Element Vaporization of Ti-6Al-4V Alloy during Selective Laser Melting

Abstract
1. Introduction
2. Experiment and Mathematical Model
2.1. Experiments
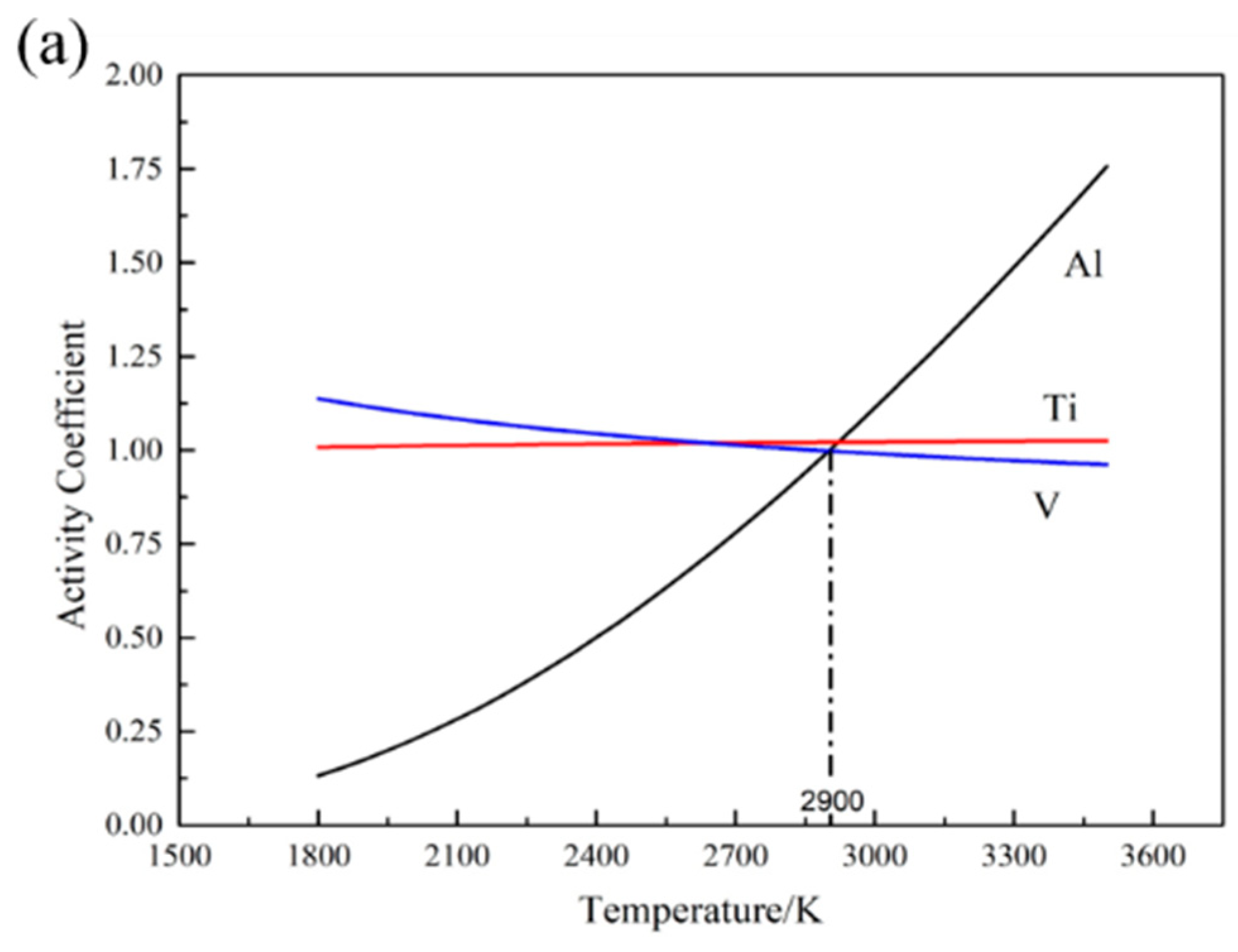
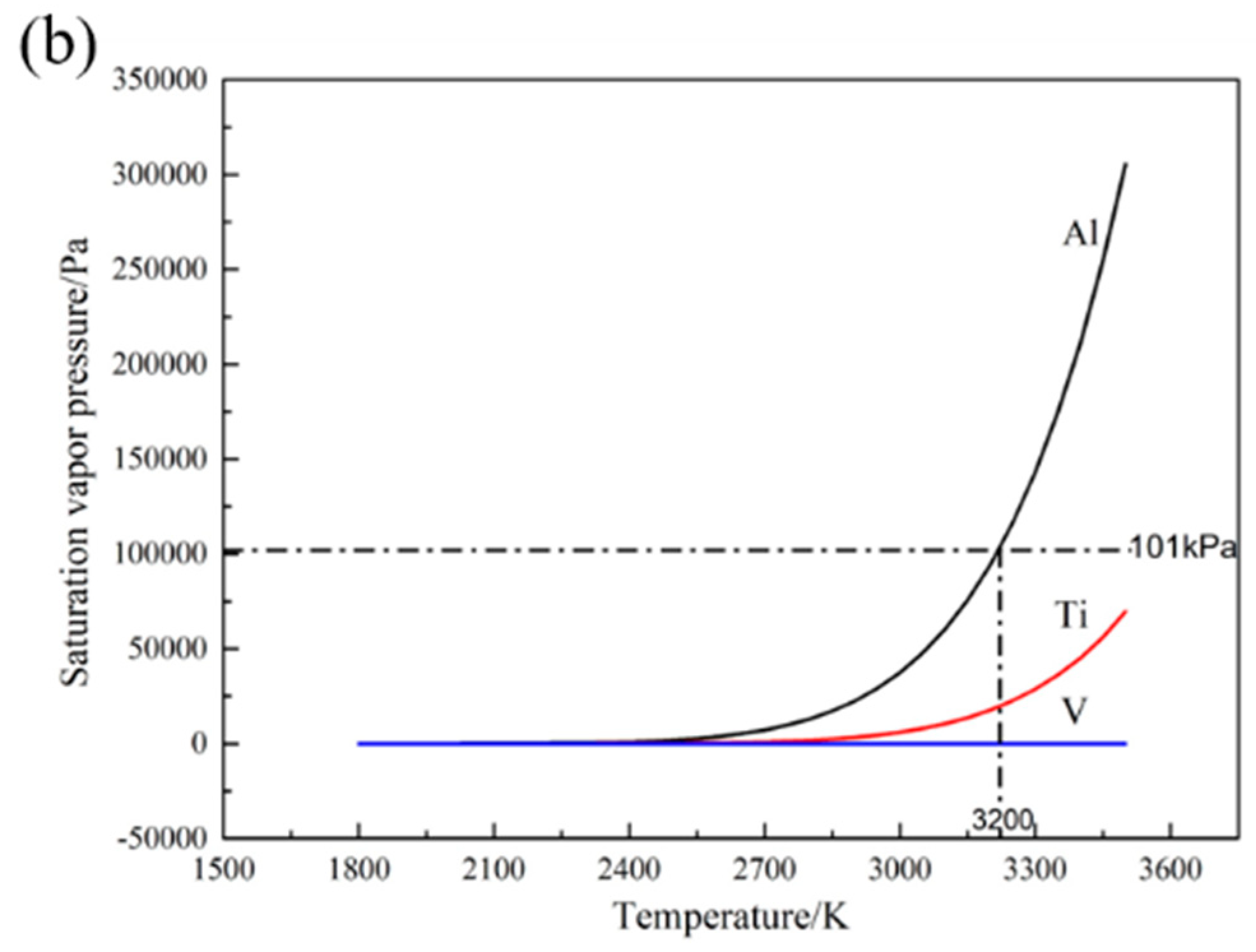
2.2. Vaporization Thermodynamic
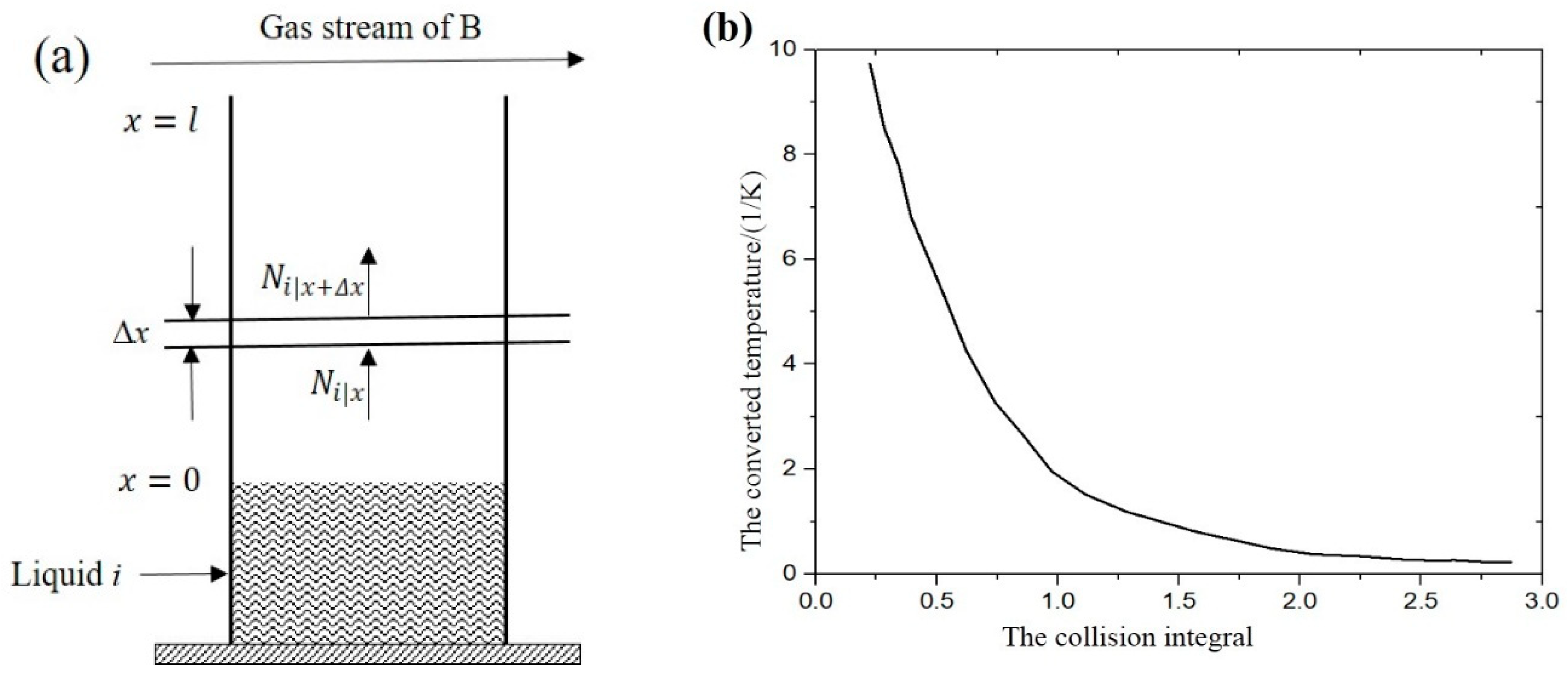
2.3. Vaporization Kinetics
- 1)
- The surrounding of the molten pool is full of inert gas with a pressure close to atmospheric pressure during SLM process;
- 2)
- During the SLM process, the inert gas will be continuously filled to purify the forming chamber, since on the upside of the molten pool, a gas stratosphere will be generated during the building process;
- 3)
- The molten pool size of SLM is minimal, and the existent time of molten pool is extremely short.
- 1)
- The volatile element i in the alloy diffuses to the liquid/gas interface in the molten pool;
- 2)
- Interfacial reaction of element i occurs at liquid/gas interface, which makes element i convert from liquid state to gas state;
- 3)
- The vapor of element i diffuses to the gas stratosphere, which is created by continuously filled inert gas;
- 4)
- The vapor of element i is brought to the air-vent by constantly inert airflow. The air-vent is set in the SLM machine to exhaust the gas, which is generated during SLM working;
- 5)
- The vapor of element i transforms into a stable solid at the air-vent.
3. Experimental Verification and Discussion
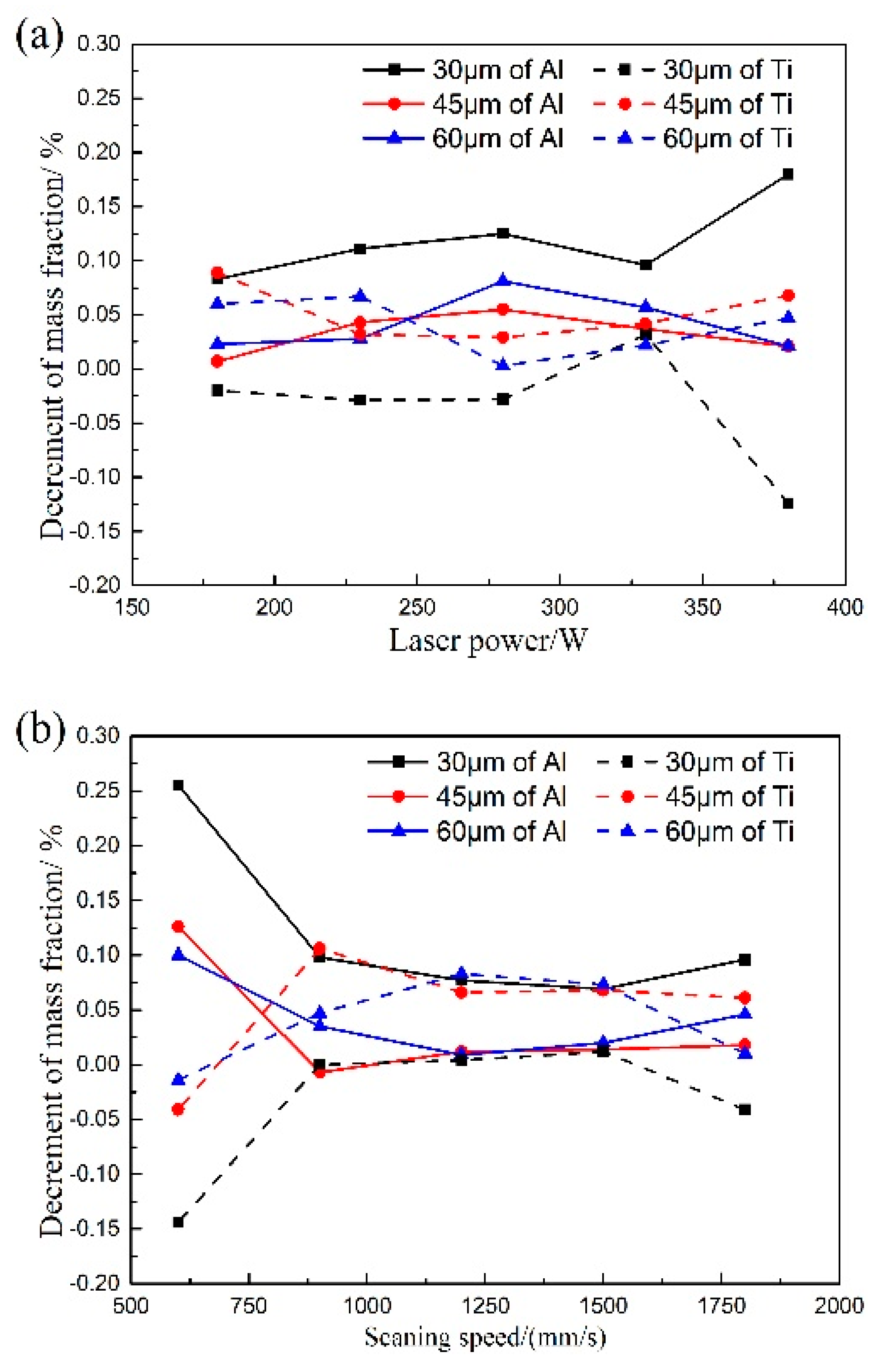
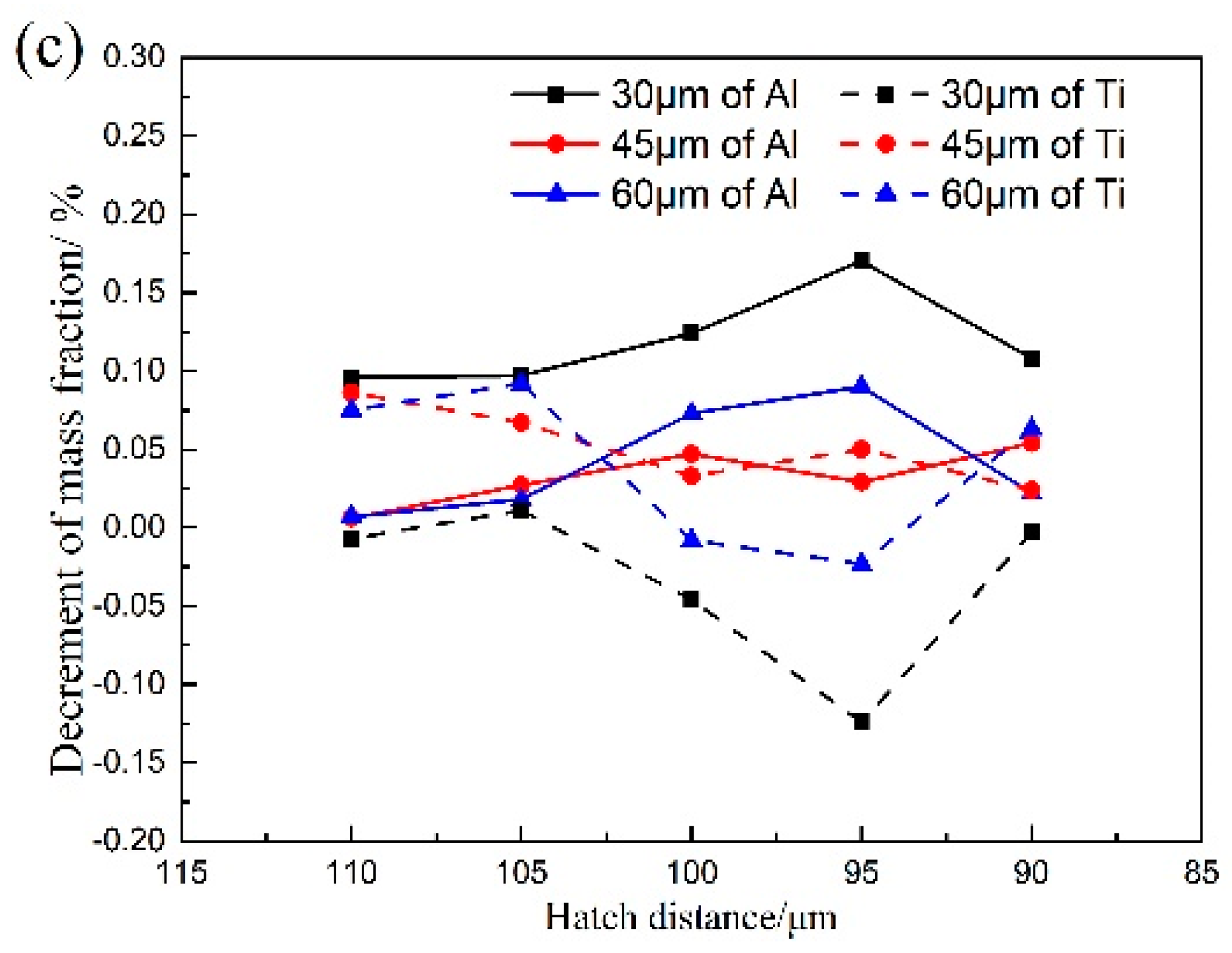
3.1. The Orthogonal Experiment
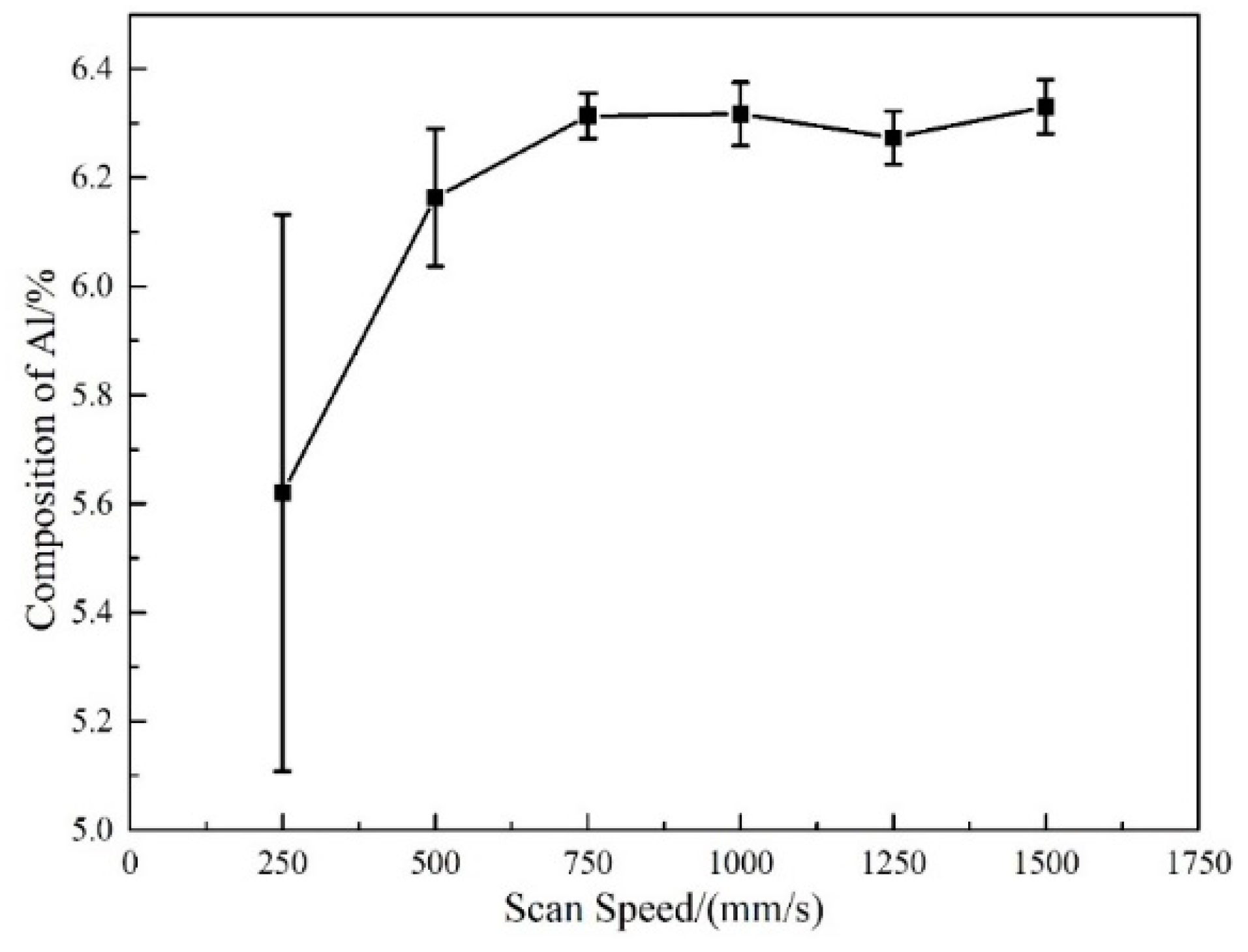
3.2. The Single-Factor Experiment
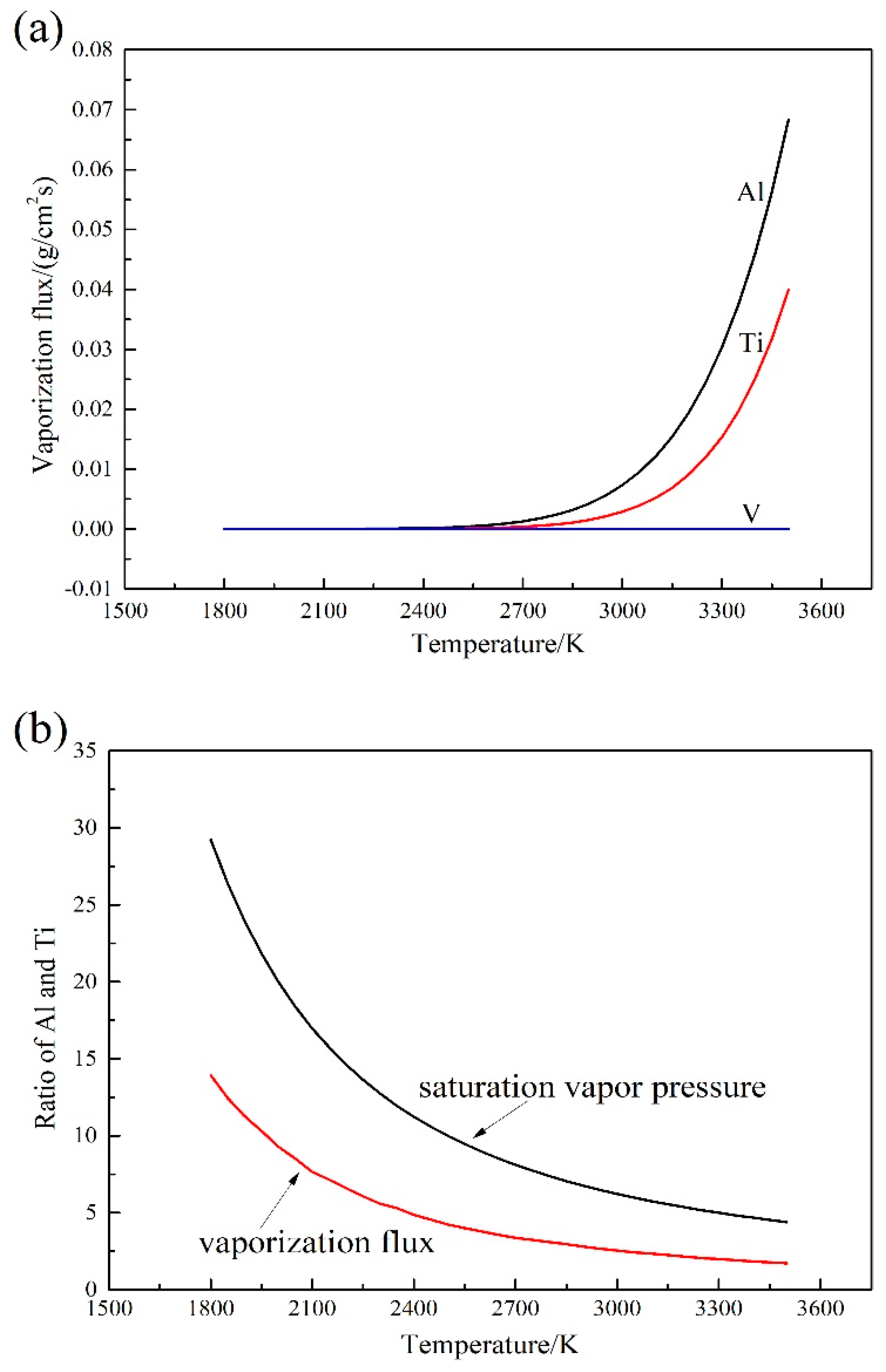
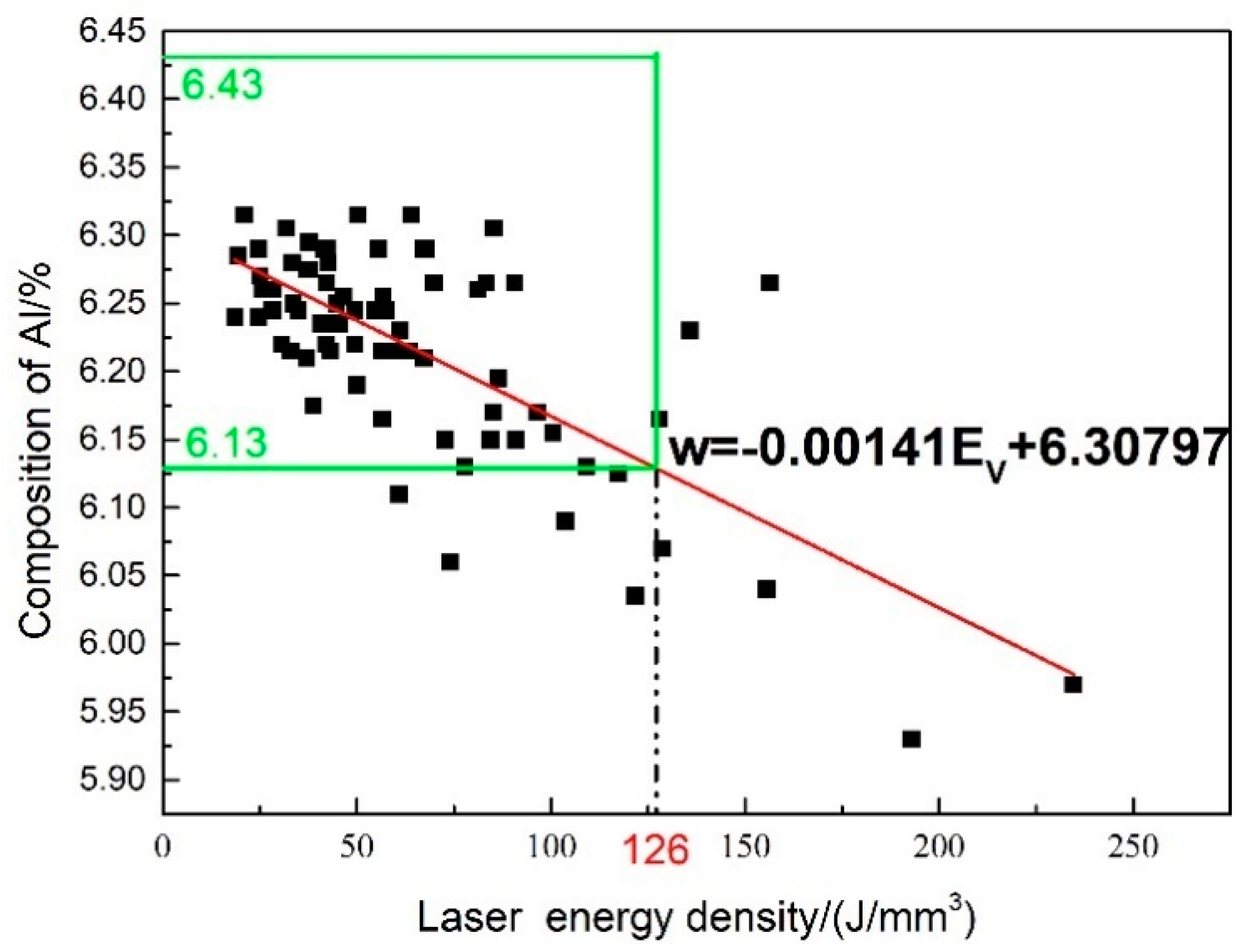
3.3. Prediction of Vaporization
4. Conclusions
- (1)
- In Ti-6Al-4V alloy, Al element has the maximum saturated vapor pressure, followed by Ti element, and the saturated vapor pressure of V element is almost zero, which indicates that Al element has the potential to vaporize in the building process.
- (2)
- During the SLM process of Ti-6Al-4V alloy, the element vaporization is mainly controlled by the diffusion of the metal vapor in an inert atmosphere. The diffusion model is used to calculate the kinetics of the element vaporization flux. The result indicates that Al has the most significant vaporization flux and vaporization loss.
- (3)
- Orthogonal experiment and single factor experiment demonstrate that the scanning speed pronouncedly affects the element vaporization loss. The quantity of the vaporization loss of Al is larger than Ti, supporting the result that the vaporization flux of Al is higher than Ti. This is in line with the vaporization kinetic prediction by the diffusion model.
- (4)
- The quantity of the vaporization loss picks up as the laser body energy density increases. When the laser energy density exceeds 126 J/mm3 in Ti-6Al-4V SLM process, the temperature of the molten pool is significantly elevated to contribute to a remarkable vaporization loss (>0.15%) of Al.
Author Contributions
Funding
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Tong, J.; Bowen, C.R.; Persson, J.; Plummer, A.R. Mechanical properties of titanium-based Ti-6Al-4V alloys manufactured by powder bed additive manufacture. Mater. Sci. Technol. 2017, 33, 138–148. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.; Humbeeck, J.V. Heat treatment of Ti-6Al-4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Ott, R.T. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B 2018, 143, 172–196. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Peters, M.; Leyens, C. Titanium and Titanium Alloys, 1st ed.; Wiley-VCH: Weinheim, Germany, 2003; pp. 1–35. [Google Scholar]
- Zhang, Z.; Wang, Q.J.; Mo, W. Metallography and Heat Treatment of Titanium, 4th ed.; Metallurgical Industry Press: Beijing, China, 2009; pp. 247–302. [Google Scholar]
- Dias, D.; Santos, O.S.; Alves, W.; Lima, M.S.F.; Silva, M.M.D. Fiber Laser Surface Melting of a NiTi Superelastic Alloy: Influence on Structural and Mechanical Properties. Metals 2019, 9, 1268. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, H.; Feng, Y.; Luo, B. 3D Multiphysical Modelling of Fluid Dynamics and Mass Transfer in Laser Welding of Dissimilar Materials. Metals 2018, 8, 443. [Google Scholar] [CrossRef]
- Wood, J.R. Producing Ti-6Al-4V plate from single-melt EBCHM ingot. JOM 2002, 54, 56–58. [Google Scholar] [CrossRef]
- Hong, D. Microstructure and properties of Ti-6Al-4V alloy with cold-wall induction melting preparation. Mater. Sci. Technol. 1999, s1, 12–16. [Google Scholar]
- Powell, A.C.; Pal, U.B.; Den Avyle, J.A.; Damkroger, B.; Szekely, J. Analysis of multicomponent evaporation in electron beam melting and refining of titanium alloys. Metall. Mater. Trans. B 1997, 28, 1227–1239. [Google Scholar] [CrossRef]
- Akhonin, S.V.; Trigub, N.P.; Zamkov, V.N.; Semiatin, S.L. Mathematical modeling of aluminum volatilization during electron-beam cold-hearth melting of Ti-6Al-4V ingots. Metall. Mater. Trans. B-Proc. Metall. Mater. Proc. Sci. 2003, 34, 447–454. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Ivanchenko, V.G.; Ivasishin, O.M. Diffusion models for evaporation losses during electron-beam melting of alpha/beta-titanium alloys. Metall. Mater. Trans. B 2004, 35, 235–245. [Google Scholar] [CrossRef]
- Wei, K.; Wang, Z.; Zeng, X. Influence of element vaporization on formability, composition, microstructure, and mechanical performance of the selective laser melted Mg-Zn-Zr components. Mater. Lett. 2015, 156, 187–190. [Google Scholar] [CrossRef]
- Yao, K.; Min, X.H.; Shi, S.; Tan, Y. Volatilization Behavior of β-Type Ti-Mo Alloy Manufactured by Electron Beam Melting. Metals 2018, 8, 206. [Google Scholar] [CrossRef]
- Sun, Y.Q.; Guo, J.J.; Liu, G.Z. Melt Quality Control in Non-Ferrous Alloy Vacuum Melting Process, 2nd ed.; Harbin Institute of Technology Press: Harbin, China, 2005; pp. 71–86. [Google Scholar]
- Qiu, K.Q.; Duan, W.J.; Chen, Q.Y. Rate of metal evaporation under vacuum condition. Nonferrous Met. 2002, 54, 48–52. [Google Scholar]
- White, D.C. Vaporization and vaporizers. BJA Br. J. Anaesth. 1985, 57, 658–671. [Google Scholar] [CrossRef][Green Version]
- Zhao, Z.; Chen, J.; Tan, H.; Lin, X.; Huang, W. Evolution of plastic deformation and its effect on mechanical properties of laser additive repaired Ti64ELI titanium alloy. Opt. Laser Technol. 2017, 92, 36–43. [Google Scholar]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Ivanchenko, V.G.; Ivasishin, O.M.; Semiatin, S.L. Evaluation of evaluation losses during electron-beam melting of Ti-Al-V alloys. Metall. Mater. Trans. B 2003, 34, 911–915. [Google Scholar] [CrossRef]
- Redlich, O.; Kister, A.T. Algebraic Representation of Thermodynamic Properties and the Classification of Solutions. Ind. Eng. Chem. 1948, 40, 345–348. [Google Scholar] [CrossRef]
- Lei, L.; Lanlan, Y.; Wenguang, L.; Xiaonan, M.; Guanjun, Y.; Rongrong, N.; Chen, W. Research on evaporation mechanism of elements in TC4 alloys during Electron Beam Cold hearth melting. Rare Met. Mater. Eng. 2011, 40, 625–629. [Google Scholar]
- Lópezarias, T. Comment on Clausius-Clapeyron equation and saturation vapour pressure: Simple theory reconciled with practice. Eur. J. Phys. 2012, 33, L11–L12. [Google Scholar] [CrossRef]
- Guo, J.; Jia, J.; Liu, Y.; Su, Y.; Ding, H. Volatilization behavior of aluminum during the cold crucible induction skull melting of titanium aluminum alloys. Metall. Mater. Trans. B 2000, 31, 837–844. [Google Scholar] [CrossRef]
- Geiger, G.H.; Poirier, D.R. Transport Phenomena in Metallurgy; Addison-Wesley Publishing Company: Boston, MA, USA, 1973; pp. 515–542. [Google Scholar]
- Present, R.D. Chapman-Enskog Method in Chemical Kinetics. J. Chem. Phys. 2003, 48, 4875–4877. [Google Scholar] [CrossRef]
- ASTM B381-13. Standard Specification for Titanium and Titanium Alloy Forgings; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Wycisk, E.; Siddique, S.; Herzog, D.; Walther, F.; Emmelmann, C. Fatigue performance of laser additive manufactured Ti-6Al-4V in very high cycle fatigue (VHCF) regime up to 109 cycles. Front. Mater. 2015, 2, 72. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Qian, M. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti-6Al-4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | Fe | O | N | C | H | Ti |
|---|---|---|---|---|---|---|---|
| 6.28 | 4.14 | 0.12 | 0.08 | 0.015 | 0.01 | 0.009 | Balance |
| Name | Laser Power/W | Scanning Speed/(mm/s) | Hatch Space/μm |
|---|---|---|---|
| Level 1 | 180 | 600 | 90 |
| Level 2 | 230 | 900 | 95 |
| Level 3 | 280 | 1200 | 100 |
| Level 4 | 330 | 1500 | 105 |
| Level 5 | 380 | 1800 | 110 |
| Case | Laser Power/W | Scanning Speed/(mm/s) | Hatch Space/μm | Layer Thickness/μm |
|---|---|---|---|---|
| 0 | 330 | 250 | 100 | 30 |
| 1 | 500 | |||
| 2 | 750 | |||
| 3 | 1000 | |||
| 4 | 1250 | |||
| 5 | 1500 |
| System | L (0) | L (1) | L (2) |
|---|---|---|---|
| Al-Ti | −10825 + 38 T | −6000 + 5 T | 15000 |
| Al-V | −50725 + 9 T | −15000 + 8 T | |
| Ti-V | 1400 | 4100 |
| Element | A | B | C | D | Temperature Range/K |
|---|---|---|---|---|---|
| Ti | −23200 | −0.66 | — | 11.74 | Melting point-boiling point |
| Al | −16380 | −1.0 | — | 12.32 | Melting point-boiling point |
| V | −26900 | +0.33 | −0.265 | 10.12 | 298 K-melting point |
| Factor | DevSq | DOF | F | F0.1(4,6) | Salience |
|---|---|---|---|---|---|
| Laser power | 0.028 | 4 | 0.866 | 2.190 | |
| Scanning speed | 0.119 | 4 | 3.680 | 2.190 | * |
| Hatch space | 0.019 | 4 | 0.588 | 2.190 | |
| Error | 0.190 | 24 |
| Factor | DevSq | DOF | F | F0.1(4,6) | Salience |
|---|---|---|---|---|---|
| Laser power | 0.007 | 4 | 0.519 | 2.190 | |
| Scanning speed | 0.056 | 4 | 4.148 | 2.190 | * |
| Hatch space | 0.007 | 4 | 0.519 | 2.190 | |
| Error | 0.080 | 24 |
| Factor | DevSq | DOF | F | F0.1(4,6) | Salience |
|---|---|---|---|---|---|
| Laser power | 0.014 | 4 | 1.000 | 2.190 | |
| Scanning speed | 0.025 | 4 | 1.786 | 2.190 | |
| Hatch space | 0.027 | 4 | 1.929 | 2.190 | |
| Error | 0.080 | 24 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, G.; Chen, J.; Zheng, M.; Yan, Z.; Lu, X.; Lin, X.; Huang, W. Element Vaporization of Ti-6Al-4V Alloy during Selective Laser Melting. Metals 2020, 10, 435. https://doi.org/10.3390/met10040435
Zhang G, Chen J, Zheng M, Yan Z, Lu X, Lin X, Huang W. Element Vaporization of Ti-6Al-4V Alloy during Selective Laser Melting. Metals. 2020; 10(4):435. https://doi.org/10.3390/met10040435
Chicago/Turabian StyleZhang, Guohao, Jing Chen, Min Zheng, Zhenyu Yan, Xufei Lu, Xin Lin, and Weidong Huang. 2020. "Element Vaporization of Ti-6Al-4V Alloy during Selective Laser Melting" Metals 10, no. 4: 435. https://doi.org/10.3390/met10040435
APA StyleZhang, G., Chen, J., Zheng, M., Yan, Z., Lu, X., Lin, X., & Huang, W. (2020). Element Vaporization of Ti-6Al-4V Alloy during Selective Laser Melting. Metals, 10(4), 435. https://doi.org/10.3390/met10040435