Strain-Ageing of Low-Alloyed Multiphase High-Strength Steels



Abstract
1. Introduction
2. Materials and Experimental Procedure
- -
- in the head of the tested samples of the as-received material, labeled AR-K;
- -
- in the uniformly deformed part of the tested as-received material, labeled AR-L;
- -
- in the head of the specimen 0% prestrain followed by bake-hardening at 170 C for 20 min, labeled BH-K;
- -
- in the uniformly deformed part of the tested 0% prestrain followed by bake-hardening at 170 C for 20 min specimen, labeled BH-K;
- -
- in the head of the specimen 2% prestrain followed by bake-hardening at 170 C for 20 min, labeled BH-K; and
- -
- in the uniformly deformed part of the tested 2% prestrain followed by bake-hardening at 170 C for 20 min specimen, labeled BH-L.
3. Results
3.1. Influence of the Prestrain
3.2. Influence of the Bake-Hardening Temperature
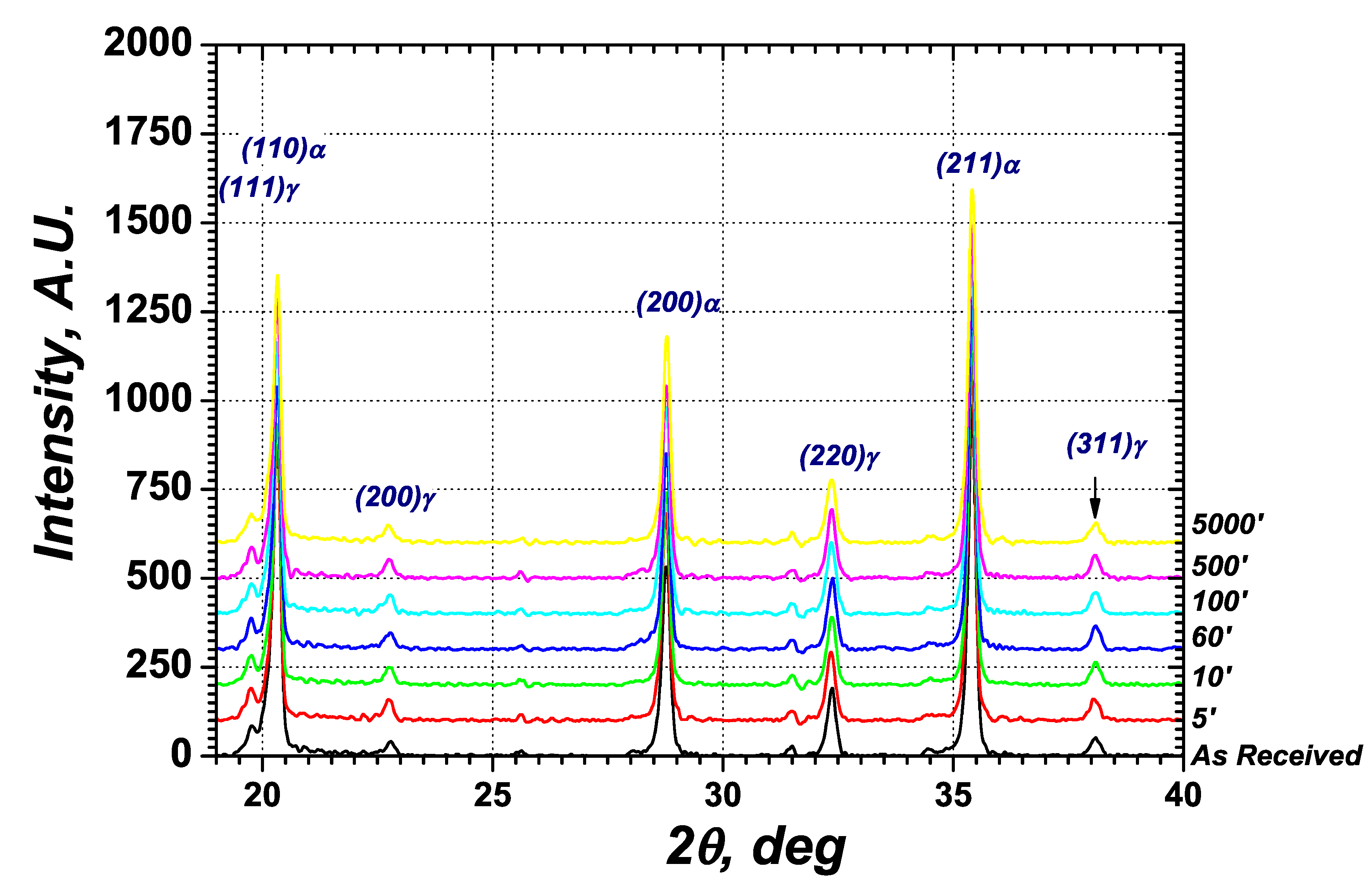
3.3. Influence of the Bake-Hardening Time
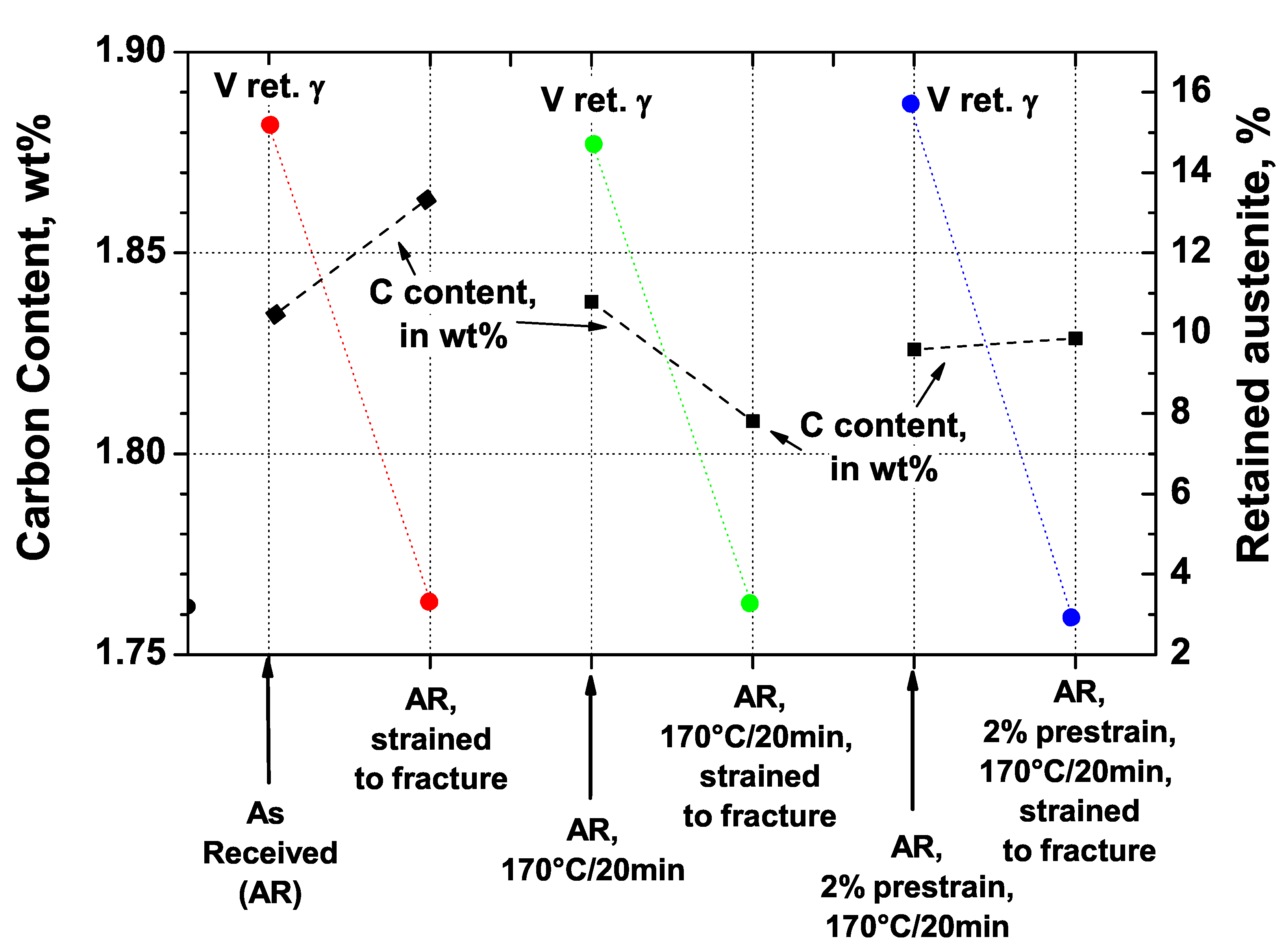
3.4. Retained Austenite Stability
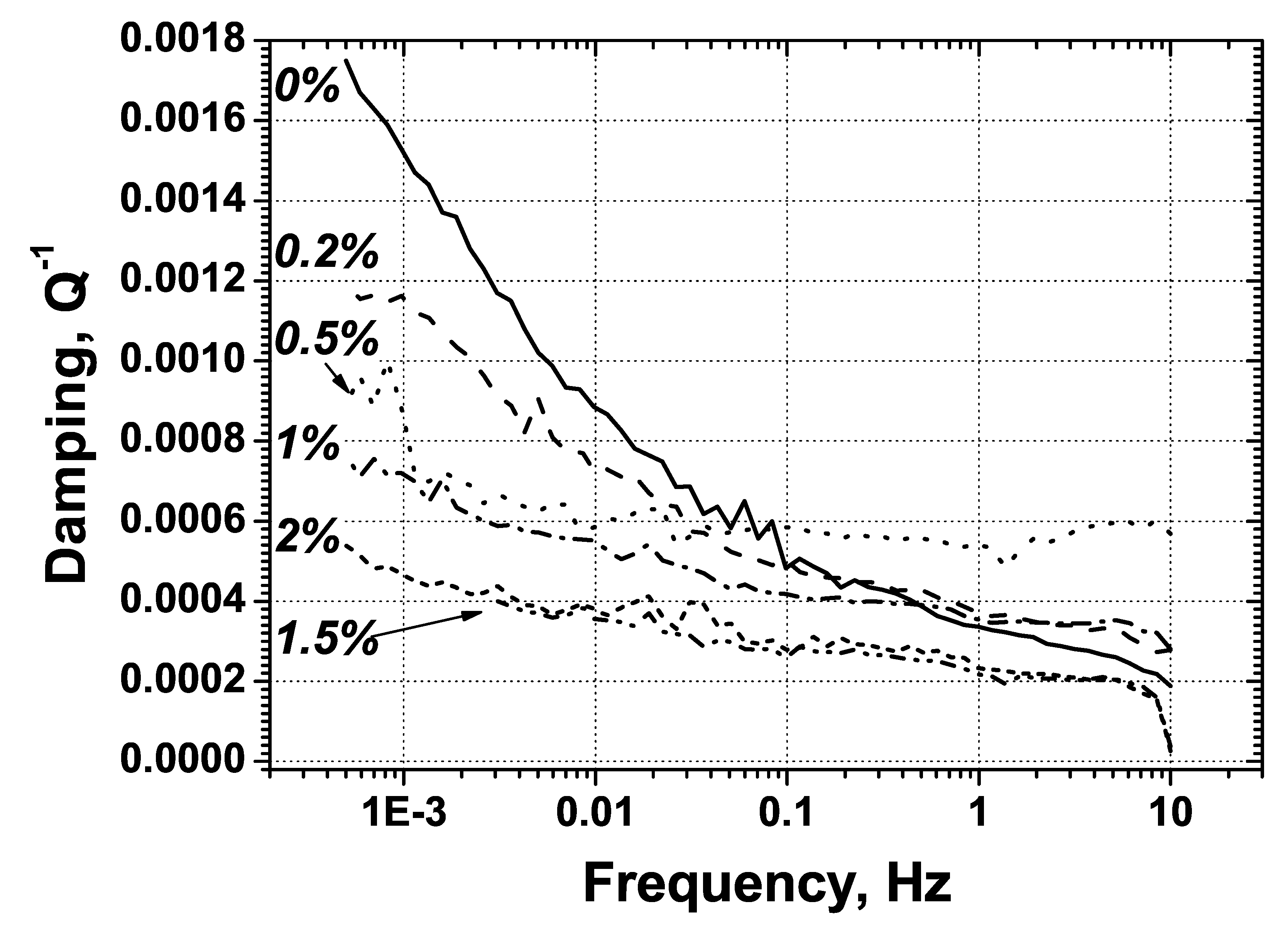
3.5. Internal Friction Measurement
3.6. Transmission Electron Microscopy
3.7. Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cottrell, A.H.; Bilby, B.A. Dislocation theory of yielding and strain aging of iron. Proc. Phys. Soc. 1949, A62, 49–62. [Google Scholar] [CrossRef]
- Harper, S. Precipitation of Carbon and Nitrogen in Cold-Worked Alpha-Iron. Phys. Rev. 1951, 83, 709–712. [Google Scholar] [CrossRef]
- De Cooman, B.C. An Introduction to the Solid State Physics of Steel 1; Graduate Institute of Ferrous Technology, Pohang University of Science and Technology: Pohang, Korea, April 2016. [Google Scholar]
- Waterschoot, T.; De Cooman, B.; De, A.; Vandeputte, S. Static strain ageing phenomena in cold-rolled dual-phase steels. Metall. Mater. Trans. A 2004, 34, 781–791. [Google Scholar] [CrossRef]
- Waterschoot, T.; Verbeken, K.; De Cooman, B.C. Tempering kinetics of the martensitic phase in DP steel. ISIJ Int. 2004, 46, 138–146. [Google Scholar] [CrossRef]
- De, A.K.; De Blauwe, K.; Vandeputte, S.; De Cooman, B.C. Effect of Dislocation Density on the Low Temperature ageing Behavior of an Ultra Low Carbon Bake Hardening Steel. J. Alloys Compounds 2000, 310, 405–410. [Google Scholar] [CrossRef]
- Soenen, B.; De, A.K.; Vandeputte, S.; De Cooman, B.C. Competition between grain boundary segregation and Cottrell atmosphere formation during static strain ageing in ultra low carbon bake hardening steels. Acta Mater. 2004, 52, 3483–3492. [Google Scholar] [CrossRef]
- Gawne, D.T. Strain Ageing and Carbide Precipitation in Al-Killed Steels. Mater. Sci. Technol. 1985, 1, 583–592. [Google Scholar] [CrossRef]
- Pushkareva, I. Microstructural evolution of Dual Phase steel—Improvement of damage resistance. Ph.D. Thesis, Institut National Polytechnique de Lorraine, Nancy, France, 2009. [Google Scholar]
- Guenduez, S. Static Strain Ageing Behaviour of Dual Phase Steels. Mater. Sci. Eng. A 2008, 486, 63–71. [Google Scholar] [CrossRef]
- De Meyer, M.; De, A.K.; Tosal-Martinez, L.; De Cooman, B.C. The Bake-hardening and Ageing Behaviour of Cold Rolled TRIP Steels. In Proceedings of the 43th Mechanical Working and Steel Processing Conference Proceedings, Charlotte, NC, USA, 28–31 October 2001; pp. 249–358. [Google Scholar]
- Timokhina, I.B.; Hodgson, P.D.; Pereloma, E.V. Transmission Electron Microscopy Characterization of the Bake-Hardening Behavior of Transformation-Induced Plasticity and Dual-Phase Steels. Metall. Mater. Trans. A 2007, 38A, 2442–2454. [Google Scholar] [CrossRef]
- De Cooman, B.C. Structure–properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- Samek, L.; de Moor, E.; Penning, J.; de Cooman, B.C. Influence of alloying elements on the kinetics of strain-induced martensitic nucleation in low-alloy, multiphase high-strength steels. Metall. Mater. Trans. A 2006, 37A, 109–124. [Google Scholar] [CrossRef]
- Samek, L.; De Moor, E.; Penning, J.; Speer, J.G. Static Strain ageing of Microstructural Contituents in Transformation-Induced-Plasticity Steel. Metall. Mater. Trans. A 2008, 39, 2542–2554. [Google Scholar] [CrossRef]
- Das, S. Bake-Hardening in Low and Medium Carbon Steels. Ph.D. Thesis, Department of Metallurgical and Materials Engineering Indian Institute of Technology, Kharagpur, India, May 2012. [Google Scholar]
- Onink, M.; Brakman, C.M.; Tichelaar, F.D.; Mittemeijer, E.J.; Vanderzwaag, S.; Root, H.; Konyer, N.B. The lattice-parameters of austenite and ferrite in Fe-C alloys as functions of carbon concentration and temperature. Scr. Metall. Mater. 1993, 29, 1011–1016. [Google Scholar] [CrossRef]
- Ham, R.K. The determination of dislocation densities in thin films. Phil. Mag. 1961, 6, 1183–1184. [Google Scholar] [CrossRef]
- Kelly, P.M.; Jostons, A.; Blake, R.G.; Napier, J.G. The determination of foil thickness by STEM. Phys. Stat. Sol. 1975, A31, 771. [Google Scholar] [CrossRef]
- Baird, J.D. Strain Ageing of Steel—A Critical Review. Iron Steel 1963, 36, 186–192. [Google Scholar]
- Saitoh, H.; Ushioda, K. Influences of Manganese on Internal-Friction and Carbon Solubility Determined by Combination of Infrared-Absorption in Ferrite of Low-Carbon Steels. ISIJ Int. 1989, 29, 960–965. [Google Scholar] [CrossRef]
- Ushioda, K.; Yoshinaga, N.; Saitoh, H.; Akisue, O. Influences of Third Elements on Snoek Peak and the Diffusion of C in Ternary Fe-C-M Alloys. Defect Diffus. Forum 1993, 95–98, 375–380. [Google Scholar]
- Saitoh, H.; Ushioda, K. Influences of Phosphorus on the Solubility of Carbon in Ferrite and on Snoek Peak. Mater. Trans. JIM 1993, 34, 13–19. [Google Scholar] [CrossRef][Green Version]
- Weller, M. Internal friction studies of Fe-N and Fe-C Interstitial solutions. In Proceedings of the High Nitrogen Steels 1989 Conference, Varna, Bulgaria, 1–3 October 1989. [Google Scholar]
- Messien, P.; Leroy, V. Solute Carbon and Nitrogen in the Ferrite after Continuous Annealing of Low-Carbon Low Aluminum Steels. Steel Res. 1985, 56, 385–391. [Google Scholar] [CrossRef]
- Borst, G. Determination of Nitrogen and Carbon Interstitially Dissolved in Continuously-Annealed Steel Sheets by Means of a Fully-Automatic Torsion Pendulum. Steel Res. 1990, 61, 121–130. [Google Scholar] [CrossRef]
- Kleemola, H.J.; Kuusisto, E.A. The effect of Cr, Mn and Ni on the Solubility and Precipitation of Carbon in Ferritic Iron. Scand. J. Metall. 1976, 5, 151–158. [Google Scholar]
- Dingley, D.J.; McLean, D. Components of the flow stress of iron. Acta Metall. 1967, 15, 885–901. [Google Scholar] [CrossRef]
- Das, S.; Timokhina, I.; Singh, S.B.; Pereloma, E.; Mohanty, O.N. Effect of bainitic transformation on bake-hardening in TRIP assisted steel. Mater. Sci. Eng. A 2012, 534, 485–494. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | Al |
|---|---|---|---|---|---|
| TRIP1 | 0.195 | 1.582 | 1.64 | 0.011 | 0.032 |
| TRIP2 | 0.212 | 1.527 | 1.778 | 0.009 | 0.038 |
| TRIP3 | 0.180 | 0.700 | 1.61 | 0.012 | 1.450 |
| TRIP4 | 0.220 | 0.040 | 1.66 | 0.012 | 1.490 |
| TRIP5 | 0.221 | 0.09 | 1.68 | 0.012 | 1.485 |
| Steel | V, % | C , wt% |
|---|---|---|
| TRIP5, before aging | 11.5 | 1.81 |
| TRIP5, after aging | 12.1 | 1.84 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samek, L.; Dykas, J.; De Moor, E.; Grajcar, A. Strain-Ageing of Low-Alloyed Multiphase High-Strength Steels. Metals 2020, 10, 439. https://doi.org/10.3390/met10040439
Samek L, Dykas J, De Moor E, Grajcar A. Strain-Ageing of Low-Alloyed Multiphase High-Strength Steels. Metals. 2020; 10(4):439. https://doi.org/10.3390/met10040439
Chicago/Turabian StyleSamek, Ludovic, Jakub Dykas, Emmanuel De Moor, and Adam Grajcar. 2020. "Strain-Ageing of Low-Alloyed Multiphase High-Strength Steels" Metals 10, no. 4: 439. https://doi.org/10.3390/met10040439
APA StyleSamek, L., Dykas, J., De Moor, E., & Grajcar, A. (2020). Strain-Ageing of Low-Alloyed Multiphase High-Strength Steels. Metals, 10(4), 439. https://doi.org/10.3390/met10040439