Recycling Chain for Spent Lithium-Ion Batteries



Abstract
1. Introduction
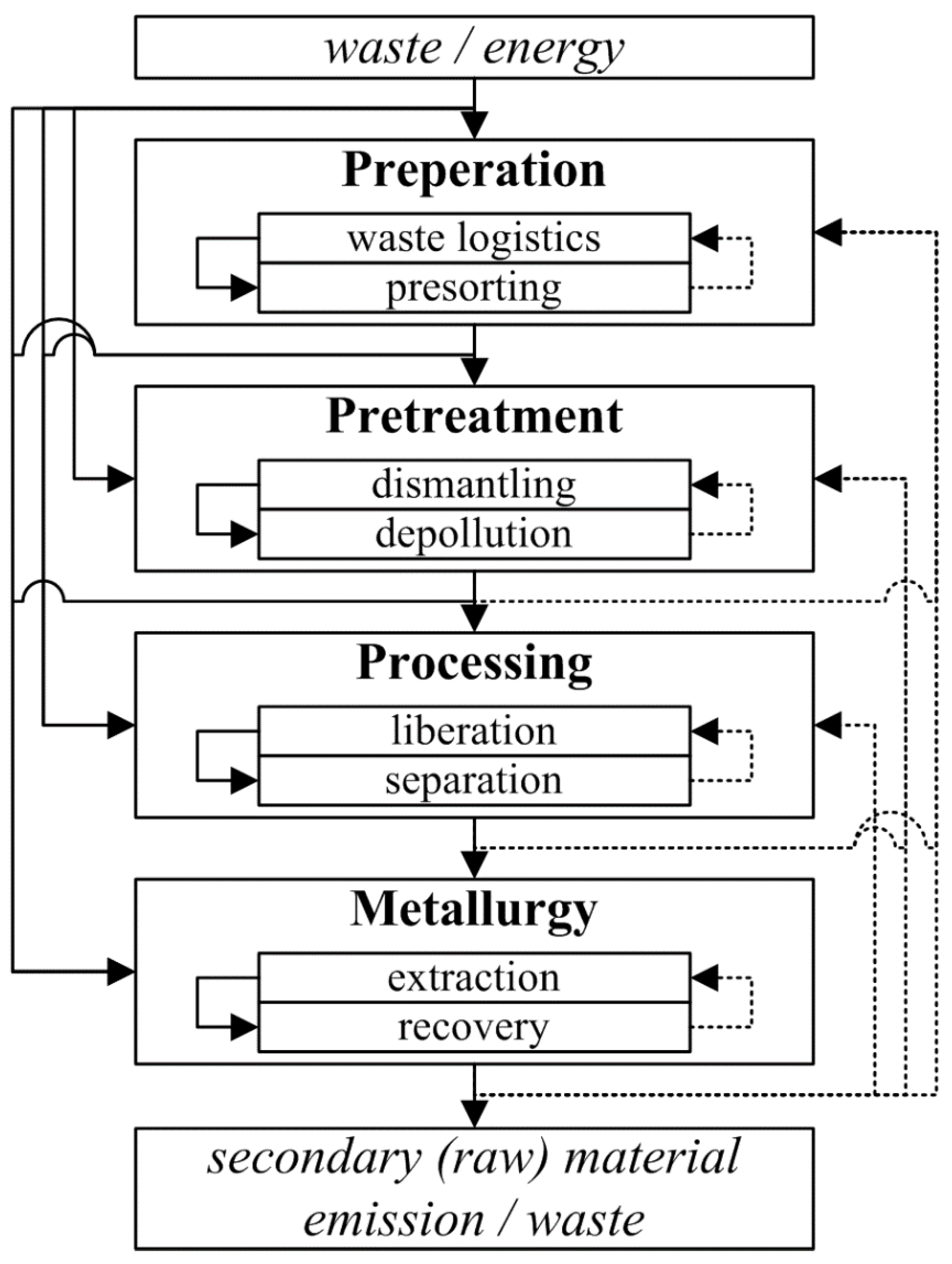
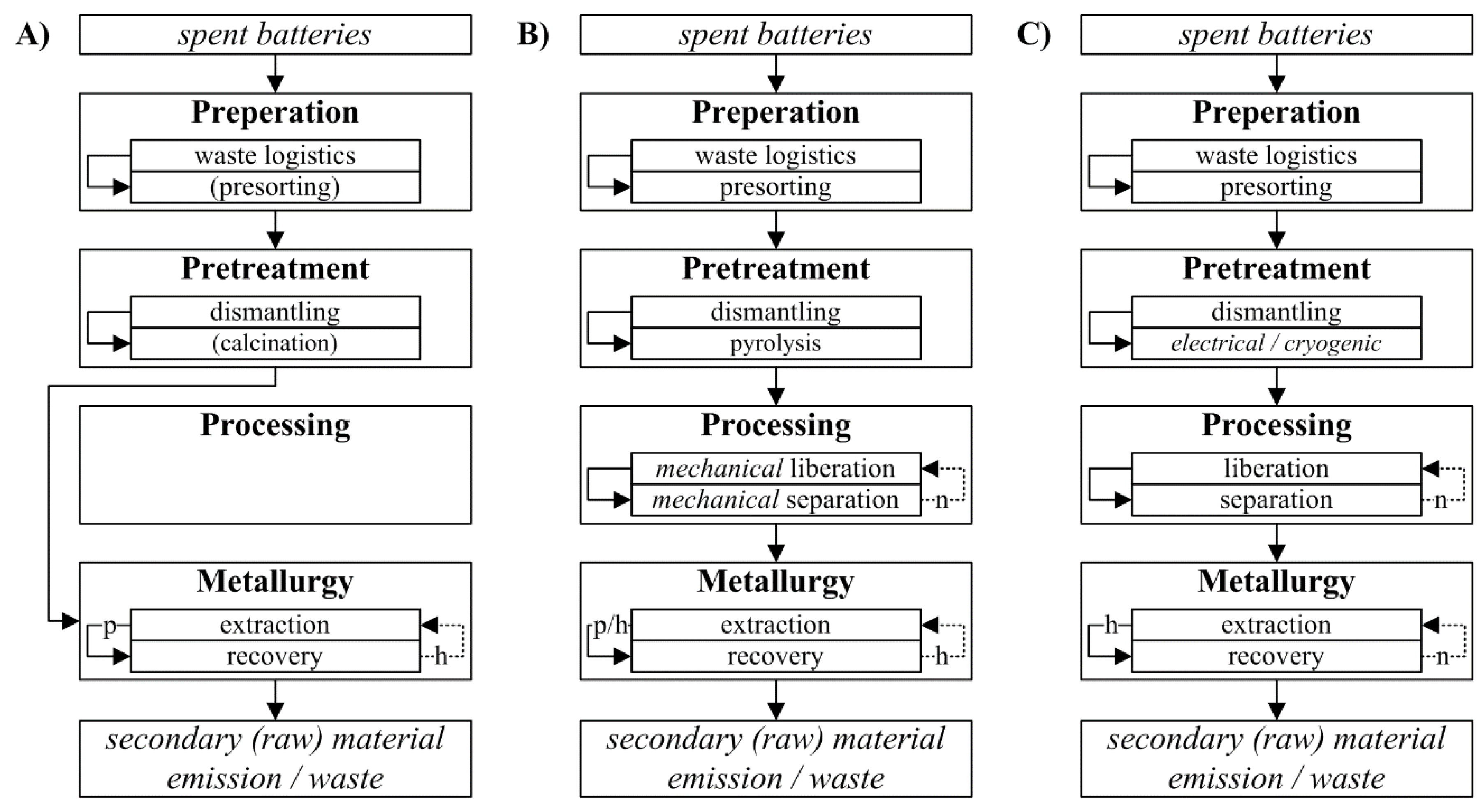
2. Material Recycling of Lithium-Ion Batteries
- Preparation: waste logistics and presorting,
- Pretreatment: dismantling and depollution,
- Processing: liberation and separation,
- Metallurgy: extraction and recovery.
2.1. Process Stages of the Recycling Chain for Lithium-Ion Batteries
2.2. Unit Processes
2.2.1. Preparation
Waste Logistics
Presorting
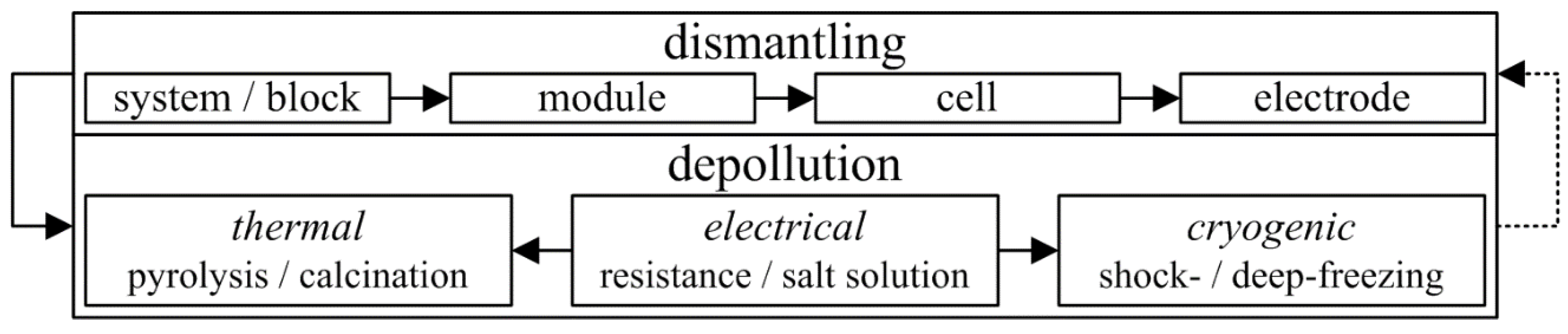
2.2.2. Pretreatment
Dismantling
Depollution
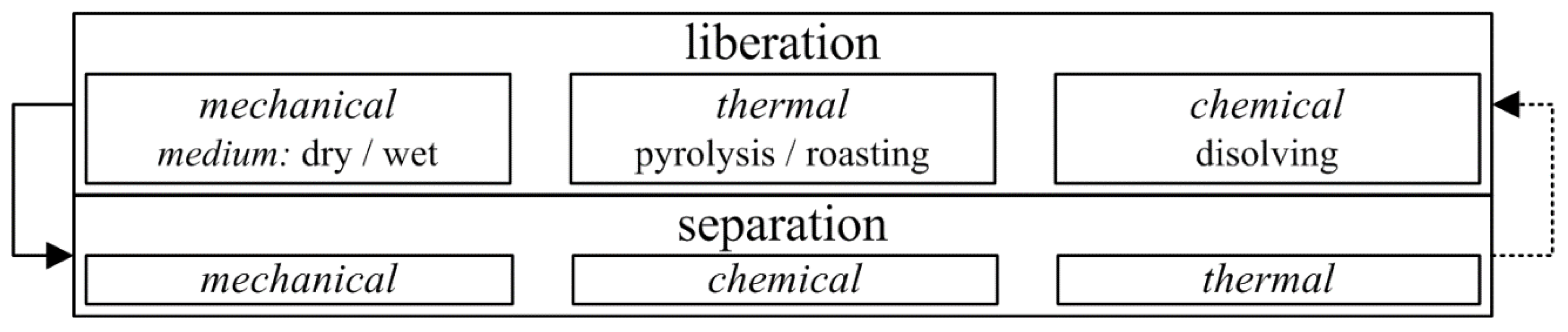
2.2.3. Processing
Liberation
Separation
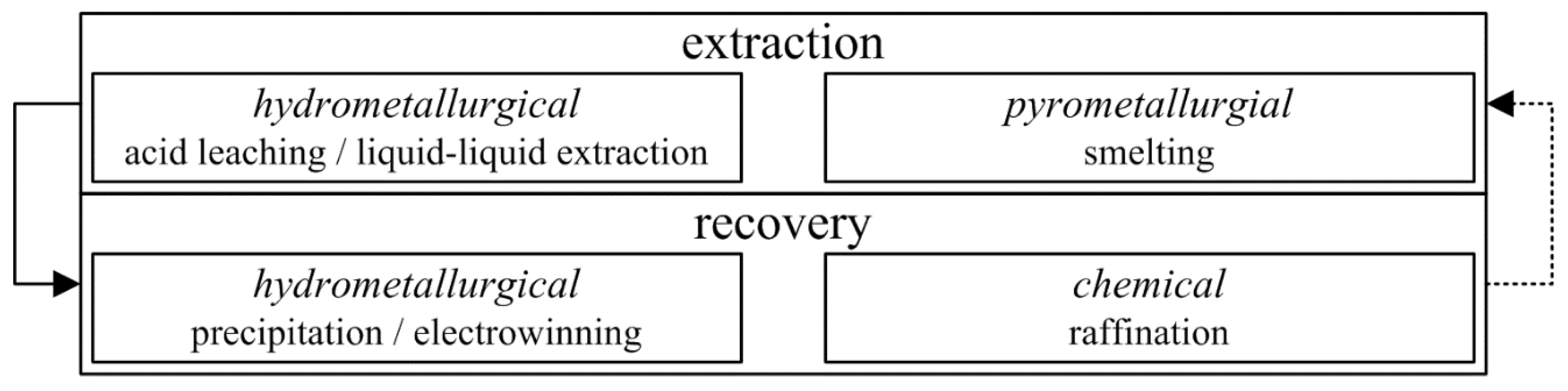
2.2.4. Metallurgy
Pyrometallurgy
Hydrometallurgy
3. Industrial Recycling Technologies
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gu, F.; Guo, J.; Yao, X.; Summers, P.A.; Widijatmoko, S.D.; Hall, P. An investigation of the current status of recycling spent lithium-ion batteries from consumer electronics in China. J. Clean. Prod. 2017, 161, 765–780. [Google Scholar] [CrossRef]
- Melin, H.E. State-of-the-Art in Reuse and Recycling of Lithium-Ion Batteries—A Research Review; Circular Energy Storage: Stockholm, Sweden, 2019. [Google Scholar]
- Li, L.; Zhang, X.; Li, M.; Chen, R.; Wu, F.; Amine, K.; Lu, J. The Recycling of Spent Lithium-Ion Batteries: A Review of Current Processes and Technologies. Electrochem. Energy Rev. 2018, 1, 461–482. [Google Scholar] [CrossRef]
- Zhao, S.; He, W.; Li, G. Recycling Technology and Principle of Spent Lithium-Ion Battery. In Recycling of Spent Lithium-Ion Batteries—Processing Methods and Environmental Impacts; An, L., Ed.; Springer Nature Switzerland AG: Cham, Switzerland, 2019. [Google Scholar]
- Korthauer, R. Handbuch Lithium-Ionen-Batterien; Korthauer, R., Ed.; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Lv, W.; Wang, Z.; Cao, H.; Sun, Y.; Zhang, Y.; Sun, Z. A Critical Review and Analysis on the Recycling of Spent Lithium-Ion Batteries. ACS Sustain. Chem. Eng. 2018, 6, 1504–1521. [Google Scholar] [CrossRef]
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium Ion Batteries, Part I: Commercial Processes. J. Sustain. Met. 2019. [Google Scholar] [CrossRef]
- Mathieux, F.; Ardente, F.; Bobba, S.; Nuss, P.; Blengini, G.; Alves Dias, P.; Blagoeva, D.; Torres De Matos, C.; Wittmer, D.; Pavel, C.; et al. Critical Raw Materials and the Circular Economy—Background Report; Publications Office of the European Union: Luxembourg, 2017; ISBN 978-92-79-74282-8. [Google Scholar]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed]
- Hanisch, C.; Diekmann, J.; Stieger, A.; Haselrieder, W.; Kwade, A. Recycling of Lithium-Ion Batteries. In Handbook of Clean Energy Systems; Yan, J., Cabeza, L.F., Sioshansi, R., Eds.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2015; Volume 5, pp. 2865–2888. [Google Scholar]
- Europäische Union. RICHTLINIE 2006/66/EG DES EUROPÄISCHEN PARLAMENTS UND DES RATES; Europäische Union: Brussels, Belgium, 2006. [Google Scholar]
- Hettesheimer, T.; Thielmann, A.; Neef, N.; Möller, K.-C.; Wolter, M.; Lorentz, V.; Gepp, M.; Wenger, M.; Prill, T.; Zausch, J.; et al. ENTWICKLUNGSPERSPEKTIVEN FÜR ZELLFORMATE VON LITHIUM-IONENBATTERIEN IN DER ELEKTROMOBILITÄT; Fraunhofer-Institut für System- und Innovationsforschung ISI: Karlsruhe, Germany, 2017. [Google Scholar]
- Chen, M.; Ma, X.; Chen, B.; Arsenault, R.; Karlson, P.; Simon, N.; Wang, Y. Recycling End-of-Life Electric Vehicle Lithium-Ion Batteries. Joule 2019. [Google Scholar] [CrossRef]
- Wuschke, L.; Jäckel, H.-G. Zur mechanischen Aufbereitung von Li-Ionen-Batterien. Berg Hüttenmännische Mon. 2016, 161, 267–276. [Google Scholar] [CrossRef]
- Pinegar, H.; Smith, Y.R. Mechanical Beneficiation of End-of-Life Lithium-Ion Battery Components. In Energy Technology 2020: Recycling, Carbon Dioxide Management, and Other Technologies; Chen, H., Zhong, Y., Zhang, L., Howarter, J.A., Baba, A.A., Wang, C., Sun, Z., Zhang, M., Olivetti, E., Luo, A., et al., Eds.; Springer Nature: Cham, Switzerland, 2020; pp. 259–267. [Google Scholar]
- Pinegar, H.; Smith, Y.R. End-of-Life Lithium-Ion Battery Component Mechanical Liberation and Separation. J. Miner. Met. Mater. Soc. 2019, 71, 4447–4456. [Google Scholar] [CrossRef]
- Lowe, M.; Tokuoka, S.; Trigg, T.; Gereffi, G.; Abayechi, A. Lithium-Ion Batteries for Electric Vehicles: THE U.S. VALUE CHAIN; Center on Globalization, Governance & Competitiveness, Duke University: Durham, NC, USA, 2010. [Google Scholar]
- Kwade, A.; Diekmann, J. Recycling of Lithium-Ion Batteries—The LithoRec Way; Kwade, A., Diekmann, J., Eds.; Springer: New York, NY, USA, 2018; p. 312. [Google Scholar]
- Martens, H.; Goldmann, G. Recyclingtechnik; Martens, H., Goldmann, G., Eds.; Springer Vieweg: Wiesbaden, Germany, 2016; Volume 2. [Google Scholar]
- Werner, D.; Mütze, T.; Jäckel, H.-G.; Peuker, U.A. Mechanical processing of spent lithium-ion-batteries from electric vehicles. In Proceedings of the International V4 Waste Recycling 21 Conference, Miscolc, Hungary, 22–23 November 2018; pp. 20–28. [Google Scholar]
- BMJV. Gesetz zur Förderung der Kreislaufwirtschaft und Sicherung der umweltverträglichen Bewirtschaftung von Abfällen (Kreislaufwirtschaftsgesetz—KrWG); Bundestag: Bonn, Germany, 2017. [Google Scholar]
- Yun, L.; Linh, D.; Shui, L.; Peng, X.; Garg, A.; Le, M.L.P.; Asghari, S.; Sandoval, J. Metallurgical and mechanical methods for recycling of lithium-ion battery pack for electric vehicles. Resour. Conserv. Recycl. 2018, 136, 198–208. [Google Scholar] [CrossRef]
- Schubert, H.; Heidenrein, E.; Lippe, F.; Neeße, T. Mechanische Verfahrenstechnik; Deutscher Verlag für Grundstoffindustrie: Leipzig, Germany, 1990; Volume 3. [Google Scholar]
- Sattler, K. Thermische Trennverfahren—Grundlagen, Auslegung, Apparate; WILEY-VCH: Weinheim, Germany, 2001; Volume 3. [Google Scholar]
- Mancha, A. A Look at Some International Lithium Ion Battery Recycling Initiatives. J. Undergrad. Res. 2016, 9, 1–5. [Google Scholar] [CrossRef]
- Heelan, J.; Gratz, E.; Zheng, Z.; Wang, Q.; Chen, M.; Apelian, D.; Wang, Y. Current and Prospective Li-Ion Battery Recycling and Recovery Processes. JOM 2016, 68, 2632–2638. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J.; Liu, L. Solving spent lithium-ion battery problems in China: Opportunities and challenges. Renew. Sustain. Energy Rev. 2015, 52, 1759–1767. [Google Scholar] [CrossRef]
- Lewis, H. Lithium-Ion Battery Consultation Report, Helen Lewis Research (Consultation Report). 3 August 2016.
- Scrosati, B.; Garche, J.; Sun, Y.-K. Recycling lithium batteries. In Advances in Battery Technologies for Electric Vehicles, 1st ed.; Scrosati, B., Garche, J., Tillmetz, W., Eds.; Woodhead Publishing: Sawston, UK, 2015; pp. 503–516. [Google Scholar]
- Larouche, F.; Demopoulos, G.P.; Amouzegar, K.; Bouchard, P.; Zaghib, K. Recycling of Li-Ion and Li-Solid State Batteries: The Role of Hydrometallurgy. In Extraction 2018, Proceedings of the First Global Conference on Extractive Metallurgy (The Minerals, Metals & Materials Series); Ottawa, ON, Canada; Davis, B.R., Moats, M.S., Wang, S., Gregurek, D., Kapusta, J., Battle, T.P., Schlesinger, M.E., Alvear Flores, G.R., Jak, E., Goodall, G., et al., Eds.; Springer: New York, NY, USA, 2018; pp. 2541–2553. [Google Scholar]
- Zhao, G. Resource Utilization and Harmless Treatment of Power Batteries. In Reuse and Recycling of Lithium-Ion Power Batteries; Zhao, G., Ed.; John Wiley & Sons: Singapore, 2017; pp. 335–378. [Google Scholar]
- Petrikowski, F.; Kohlmeyer, R.; Jung, M.; Steingrübner, E.; Leuthold, S. Batterien und Akkus. Umweltbundesamt—Fachgebiet III 1.2; Rechtsangelegenheiten, V.E.u.B., Ed.; Umweltbundesamt: Dessau, Germany, 2012. [Google Scholar]
- Rudolph, A. Altproduktentsorgung aus Betriebswirtschaftlicher Sicht; Rudolph, A., Ed.; Physica-Verlag: Heidelberg, Germany, 1999; Volume 1. [Google Scholar]
- Weyhe, R. Recycling von Lithium-Ion-Batterien. In Recycling und Rohstoffe; Thomé-Kozmiensky, K.J., Goldmann, D., Eds.; TK Verlag Karl Thomé-Kozmiensky: Neuruppin, Germany, 2013; Volume 6, pp. 505–525. [Google Scholar]
- Wang, X.; Gaustad, G.; Babbitt, C.W. Targeting high value metals in lithium-ion battery recycling via shredding and size-based separation. Waste Manag. 2016, 51, 204–213. [Google Scholar] [CrossRef] [PubMed]
- Pistoia, G. Spent Battery Collection and Recycling; Pistoia, G., Ed.; Elsevier Science: Amsterdam, The Netherlands, 2005; Volume 1. [Google Scholar]
- Ellis, T.W.; Howes, J.A. ROADMAP FOR THE LIFECYCLE OF ADVANCED BATTERY CHEMISTRIES. In Proceedings of the REWAS 2016: Towards Materials Resource Sustainability, Nashville, TN, USA, 14–18 February 2016; pp. 51–56. [Google Scholar]
- Cai, G.; Fung, K.Y.; Ng, K.M. Process Development for the Recycle of Spent Lithium Ion Batteries by Chemical Precipitation. Ind. Eng. Chem. Res. 2014, 53, 18245–18259. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J.; Singh, N. Recycling of Spent Lithium-Ion Battery: A Critical Review. Crit. Rev. Environ. Sci. Technol. 2014, 10, 1129–1165. [Google Scholar] [CrossRef]
- Weyhe, R.; Friedrich, B. Demonstrationsanlage für Ein Kostenneutrales, Ressourceneffizientes Processing Ausgedienter Li-Ionen Batterien aus der Elektromobilität—EcoBatRec—Abschlussbericht zum Verbundvorhaben; IME Metallurgische Prozesstechnik und Metallrecycling: Aachen, Germany, 2016. [Google Scholar]
- Nigl, T.; Pomberger, R. Entwicklungen und Problematik von Lithium-Batterien. In Proceedings of the Recy&DepoTech 2016, Leoben, Austria, 8–11 November 2016. [Google Scholar]
- Wang, M.-M.; Zhang, C.-C.; Zhang, F.-S. Recycling of spent lithium-ion battery with polyvinyl chloride by mechanochemical process. Waste Manag. 2017, 67, 232–239. [Google Scholar] [CrossRef]
- Kim, H.; Jang, Y.-C.; Hwang, Y.; Ko, Y.; Yun, H. End-of-life batteries management and material flow analysis in South Korea. Front. Environ. Sci. Eng. 2018, 12. [Google Scholar] [CrossRef]
- Hagelüken, C. Die neue Circular Economy Strategie der EU—Ein Durchbruch zur Sicherung der Rohstoffbasis? In Proceedings of the Dechema Kolloquium: Anorganische Rohstoffe—Sicherung der Rohstoffbasis von morgen, Frankfurt, Germany, 4 February 2016. [Google Scholar]
- Kaya, M. Recovery of metals and nonmetals from electronic waste by physical and chemical recycling processes. Waste Manag. 2016, 57, 64–90. [Google Scholar] [CrossRef]
- Ay, P.; Markowski, J.; Pempel, H.; Müller, M. Entwicklung eines innovativen Verfahrens zur automatisierten Demontage und Aufbereitung von Lithium-Ionen-Batterien aus Fahrzeugen. Recycl. Rohst. 2012, 5, 443–456. [Google Scholar]
- Beckmann, J. Batterien und Akkumulatoren; Bayerisches Landesamt für Umwelt: Augsburg, Germany, 2017. [Google Scholar]
- ZVEI; EPTA. Versand von Lithium-Ionen-Batterien für Elektrowerkzeuge und Elektrische Gartengeräte: Umsetzung der Gefahrgut-Vorschriften; EPTA–European Power Tool Association: Frankfurt, Germany, 2017. [Google Scholar]
- LAGA. Umsetzung des Elektro- und Elektronikgerätegesetzes–Anforderungen an die Entsorgung von Elektro- und Elektronikaltgeräten; Bund/Länder-Arbeitsgemeinschaft Abfall: Berlin, Germany, 2017. [Google Scholar]
- BDE. Praxisleitfaden: Lithiumbatterien und -Zellen (Auch in Elektroaltgeräten): Sammlung, Verpackung und Transport Gemäß ADR; Bundesverband der Deutschen Entsorungs: Berlin, Germany, 2017. [Google Scholar]
- Richa, K. Sustainable Management of Lithium-Ion Batteries after Use in Electric Vehicles. Ph.D. Thesis, Rochester Institute of Technology, Rochester, NY, USA, 2016. [Google Scholar]
- DSLV. ADR 2017: Die Wichtigsten Änderungen der Vorschriften für die Beförderung Gefährlicher Güter auf der Straße im Überblick; DSLV Deutscher Speditions- und Logistikverband e. V.: Bonn, Germany, 2016; p. 32. [Google Scholar]
- Nickel, W. Recyclinghandbuch: Strategien—Technologien—Produkte; Nickel, W., Ed.; VDI-Verlag: Düsseldorf, Germany, 1996. [Google Scholar]
- Arnberger, A.; Coskun, E.; Rutrecht, B. Recycling von Lithium-Ionen-Batterien. In Recycling und Rohstoffe; Thomé-Kozmiensky, K.J., Goldmann, D., Eds.; TK Verlag Karl Thomé-Kozmiensky: Neuruppin, Germany, 2018; Volume 11, pp. 583–599. [Google Scholar]
- Sziegoleit, H. Sortierung von Gerätebatterien. In Recycling und Rohstoffe; Thomé-Kozmiensky, K.J., Goldmann, D., Eds.; TK Verlag Karl Thomé-Kozmiensky: Neuruppin, Germany, 2013; Volume 6, pp. 495–504. [Google Scholar]
- Elwert, T.; Römer, F.; Schneider, K.; Hua, Q.; Buchert, M. Recycling of Batteries from Electric Vehicles. In Behaviour of Lithium-Ion Batteries in Electric Vehicles—Battery Health, Performance, Safety, and Cost; Pistoia, G., Liaw, B., Eds.; Springer International Publishing AG: Cham, Switzerland, 2018. [Google Scholar]
- Bernardes, A.M.; Espinosa, D.C.R.; Tenório, J.A.S. Recycling of batteries: A review of current processes and technologies. J. Power Sources 2004, 130, 291–298. [Google Scholar] [CrossRef]
- Zhang, X.; Xie, Y.; Lin, X.; Li, H.; Cao, H. An overview on the processes and technologies for recycling cathodic active materials from spent lithium-ion batteries. J. Mater. Cycles Waste Manag. 2013, 15, 420–430. [Google Scholar] [CrossRef]
- Lebedeva, N.; Di Persio, F.; Boon-Brett, L. Lithium Ion Battery Value Chain and Related Opportunities for Europe; European Commission: Petten, The Netherlands, 2016. [Google Scholar]
- Buchert, M.; Jenseit, W.; Merz, C.; Schüler, D. Verbundprojekt: Entwicklung Eines Realisierbaren Recyclingkonzepts für die Hochleistungsbatterien Zukünftiger Elektrofahrzeuge—LiBRi; Öko-Institut e.V.: Darmstadt, Germany, 2011. [Google Scholar]
- Li, L.; Zheng, P.; Yang, T.; Sturges, R.; ELLIS, M.W.; Li, Z. Disassembly Automation for Recycling End-of-Life Lithium-Ion Pouch Cells. J. Miner. Met. Mater. Soc. 2019, 71, 4457–4464. [Google Scholar] [CrossRef]
- Idjis, H.; Attias, D.; Bocquet, J.-C.; Sophie, R. Designing a Sustainable Recycling Network for Batteries from Electric Vehicles. Development and Optimization of Scenarios. In Proceedings of the 14th Working Conference on Virtual Enterprises, Dresden, Germany, 30 September–2 October 2013; pp. 609–618. [Google Scholar]
- Steinbild, M. Recycling von Lithium-Ionen-Batterien—LithoRec II: Abschlussbericht der Beteiligten Verbundpartner; Bundesministeriums für Umwelt, Naturschutz, Bau und Reaktorsicherheit: Bonn, Germany, 2017. [Google Scholar]
- Steinbild, M. Recycling von Lithium-Ionen-Batterien—LithoRec II; Rockwood Lithium GmbH: Frankfurt, Germany, 2012. [Google Scholar]
- Treffer, F. Entwicklung Eines Realisierbaren Recyclingkonzeptes für die Hochleistungsbatterien Zukünftiger Elektrofahrzeuge; Umicore AG & Co. KG: Hanau, Germany, 2011. [Google Scholar]
- Zhao, G. Assessment Technology Platform and Its Application for Reuse of Power Batteries. In Reuse and Recycling of Lithium-Ion Power Batteries; Zhao, G., Ed.; John Wiley & Sons: Singapore, 2017; pp. 37–260. [Google Scholar]
- Wegener, K.; Andrew, S.; Raatz, A.; Dröder, K.; Herrmann, C. Disassembly of Electric Vehicle Batteries Using the Example of the Audi Q5 Hybrid System. In Proceedings of the Conference on Assembly Technologies and Systems, Dresden, Germany, 13–14 November 2014. [Google Scholar]
- Plaßmann, W.; Schulz, D. Handbuch Elektrotechnik: Grundlagen und Anwendungen für Elektrotechniker; Plaßmann, W., Schulz, D., Eds.; Vieweg+Teubner: Wiesbaden, Germany, 2009; Volume 5. [Google Scholar]
- Gama, M. European Li-Ion Battery Advanced Manufacturing For Electric Vehicles-ELIBAMA, online. 2014.
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium-Ion Batteries, Part II: Laboratory-Scale Research Developments in Mechanical, Thermal, and Leaching Treatments. J. Sustain. Metall. 2020. [Google Scholar] [CrossRef]
- Wuschke, L.; Jäckel, H.-G.; Leißner, L.; Peuker, U.A. Crushing of large Li-ion battery cells. Waste Manag. 2019, 85, 317–326. [Google Scholar] [CrossRef]
- Nan, J.; Han, D.; Zuo, X. Recovery of metal values from spent lithium-ion batteries with chemical deposition and solvent extraction. J. Power Sources 2005, 152, 278–284. [Google Scholar] [CrossRef]
- Choubey, P.K.; Chung, K.-S.; Kim, M.-S.; Lee, J.-C.; Srivastava, R.R. Advance review on the exploitation of the prominent energy-storage element Lithium. Part II: From sea water and spent lithium ion batteries (LIBs). Miner. Eng. 2017, 110, 104–121. [Google Scholar] [CrossRef]
- Shaw-Stewart, J.; Alvarez-Reguera, A.; Greszta, A.; Marco, J.; Masood, M.; Sommerville, R.; Kendrick, E. Aqueous solution discharge of cylindrical lithium-ion cells. Sustain. Mater. Technol. 2019, 22, e00110. [Google Scholar] [CrossRef]
- Li, J.; Wang, G.; Xu, Z. Generation and detection of metal ions and volatile organic compounds (VOCs) emissions from the pretreatment processes for recycling spent lithium-ion batteries. Waste Manag. 2016, 52, 221–227. [Google Scholar] [CrossRef]
- Träger, T.; Friedrich, B.; Weyhe, R. Recovery Concept of Value Metals from Automotive Lithium-Ion Batteries. Chem. Ing. Tech. 2015, 87, 1550–1557. [Google Scholar] [CrossRef]
- Vezzini, A. Manufacturers, Materials and Recycling Technologies. In Lithium-Ion Batteries Advances and Applications; Pistoia, G., Ed.; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Xiao, J.; Li, J.; Xu, Z. Recycling metals from lithium ion battery by mechanical separation and vacuum metallurgy. J. Hazard. Mater. 2017, 338, 124–131. [Google Scholar] [CrossRef] [PubMed]
- Rao, S.R. Resource Recovery and Recycling from Metallurgical Wastes; Rao, S.R., Ed.; Elsevier: Amsterdam, The Netherlands, 2006; Volume 7. [Google Scholar]
- Wuschke, L. Mechanische Aufbereitung von Lithium-Ionen-Batteriezellen. Ph.D. Thesis, TU Bergakademie Freiberg, Freiberg, Germany, 2018. [Google Scholar]
- Schubert, G. Comminution Equipment for Non-Brittle Waste and Scrap. AUFBEREITUNGSTECHNIK 2002, 43, 6–23. [Google Scholar]
- Wuschke, L.; Jäckel, H.-G.; Peuker, U.A.; Gellner, M. Recycling of Li-ion batteries—A challenge. Recovery 2015, 4, 48–59. [Google Scholar]
- Arnberger, A.; Gresslehner, K.-H.; Pomberger, R.; Curtis, A. Recycling von Lithium Ionen Batterien aus EVs & HEVs. In Proceedings of the DepoTech 2012, Leoben, Austria, 6 November 2012. [Google Scholar]
- Kilo, M.; Bittner, A. Chemikalienfreie Wertstoffabtrennung für Hocheffiziente Recyclingprozesse; ISCF: London, UK, 2016. [Google Scholar]
- Berg, N.; Eisert, S. Bessere Verwertungsmöglichkeiten von Verbundmaterialien mittels Schockwellentechnologie. In Ressourceneffizienz vor Ort; Freiberg, Germany, 2016. [Google Scholar]
- Bokelmann, K.; Horn, D.; Zimmermann, J.; Gellermann, C.; Stauber, R. Recycling von Li-Ionen-Batterien. Chem. Unserer Zeit 2018, 52, 2–3. [Google Scholar] [CrossRef]
- Leißner, T.; Hamann, D.; Wuschke, L.; Jäckel, H.-G.; Peuker, U.A. High voltage fragmentation of composites from secondary raw materials—Potential and limitations. Waste Manag. 2018, 74, 123–134. [Google Scholar] [CrossRef] [PubMed]
- Valio, J. Critical Review on Lithium Ion Battery Recycling Technologies. Master’s Thesis, Aalto University, Helsinki, Finland, 2017. [Google Scholar]
- Tedjar, F.; Foudraz, J.-C. Method for the mixed recycling of lithium-based anode batteries and cells. U.S. Patent 7,820,317, 26 October 2010. [Google Scholar]
- Zhan, R.; Oldenburg, Z.; Pan, L. Recovery of active cathode materials from lithium-ion batteries using froth flotation. Sustain. Mater. Technol. 2018, 1, e00062. [Google Scholar] [CrossRef]
- Hanisch, C.; Haselrieder, W.; Kwade, A. Recycling von Lithium-Ionen-Batterien—Das Projekt LithoRec. In Recycling und Rohstoffe; Thomé-Kozmienski, K.J., Goldmann, D., Eds.; TK Verlag: Neuruppin, Germany, 2012; Volume 5, pp. 691–698. [Google Scholar]
- Hanisch, C.; Loellhoeffel, T.; Diekmann, J.; Markley, K.J.; Haselrieder, W.; Kwade, A. Recycling of lithium-ion batteries: A novel method to separate coating and foil of electrodes. J. Clean. Prod. 2015, 108, 301–311. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, X.; Zheng, X.; Lin, X.; Cao, H.; Zhang, Y.; Sun, Z. Lithium Carbonate Recovery from Cathode Scrap of Spent Lithium-Ion Battery: A Closed-Loop Process. Environ. Sci. Technol. 2017, 51, 1662–1669. [Google Scholar] [CrossRef]
- Shuva, A.H.; Kurny, A.S.W. Hydrometallurgical Recovery of Value Metals from Spent Lithium Ion Batteries. Am. J. Mater. Eng. Technol. 2013, 1, 8–12. [Google Scholar]
- Vanderbruggen, A. Characterization and Beneficiation of Pyrolyzed Black Mass: Increasing the Recycling Rate of Spent Lithium Ion Battery. Master’Thesis, TU Bergakademie Freiberg, Freiberg, Germany, 2018. [Google Scholar]
- Moradi, B.; Botte, G.G. Recycling of graphite anodes for the next generation of lithium ion batteries. J. Appl. Electrochem. 2016, 46, 123–148. [Google Scholar] [CrossRef]
- Chen, W.-S.; Ho, H.-J. Recovery of Valuable Metals from Lithium-Ion Batteries NMC Cathode Waste Materials by Hydrometallurgical Methods. Metals 2018, 8. [Google Scholar] [CrossRef]
- Chagnes, A. Lithium Process Chemistry—Resources, Extraction, Batteries and Recycling; Chagnes, A., Swiatowska, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Georgi-Maschler, T.; Friedrich, B.; Weyhe, R.; Heegn, H.; Rutzc, M. Development of a recycling process for Li-ion batteries. J. Power Sources 2012, 207, 173–182. [Google Scholar] [CrossRef]
- Hagelüken, C. Cobalt for Li-Ion Batteries–Future demand expectations and actions for sustainable sourcing. In Proceedings of the World Resource Forum, Geneva, Switzerland, 24–25 October 2017. [Google Scholar]
- Huang, B.; Pan, Z.; Su, X.; An, L. Recycling of lithium-ion batteries: Recent advances and perspectives. J. Power Sources 2018, 399, 274–286. [Google Scholar] [CrossRef]
- Wang, X.; Gaustad, G.; Babbitt, C.W.; Bailey, C.; Ganter, M.J.; Landi, B.J. Economic and environmental characterization of an evolving Li-ion battery waste stream. J. Environ. Manag. 2014, 135, 126–134. [Google Scholar] [CrossRef] [PubMed]
- Wanger, T.C. The Lithium future—Resources, recycling, and the environment. Conserv. Lett. 2011, 4, 202–206. [Google Scholar] [CrossRef]
- King, S.; Boxall, N.J.; Bhatt, A.I. Australian Status and Opportunities for Lithium Battery Recycling; CSIRO: Canberra, Australia, 2018.
- Friedrich, B.; Träger, T.; Peters, L. Lithium Ion Battery Recycling and Recent IME Activities. In Proceedings of the AABC Advanced Automotive Battery Conference, Mainz, Germany, 30 January–2 February 2017. [Google Scholar]
- Pagnanelli, F.; Moscardini, E.; Altimari, T.; Abo Atia, T.; Toro, L. Leaching of electrodic powders from lithium ion batteries: Optimization of operating conditions and effect of physical pretreatment for waste fraction retrieval. Waste Manag. 2017, 60, 706–715. [Google Scholar] [CrossRef]
- Xu, J.; Thomas, H.R.; Francis, R.W.; Lumb, K.R.; Wang, J.; Liang, B. A review of processes and technologies for the recycling of lithium-ion secondary batteries. J. Power Sources 2008, 177, 512–527. [Google Scholar] [CrossRef]
- Friedrich, B.; Träger, T.; Weyhe, R. Recyclingtechnologien am Beispiel Batterien. In Proceedings of the 25. Aachener Kolloquium Abfallwirtschaft, Forum M, Aachen, Germany, 29 November 2012. [Google Scholar]
- Kushnir, D. Lithium Ion Battery Recycling Technology 2015—Current State and Future Prospects; Chalmers University of Technology: Chalmers, Sweden, 2015; p. 56. [Google Scholar]
- Romare, M.; Dahllöf, L. The Life Cycle Energy Consumption and Greenhouse Gas Emissions from Lithium-Ion Batteries; IVL Swedish Environmental Research Institute: Stockholm, Sweden, 2017. [Google Scholar]
- Knights, B.D.H.; Saloojee, F. Lithium Battery Recycling; CM Solutions—Metallurgical Consultancy and Laboratories: Modderfontein, RSA, 2015. [Google Scholar]
- Rahimzei, E.; Sann, K.; Vogel, M. Kompendium: Li-Ionen-Batterien—Grundlagen, Bewertungskriterien, Gesetze und Normen; Elektronik Informationstechnik e. V.: Frankfurt am Main, Germany, 2015. [Google Scholar]
- Marinos, D.; Mishra, B. Processing of Lithium-Ion Batteries for Zero-Waste Materials Recovery. In Sustainability in the Mineral and Energy Sectors; Devasahayam, S., Dowling, K., Mahapatra, M.K., Eds.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Lain, M.J. Recycling of lithium ion cells and batteries. J. Power Sources 2001, 97–98, 736–738. [Google Scholar] [CrossRef]
- Nigl, T. Zwischenlagerung, Aufbereitung und Verwertung von Lithium-Ionen-Batterien und -akkumulatoren. In Der Umgang mit High-Tech-Produkten in der Abfallwirtschaft; Montanuniverstität Leoben Lehrstuhl für Abfallverwertungstechnik und Abfallwirtschaft: Wien, Austria, 2016. [Google Scholar]
- De-Leon, S. Lithium Ion Battery Recycling Market 2018. Available online: https://www.sdle.co.il/download/ (accessed on 21 November 2018).
- DOWA Holdings Co. Ltd. Dowa Eco-System Commercializes Lithium-Ion Battery Recycling Business; DOWA Holdings Co. Ltd: Tokyo, Japan, 2010. [Google Scholar]
- Burkert, A. Effective Recycling of Electric-vehicle Batteries. ATZ Worldw. 2018, 120, 10–15. [Google Scholar]
- Saloojee, F.; Llyod, J. LITHIUM BATTERY RECYCLING PROCESS; CRUNDWELL MANAGEMENT SOLUTIONS: Modderfontein, South Africa, 2015. [Google Scholar]
- Jiang, J.; Zeng, X.; Li, J. Feasibility Analysis of Recycling and Disposal of Spent Lithium-ion Batteries in China. Appl. Mech. Mater. 2015, 768, 622–626. [Google Scholar] [CrossRef]
- Melin, H.E. The Lithium-Ion Battery End-of-Life Market—A Baseline Study; Circular Energy Storage: London, UK, 2018. [Google Scholar]
- Buchert, M.; Jenseit, W.; Merz, C.; Schüler, D. Ökobilanz zum ”Recycling von Lithium-Ionen-Batterien“ (LithoRec); Öko-Institut e.V.: Darmstadt, Germany, 2011. [Google Scholar]
- Jäckel, H.-G.; Peuker, U.A.; Wuschke, L. Probleme der Aufbereitung metallhaltiger Werkstoffverbunde aus lithiumhaltigen Geräten und Batterien. Chem. Ing. Tech. 2014, 86, 806–813. [Google Scholar] [CrossRef]
- Konietzko, S.; Gernuks, M. Ressourcenverfügbarkeit von Sekundären Rohstoffen -Potenzialanalyse für Lithium und Kobalt; Volkswagen AG: Wolfsburg, Germany, 2011. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Company | Data from Tables | Process Described |
|---|---|---|
| ACCUREC GmbH | mech [108], pyro [3,26,69], pyro and hydro [10,59], pyrolysis and hydro [109,110], disassembly, pyrolysis, mech [7], n. d. [111,112] | [3,7,10,13,98,113] |
| AEA Technology Batteries | hydro [59,69] | [98,114] |
| AERC Recycling Solutions | pyro [59] n. d. [69] | - |
| AFE Group (Valdi)/ ERAMET | pyro [59,69] | - |
| AkkuSer | mech [59], mech and hydro [110], n. d. [111] | [98,113] |
| American Manganese | n. d. | - |
| Anhua Taisen Recycling Technology Co. Ltd. | mech and hydro | - |
| Battery Resourcers LLC | n. d. | [13] |
| Battery Safety Solutions | collection, discharge and disassembly | - |
| Batrec Industrie AG | mech [108], mech and pyro [59], mech and hydro [26], pyro [3,69], hydro [10], pyrolysis and pyro [109,110], mech, pyrolysis, mech, hydro [7], n. d. [111,112,115] | [3,7,10,13,98,113,115] |
| BDT | n. d. [111] | - |
| Brunp Recycling Technology Co. | hydro [3,59,116] | [13] |
| Cawleys | n. d. | - |
| Chemetall | n. d. [1,2] | - |
| DOWA Eco-Systems Co. Ltd. | pyro [59,69], n. d. [111,115] | [117] |
| DK Recycling und Roheisen GmbH | pyro [69] | - |
| Düsenfeld GmbH | mech and hydro [118] | (for LithoRec [13]) |
| Earthtech | disassembly | - |
| Erlos/Nickelhütte Aue | disassembly [112], pyro and hydro | - |
| Euro Dieuze Industrie/ SARP | hydro [59,69,109,110], n. d. [111] | - |
| Farasis Energy | - | [13] |
| Fuoshan Bangpu Ni/Co High-Tech Co. | n. d. [111] | - |
| GHTECH | - | [13] |
| G&P Batteries (Ecobat Technologies Ltd.) | pyro and hydro [109,110], n. d. [59,111,115] | - |
| GRS Batterien | pyro [109,110], n. d. [111] | - |
| Guangdong Guanghua Sci-Tech Co., Ltd. | disassembly | - |
| Highpower International Inc. | disassembly, pyro and hydro | [13] |
| Huayou Cobalt New Material Co Ltd. | pyro | - |
| Inmetco | pyro [3,7,69], n. d. [115] | [7,10,13,113,119] |
| Japan Recycling Center | pyro [69] | - |
| JX Nippon Mining and Metals Co. | pyro [59], pyro and hydro [69], n. d. [111] | - |
| KYOEI Steel | pyro | - |
| Li-Cycle US | mech and hydro | - |
| Lithion Recycling | hydro | - |
| Metal-Tech Ltd. | n. d. [111,115] | - |
| Neometals | hydro | - |
| Nippon Recycle Center Corp. | pyro [59] | - |
| OnTo Technology Oregon US | hydro [69], mech [116], presorting, disassembly and hydro [7] | [7,13] |
| Pilagest | mech and hydro [109,110], n. d. [69] | - |
| PROMESA GmbH & Co. KG | mech | - |
| Recupyl S.A.S | mech [108], mech and hydro [7,110], hydro [3,10,26,59,69,109], n. d. [111,115] | [7,10,13,98,113,119] |
| REDUX GmbH | pyro [69], pyrolysis and mech | [54] |
| REVATECH | n. d. [115], n. d. [111] | - |
| SAFT. AB | pyro [69] | - |
| Salesco Systems | pyro [69] | - |
| Shenzhan BAK Battery Co. | disassembly [31] | - |
| Shenzhen Green Eco Manufacturer Hi-Tech. Co., Ltd. | mech and hydro [116], hydro [3,59], n. d. [111,115] | [3,13] |
| Shenzhen Tele Battery Recycling Co. | hydro [31] | - |
| SK Innovation Co | n. d. | - |
| S.N.A.M. | mech, pyrolysis and pyro [110], pyro [3,69,109], pyro and hydro [59], n. d. [111,115] | [98,113] |
| Sony Corp. & Sumitomo Metals and Mining Co. | pyro [3,59,69], n. d. [111,115] | [3,13,98,113] |
| Soundon New Energy Tech. Co. Ltd. | - | - |
| SungEel Hitech Ltd. | mech and hydro [116] | [13] |
| Technologies Inc | n. d. [59] | - |
| TES-AMM China | n. d. [111] | [13] |
| Toxco/ Retriev Tech. | hydro [26,59], mech [69,108], disassembly, cryogenic pretreatment, mech and hydro [3,7,10], n. d. [111,112,115] | [3,7,10,98,113,115,119] |
| Umicore | pyro [10,59], pyro and hydro [3,7,26,108,109,110], n. d. [69,111,112,115] | [3,7,10,13,98,113,119] |
| Xstrata/ Glencore | pyro [7,26], pyro and hydro [3,59,69,108], n. d. [111,115] | [7,10,13,98,113] |
| 4R Energy Corp. | n. d. [116] | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Werner, D.; Peuker, U.A.; Mütze, T. Recycling Chain for Spent Lithium-Ion Batteries. Metals 2020, 10, 316. https://doi.org/10.3390/met10030316
Werner D, Peuker UA, Mütze T. Recycling Chain for Spent Lithium-Ion Batteries. Metals. 2020; 10(3):316. https://doi.org/10.3390/met10030316
Chicago/Turabian StyleWerner, Denis, Urs Alexander Peuker, and Thomas Mütze. 2020. "Recycling Chain for Spent Lithium-Ion Batteries" Metals 10, no. 3: 316. https://doi.org/10.3390/met10030316
APA StyleWerner, D., Peuker, U. A., & Mütze, T. (2020). Recycling Chain for Spent Lithium-Ion Batteries. Metals, 10(3), 316. https://doi.org/10.3390/met10030316