Investigation on Compressive Formability and Microstructure Evolution of 6082-T6 Aluminum Alloy


Abstract
1. Introduction
2. Materials and Experimental Methods
3. Experimental Results
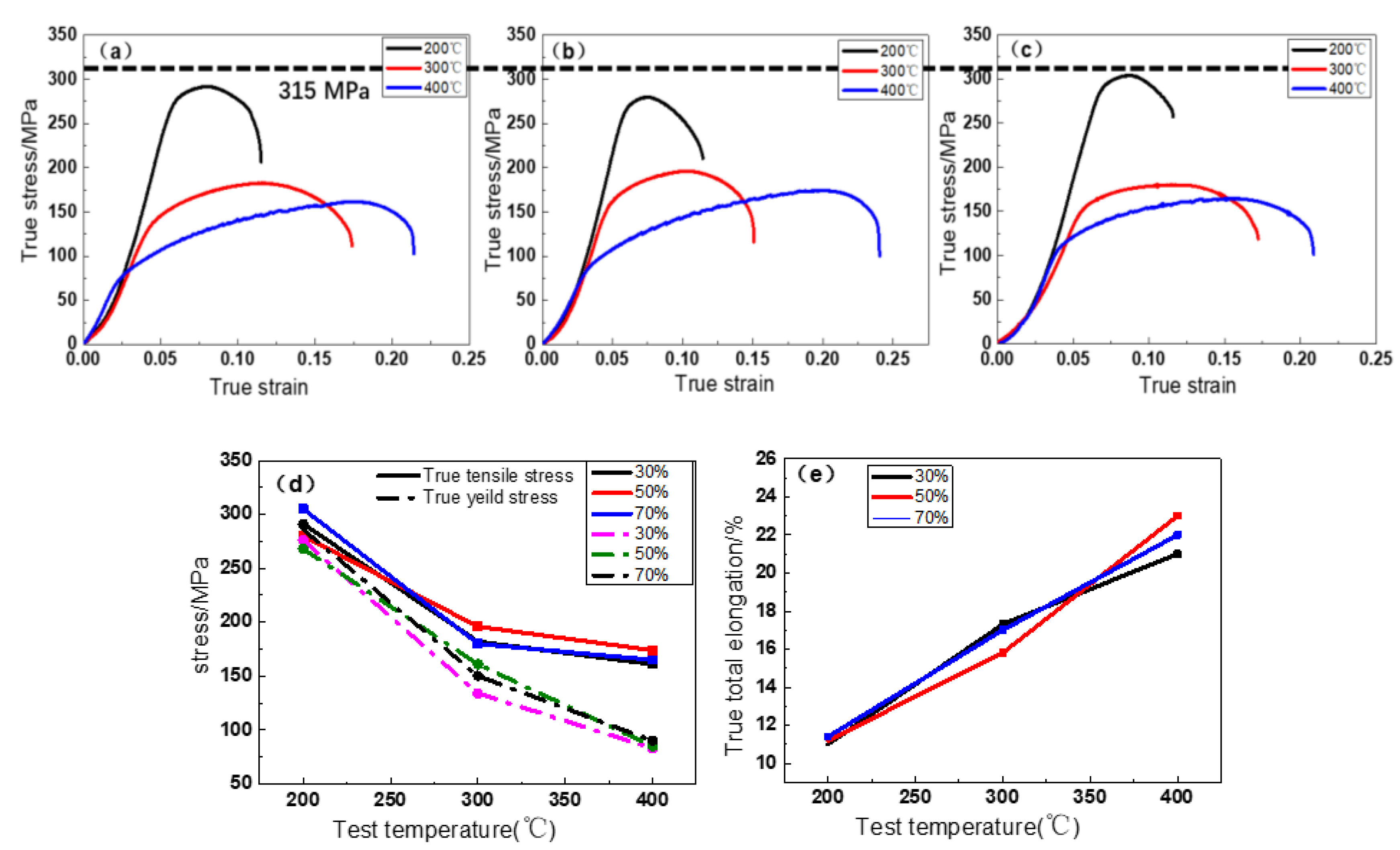
3.1. Compression Behavior of 6082-T6
3.2. Post-Forming Mechanical Properties
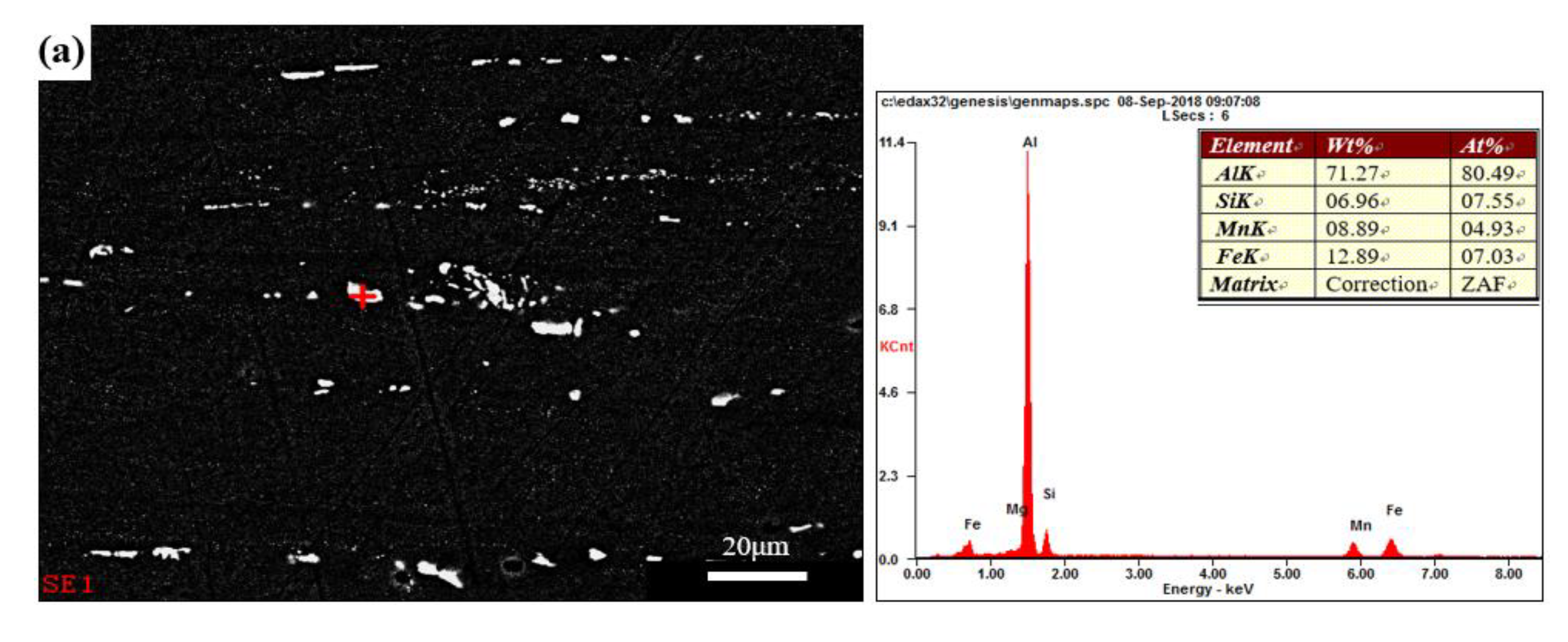
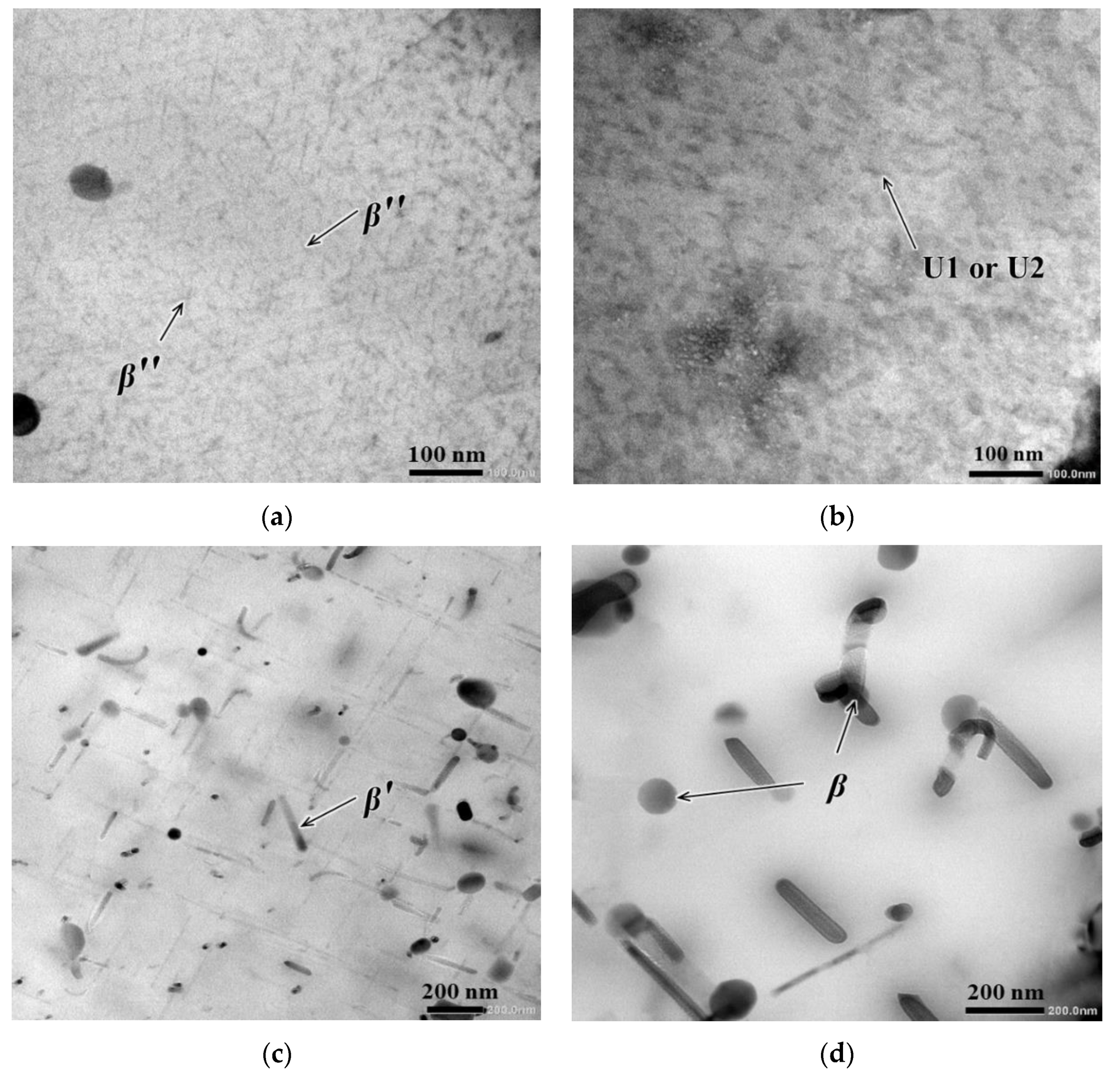
3.3. Microstructural Evolution
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Liu, J.T.; Zhang, Y.A.; Li, X.W.; Li, Z.H.; Xiong, B.Q.; Zhang, J.S. Phases and microstructures of high Zn-containing Al–Zn–Mg–Cu alloys. Rare Met. 2016, 35, 380–384. [Google Scholar] [CrossRef]
- Chu, G.; Sun, L.; Wang, G.; Fan, Z.; Li, H. Axial hydro-forging sequence for variable-diameter tube of 6063 aluminum alloy. J. Mater. Process. Technol. 2019, 272, 87–99. [Google Scholar] [CrossRef]
- Huo, W.; Hou, L.; Zhang, Y.; Zhang, J. Warm formability and post-forming microstructure property of high-strength AA 7075-T6 Al alloy. Mater. Sci. Eng. A 2016, 675, 44–54. [Google Scholar] [CrossRef]
- El-Danaf, E.A.; Almajid, A.A.; Soliman, M.S. Hot deformation of AA6082-T4 aluminum alloy. J. Mater. Sci. 2008, 43, 6324–6330. [Google Scholar] [CrossRef]
- Zhang, B.; Baker, T.N. Effect of the heat treatment on the hot deformation behaviour of AA6082 alloy. J. Mater. Process. Technol. 2004, 153, 153–154. [Google Scholar] [CrossRef]
- Birol, Y.; Akdi, S. Cooling slope casting to produce EN AW 6082 forging stock for manufacture of suspension components. Trans. Nonferrous Met. Soc. China 2014, 24, 1674–1682. [Google Scholar] [CrossRef]
- Birol, Y.; Emre, G.; Mehmet, A.G.; Seracettin, A. Processing of high strength EN AW 6082 forgings without a solution heat treatment. Mater. Sci. Eng. A 2016, 674, 25–32. [Google Scholar] [CrossRef]
- Bouquerel, J.; Diawara, B.; Dubois, A.; Dubar, M.; Vogt, J.B.; Najjar, D. Investigations of the microstructural response to a cold forging process of the 6082-T6 alloy. Mater. Des. 2015, 68, 245–258. [Google Scholar] [CrossRef]
- Garrett, R.P.; Lin, J.; Dean, T.A. An investigation of the effects of solution heat treatment on mechanical properties for AA 6xxx alloys: Experimentation and modelling. Int. J. Plast. 2005, 21, 1640–1657. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Taheri, A.K.; Smith, C.W. Strengthening study on 6082 Al alloy after combination of aging treatment and ECAP process. Mater. Sci. Eng. A 2010, 527, 4758–4766. [Google Scholar] [CrossRef]
- Cabibbo, M. Microstructure strengthening mechanisms in different equal channel angular pressed aluminum alloys. Mater. Sci. Eng. A 2013, 560, 413–432. [Google Scholar] [CrossRef]
- Wang, M.; Huang, L.P.; Liu, W.S.; Ma, Y.Z.; Huang, B.Y. Influence of cumulative strain on microstructure and mechanical properties of multi-directional forged 2A14 aluminum alloy. Mater. Sci. Eng. A 2016, 674, 40–51. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Hallberg, H.; Wallin, M.; Ristinmaa, M. Modeling of continuous dynamic recrystallization in commercial-purity aluminum. Mater. Sci. Eng. A 2010, 527, 1126–1134. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, C.; Guo, R.; Zhao, G.; Chen, L.; Sun, W.; Wang, X. Investigation of dynamic recrystallization and modeling of microstructure evolution of an Al-Mg-Si aluminum alloy during high-temperature deformation. J. Alloy. Compd. 2019, 773, 59–70. [Google Scholar] [CrossRef]
- Starink, M.J.; Wang, P.; Sinclair, I.; Gregson, P.J. Microstructure and strengthening of Al-Li-Cu-Mg alloys and MMCs: II. Modelling of yield strength. Acta Mater. 1999, 47, 3855–3868. [Google Scholar] [CrossRef]
- Lan, J.; Shen, X.; Liu, J.; Hua, L. Strengthening mechanisms of 2A14 aluminum alloy with cold deformation prior to artificial aging. Mater. Sci. Eng. A 2019, 745, 517–535. [Google Scholar] [CrossRef]
- Ravi, C.; Wolverton, C. First-principles study of crystalstructure and stability of Al-Mg-Si (Cu) precipitates. Acta Mater. 2004, 529, 4213–4227. [Google Scholar] [CrossRef]
- Marioara, C.D.; Andersen, S.J.; Jansen, J.; Zandbergen, H.W. Atomic model for GP-zones in a 6082 Al–Mg–Si system. Acta Mater. 2001, 49, 321–328. [Google Scholar] [CrossRef]
- Andersen, S.J.; Zandbergen, H.W.; Jansen, J. The crystal structure of the β″phase in Al-Mg-Si Alloys. Acta Mater. 1998, 46, 3283–3298. [Google Scholar] [CrossRef]
- Zandbergen, H.W. Structure determination of Mg5Si6 particles in Al by dymamic electron diffraction studies. Science 1997, 277, 1221–1225. [Google Scholar] [CrossRef]
- Andersen, S.J.; Marioara, C.D.; Frøseth, A.; Vissers, R.; Zandbergen, H.W. Crystal structure of the orthorhombic U2-Al4Mg4Si4 precipitate in the Al-Mg-Si alloy system and its relation to the β′ and β″ phases. Mater. Sci. Eng. A 2005, 390, 127–138. [Google Scholar] [CrossRef]
- Abo Zeid, E.F.; Gaffar, M.A.; Gaber, A.; Mostafa, M.S. Correlative study of the thermoelectric power, electrical resistivity and different precipitates of Al-1.12 Mg-2 Si-0.35 Si (mass%) alloy. J. Therm. Anal. Calorim. 2015, 122, 1269–1277. [Google Scholar] [CrossRef]
- Cayron, C.; Buffat, P.A.; Buffat, P.A.; Cayron, C. Transmission electron microscopy study of the β′ phase (Al-Mg-Si alloys) and QC phase (Al-Cu-Mg-Si alloys): Ordering mechanism and crystallographic structure. Acta Mater. 2000, 48, 2639–2653. [Google Scholar] [CrossRef]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Wu, Y.; Liao, H.; Lü, C. Dynamic precipitation and recrystallization in Al-12.5 wt%Si-0.6 wt%Mg-0.1 wt%Ti alloy during hot-rolling and their impacts on mechanical properties. J. Alloy. Compd. 2019, 788, 125–135. [Google Scholar] [CrossRef]
- Chen, J.H.; Costan, E.; Van Huis, M.A.; Xu, Q.; Zandbergen, H.W. Atomic Pillar-based nanoprecipitates strengthen AlMgSi alloys. Science 2006, 312, 416–419. [Google Scholar] [CrossRef]
- Pang, Q.; Zhang, J.H.; Mohammad, J.H.; Hu, Z.L. Characterization of microstructure mechanical properties and formability for thermomechanical treatment of friction stir welded 2024-O alloys. Mater. Sci. Eng. A 2019, 765, 138303. [Google Scholar] [CrossRef]
- Yan, L.Z.; Zhang, Y.A.; Xiong, B.Q.; Li, X.W.; Li, Z.H.; Liu, H.W.; Huang, S.H.; Zhao, G. Mechanical properties, microstructure and surface quality of Al-1.2Mg-0.6Si-0.2Cu alloy after solution heat treatment. Rare Met. 2017, 36, 550–555. [Google Scholar] [CrossRef]
- Shercliff, H.R.; Ashby, M.F. A process model for age hardening of aluminium alloys—I. The model. Acta Metall. Mater. 1990, 38, 1789–1802. [Google Scholar] [CrossRef]
- Gao, N.; Lu, D.H.; Zhao, Y.Y.; Liu, X.W.; Liu, G.H.; Wu, Y.; Liu, G.; Fan, Z.T.; Lu, Z.P.; George, E.P. Strengthening of a CrMnFeCoNi high-entropy alloy by carbide precipitation. J. Alloy. Compd. 2019, 792, 1028–1035. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Composition | Morphology |
|---|---|---|
| GP [20] | MgxAl5-xSi6 | Ranging from 1 nm to 3 nm spherical particles to needles of ~2 nm × 2 nm × 20 nm |
| β’’ [21,22] | Mg5Si6 | Needles of ~4 nm × 4 nm × 50 nm |
| U1 (type A) [23] | MgAl2SI2 | Needles several hundred nanometers long, with ~15 nm diameter |
| U2 (type B) [23,24] | MgAlSi | Needles several hundred nanometers long, with ~15 nm diameter |
| β’ [25,26] | Mg1.8Si | Rods several hundred nanometers long, with ~10 nm diameter |
| β [27] | Mg2Si | Plates or cubes cut-off size value: ~80 nm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Z.; Ma, H.; Zhao, N.; Hu, Z. Investigation on Compressive Formability and Microstructure Evolution of 6082-T6 Aluminum Alloy. Metals 2020, 10, 469. https://doi.org/10.3390/met10040469
Xu Z, Ma H, Zhao N, Hu Z. Investigation on Compressive Formability and Microstructure Evolution of 6082-T6 Aluminum Alloy. Metals. 2020; 10(4):469. https://doi.org/10.3390/met10040469
Chicago/Turabian StyleXu, Zhouli, Huijuan Ma, Ning Zhao, and Zhili Hu. 2020. "Investigation on Compressive Formability and Microstructure Evolution of 6082-T6 Aluminum Alloy" Metals 10, no. 4: 469. https://doi.org/10.3390/met10040469
APA StyleXu, Z., Ma, H., Zhao, N., & Hu, Z. (2020). Investigation on Compressive Formability and Microstructure Evolution of 6082-T6 Aluminum Alloy. Metals, 10(4), 469. https://doi.org/10.3390/met10040469