Microstructure and Mechanical Property of Mg-3Al-1Zn Magnesium Alloy Sheet Processed by Integrated High Temperature Rolling and Continuous Bending

 , ,
, ,
Abstract
:1. Introduction
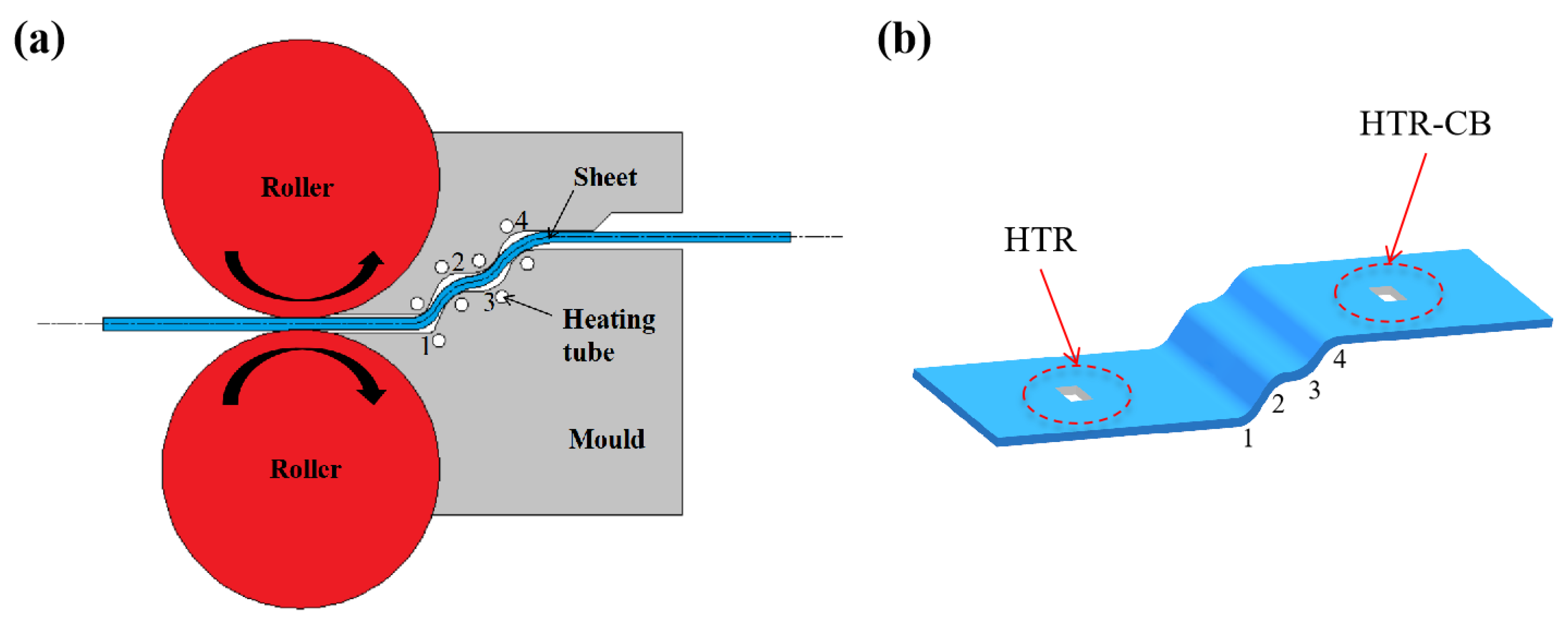
2. Experimental Procedure
3. Results and Discussion
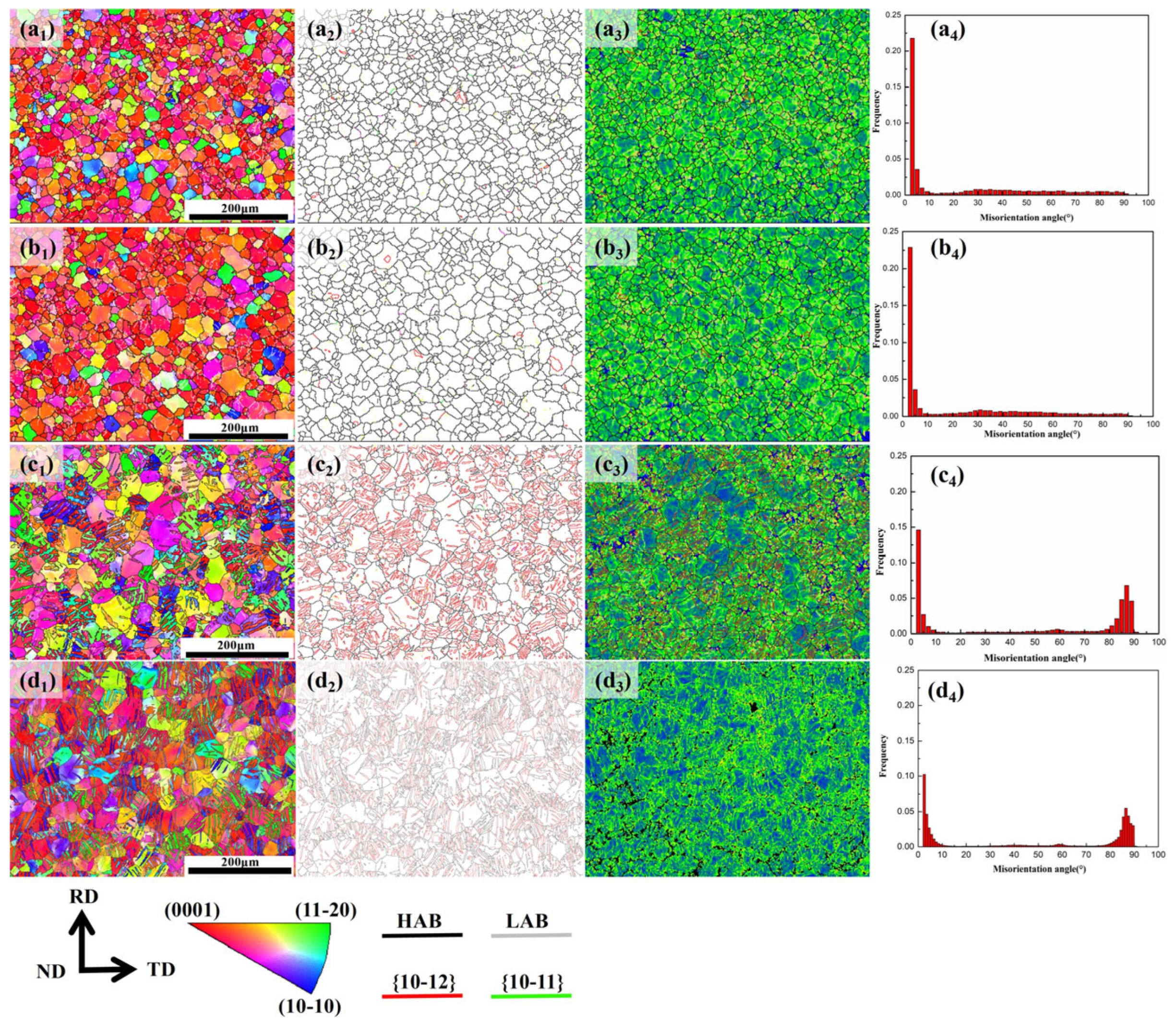
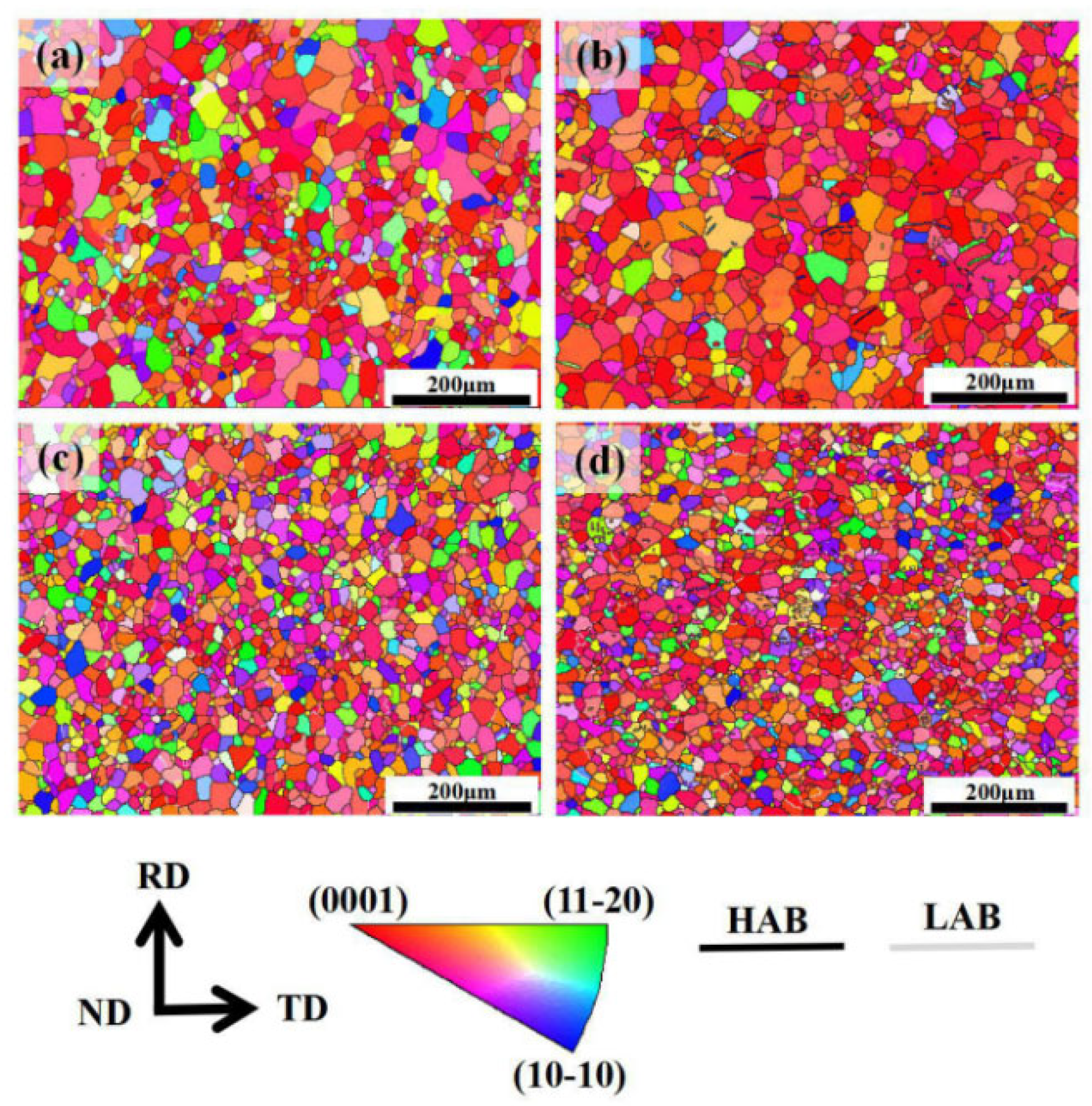
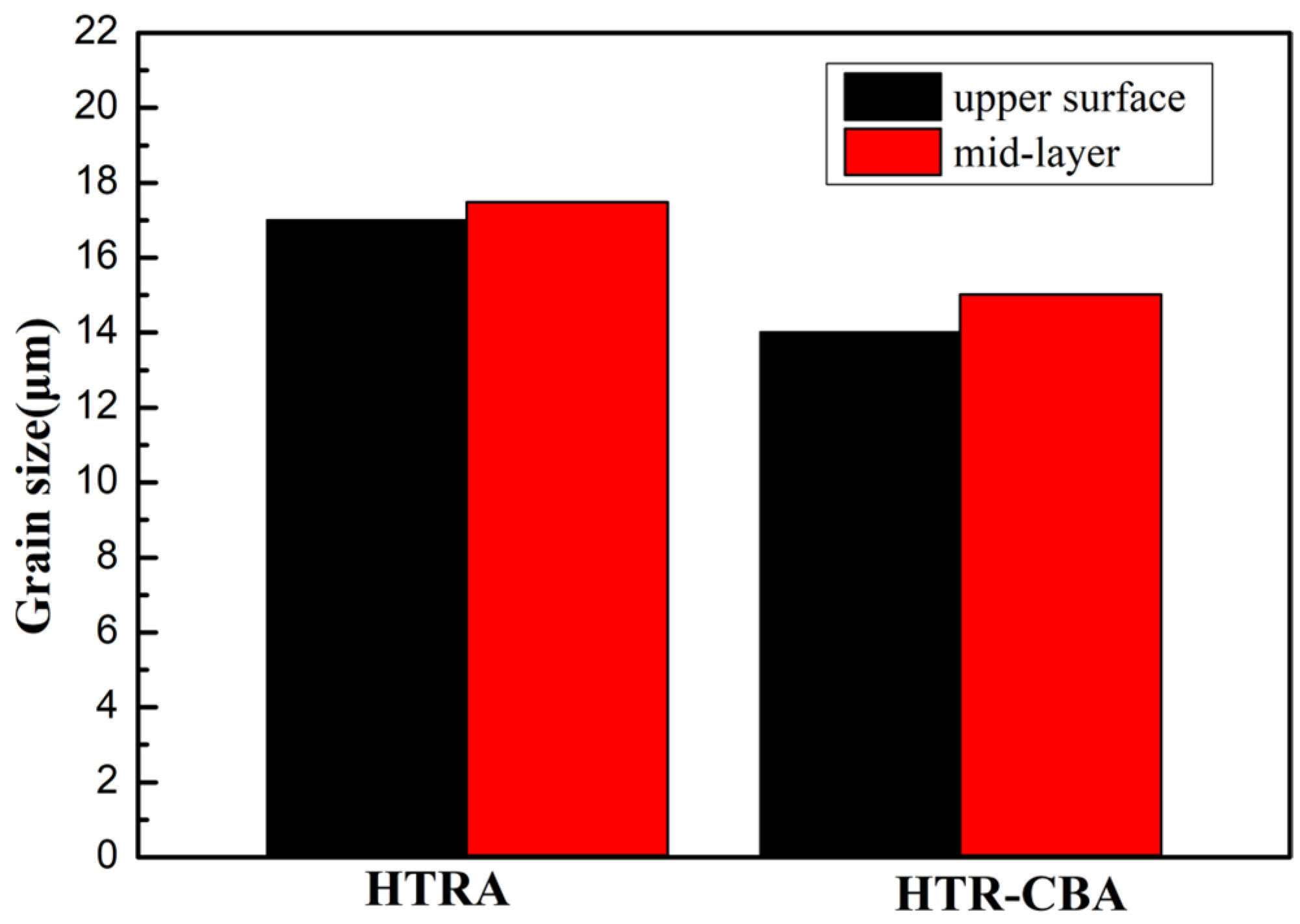
3.1. Microstructures Evolution
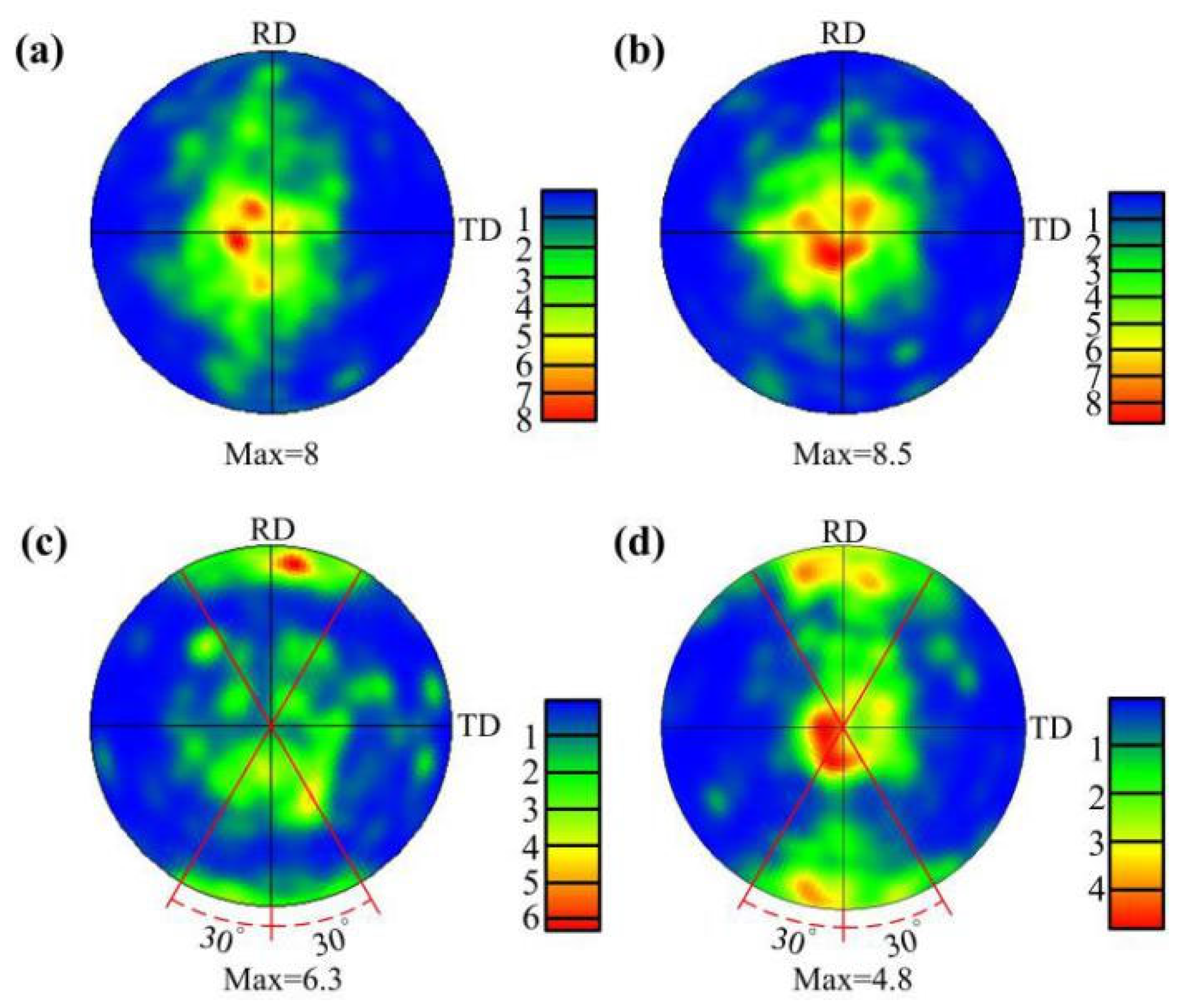
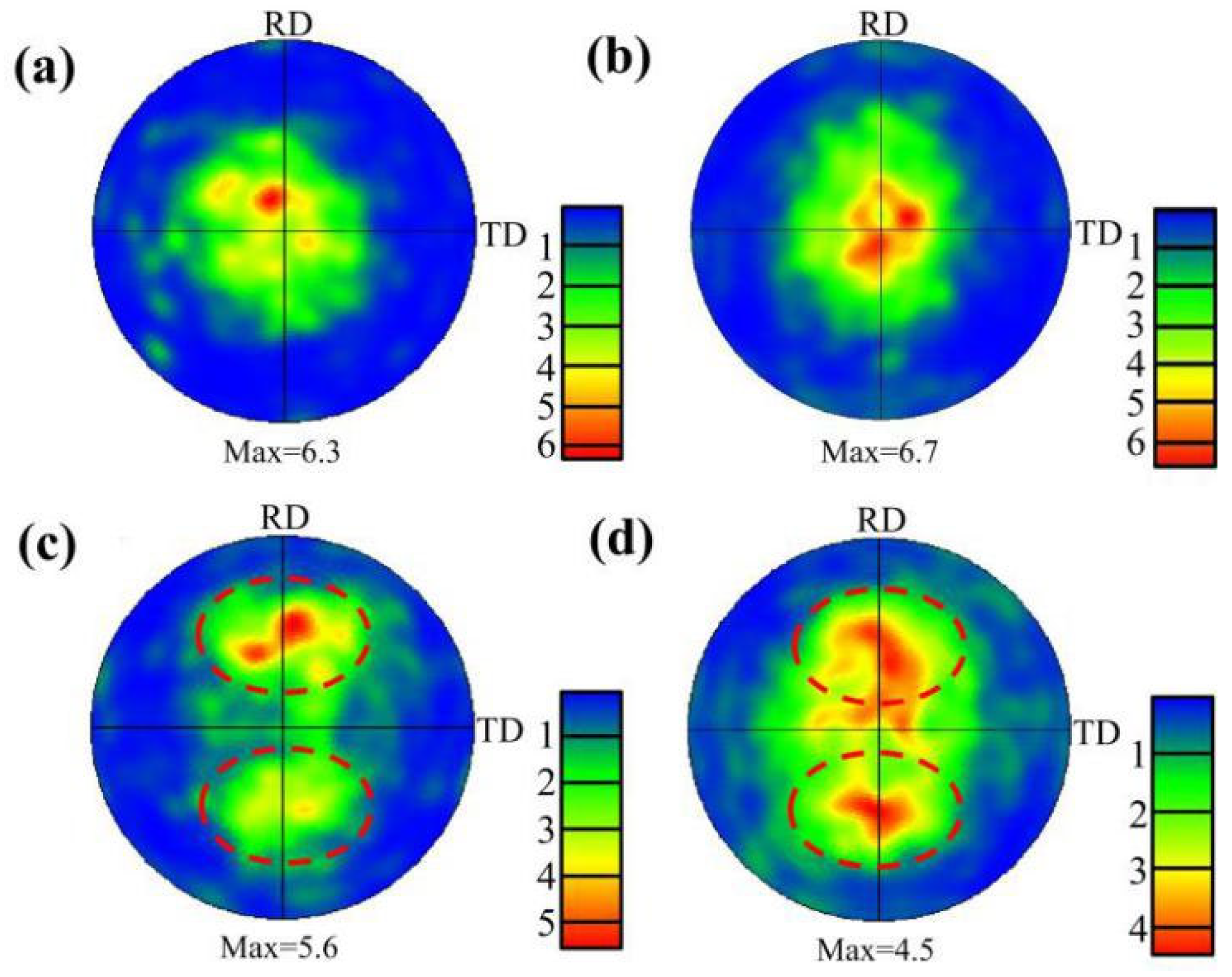
3.2. Texture Evolution
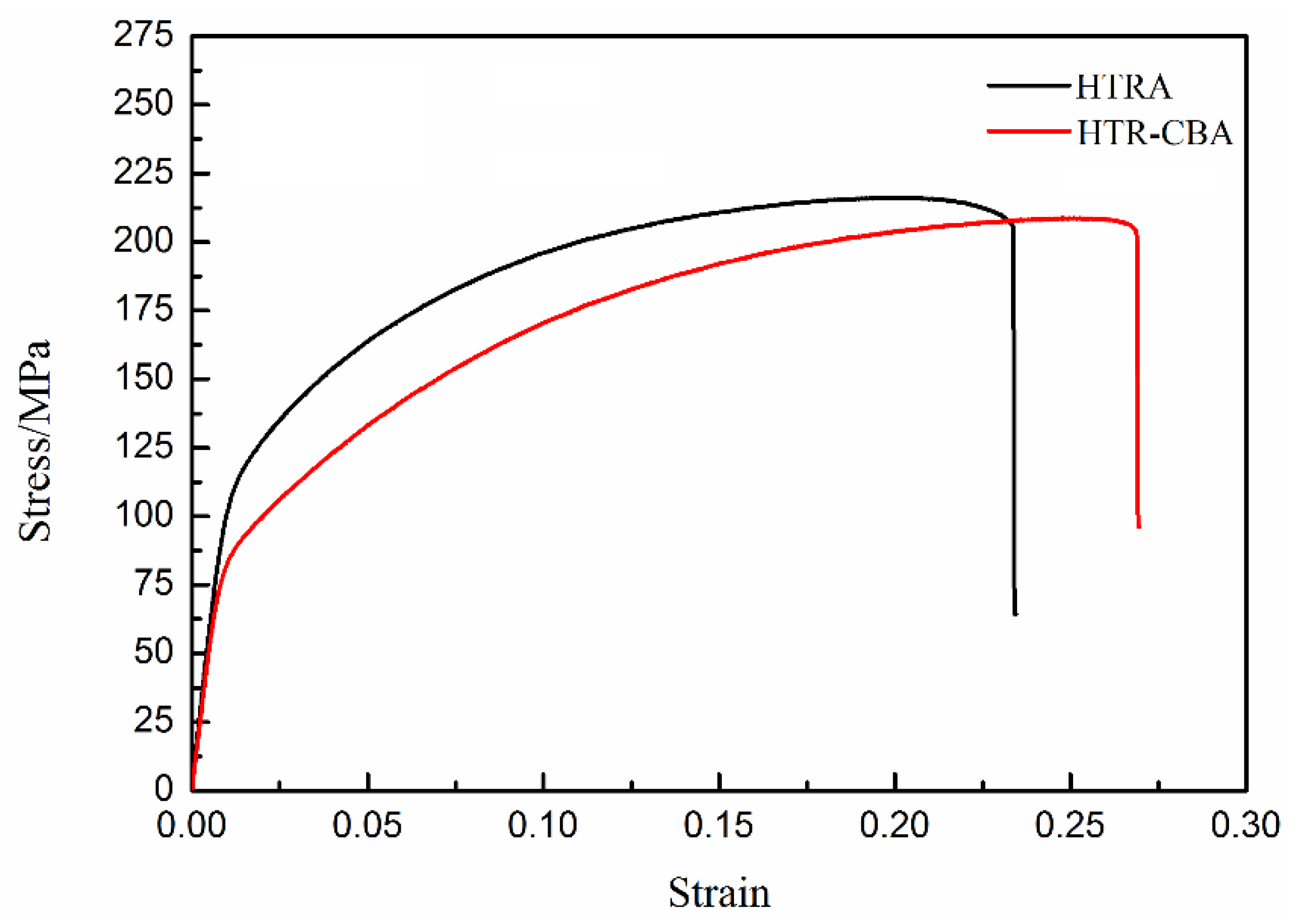
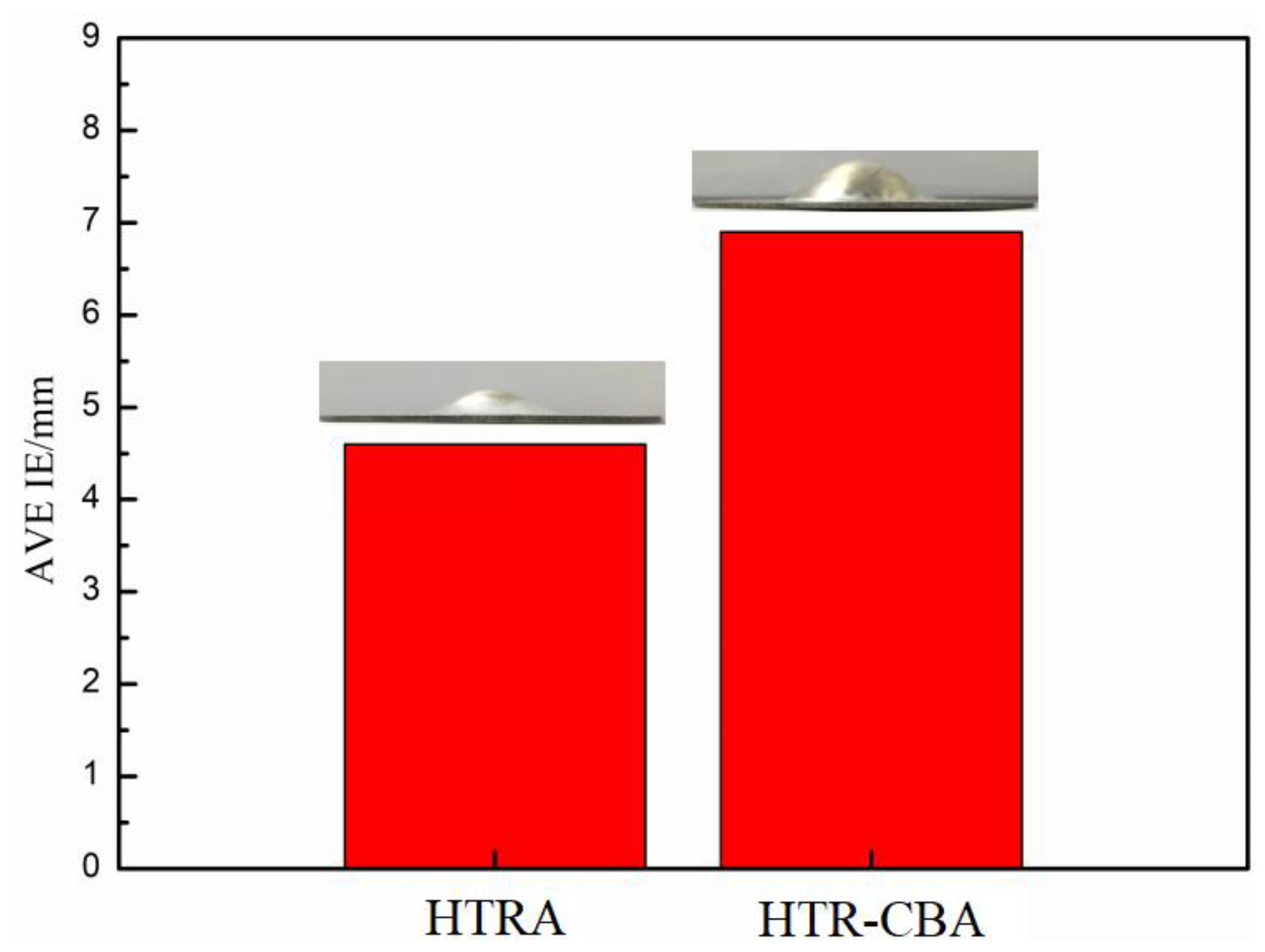
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dogan, E.; Vaughan, M.W.; Wang, S.J.; Karaman, I.; Proust, G. Role of starting texture and deformation modes on low-temperature shear formability and shear localization of Mg–3Al–1Zn alloy. Acta Mater. 2015, 89, 408–422. [Google Scholar] [CrossRef]
- Chen, Q.; Xia, X.; Yuan, B.; Shu, D.; Zhao, Z.; Han, J. Hot workfability behavior of as-cast Mg–Zn–Y–Zr alloy. Mater. Sci. Eng. A 2014, 593, 38–47. [Google Scholar] [CrossRef]
- Huang, X.; Suzuki, K.; Chino, Y.; Mabuchi, M. Influence of aluminum content on the texture and sheet formability of AM series magnesium alloys. Mater. Sci. Eng. A 2015, 633, 144–153. [Google Scholar] [CrossRef]
- Chen, Q.; Yuan, B.G.; Zhao, G.Z.; Shu, D.Y.; Hu, C.; Zhao, Z.; Zhao, Z. Microstructural evolution during reheating and tensile mechanical properties of thixoforged AZ91D-RE magnesium alloy prepared by squeeze casting–solid extrusion. Mater. Sci. Eng. A 2012, 537, 25–38. [Google Scholar] [CrossRef]
- Sabirov, I.; Perez-Prado, M.T.; Molina-Aldareguia, J.M.; Semenova, I.P.; Salimgareeva, G.K.; Valiev, R.Z. Anisotropy of mechanical properties in high-strength ultra-fine-grained pure Ti processed via a complex severe plastic deformation route. Scripta Mater. 2011, 64, 69–72. [Google Scholar] [CrossRef]
- Chen, Q.; Zhao, Z.X.; Shu, D.Y.; Zhao, Z.D. Microstructure and mechanical properties of AZ91D magnesium alloy prepared by compound extrusion. Mater. Sci. Eng. A 2011, 528, 3930–3934. [Google Scholar] [CrossRef]
- Zhao, Z.D.; Chen, Q.; Chao, H.Y.; Hu, C.K.; Huang, S.H. Influence of equal channel angular extrusion processing parameters on the microstructure and mechanical properties of Mg–Al–Y–Zn alloy. Mater. Des. 2011, 32, 575–583. [Google Scholar] [CrossRef]
- Kim, W.J.; Hong, S.I.; Kim, Y.S.; Min, S.H.; Jeong, H.T.; Lee, J.D. Texture development and its effect on mechanical properties of an AZ61 Mg alloy fabricated by equal channel angular pressing. Acta Mater. 2003, 51, 3293–3307. [Google Scholar] [CrossRef]
- Li, X.; Jiang, B.; He, J.J.; Zhang, J.Y.; Jiang, Z.T.; Liu, B.; Pan, F.S. Improvement of planar isotropy, mechanical properties and corrosion resistance of extruded Mg-3Al-1Zn alloy sheet by special grain re-orientation. J. Alloys Compd. 2017, 721, 106–117. [Google Scholar] [CrossRef]
- Huang, X.S.; Suzuki, K.; Chino, Y.; Mabuchi, M. Improvement of stretch formability of Mg–3Al–1Zn alloy sheet by high temperature rolling at finishing pass. J. Alloys Compd. 2011, 509, 7579–7584. [Google Scholar] [CrossRef]
- Huang, X.S.; Suzuki, K.; Chino, Y.; Mabuchi, M. Influence of rolling temperature on static recrystallization behavior of AZ31 magnesium alloy. J. Mater. Sci. 2012, 47, 4561–4567. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, G.S.; Zhang, H.; Song, B. Cold stamping formability of AZ31B magnesium alloy sheet undergoing repeated unidirectional bending process. J. Mater. Process. Tech. 2011, 211, 644–649. [Google Scholar] [CrossRef]
- Song, B.; Huang, G.S.; Li, H.C.; Zhang, L.; Huang, G.J.; Pan, F.S. Texture evolution and mechanical properties of AZ31B magnesium alloy sheets processed by repeated unidirectional bending. J. Alloys Compd. 2010, 489, 75–481. [Google Scholar] [CrossRef]
- Huang, G.S.; Song, B.; Xu, W.; Zhang, L. Structure and properties of AZ31B magnesium alloy sheets processed by repeatedly unidirectional bending at different temperatures. Trans. Nonferrous Met. Soc. China 2010, 20, 1815–1821. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, X.Y.; Huo, Q.H.; Tian, F.; Zhang, Y.J.; Zhou, X.J.; Chen, J. Structure evolution of AZ31 Mg alloy sheet during bidirectional cyclic bending at low temperature and subsequent annealing. Acta Metall. Sin. 2011, 47, 990–996. [Google Scholar]
- Song, D.H.; Zhou, T.; Tu, J.; Shi, L.X.; Song, B.; Hu, L.; Yang, M.; Chen, Q.; Lu, L. Improved stretch formability of AZ31 sheet via texture control by introducing a continuous bending channel into equal channel angular rolling. J. Mater. Process. Tech. 2018, 259, 380–386. [Google Scholar] [CrossRef]
- Tu, J.; Zhou, T.; Liu, L.; Shi, L.X.; Hu, L.; Song, D.; Song, B.; Yang, M.; Chen, Q.; Pan, F. Effect of rolling speeds on texture modification and mechanical properties of the AZ31 sheet by a combination of equal channel angular rolling and continuous bending at high temperature. J. Alloys Compd. 2018, 768, 598–607. [Google Scholar] [CrossRef]
- Cheng, Y.Q.; Chen, Z.H.; Xia, W.J.; Zhou, T. Deformation law of equal channel angular rolling for AZ31 magnesium alloy sheets. J. Plast. Eng. 2007, 14, 127–132. [Google Scholar]
- Cheng, Y.Q.; Chen, Z.H.; Xia, W.J.; Zhou, T. Effect of channel clearance on crystal orientation development in AZ31 magnesium alloy sheet produced by equal channel angular rolling. J. Mater. Process. Tech. 2007, 184, 97–101. [Google Scholar] [CrossRef]
- Luis Pérez, C.J. On the correct selection of the channel die in ECAP processes. Scripta Mater. 2004, 50, 387–393. [Google Scholar] [CrossRef]
- Hong, S.G.; Park, S.H.; Lee, C.S. Role of {10-12} twinning characteristics in the deformation behavior of a polycrystalline magnesium alloy. Acta Mater. 2010, 58, 5873–5885. [Google Scholar] [CrossRef]
- Huo, Q.H.; Yang, X.Y.; Ma, J.J.; Sun, H.; Wang, J.; Zhang, L. Texture weakening of AZ31 magnesium alloy sheet obtained by a combination of bidirectional cyclic bending at low temperature and static recrystallization. J. Mater. Sci. 2013, 48, 913–919. [Google Scholar] [CrossRef]
- Yan, H.; Chen, R.S.; Han, E.H. Room-temperature ductility and anisotropy of two rolled Mg–Zn–Gd alloys. Mater. Sci. Eng. A 2010, 527, 3317–3322. [Google Scholar] [CrossRef]
- Xin, Y.; Wang, M.; Zeng, Z.; Huang, G.; Liu, Q. Tailoring the texture of magnesium alloy by twinning deformation to improve the rolling capability. Scripta Mater. 2011, 64, 986–989. [Google Scholar] [CrossRef]
- He, J.J.; Mao, Y.; Fu, Y.J.; Jiang, B.; Xiong, K.; Zhang, S.; Pan, F. Improving the room-temperature formability of Mg-3Al-1Zn alloy sheet by introducing an orthogonal four-peak texture. J. Alloys Compd. 2019, 797, 443–455. [Google Scholar] [CrossRef]
- Steiner, M.A.; Bhattacharyya, J.J.; Agnew, S.R. The origin and enhancement of {0001}<11-20> texture during heat treatment of rolled AZ31B magnesium alloys. Acta Mater. 2015, 95, 443–455. [Google Scholar] [CrossRef]
- Huang, X.S.; Suzuki, K.; Chino, Y. Influences of initial texture on microstructure and stretch formability of Mg–3Al–1Zn alloy sheet obtained by a combination of high temperature and subsequent warm rolling. Scripta Mater. 2010, 63, 395–398. [Google Scholar] [CrossRef]
- Jiang, M.G.; Yan, H.; Chen, R.S. Enhanced mechanical properties due to grain refinement and texture modification in an AZ61 Mg alloy processed by small strain impact forging. Mater. Sci. Eng. A 2015, 621, 204–211. [Google Scholar] [CrossRef]
- Jiang, M.G.; Yan, H.; Chen, R.S. Twinning, recrystallization and texture development during multi-directional impact forging in an AZ61 Mg alloy. J. Alloys Compd. 2015, 650, 399–409. [Google Scholar] [CrossRef]
- Zhu, S.Q.; Yan, H.G.; Liao, X.Z.; Moody, S.J.; Sha, G.; Wu, Y.Z.; Ringer, S.P. Mechanisms for enhanced plasticity in magnesium alloys. Acta Mater. 2015, 82, 344–355. [Google Scholar] [CrossRef]
- Sanjari, M.; Kabir, A.S.H.; Farzadfar, A.; Utsunomiya, H.; Petrov, R.; Kestens, L.; Yue, S. Promotion of texture weakening in magnesium by alloying and thermomechanical processing. II: Rolling speed. J. Mater. Sci. 2014, 49, 1426–1436. [Google Scholar] [CrossRef]
- Huang, X.S.; Chino, Y.; Mabuchi, M.; Matsuda, M. Influences of grain size on mechanical properties and cold formability of Mg–3Al–1Zn alloy sheets with similar weak initial textures. Mater. Sci. Eng. A 2014, 611, 152–161. [Google Scholar] [CrossRef]
- Song, B.; Xin, R.L.; Liao, A.L.; Yu, W.B.; Liu, Q. Enhancing stretch formability of rolled Mg sheets by pre-inducing contraction twins and recrystallization annealing. Mater. Sci. Eng. A 2015, 627, 369–373. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, G.S.; Wang, L.F.; Jørgen Roven, H.; Xu, Z.; Pan, F. Improved ductility of magnesium alloys by a simple shear process followed by annealing. Scripta Mater. 2013, 69, 49–52. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | YS (MPa) | UTS (MPa) | FE(%) | YS/UTS | n-Value | r-Value |
|---|---|---|---|---|---|---|
| HTRA | 105 | 216 | 23.57 | 0.49 | 0.35 | 1.28 |
| HTR-CBA | 82 | 209 | 27.37 | 0.39 | 0.42 | 0.53 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lian, Y.; Liao, B.; Zhou, T.; Ge, W.; Shi, L.; Hu, L.; Yang, M.; Zhang, J. Microstructure and Mechanical Property of Mg-3Al-1Zn Magnesium Alloy Sheet Processed by Integrated High Temperature Rolling and Continuous Bending. Metals 2020, 10, 380. https://doi.org/10.3390/met10030380
Lian Y, Liao B, Zhou T, Ge W, Shi L, Hu L, Yang M, Zhang J. Microstructure and Mechanical Property of Mg-3Al-1Zn Magnesium Alloy Sheet Processed by Integrated High Temperature Rolling and Continuous Bending. Metals. 2020; 10(3):380. https://doi.org/10.3390/met10030380
Chicago/Turabian StyleLian, Yong, Benhong Liao, Tao Zhou, Wenjun Ge, Laixin Shi, Li Hu, Mingbo Yang, and Jin Zhang. 2020. "Microstructure and Mechanical Property of Mg-3Al-1Zn Magnesium Alloy Sheet Processed by Integrated High Temperature Rolling and Continuous Bending" Metals 10, no. 3: 380. https://doi.org/10.3390/met10030380
APA StyleLian, Y., Liao, B., Zhou, T., Ge, W., Shi, L., Hu, L., Yang, M., & Zhang, J. (2020). Microstructure and Mechanical Property of Mg-3Al-1Zn Magnesium Alloy Sheet Processed by Integrated High Temperature Rolling and Continuous Bending. Metals, 10(3), 380. https://doi.org/10.3390/met10030380