Mechanism of Calcium Sulphate on the Aggregation and Growth of Ferronickel Particles in the Self-Reduction of Saprolitic Nickel Laterite Ore

Abstract
1. Introduction
2. Materials and Methods
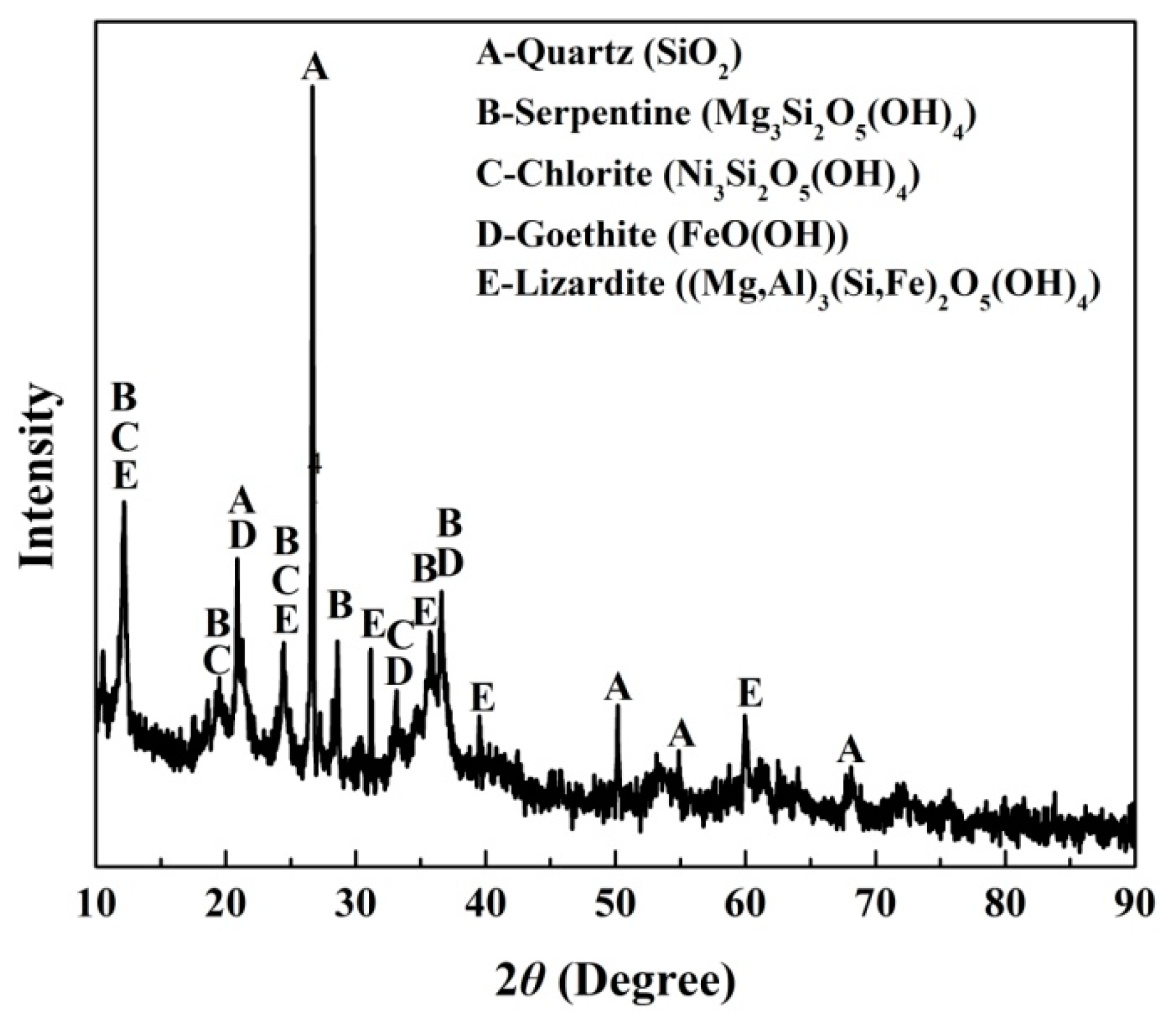
2.1. Raw Materials
2.2. Experimental Methods
2.3. Analytical Methods
2.4. Determination of Particle Size of Ferronickel Particles
3. Results and Discussion
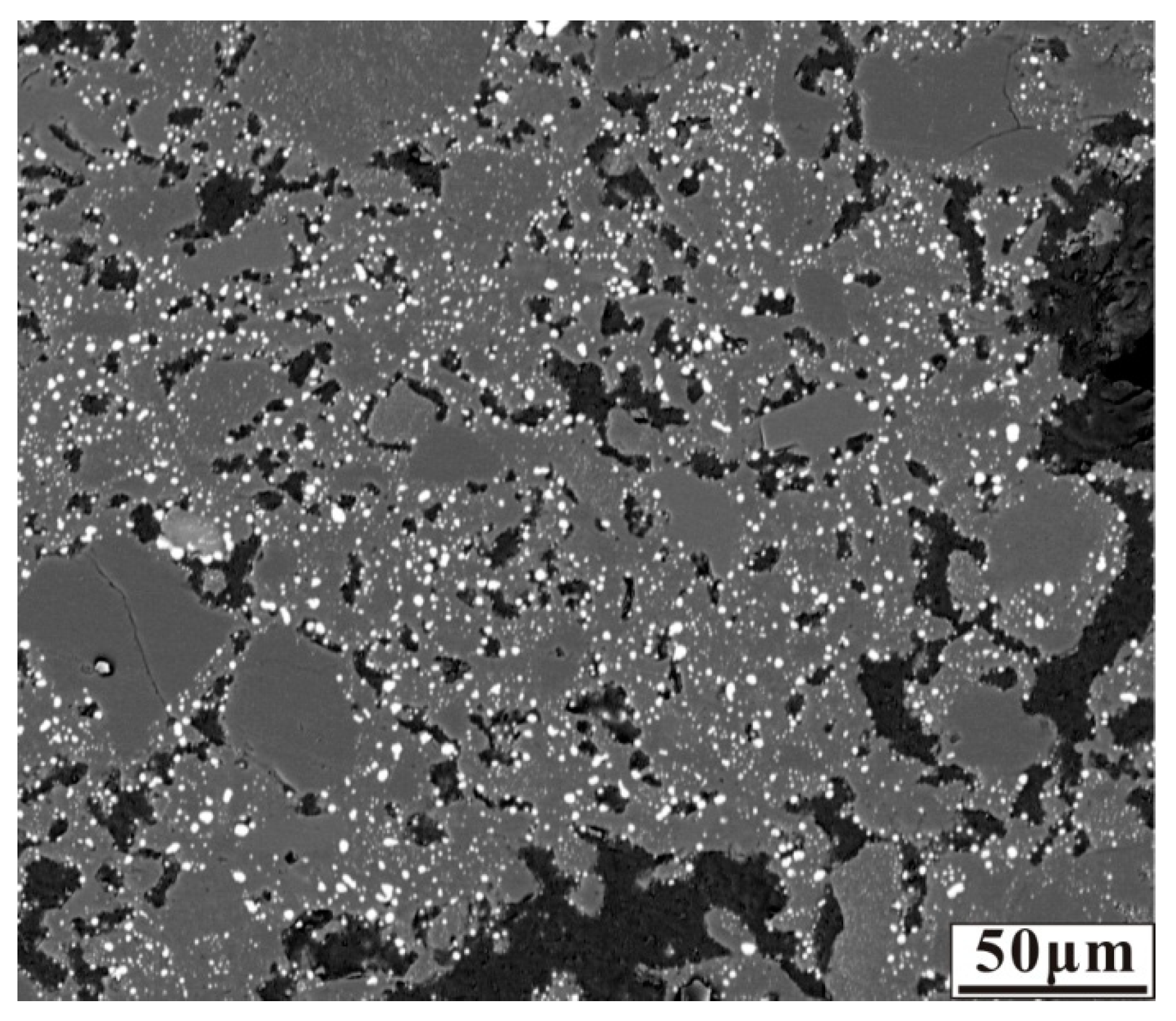
3.1. Self-Reduction of Saprolitic Laterite Ore
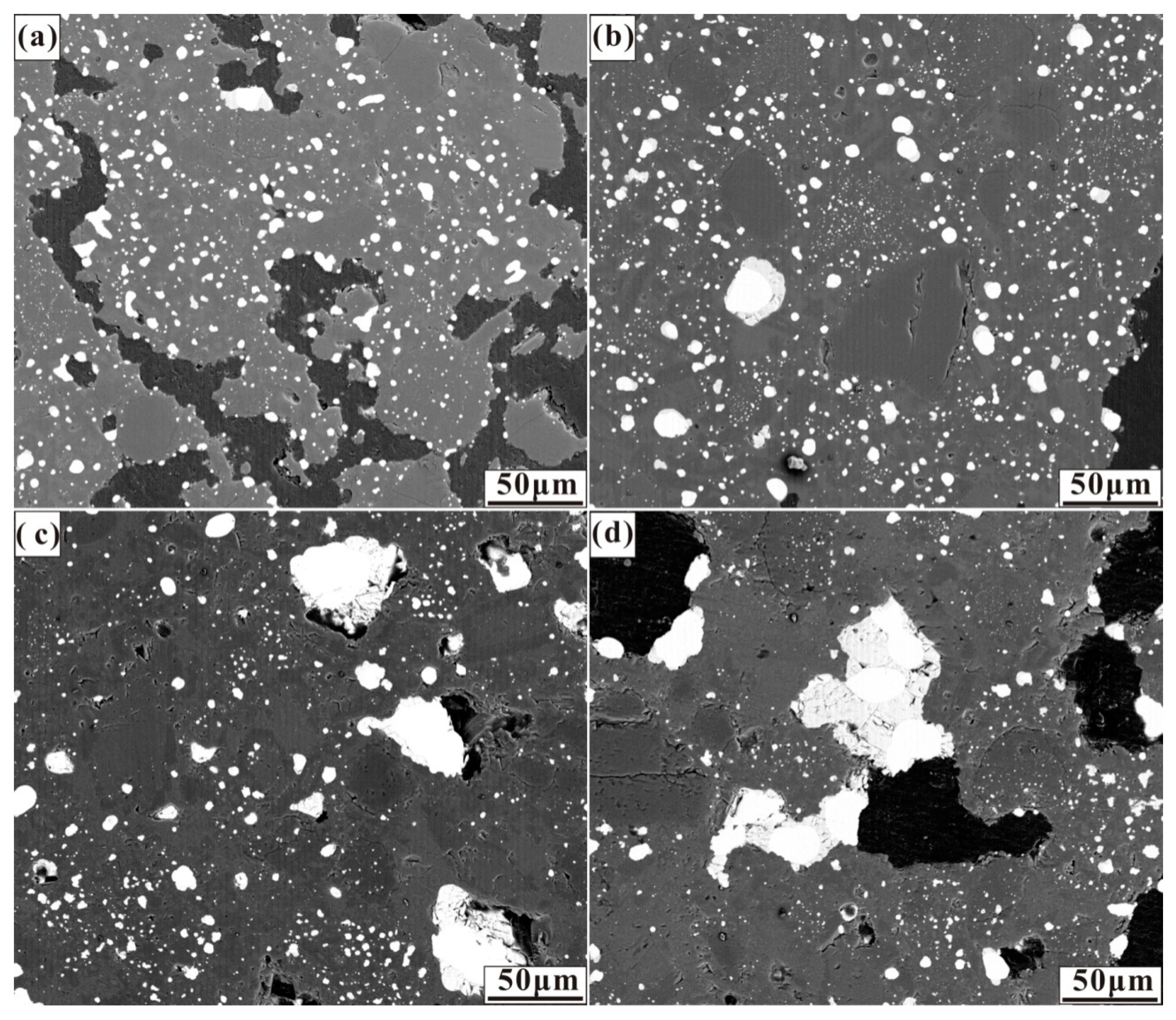
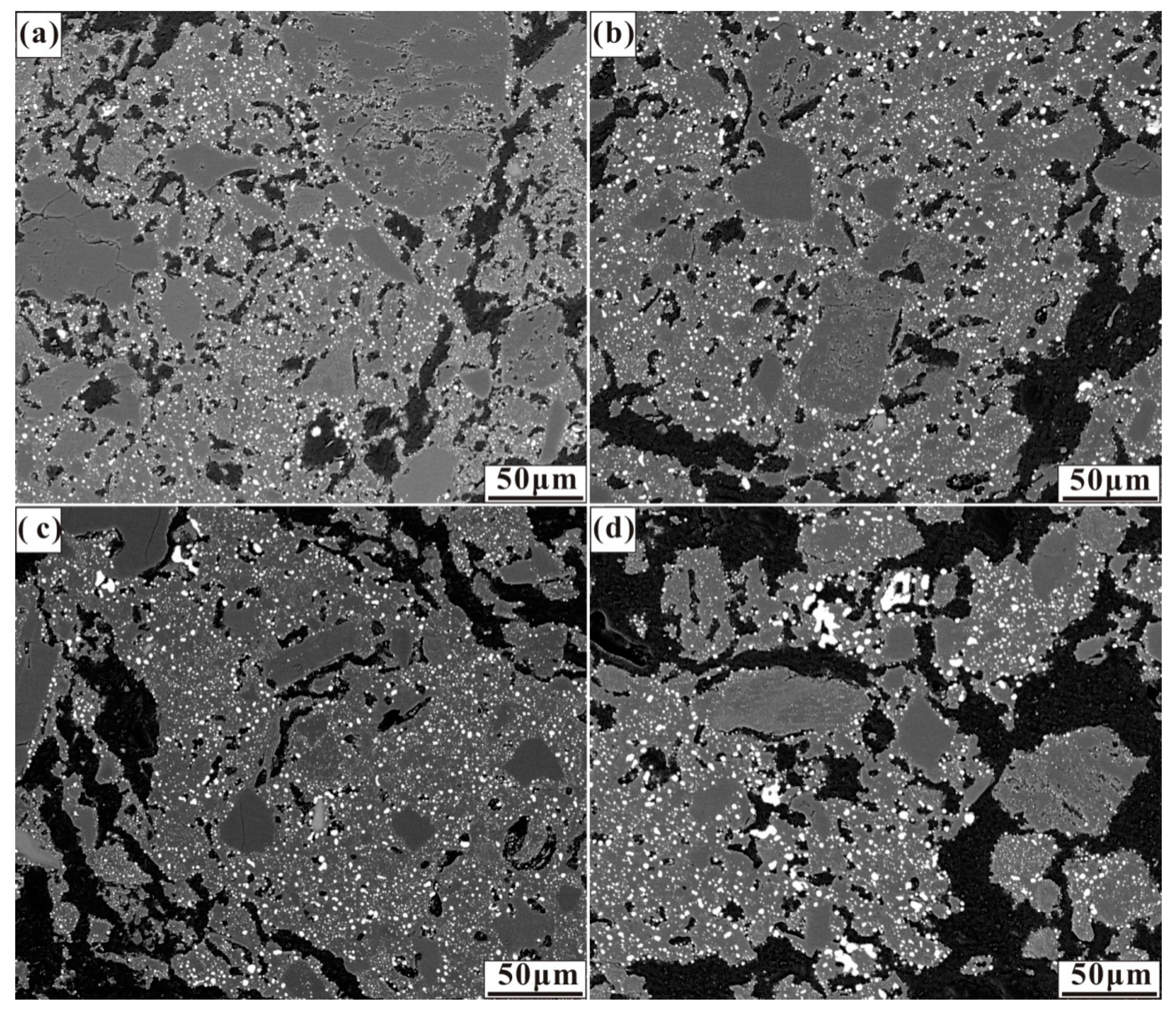
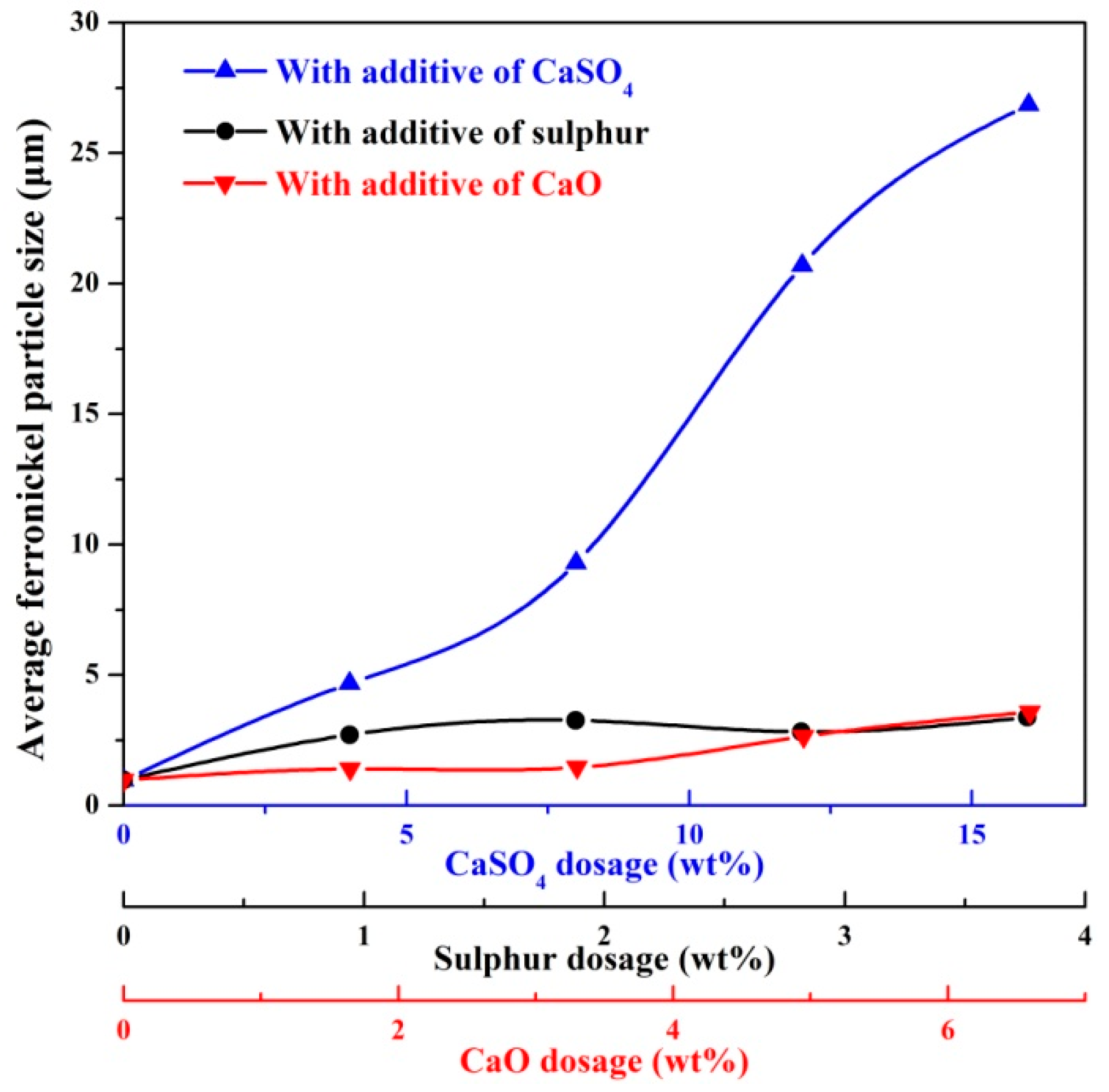
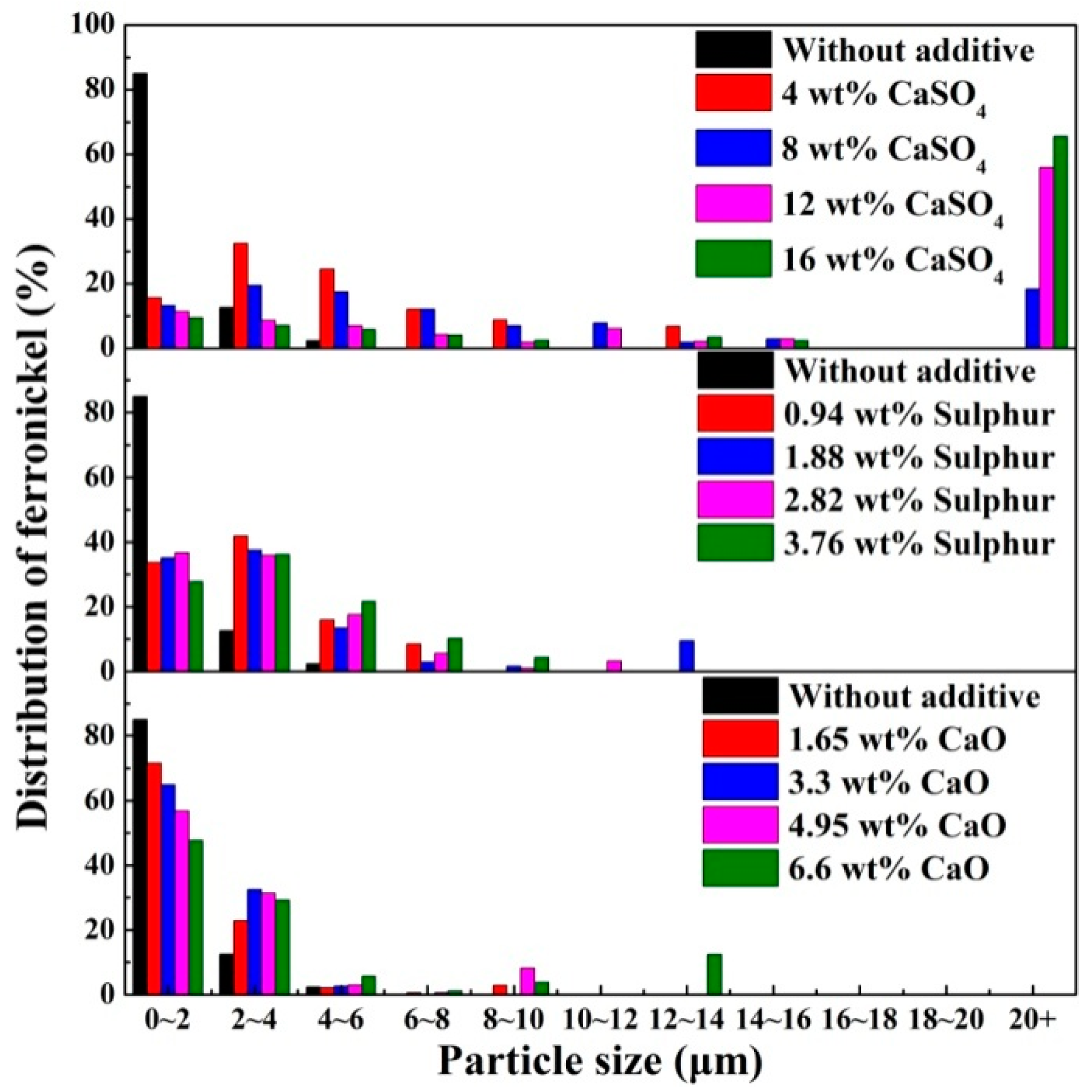
3.2. Effect of on the Particle Size and Distribution of Ferronickel Particles
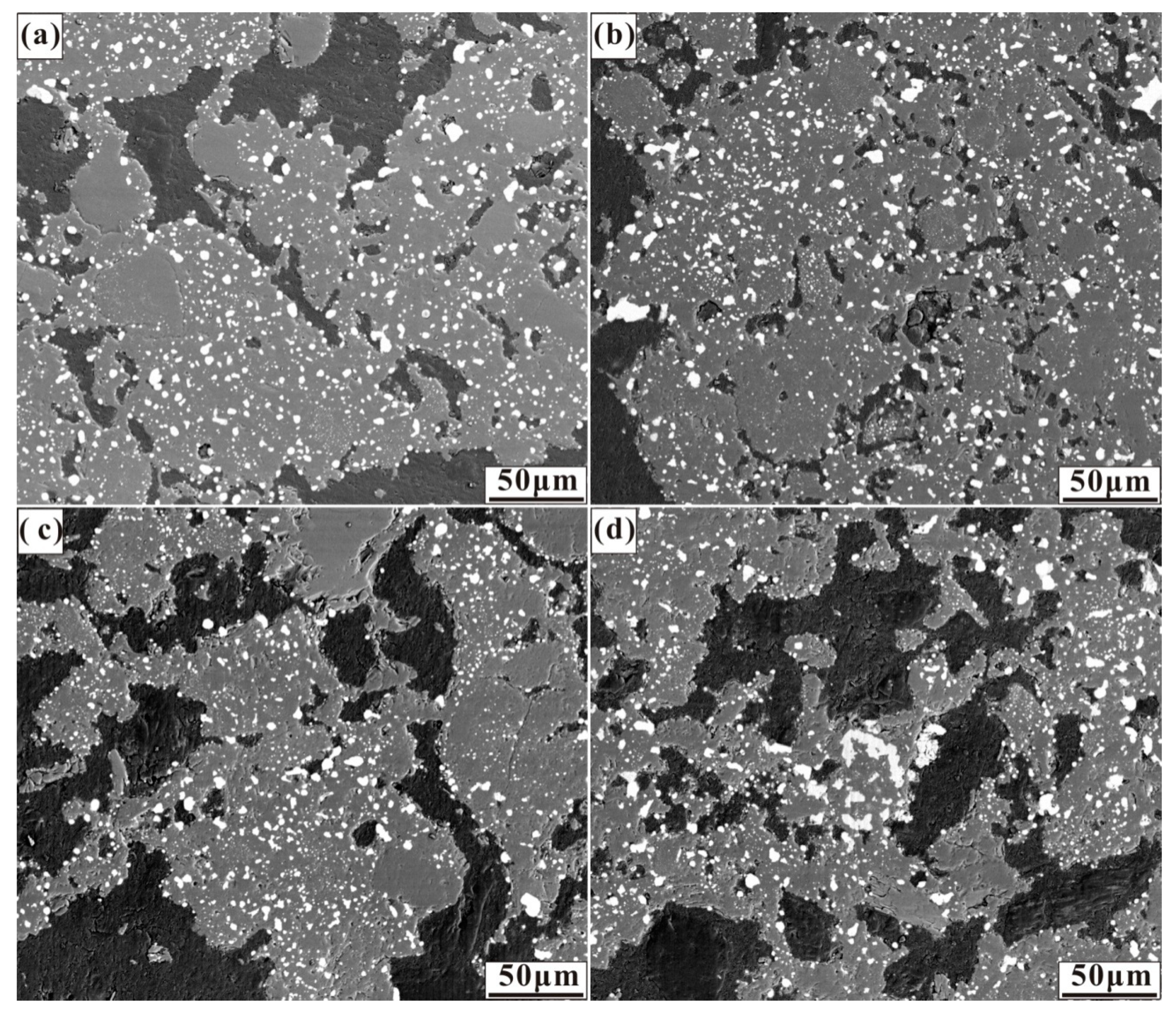
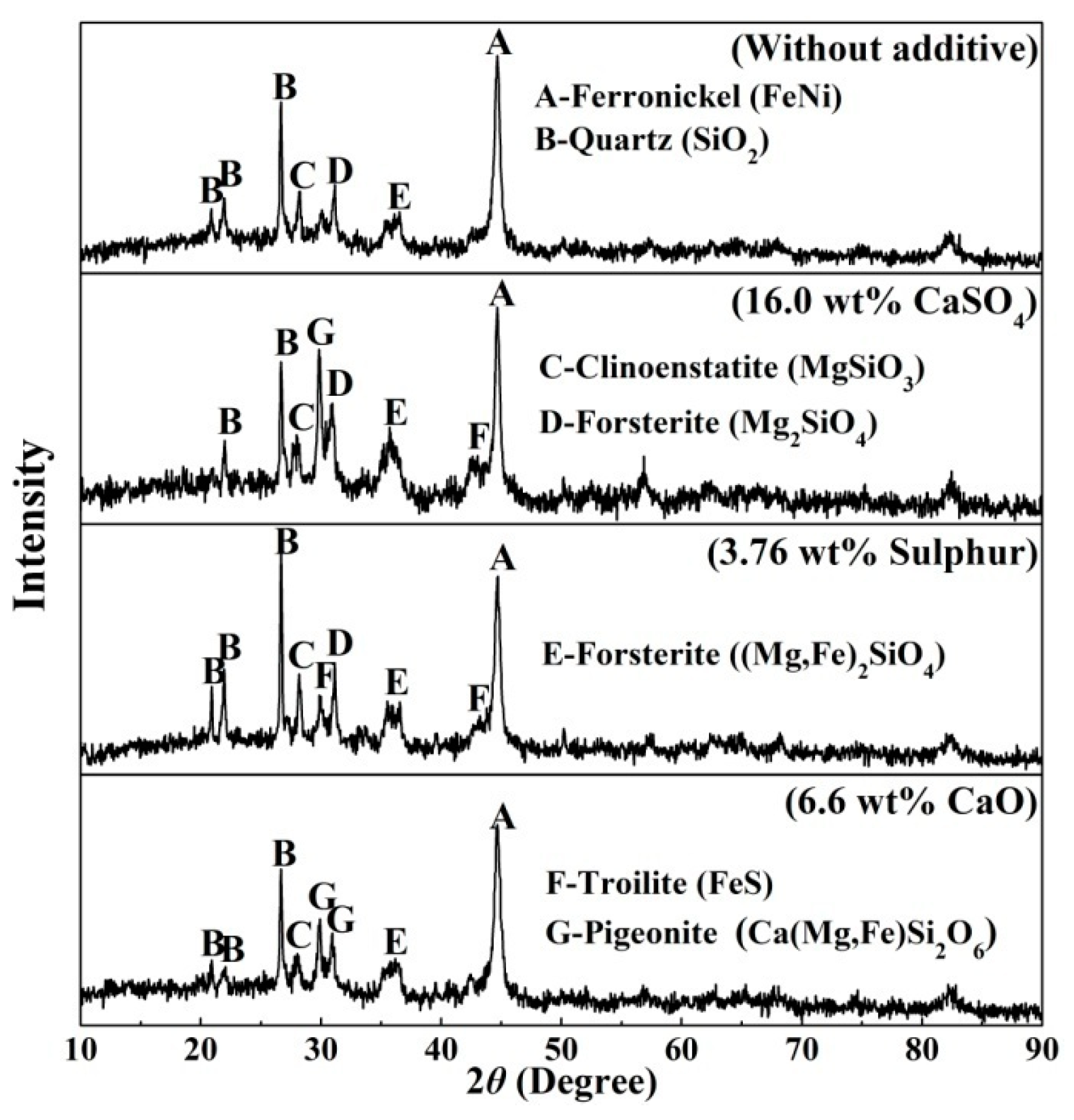
3.3. Mechanism of Calcium Sulphate on the Aggregation and Growth of Ferronickel Particles
3.4. Effect of Additive on Reduction and Magnetic Separation
3.4.1. Analysis of Magnetic Products
3.4.2. Analysis of Slags
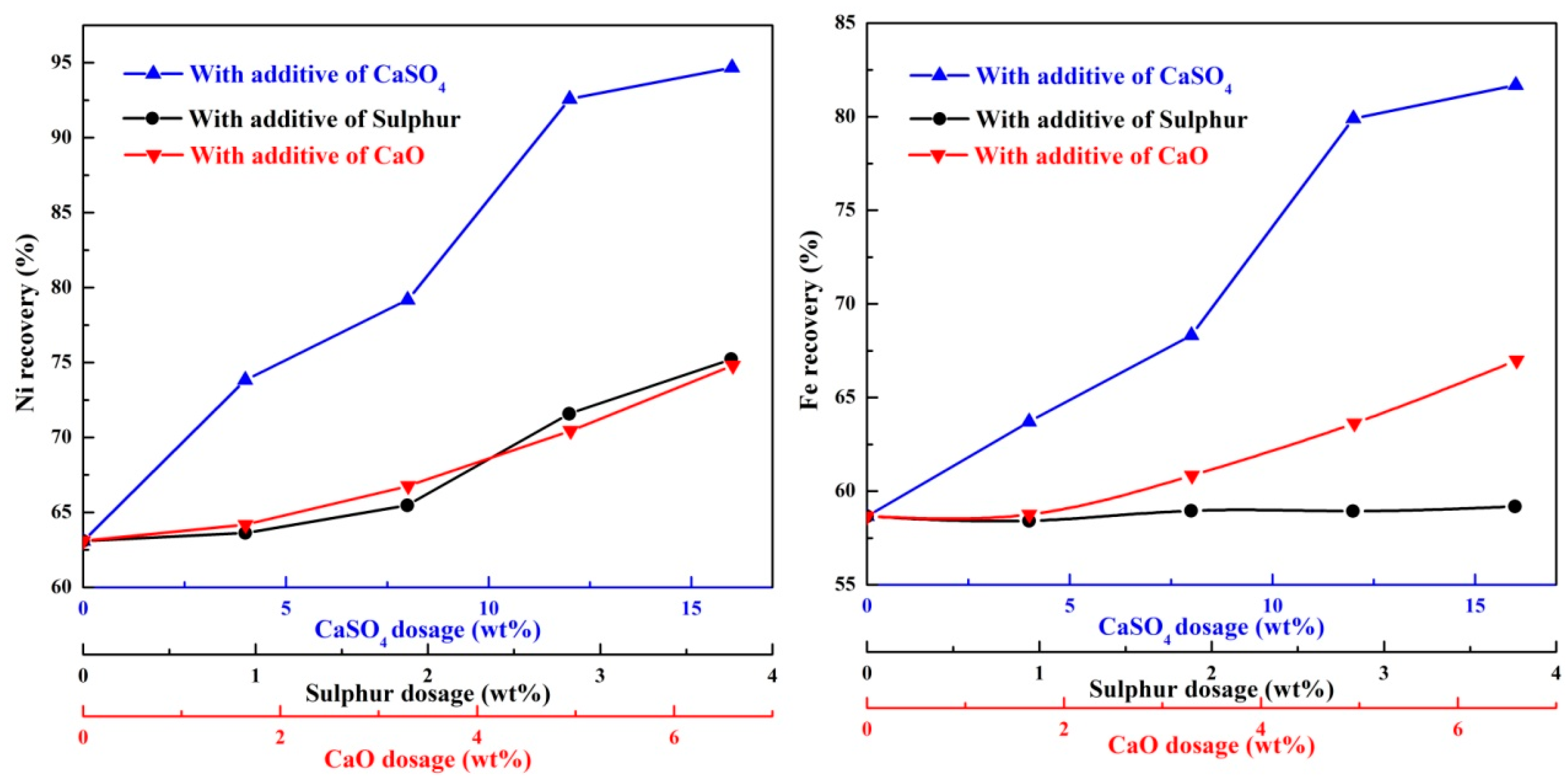
3.4.3. Recoveries of Ni and Fe
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dander, J.E.; Garg, N.K. Breaking amides using nickel catalysis. ACS Catal. 2017, 7, 1413–1423. [Google Scholar] [CrossRef] [PubMed]
- Eckelman, M.J. Facility-level energy and greenhouse gas life-cycle assessment of the global nickel industry. Resour. Conserv. Recycl. 2010, 54, 256–266. [Google Scholar] [CrossRef]
- Kim, J.; Dodbiba, G.; Tanno, H.; Okaya, K.; Matsuo, S.; Fujita, T. Calcination of low-grade laterite for concentration of ni by magnetic separation. Miner. Eng. 2010, 23, 282–288. [Google Scholar] [CrossRef]
- Morcali, M.H.; Khajavi, L.T.; Dreisinger, D.B. Extraction of nickel and cobalt from nickeliferous limonitic laterite ore using borax containing slags. Int. J. Miner. Process. 2017, 167, 27–34. [Google Scholar] [CrossRef]
- Sattar, R.; Ilyas, S.; Bhati, H.N.; Ghaffar, A. Resource recovery of critically-rare metals by hydrometallurgical recycling of spent lithium ion batteries. Sep. Purif. Technol. 2019, 209, 725–733. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, G.Q.; Ostrovski, O.; Jahanshahi, S. Selective reduction of an australian garnieritic laterite ore. Miner. Eng. 2019, 131, 79–89. [Google Scholar] [CrossRef]
- Harris, C.T.; Peacey, J.G.; Pickles, C.A. Selective sulphidation of a nickeliferous lateritic ore. Miner. Eng. 2011, 24, 651–660. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Filippov, L.; Fornasiero, D. Pre-concentration of nickel in laterite ores using physical separation methods. Miner. Eng. 2019, 141, 105892. [Google Scholar] [CrossRef]
- Forster, J.; Pickles, C.A.; Elliott, R. Microwave carbothermic reduction roasting of a low grade nickeliferous silicate laterite ore. Miner. Eng. 2016, 88, 18–27. [Google Scholar] [CrossRef]
- Pickles, C.A.; Anthony, W. Thermodynamic modelling of the reduction of a saprolitic laterite ore by methane. Miner. Eng. 2018, 120, 47–59. [Google Scholar] [CrossRef]
- Farrokhpay, S.; Fornasiero, D.; Filippov, L. Upgrading nickel in laterite ores by flotation. Miner. Eng. 2018, 121, 100–106. [Google Scholar] [CrossRef]
- Xu, D.F.; Liu, L.X.; Quast, K.; Addai-Mensah, J.; Robinson, D.J. Effect of nickel laterite agglomerate properties on their leaching performance. Adv. Powder Technol. 2013, 24, 750–756. [Google Scholar] [CrossRef]
- Ilyas, S.; Srivastava, R.R.; Kim, H.; Ilyas, N.; Sattar, R. Extraction of nickel and cobalt from a laterite ore using the carbothermic reduction roasting-ammoniacal leaching process. Sep. Purif. Technol. 2020, 232, 115971. [Google Scholar] [CrossRef]
- Georgiou, D.; Papangelakis, V.G. Sulphuric acid pressure leaching of a limonitic laterite: Chemistry and kinetics. Hydrometallurgy 1998, 49, 23–46. [Google Scholar] [CrossRef]
- Wang, Z.H.; Chu, M.S.; Liu, Z.G.; Wang, H.T.; Zhao, W.; Gao, L.H. Preparing ferro-nickel alloy from low-grade laterite nickel ore based on metallized reduction–magnetic separation. Metals 2017, 7, 313. [Google Scholar] [CrossRef]
- Rao, M.J.; Li, G.H.; Jiang, T.; Luo, J.; Zhang, Y.B.; Fan, X.H. Carbothermic reduction of nickeliferous laterite ores for nickel pig iron production in china: A review. JOM 2013, 65, 1573–1583. [Google Scholar] [CrossRef]
- Zheng, G.L.; Zhu, D.Q.; Pan, J.; Li, Q.H.; An, Y.M.; Zhu, J.H.; Liu, Z.H. Pilot scale test of producing nickel concentrate from low-grade saprolitic laterite by direct reduction-magnetic separation. J. Cent. South Univ. 2014, 21, 1771–1777. (In Chinese) [Google Scholar] [CrossRef]
- Zhu, D.Q.; Cui, Y.; Vining, K.; Hapugoda, S.; Douglas, J.; Pan, J.; Zheng, G.L. Upgrading low nickel content laterite ores using selective reduction followed by magnetic separation. Int. J. Miner. Process. 2012, 106, 1–7. [Google Scholar] [CrossRef]
- Dong, J.C.; Wei, Y.G.; Zhou, S.W.; Li, B.; Yang, Y.D.; Mclean, A. The effect of additives on extraction of Ni, Fe and Co from nickel laterite ores. JOM 2018, 70, 2365–2377. [Google Scholar] [CrossRef]
- Elliott, R.; Pickles, C.A.; Peacey, J. Ferronickel particle formation during the carbothermic reduction of a limonitic laterite ore. Miner. Eng. 2017, 100, 166–176. [Google Scholar] [CrossRef]
- Jiang, M.; Sun, T.C.; Liu, Z.G.; Kou, J.; Na, L.; Zhang, S.Y. Mechanism of sodium sulfate in promoting selective reduction of nickel laterite ore during reduction roasting process. Int. J. Miner. Process. 2013, 123, 32–38. [Google Scholar] [CrossRef]
- Li, B.; Wang, H.; Wei, Y.G. The reduction of nickel from low-grade nickel laterite ore using a solid-state deoxidisation method. Miner. Eng. 2011, 24, 1556–1562. [Google Scholar] [CrossRef]
- Li, G.H.; Shi, T.M.; Rao, M.J.; Jiang, T.; Zhang, Y.B. Beneficiation of nickeliferous laterite by reduction roasting in the presence of sodium sulfate. Miner. Eng. 2012, 32, 19–26. [Google Scholar] [CrossRef]
- Liu, Z.G.; Sun, T.C.; Wang, X.P.; Gao, E.X. Generation process of fes and its inhibition mechanism on iron mineral reduction in selective direct reduction of laterite nickel ore. Int. J. Miner. Metall. Mater. 2015, 22, 901–906. [Google Scholar] [CrossRef]
- Lu, J.; Liu, S.J.; Shangguan, J.; Du, W.G.; Pan, F.; Yang, S. The effect of sodium sulphate on the hydrogen reduction process of nickel laterite ore. Miner. Eng. 2013, 49, 154–164. [Google Scholar] [CrossRef]
- Rao, M.J.; Li, G.H.; Zhang, X.; Luo, J.; Peng, Z.W.; Jiang, T. Reductive roasting of nickel laterite ore with sodium sulfate for Fe-Ni production. Part i: Reduction/sulphidation characteristics. Sep. Sci. Technol. 2016, 51, 1727–1735. [Google Scholar] [CrossRef]
- Wang, X.P.; Sun, T.C.; Chen, C.; Kou, J. Effects of Na2SO4 on iron and nickel reduction in a high-iron and low-nickel laterite ore. Int. J. Miner. Metall. Mater. 2018, 25, 383–390. [Google Scholar] [CrossRef]
- Zhou, S.W.; Wei, Y.G.; Li, B.; Wang, H.; Ma, B.Z.; Wang, C.Y. Mechanism of sodium chloride in promoting reduction of high-magnesium low-nickel oxide ore. Sci. Rep. 2016, 6, 81–88. [Google Scholar] [CrossRef]
- Liu, Z.G.; Sun, T.C.; Jiang, M.; Gao, E.X. Mechanism of CaO in direct reduction roasting of nickel laterite ore. J. Cent. South Univ. 2015, 46, 3566–3572. (In Chinese) [Google Scholar]
- Lu, C.; Dong, J.C.; Li, B.; Zhou, S.W.; Wang, H.; Wei, Y.G. Selective reduction and enrichment of nickel and iron in limonitic laterite ore with the addition of sodium sulfate. Chin. J. Process. Eng. 2017, 17, 1195–1202. (In Chinese) [Google Scholar]
- Tian, C.; He, Z.J.; Zhang, J.H.; Pang, Q.H.; Zhan, W.L.; Liu, J.H. Study on the nickel and iron extraction by direct reduction magnetic separation. Sinter. Pellet 2017, 42, 48–52. (In Chinese) [Google Scholar]
- Sun, T.C.; Jiang, M.; Liu, Z.G.; Liu, N.; Xu, C.Y. Research on the effect of additive on selective reduction of the laterite ores with low nickel and high iron content. J. China Univ. Min. Technol. 2013, 42, 838–844. (In Chinese) [Google Scholar]
- Li, H.Z.; Guo, H.J. Mechanism study of metal particles agglomeration in semi-fused slag of laterite pellet with carbon. Ferro-Alloy. 2014, 5, 21–27. (In Chinese) [Google Scholar]
- Yang, S.; Du, W.G.; Shi, P.Z.; Shangguan, J.; Liu, S.J.; Zhou, C.H.; Chen, P.; Zhang, Q.; Fan, H.L. Mechanistic and kinetic analysis of Na2SO4-modified laterite decomposition by thermogravimetry coupled with mass spectrometry. PLoS ONE 2016, 11, e0157369. [Google Scholar] [CrossRef]
- Zhu, D.Q.; Pan, L.T.; Guo, Z.Q.; Pan, J.; Zhang, F. Utilization of limonitic nickel laterite to produce ferronickel concentrate by the selective reduction-magnetic separation process. Adv. Powder Technol. 2019, 30, 451–460. [Google Scholar] [CrossRef]
- Li, G.H.; Rao, M.J.; Jiang, T.; Shi, T.M.; Huang, Q.Q. Reduction roasting magnetic separation mechanisms of nickelferous laterite ore in the presence of sodium salts. Chin. J. Nonferr. Met. 2012, 22, 274–280. (In Chinese) [Google Scholar]
- Liu, Z.G.; Sun, T.C.; Wang, X.P. Comparison of direct reduction-magnetic separation process on ferruginous and magnesian laterite ore. Chin. J. Nonferr. Met. 2017, 27, 2173–2177. (In Chinese) [Google Scholar]
- Bai, S.J.; Li, C.L.; Fu, X.Y.; Lv, C.; Wen, S.M. Novel method for iron recovery from hazardous iron ore tailing with induced carbothermic reduction-magnetic flocculation separation. Clean Technol. Environ. Policy 2018, 20, 825–837. [Google Scholar] [CrossRef]
- Zinoveev, D.; Grudinsky, P.; Zakumov, A.; Semenov, A.; Panova, M.; Valeev, D.; Kondratiev, A.; Dyubanov, V.; Petelin, A. Influence of Na2CO3 and K2CO3 addition on iron grain growth during carbothermic reduction of red mud. Metals 2019, 9, 1313. [Google Scholar] [CrossRef]
- Zhu, D.Q.; Chun, T.J.; Pan, J. Mechanism of action of improving reduction on low grade hematite pellets by adding nucleating agent. Chin. J. Process. Eng. 2011, 33, 1325–1330. (In Chinese) [Google Scholar]
- Pickles, C.A.; Forster, J.; Elliott, R. Thermodynamic analysis of the carbothermic reduction roastingof a nickeliferous limonitic laterite ore. Miner. Eng. 2014, 65, 33–40. [Google Scholar] [CrossRef]
- Guo, Z.Q.; Pan, J.; Zhu, D.Q.; Zhang, F. Green and efficient utilization of waste ferric-oxide desulfurizer to clean waste copper slag by the smelting reduction-sulfurizing process. J. Clean. Prod. 2018, 199, 891–899. [Google Scholar] [CrossRef]
- Yang, Y.U.; Niu, F.S.; Gen, W.U. Selectivity flocculation technology present situation of microfine weakly magnetic iron minerals. China Min. Mag. 2008, 17, 91–93. (In Chinese) [Google Scholar]
- Chun, T.J.; Ning, C.; Long, H.M.; Li, J.X.; Yang, J.L. Mineralogical characterization of copper slag from tongling nonferrous metals group china. JOM 2016, 68, 2332–2340. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Ni | TFe | FeO | Fe2O3 | CaO | Al2O3 | SiO2 | MgO | P | S | Cr | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Nickel Laterite Ore | 1.40 | 16.18 | 0.53 | 22.52 | 0.84 | 2.65 | 41.35 | 14.59 | 0.008 | 0.012 | 1.62 | 14.48 |
| Mineral | Fe | Ni | Cr | S | O | Si | Mg | Ca |
|---|---|---|---|---|---|---|---|---|
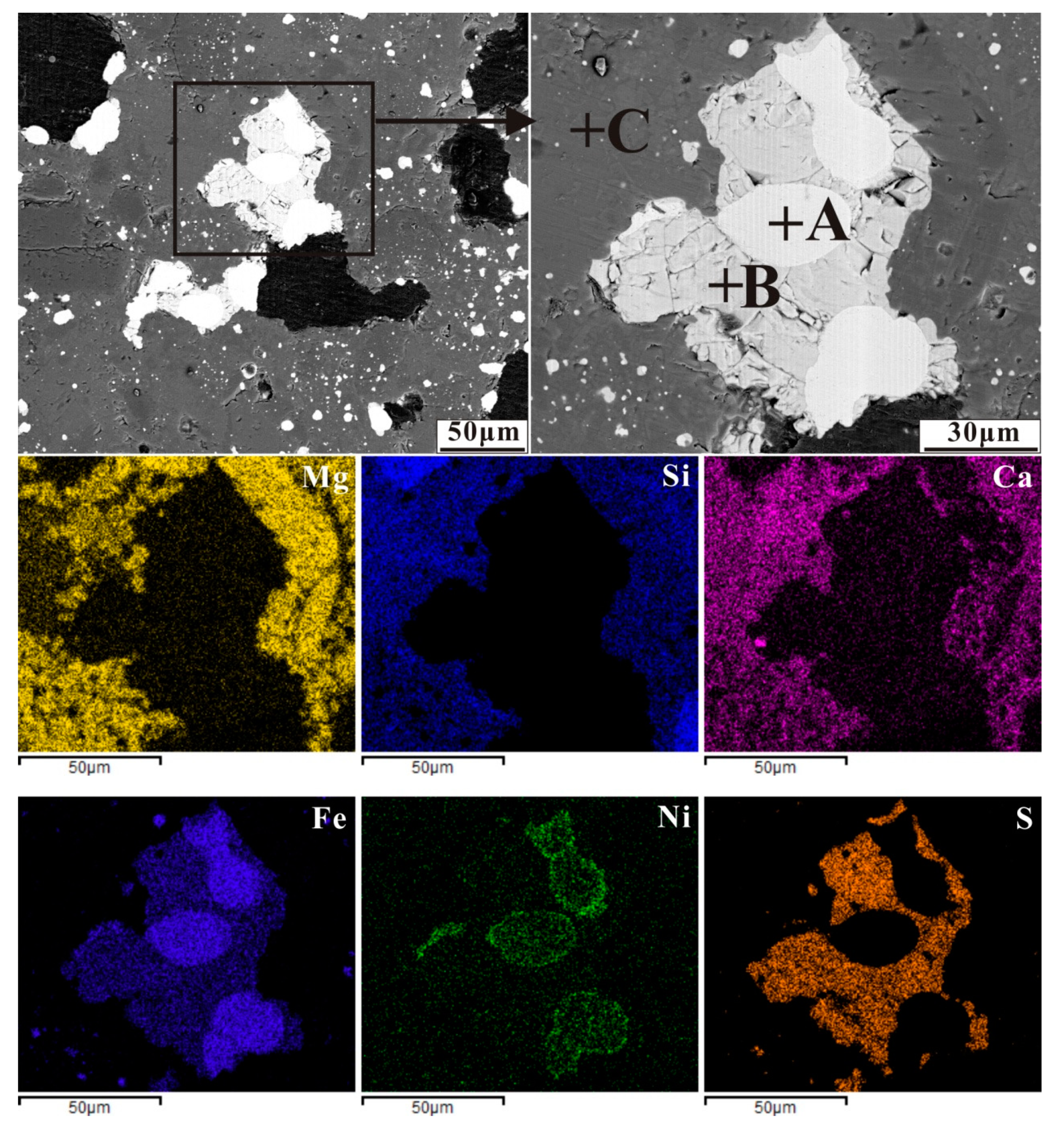
| A-ferronickel | 91.76 | 8.24 | - | - | - | - | - | - |
| B-troilite | 40.96 | - | 8.15 | 50.89 | - | - | - | - |
| C-silicate | - | - | - | - | 54.27 | 26.96 | 11.21 | 7.56 |
| Mineral | Fe | Ni | Cr | S | O | Si | Mg | Ca |
|---|---|---|---|---|---|---|---|---|
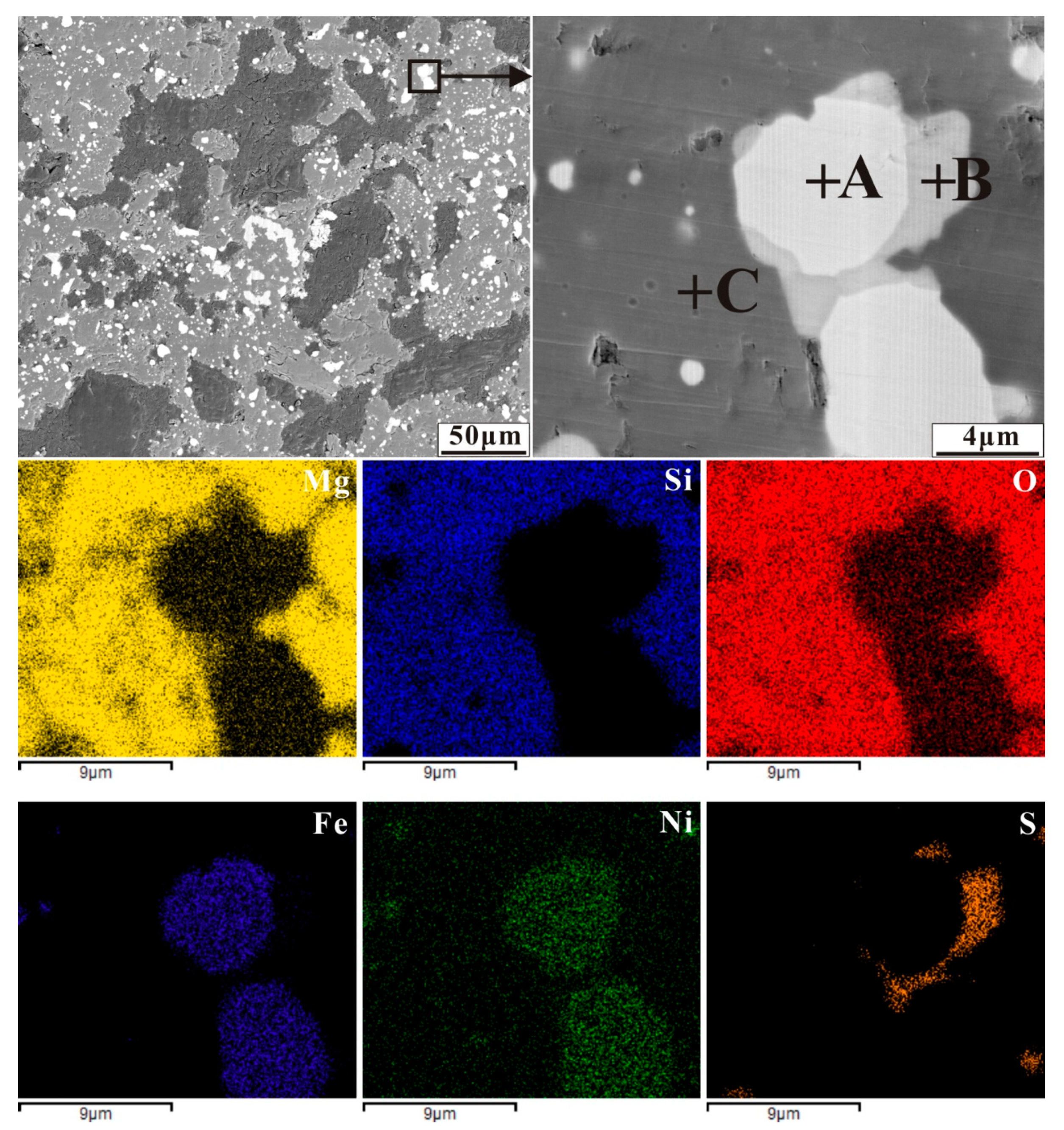
| A-ferronickel | 91.26 | 8.74 | - | - | - | - | - | - |
| B-troilite | 35.59 | - | 14.17 | 50.24 | - | - | -- | |
| C-silicate | - | - | - | - | 52.41 | 29.32 | 16.7 | 1.57 |
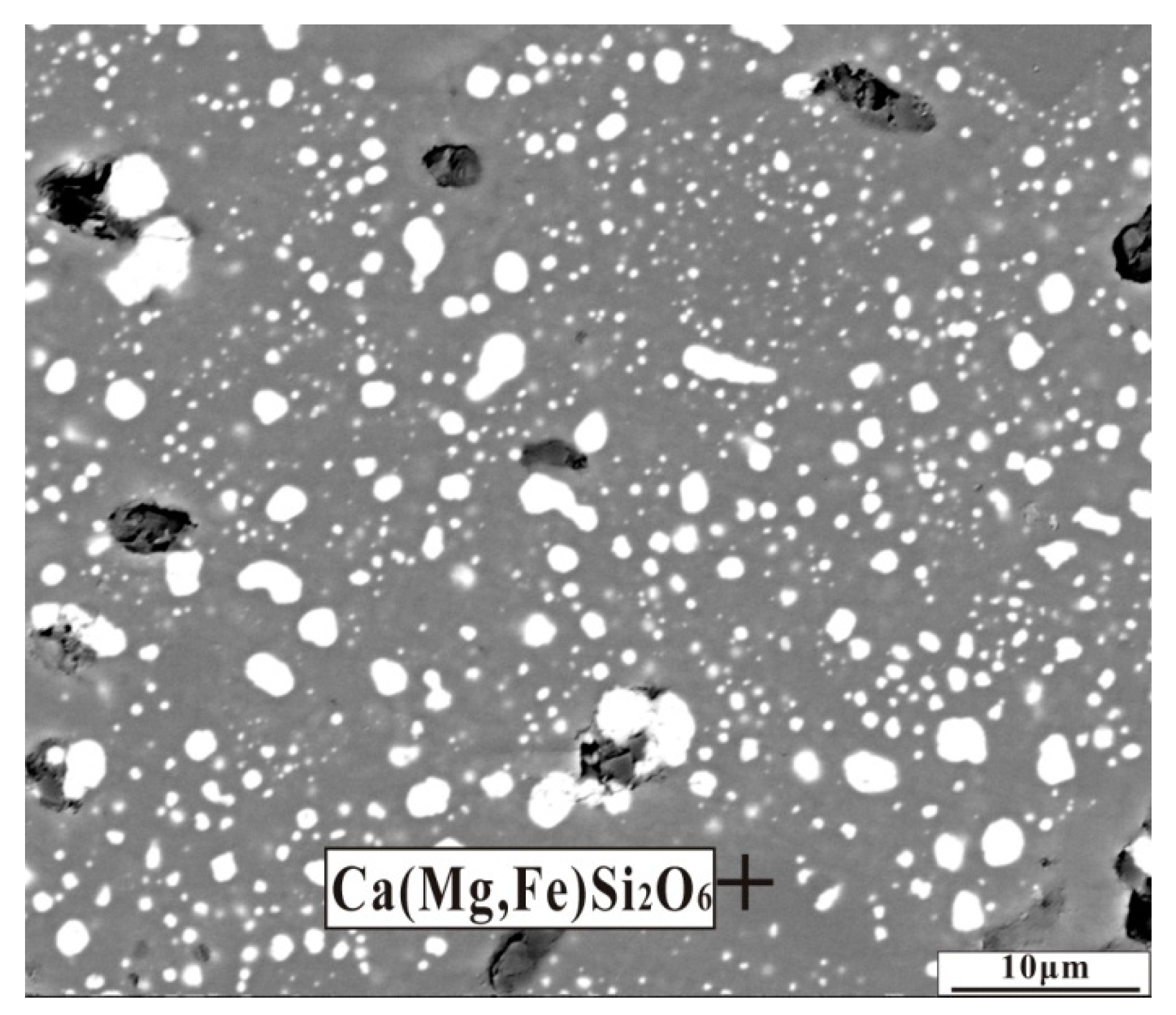
| Mineral | Fe | O | Si | Mg | Ca |
|---|---|---|---|---|---|
| C-silicate | 2.57 | 48.92 | 32.47 | 11.76 | 4.29 |
| Components (wt%) | SiO2 | MgO | CaO | TFe | Ni | S |
|---|---|---|---|---|---|---|
| Without additive | 13.35 | 4.88 | - | 60.23 | 5.59 | - |
| 4 wt% CaSO4 | 9.27 | 3.38 | 0.66 | 62.25 | 6.37 | 0.21 |
| 8 wt% CaSO4 | 6.1 | 2.3 | 0.58 | 71.02 | 7.24 | 0.26 |
| 12 wt% CaSO4 | 4.86 | 1.81 | 0.62 | 79.98 | 8.08 | 0.38 |
| 16 wt% CaSO4 | 4.03 | 1.64 | 0.68 | 80.75 | 8.52 | 0.42 |
| 0.94 wt.% Sulphur | 13.25 | 4.79 | - | 60.21 | 5.66 | 0.15 |
| 1.88 wt% Sulphur | 13.18 | 4.72 | - | 60.3 | 5.78 | 0.17 |
| 2.82 wt% Sulphur | 13.12 | 4.69 | - | 59.83 | 6.27 | 0.23 |
| 3.76 wt% Sulphur | 13.1 | 4.7 | - | 59.62 | 6.54 | 0.27 |
| 1.65 wt% CaO | 13.16 | 4.69 | 0.76 | 60.57 | 5.71 | - |
| 3.3 wt% CaO | 13.04 | 4.22 | 1.02 | 60.83 | 5.76 | - |
| 4.95 wt% CaO | 12.52 | 4.08 | 1.41 | 61.53 | 5.88 | - |
| 6.6 wt% CaO | 12.17 | 3.35 | 1.97 | 61.65 | 5.94 | - |
| Components (wt%) | SiO2 | MgO | CaO | TFe | Ni | S |
|---|---|---|---|---|---|---|
| Without additive | 46.6 | 16.4 | - | 7.9 | 0.6 | - |
| 4 wt% CaSO4 | 47.89 | 16.8 | 2.86 | 7.1 | 0.42 | 1.08 |
| 8 wt% CaSO4 | 47.6 | 16.7 | 4.79 | 6.14 | 0.33 | 2.18 |
| 12 wt% CaSO4 | 48.65 | 17.07 | 6.8 | 3.79 | 0.1 | 3.29 |
| 16 wt% CaSO4 | 48.9 | 17.14 | 8.78 | 3.45 | 0.04 | 4.4 |
| 0.94 wt.% Sulphur | 46.75 | 16.4 | - | 8.04 | 0.61 | 1.09 |
| 1.88 wt% Sulphur | 46.82 | 16.43 | - | 7.94 | 0.58 | 2.2 |
| 2.82 wt% Sulphur | 46.91 | 16.46 | - | 7.91 | 0.48 | 3.31 |
| 3.76 wt% Sulphur | 46.97 | 16.48 | - | 7.86 | 0.42 | 4.43 |
| 1.65 wt% CaO | 46.77 | 16.42 | 2.82 | 7.98 | 0.6 | - |
| 3.3 wt% CaO | 47.04 | 16.59 | 4.76 | 7.55 | 0.56 | - |
| 4.95 wt% CaO | 47.3 | 16.68 | 6.67 | 7.15 | 0.51 | - |
| 6.6 wt% CaO | 47.69 | 16.95 | 8.6 | 6.65 | 0.45 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hang, G.; Xue, Z.; Wang, J.; Wu, Y. Mechanism of Calcium Sulphate on the Aggregation and Growth of Ferronickel Particles in the Self-Reduction of Saprolitic Nickel Laterite Ore. Metals 2020, 10, 423. https://doi.org/10.3390/met10040423
Hang G, Xue Z, Wang J, Wu Y. Mechanism of Calcium Sulphate on the Aggregation and Growth of Ferronickel Particles in the Self-Reduction of Saprolitic Nickel Laterite Ore. Metals. 2020; 10(4):423. https://doi.org/10.3390/met10040423
Chicago/Turabian StyleHang, Guihua, Zhengliang Xue, Jinghui Wang, and Yingjiang Wu. 2020. "Mechanism of Calcium Sulphate on the Aggregation and Growth of Ferronickel Particles in the Self-Reduction of Saprolitic Nickel Laterite Ore" Metals 10, no. 4: 423. https://doi.org/10.3390/met10040423
APA StyleHang, G., Xue, Z., Wang, J., & Wu, Y. (2020). Mechanism of Calcium Sulphate on the Aggregation and Growth of Ferronickel Particles in the Self-Reduction of Saprolitic Nickel Laterite Ore. Metals, 10(4), 423. https://doi.org/10.3390/met10040423