1. Introduction
Due to their relatively high strength, combined with their sufficient ductility, the non-hardenable alloys Al-Fe-Mn-Si are largely used in the automotive industry, cooling systems, civil engineering, etc. Al-foil can be produced either by starting from a conventional direct chill (DC) cast ingot which is then hot rolled to a strip of about 2–5 mm, or from continuous casting a 6–7-mm-thick sheet (twin roll casting or belt casting) and then cold rolling it to an intermediate (foil stock) gauge of about 0.4–1 mm. This is followed by annealing in the temperature range 350–400 °C. [
1] Then, the material is cold rolled to final foil thickness. Afterwards, closed gap rolling must be used to achieve thinner foil gauges below 100 µm, which is performed in a dedicated foil mill. Most Al-foil products will be used in the O-temper conditions (foil must be soft annealed). In addition to the recrystallization, the final gauge annealing is required to remove lubricant from the foil [
2].
Thin aluminium sheets which exhibit good formability and sufficient rigidity are advisable for use in applications such as fin-stocks in heat exchangers. Thus, a fine grain size structure and a texture warranting low anisotropy must be achieved by alloy processing. The form in which alloying elements are present is an important factor influencing recrystallization and texture development, and in consequence alloy properties. Iron, manganese and silicon may be present in second-phase particles or dissolved in the matrix. Coarse intermetallic particles usually act as nucleation sites during recrystallization, giving a random or retained rolling texture. Fine particles inhibit grain growth by pinning grain boundaries. Thus, depending on dispersoid density and size, recrystallization can be accelerated or retarded. Alloying elements in a solid solution also affects structure and properties. Solid solution element content and dispersoid distribution can be changed by heat treatment [
3,
4,
5].
Detailed knowledge of the correlation of the microstructure and processing parameters is required for proper control of the final material’s properties. [
6,
7]. In relatively clean Al-foil alloys, especially the material’s microchemistry, i.e., the solution/precipitation state of the alloying elements Fe and Si, and other impurities, will affect both processing and foil properties at the final gauge. Commercial Al-alloys will always comprise large Fe-bearing phases because of the very low solubility of Fe in Al. The type, volume, size, and especially the morphology of these constituent particles have an impact on ductility and formability. Pre-heating or homogenization annealing prior to hot rolling will affect both processing and final foil properties by leading to the formation of fine secondary intermetallic phases or so-called ‘dispersoids’ [
6,
7]. The solute level upon hot deformation must be kept low, whereas there is a limitation to the amount of strengthening through solid solution hardening, such that the dominant strengthening mechanism in dilute Al-foil alloys is dispersion hardening, with some contribution from solutes. Hence, the volume fraction and size distribution of the dispersoids is an important factor in dispersion strengthening [
8,
9]. Increased hardness leads to reduced formability and fatigue resistance as a result of needle-shaped particles. Grain size has a relatively small influence on strength, but largely impacts ductility, with finer grain size giving higher ductility [
6,
10].
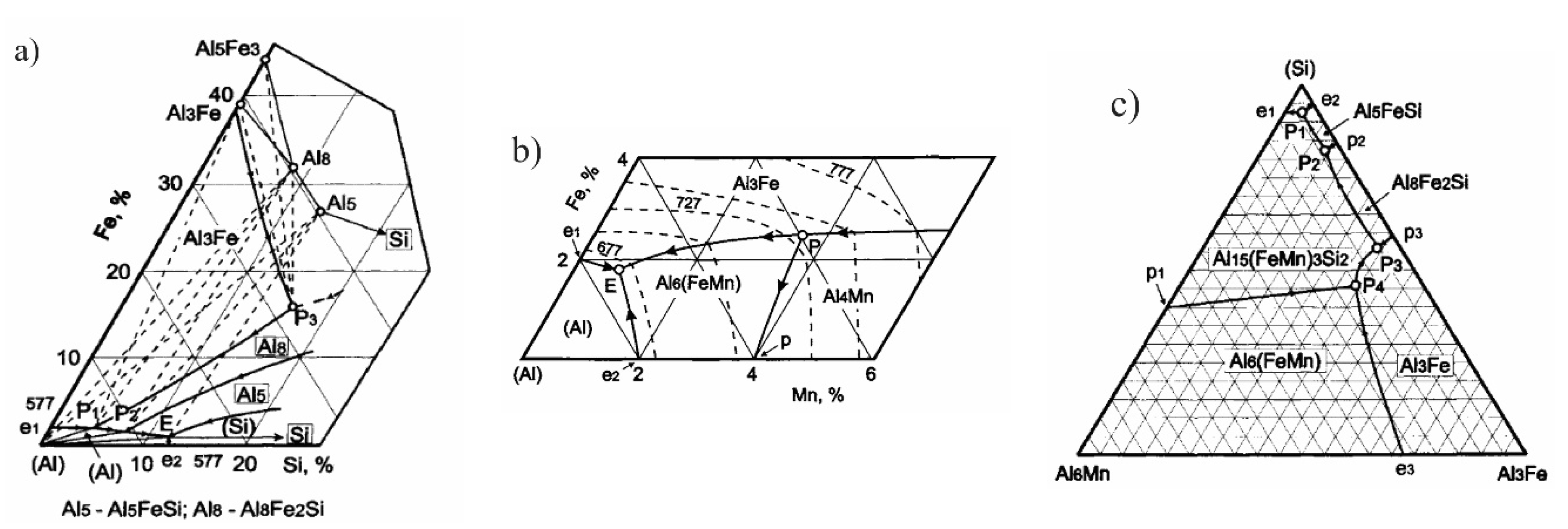
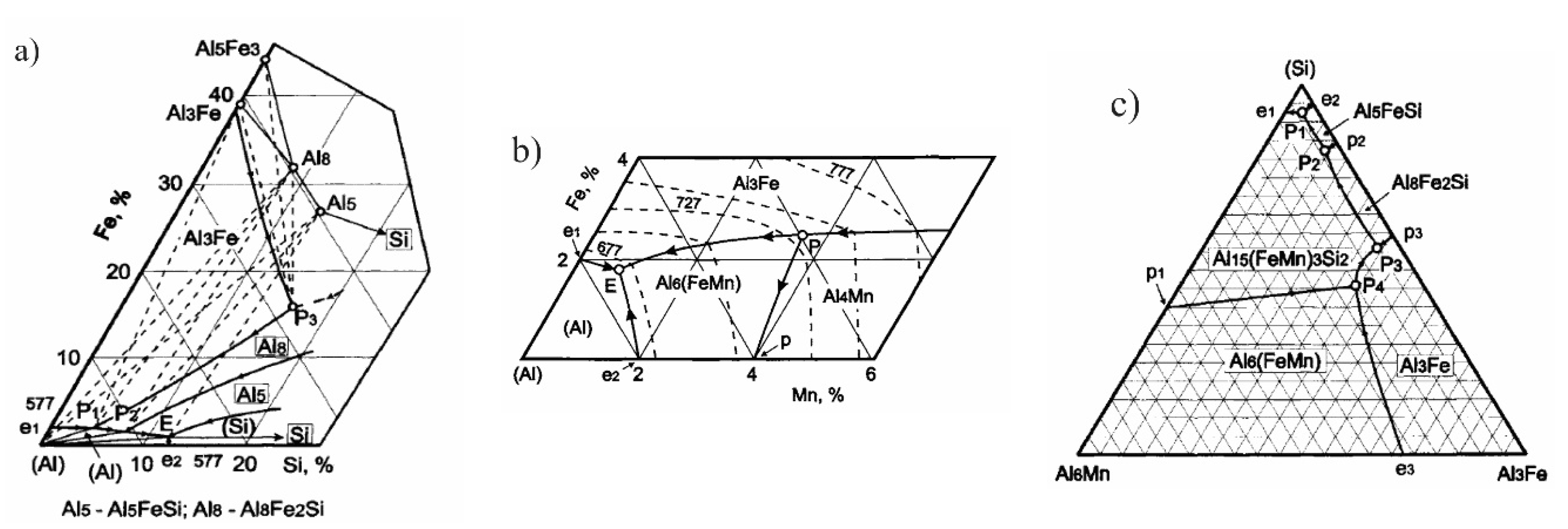
Figure 1a shows the Al-rich corner of the equilibrium ternary phase diagram Al-Fe-Si as a function of the Si and Fe content for the investigated alloy EN AW 8011. [
11,
12] The diagram displays a total of three different second-phase particles in equilibrium with the Al-matrix (α-Al), for which the stability ranges depend on temperature and the exact Si content. The maximum solubility of Fe in Al is 0.05 wt. % at 650 °C. Accordingly, alloys based on commercial purity will always comprise Fe-bearing constituent phases. Alloys with low Si content usually contain rather large fractions of the phase Al
3Fe (or Al
13Fe
4). This phase adversely affects the formability of Al-foil alloys by forming needle-like particles [
13]. Al-alloys with increased Si content over 0.5 wt. % display significant portions of ternary AlFeSi-phases [
12]. At medium Si contents and/or high temperatures, the α-AlFeSi phase is obtained, whereas the chemical composition of this phase shows rather large scatter and is described as Al
8Fe
2Si or Al
12Fe
3Si. The ratio of Fe:Si may vary between 2:1 and 3:1 in at. % or, between 4:1 and 6:1 in wt. %. Increased Si contents and lower temperatures tend to stabilize the phase β-AlFeSi. For this phase a stoichiometric composition of Al
5FeSi is reported; thus, the Fe:Si ratio in at. % is 1:1, and in wt. % this ratio is very close to 2:1 [
1].
Analysis of EN AW 8006 alloys at a low content of Si impurity can be considered using an Al-Fe-Mn phase diagram (
Figure 1b). The isothermal sections of this diagram in the solid state have only one three phase region (Al) + Al
6(FeMn) + Al
3Fe. Polythermal sections within the compositional range of EN AW 8006 commercial alloys have only one invariant horizontal. The sections at 0.7 wt. % Mn and 1.6 wt. % Fe show that primary crystals of the Al
3Fe and Al
6(FeMn) phases can form when the Fe concentration is at the upper limit [
14].
Due to dispersion hardening and grain boundary hardening, strain hardening capacity increases simultaneously with an increasing Fe content, which leads to an increase of the tensile strength and a decrease in the grain size, and therefore produces high elongation values. The castability improves from the addition of Si and, furthermore, the cast structure becomes more uniform. Si accelerates the precipitation of dissolved solute elements during annealing. Si contents higher than 0.8 wt. % lower the recrystallization temperature, limit the final anneal temperature range, and reduce the positive effect of Fe on the grain size. Generally, Mn retards recrystallization and increases the recrystallization temperature [
15].
The conditions for equilibrium solidification are not fulfilled in practice due to quite high cooling rates prevailing during industrial DC-casting [
9]. Therefore, the as-cast ingot will be supersaturated with Fe and by other slow-diffusing species, such as Mn and Cr, if they are present. Under these conditions, a metastable phase Al
6Fe can form in addition to the stable monoclinic Al
3Fe phase. This phase is isomorphous to the orthorhombic Al
6Mn phase usually encountered in Mn-containing alloys (3xxx or 5xxx series alloys) [
12]. Furthermore, the literature describes other metastable phases of Al
mFe where m varies from 4 to 5 [
14]. A transformation of the metastable Fe-bearing phases towards stable Al
3Fe can be achieved by homogenization at high temperatures [
7,
16,
17]. If Mn is present, the α-AlFeSi phase is replaced by an isostructural quaternary α-Al(Mn,Fe)Si phase from the system presented in
Figure 1c, which may show large variation in exact chemical composition [
6,
16].
The industrial production of products, such as strips and foils, from aluminium alloys starts with a semi-finished product in the form of a slab, which does not allow solidification at equilibrium conditions. Inhomogeneities, micro-segregations, residual stresses and other defects that occur in the material during un-equilibrium solidification are eliminated with homogenization annealing. [
1] The more present internal defects are the large AlFeMn and/or AlFeMnSi intermetallic particles with different sizes, which are aligned on the deformation direction. Some zones have a coarse and fragile compound. The agglomeration of intermetallic particles leads to the rupture of the foil. Heat treatment (the homogenization of the alloy at 570 °C/180 min.) can prevent the structure defects observed in sheets and foils produced from EN AW 8006 alloy. [
18,
19] Aluminium oxide and/or spinel (MgO·Al
2O
3) on the surface of the sheets can be observed. It is more likely for these inclusions to become sources of pinholes in the sheets. Moreover, spherical particles of aluminium boride can be seen on the surface of the sheets. They are small in size and non-deformable particles compared to the ductile aluminium matrix, but they can affect the performance of the sheet rolling [
19,
20].
Homogenization processing has a critical contribution by allowing the precipitation of excessive alloying elements in the solid solution before subsequent thermomechanical processing. However, the high solidification rate encountered in TRC (twin-roll casting) not only favours the supersaturation and metastable condition of the alloying elements, but also hinders their micro-segregation [
21,
22].
In the present study, the microstructural evolution of the typical dilute Al-Fe-Si (EN AW 8006) foil alloy during homogenization was investigated using optical and electron microscopy as well as differential scanning calorimetry (DSC). The effect of different homogenization practices on the formation of intermetallic phases was analysed. Especially, the impact of homogenization on changes in the morphology of plate-like constituent particles which are known [
23] to adversely affect the formability of 8xxx series alloys was examined.
3. Results and discussion
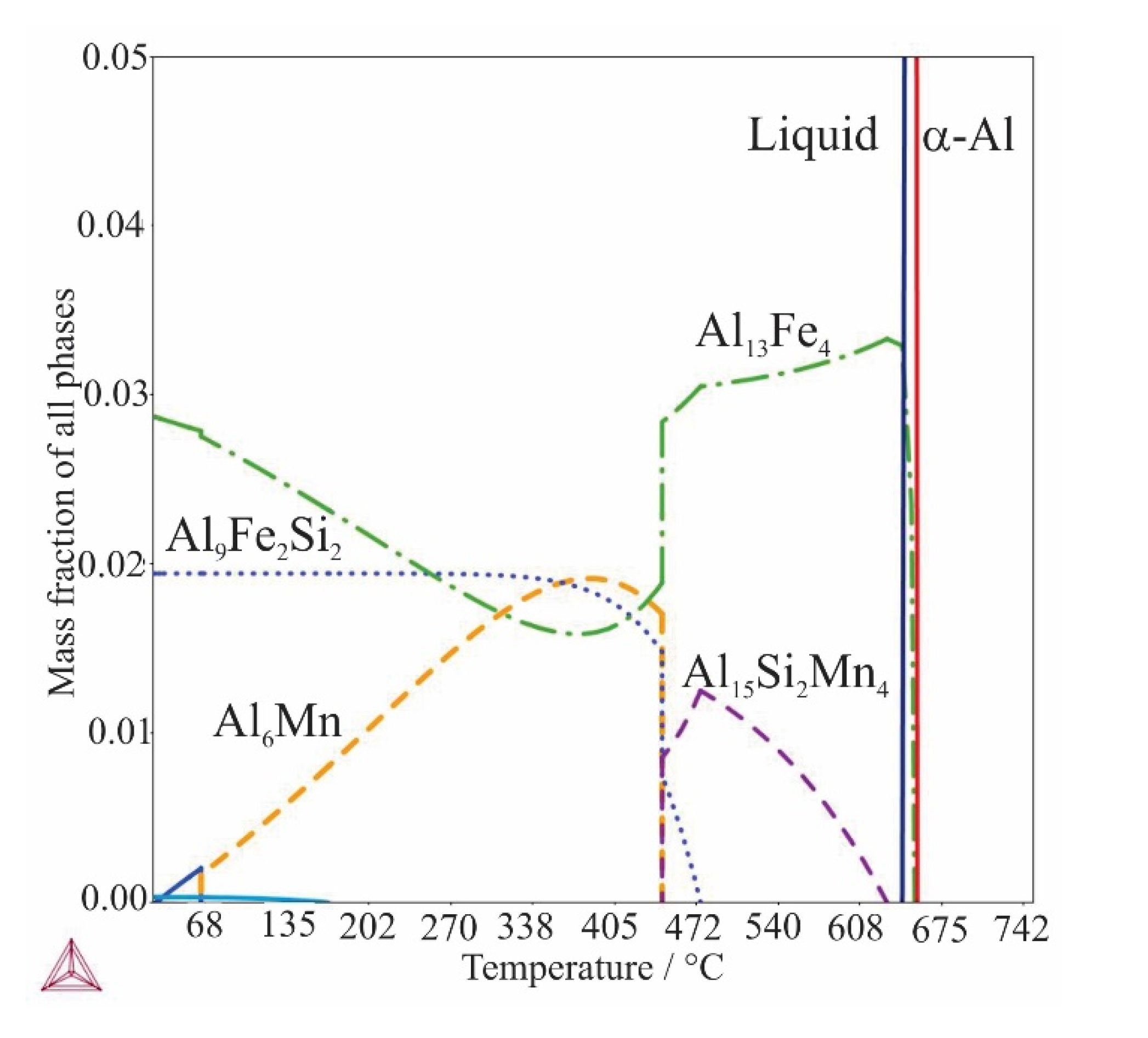
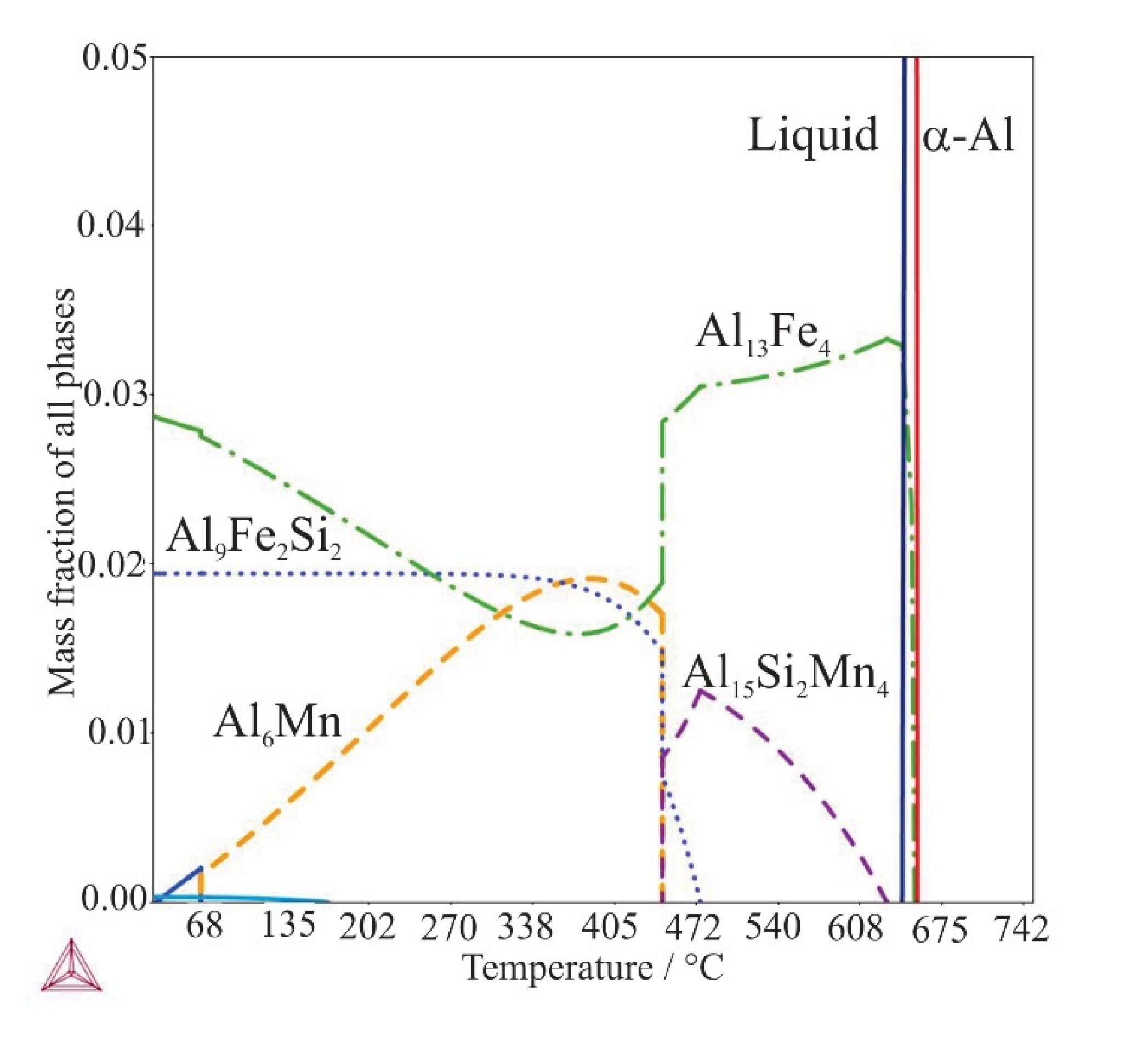
Figure 2 illustrates the results of the thermodynamic calculations. The results indicate that the temperature range for the dissolution is 550–620 °C. As shown in
Figure 2, the equilibrium phases and the temperature ranges in which they are present are: the Al
13Fe
4 phase up to 652 °C, the Al
15Si
2Mn
4 phase up to 630 °C, the Al
9Fe
2Si
2 phase up to 477 °C, and the Al
6Mn phase up to 444 °C. This implies that by heating at 580 °C or 600 °C for a long holding time, Al
15Si
2Mn
4 will partially dissolve, and Al
9Fe
2Si
2 and Al
6Mn will completely dissolve, but the iron phase Al
13Fe
4, as well as a fraction of the Al
15Si
2Mn
4 phase, will still be present. It should also be noted that the homogenization treatment for these alloys should not be conducted at temperatures over 640 °C, as the Fe-rich eutectic phase Al
13Fe
4 will start to melt.
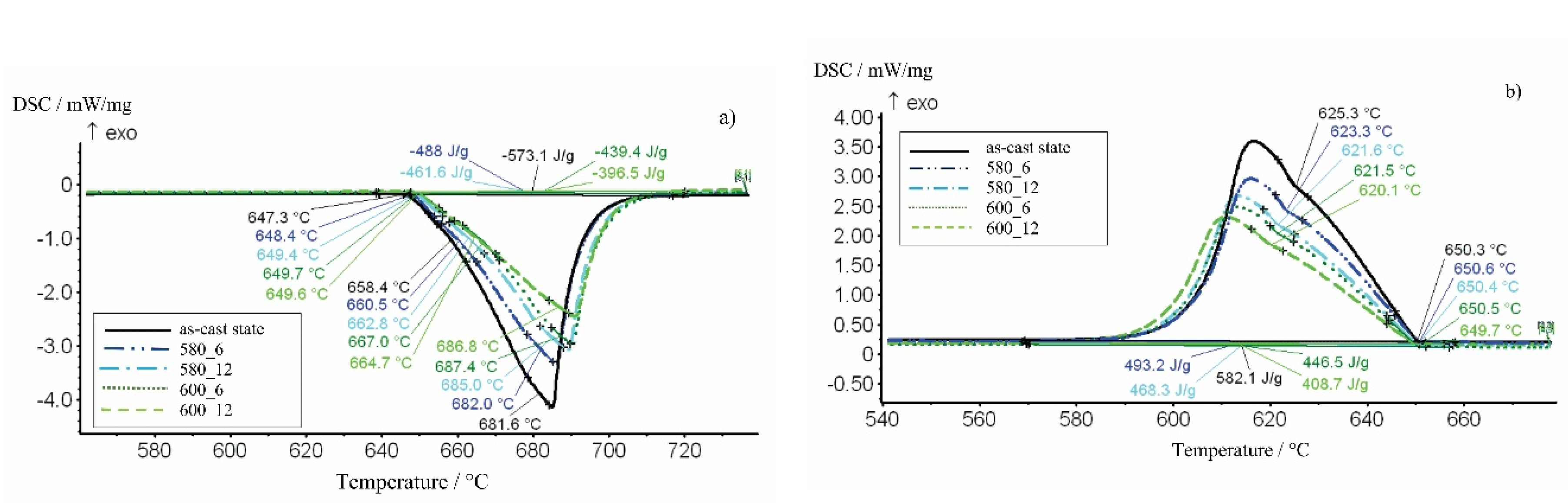
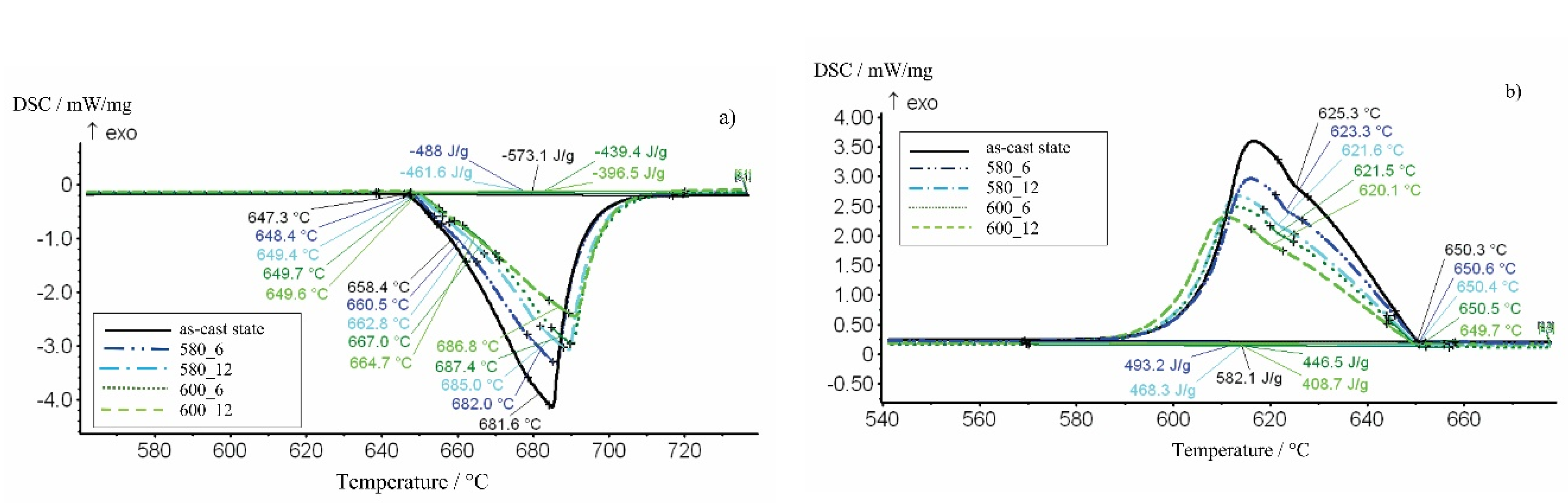
In
Figure 3, the heating and cooling DSC curves of the experimental samples are presented, whereas only samples in an as-cast state, and after 6 h and 12 h at temperatures of 580 °C and 600 °C, were analysed.
From these results, characteristic temperatures at heating and cooling, as well as melting (ΔHm) and solidification (ΔHs) enthalpies were determined.
From
Figure 3a it can be determined, according to Thermo-Calc calculations, that at a temperature of about 649 °C the melting of the eutectic with the Mn-phase occurs, at a temperature of about 664 °C the melting of eutectic (α-Al + Al
13Fe
4) occurs, and at a temperature of 685 °C the melting of the primary crystals α-Al takes place. From the cooling DSC curves, the solidification is as follows (
Figure 3b): the primary solidification of α-Al occurs at about 650 °C, and the solidification of the eutectic (α-Al + Al
13Fe
4) occurs at a temperature of about 621 °C. The solidification of Mn-phase could not be detected due to an equilibrium solidification.
In order to improve transparency, the temperatures and enthalpies are collected in
Table 2. It can be considered that the melting temperature of the Mn-eutectic is the lowest in the sample in the as-cast state (647.3 °C), the melting temperature is increased in homogenized samples, and is the highest (649.7 °C) in samples that were homogenized at 600 °C. This trend is also observed in the second eutectic (α-Al + Al
13Fe
4). The melting temperature of the α-Al phase is also the lowest in the sample in the as-cast state (681.6 °C), which results from a slower and more equilibrious solidification. It is raised by a higher homogenization temperature and a longer homogenization annealing time. It is also observed that the largest melting enthalpy is in the sample in the as-cast state (−573.1 J/g). Homogenized samples have a lower melting enthalpy, where the lowest is in the sample after homogenization at 600 °C 12 h.
The liquidus temperatures of all samples are around 650 °C. At cooling, only the primary solidification and the solidification of the eutectic (α-Al + Al13Fe4) can be observed on the cooling DSC curve, which results from a slower and more equilibrious solidification. The liquidus temperature does not change significantly with the time and temperature of the prior homogenization annealing. The highest solidification temperature of the eutectic (α-Al + Al13Fe4) is in the sample in the cast state (625.3 °C), which decreases with increasing homogenization temperature and time. The tendency of the solidification enthalpy variation is the same as in the melting enthalpy.
These observations correlate with the fact that the effects of homogenization are greater for longer periods and higher annealing temperatures.
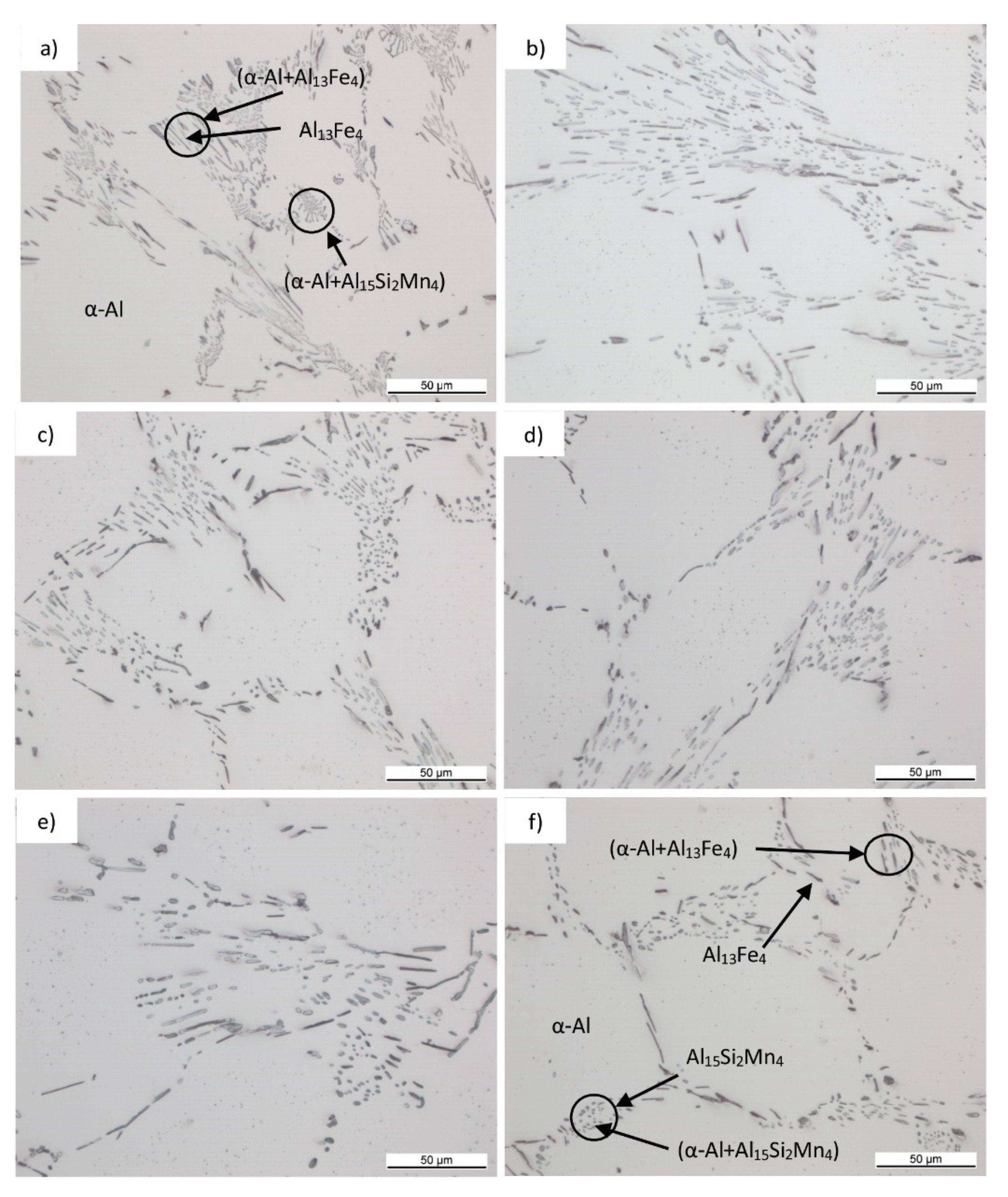
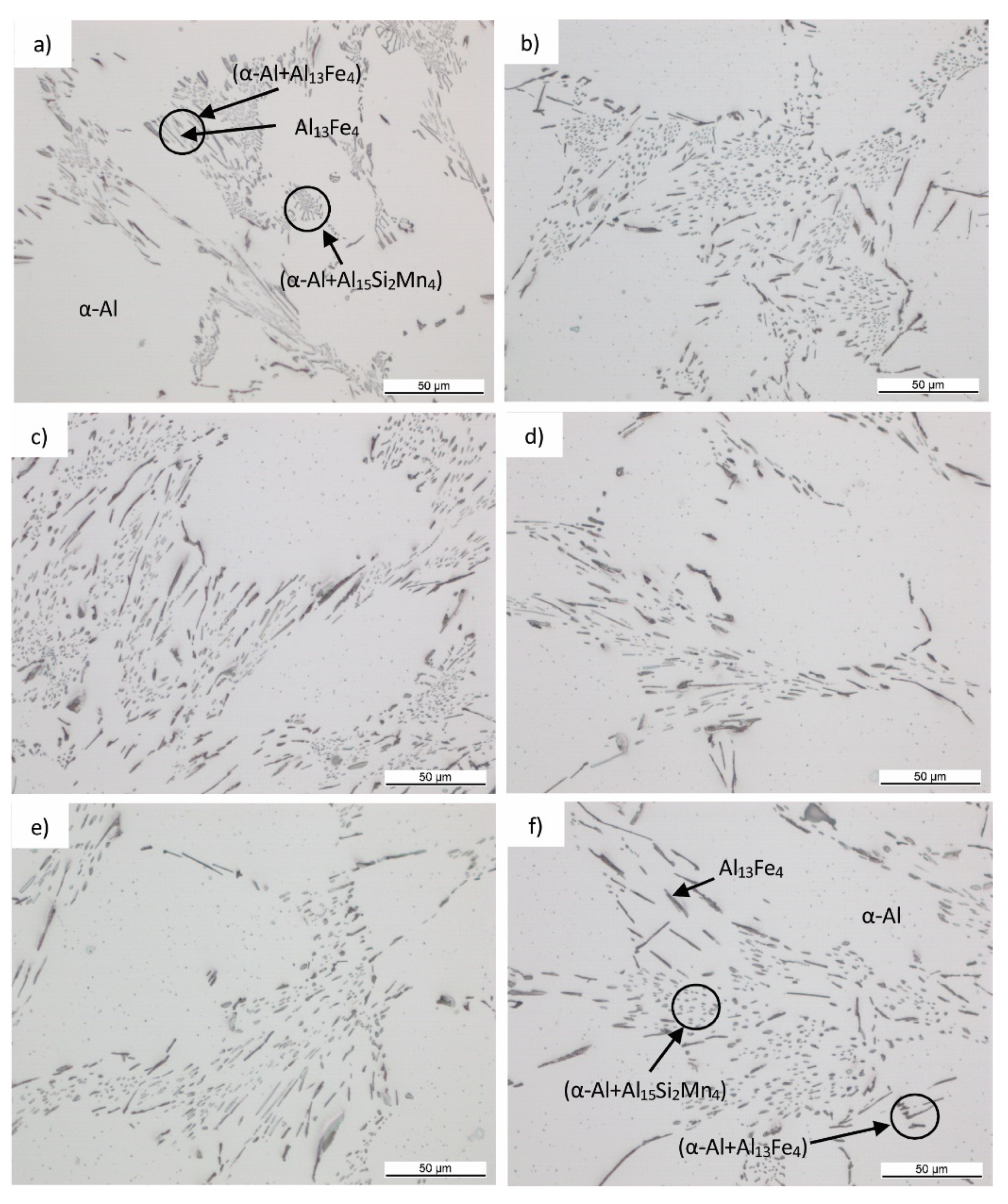
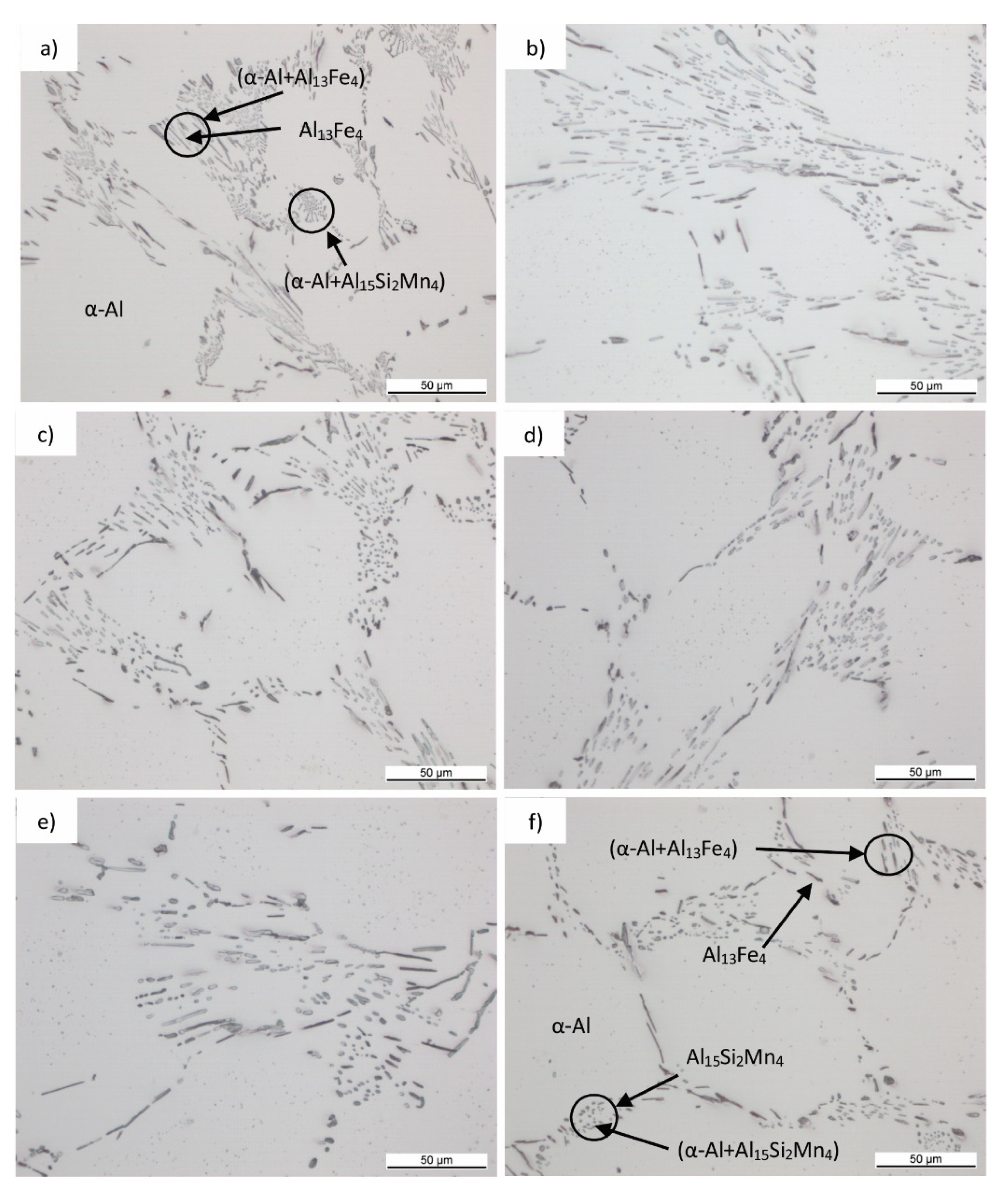
The optical micrographs taken from samples after various homogenization regimes are shown in
Figure 4 and
Figure 5. In the as-cast sample, there is at most a finely dispersed eutectic that occurs during longer Al
13Fe
4 needles. A slightly larger square phase of Al
15Si
2Mn
4 irregular forms is also observed. In homogenized samples, dispersed phases, which look like Al
13Fe
4, appear in the α-Al matrix. The eutectic phase Al
15Si
2Mn
4 gradually dissolves and disappears with longer annealing times. Those which remain become slightly larger and rounded, which is desirable due to their lower cut effect and thus their better forming properties. The longer needle phases Al
13Fe
4 become more rounded by increasing the annealing time. Similarly, it occurs at both temperatures, but at a higher temperature of annealing (
Figure 5) the less eutectic phase is seen, which is somewhat more rounded. The content and shape of the intermetallic phases does not change significantly after eight hours of annealing.
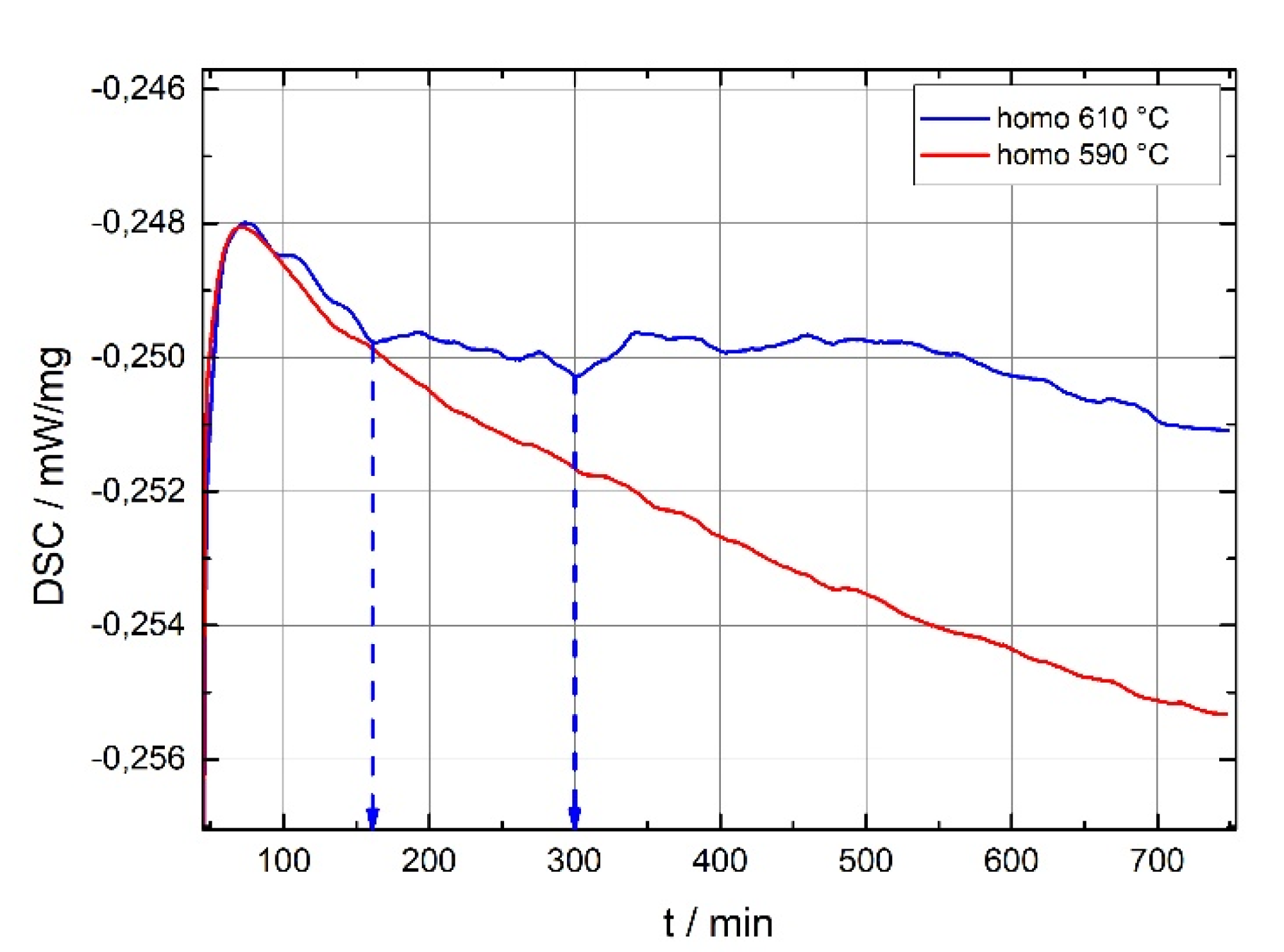
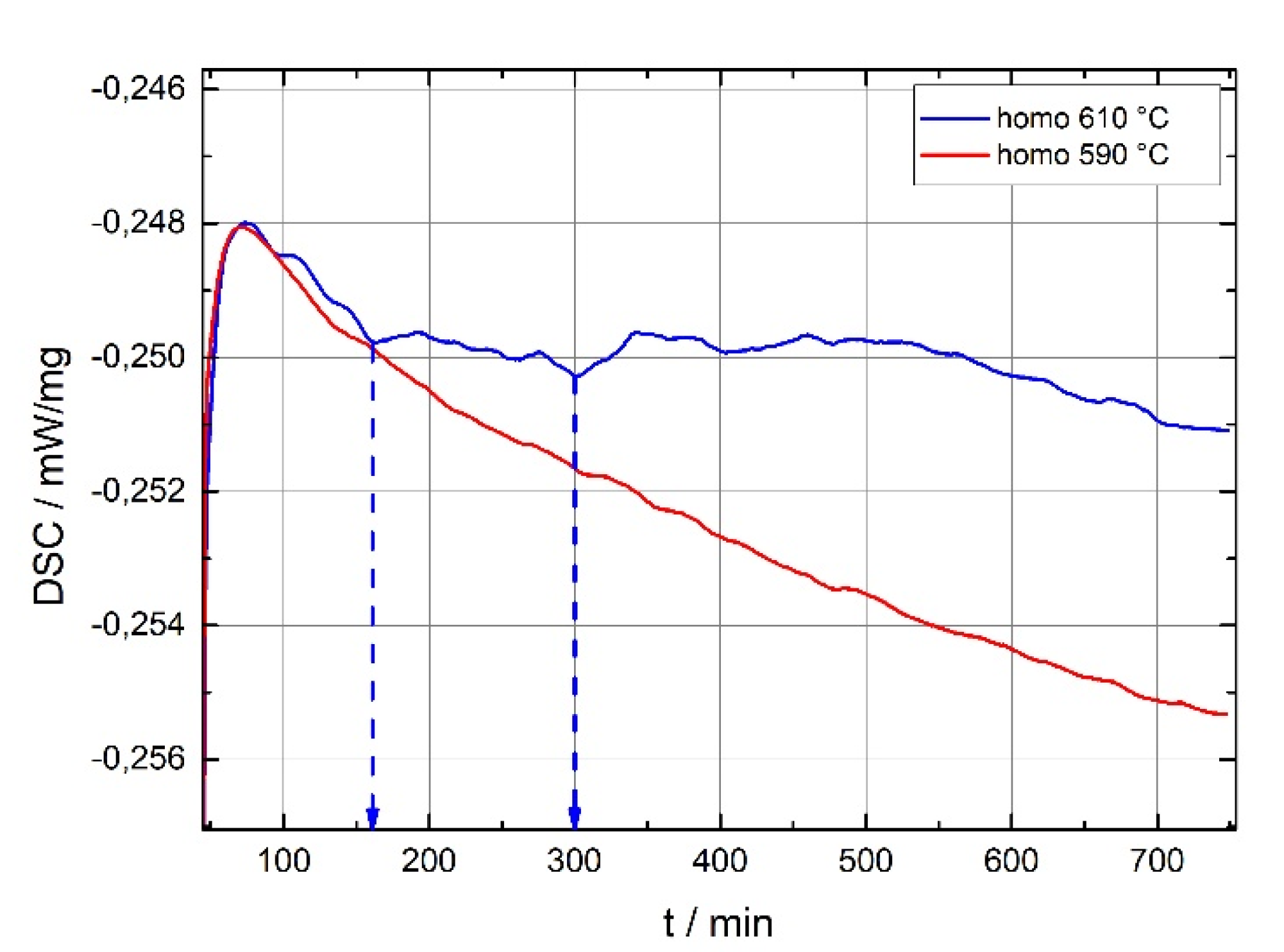
In addition, the simulation of the homogenization was done using DSC measurement, whereas the homogenization process was analysed at two experimental temperatures, 590 °C and 610 °C, respectively. Each experiment was performed two times; the results are presented in
Figure 6. The results show that when homogenization takes place at 590 °C, not all phases are dissolved in 12 h, but rather that the process is continuing, whereas the DSC curve is still dropping. At 610 °C, most of the homogenization process is finished after 160 min, and fully finished after 300 min, at 610 °C. These results are in good agreement with the microstructure results in
Figure 4 and
Figure 5.
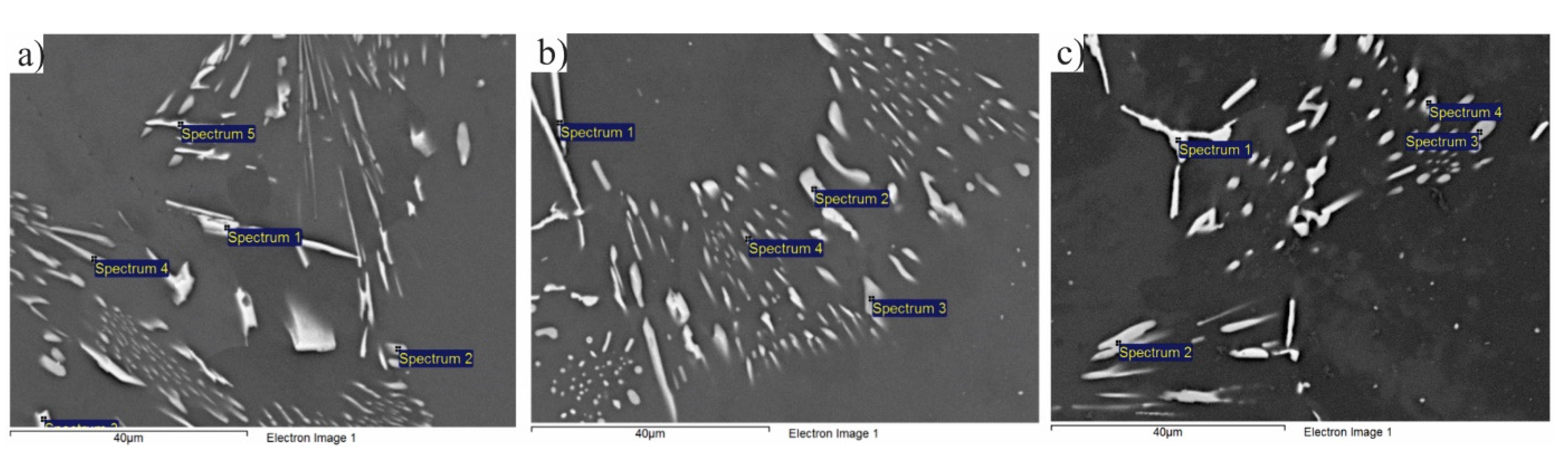
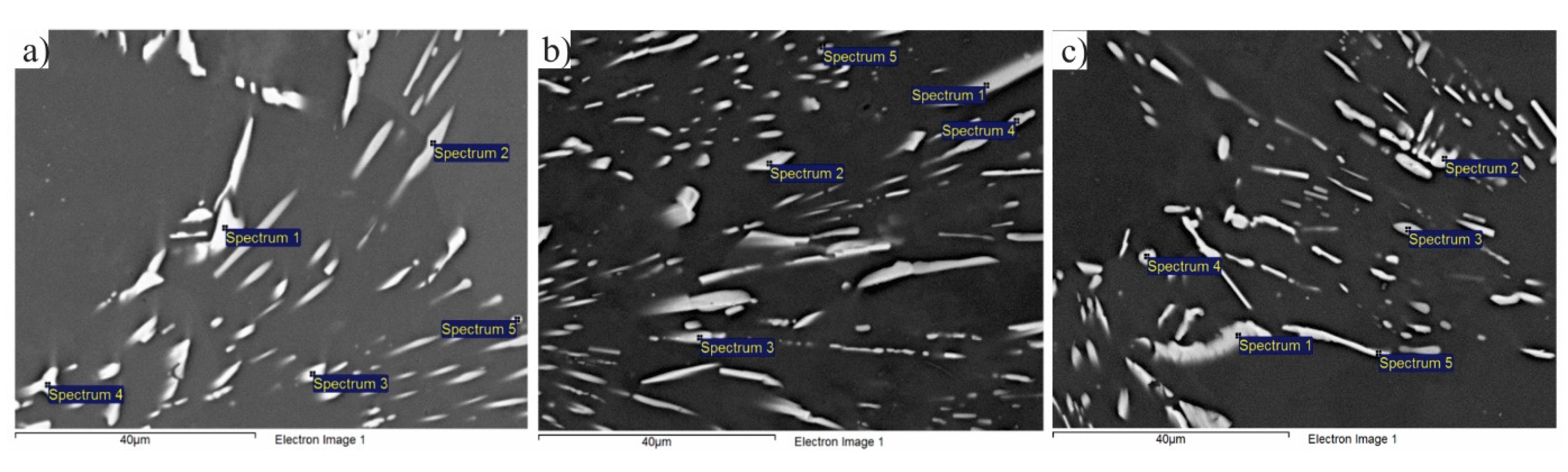
Furthermore, an EDS analysis of the selected samples (
Figure 7) was made in order to determine the type and phase composition of phases after certain homogenization regimes. From the EDS analysis, listed in
Table 3, it can be concluded that the phases in the form of large, sharp needles contain mainly aluminium and iron, which indicates that this is the Al
13Fe
4 phase. Phases of smaller and rounded forms contain a slightly higher concentration of manganese and silicon, indicating that this is the Al
15Si
2Mn
4 phase. The proportion of these two elements increases in these phases with a longer period of homogenization annealing and is in the as-cast sample up to 2 wt. %, and in the sample 580–12 as well as up to 4 mas. %.
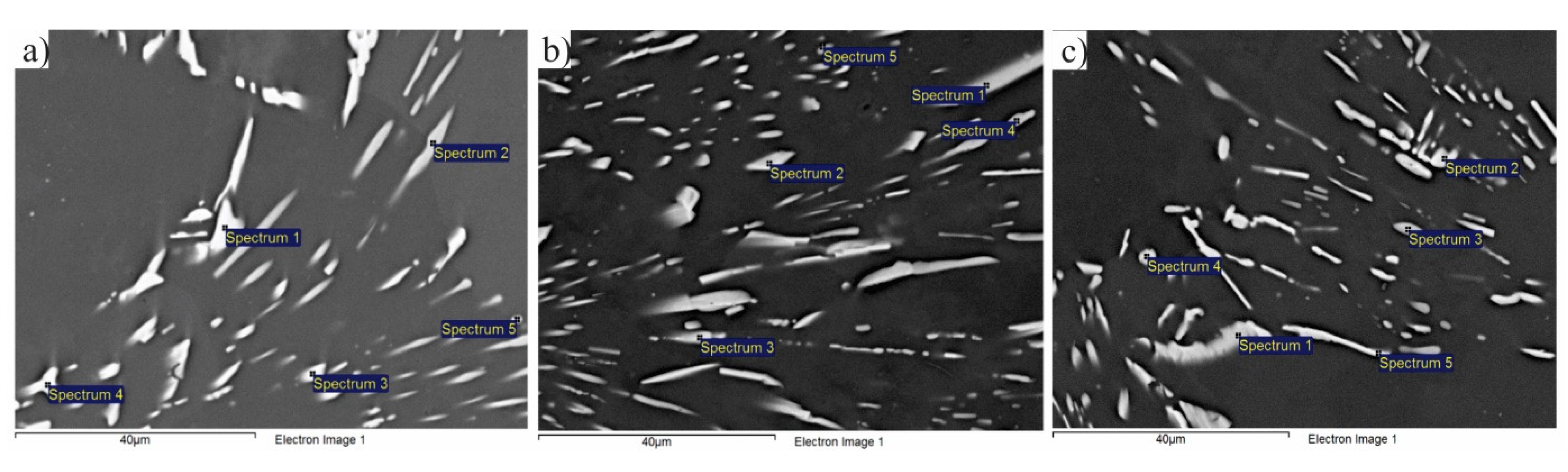
For samples that were homogenized at 600 °C (
Figure 8), the effects of homogenization are even clearer. The needles of the eutectic phase Al
13Fe
4 grow and become even more pronounced. Mn-phases are slightly less noticeable with a longer homogenization time. They form more roundish, their particles are smaller and accumulate in larger aggregates, whereas the concentration of manganese and silicon increases (
Table 4).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}