J.; Lee, D.H. Rolling contact fatigue and wear of two different rail steels under rolling-sliding contact. Int. J. Fatigue 2016, 83, 184–194. [Google Scholar] [CrossRef]
- Ma, L.; He, C.G.; Zhao, X.J.; Guo, J.; Zhu, Y.; Wang, W.J.; Liu, Q.Y.; Jin, X.S. Study on wear and rolling contact fatigue behaviors of wheel/rail materials under different slip ratio conditions. Wear 2016, 366–367, 13–26. [Google Scholar] [CrossRef]
- Roy, T.; Paradowska, A.; Abrahams, R.; Law, M.; Mutton, P.; Soodi, M.; Yan, W. Residual stress in laser cladded heavy-haul rails investigated by neutron diffraction. J. Mater. Process. Technol. 2020, 278, 116511. [Google Scholar] [CrossRef]
- Lyu, Y.; Bergseth, E.; Olofsson, U.; Lindgren, A.; Höjer, M. On the relationships among wheel-rail surface topography, interface noise and tribological transitions. Wear 2015, 338–339, 36–46. [Google Scholar] [CrossRef]
- Hardy, A.E.J.; Jones, R.R.K.; Turner, S. The influence of real-world rail head roughness on railway noise prediction. J. Sound Vibr. 2006, 293, 965–974. [Google Scholar] [CrossRef]
- Li, Q.; Thompson, D.J.; Toward, M.G.R. Estimation of track parameters and wheel-rail combined roughness from rail vibration. Proc. Inst. Mech. Eng. Part F-J. Rail Rapid Transit. 2017, 232, 1149–1167. [Google Scholar] [CrossRef]
- Liu, P.J.; Quan, Y.M.; Ding, G. Dynamic mechanical characteristics and constitutive modeling of rail steel over a wide range of temperatures and strain rates. Adv. Mater. Sci. Eng. 2019, 2019, 6862391. [Google Scholar] [CrossRef]
- Solid Forged and Rolled Wheels for Railway Wagon Applications, Railway Industry Standards of the People’s Republic of China; TB/T 2817-2018; China Railway Publishing House: Beijing, China, 2018.
- Wang, W.J.; Wang, H.; Wang, H.Y.; Guo, J.; Liu, Q.Y.; Zhu, M.H.; Jin, X.S. Sub-scale simulation and measurement of railroad wheel/rail adhesion under dry and wet conditions. Wear 2013, 302, 1461–1467. [Google Scholar] [CrossRef]
- Ramalho, A. Wear modelling in rail-wheel contact. Wear 2015, 330–331, 524–532. [Google Scholar] [CrossRef]
- Wang, W.J.; Liu, Q.Y.; Zhu, M.H. Hardness matching behavior of wheel rail materials. Tribology 2013, 33, 65–69. (In Chinese) [Google Scholar]
- Su, P.; Wang, A.B.; Jv, L.H.; Gao, X.G. Analysis of wheel/rail noise development mechanism based on the hardness test of wheel and rail materials. Noise Vibr. Control 2018, 38, 209–212. (In Chinese) [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Mn | Si | S | P | Fe |
|---|---|---|---|---|---|---|
| Rail | 0.65–0.76 | 0.70–1.20 | 0.15–0.58 | ≤0.025 | ≤0.030 | Balance |
| Wheel | 0.55–0.65 | 0.50–0.80 | 0.17–0.37 | ≤0.025 | ≤0.025 | Balance |
| Experiment Number | Grinding Wheel Velocity Vs (m/s) | Workpiece Velocity Vw (m/s) | Depth of Cut ap (mm) |
|---|---|---|---|
| #R1 | 30 | 0.5 | 0.02 |
| #R2 | 30 | 0.8 | 0.05 |
| #R3 | 30 | 1.1 | 0.08 |
| Experiment Number | Cutting Speed Vc (m/min) | Feed f (mm/r) | Depth of Cut ap (mm) |
|---|---|---|---|
| #W1 | 70 | 0.4 | 1.2 |
| #W2 | 70 | 0.6 | 1.4 |
| #W3 | 70 | 0.8 | 1.6 |
| Experiment Number | Surface Roughness Ra (μm) | Surface Hardness (HV0.1) |
|---|---|---|
| #W1 | 3.02 | 324.48 |
| #W2 | 4.18 | 342.35 |
| #W3 | 6.41 | 356.72 |
| #R1 | 1.32 | 376.56 |
| #R2 | 1.45 | 366.37 |
| #R3 | 1.38 | 359.83 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Quan, Y.; Wan, J.; Yu, L. Experimental Investigation on the Wear and Damage Characteristics of Machined Wheel/Rail Materials under Dry Rolling-Sliding Condition. Metals 2020, 10, 472. https://doi.org/10.3390/met10040472
Liu P, Quan Y, Wan J, Yu L. Experimental Investigation on the Wear and Damage Characteristics of Machined Wheel/Rail Materials under Dry Rolling-Sliding Condition. Metals. 2020; 10(4):472. https://doi.org/10.3390/met10040472
Chicago/Turabian StyleLiu, Peijie, Yanming Quan, Junjie Wan, and Lang Yu. 2020. "Experimental Investigation on the Wear and Damage Characteristics of Machined Wheel/Rail Materials under Dry Rolling-Sliding Condition" Metals 10, no. 4: 472. https://doi.org/10.3390/met10040472
APA StyleLiu, P., Quan, Y., Wan, J., & Yu, L. (2020). Experimental Investigation on the Wear and Damage Characteristics of Machined Wheel/Rail Materials under Dry Rolling-Sliding Condition. Metals, 10(4), 472. https://doi.org/10.3390/met10040472