Additive Manufacturing with Superduplex Stainless Steel Wire by CMT Process

 ,
,
Abstract
1. Introduction
2. Methodology
2.1. Materials
2.2. Experimental Procedure
2.3. Destructive Mechanical Testing and Analysis
3. Results and Discussions
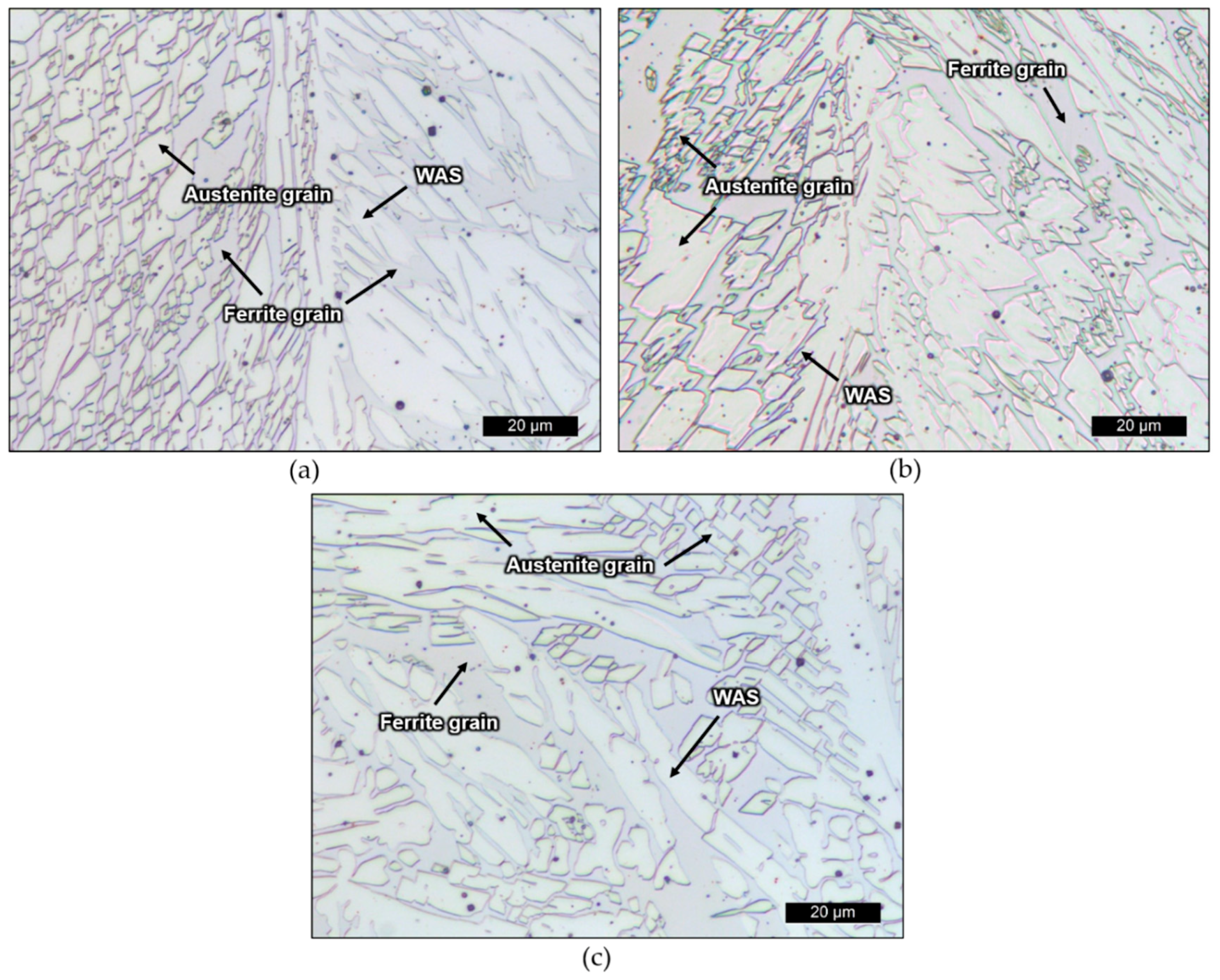
3.1. Structure of Additively Manufactured Walls
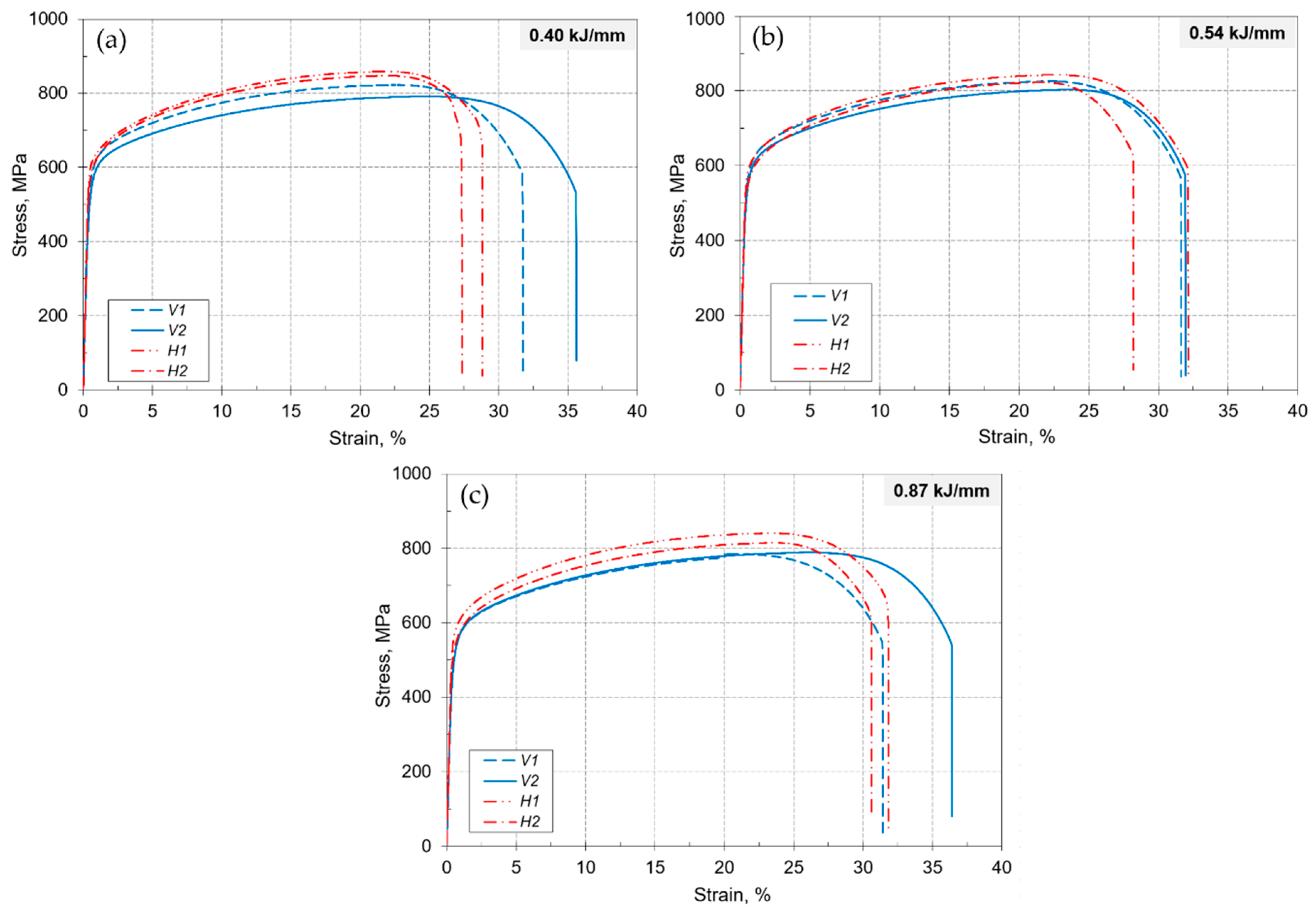
3.2. Tensile Data
3.3. Hardness
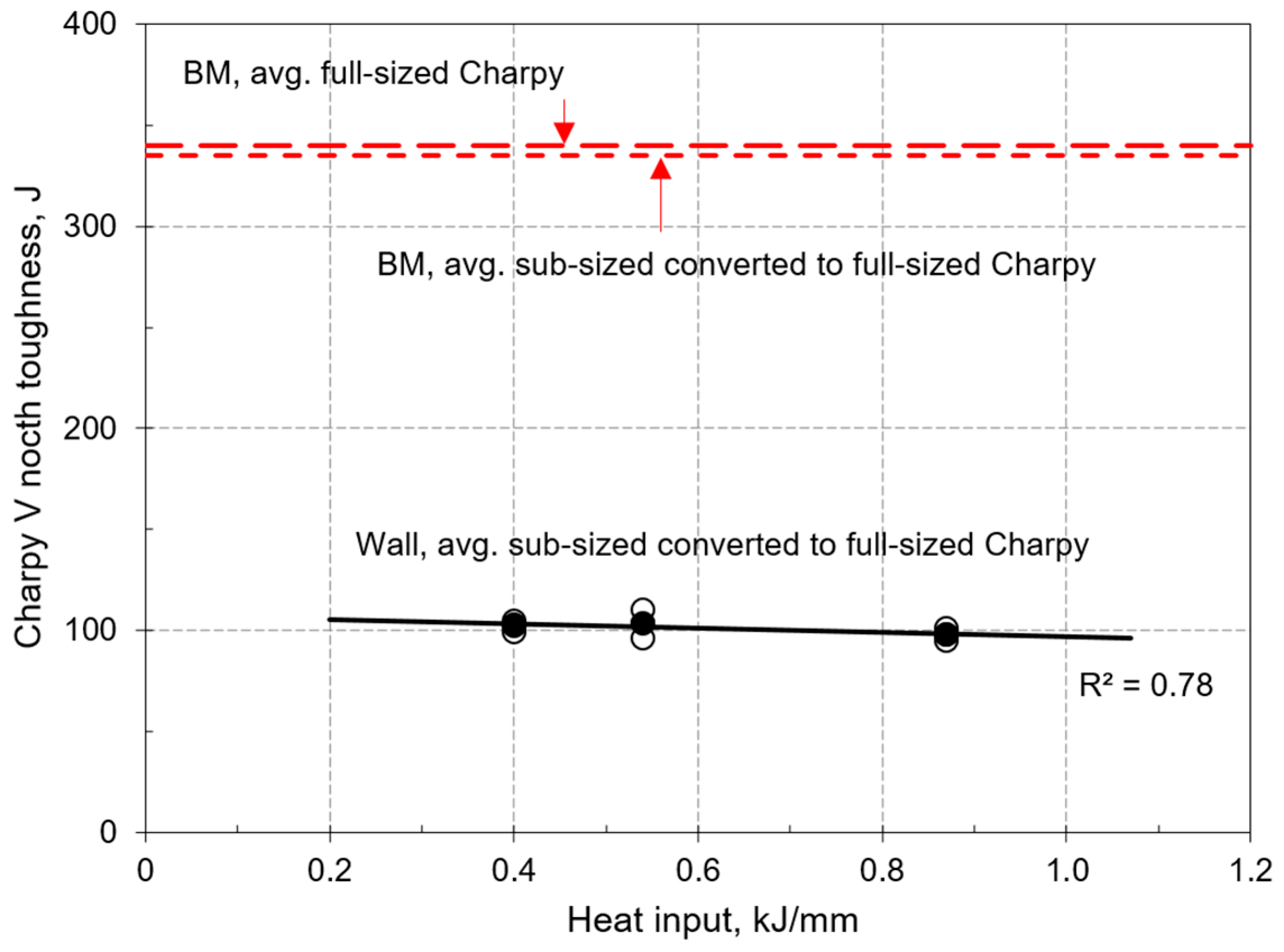
3.4. Toughness Results
3.5. Solidification
3.6. Ferrite Content
3.7. Chromium Nitrides
3.8. Secondary Austenite
3.9. Intermetallic Phases
4. Conclusions
- No significant weld defects were found for any of the process parameters employed.
- The measured yield strength was found to be 100–160 MPa lower than that of the base metal, depending on specimen orientation. Vertical samples had the lowest strength, which is consistent with the multiple reheating of the layers.
- The notch toughness of the walls was satisfactory, i.e., around 100 J at −20 °C. However, the level is only 30% of the base metal toughness.
- The deposited walls had low ferrite content (15–27 vol.%) due to overalloying with nickel which may explain the lower yield strength of the walls when compared to the base metal.
- Precipitation of Cr nitrides was found in the heat affected zone between the first layer and the base metal.
- Secondary austenite formation occurred in the reheated areas of the layers.
- No intermetallic phases were found within selected heat inputs.
- The deposited walls showed that WAAM of superduplex stainless steel requires adjustments in the layer deposition procedure to achieve a proper ferrite to austenite balance. Since too high austenite has been formed in the present study, faster cooling rates will be necessary through adjustments of component design, heat input and shielding gas.
Author Contributions
Funding
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic Components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Santos, T.G.; Miranda, R.M. Revisiting fundamental welding concepts to improve additive manufacturing: From theory to practice. Prog. Mater. Sci. 2020, 107, 100590. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Waryoba, D.R.; Keist, J.S.; Ranger, C.; Palmer, T.A. Microtexture in additively manufactured Ti-6Al-4V fabricated using directed energy deposition. Mater. Sci. Eng. A 2018, 734, 149–163. [Google Scholar] [CrossRef]
- Hemmasian Ettefagh, A.; Zeng, C.; Guo, S.; Raush, J. Corrosion behavior of additively manufactured Ti-6Al-4V parts and the effect of post annealing. Addit. Manuf. 2019, 28, 252–258. [Google Scholar] [CrossRef]
- Sabban, R.; Bahl, S.; Chatterjee, K.; Suwas, S. Globularization using heat treatment in additively manufactured Ti-6Al-4V for high strength and toughness. Acta Mater. 2019, 162, 239–254. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Li, S.; Cuiuri, D.; Ding, D.; Li, H. The anisotropic corrosion behaviour of wire arc additive manufactured Ti-6Al-4V alloy in 3.5% NaCl solution. Corros. Sci. 2018, 137, 176–183. [Google Scholar] [CrossRef]
- Strantza, M.; Vrancken, B.; Prime, M.B.; Truman, C.E.; Rombouts, M.; Brown, D.W.; Guillaume, P.; Van Hemelrijck, D. Directional and oscillating residual stress on the mesoscale in additively manufactured Ti-6Al-4V. Acta Mater. 2019, 168, 299–308. [Google Scholar] [CrossRef]
- Gorji, M.B.; Tancogne-Dejean, T.; Mohr, D. Heterogeneous random medium plasticity and fracture model of additively-manufactured Ti-6Al-4V. Acta Mater. 2018, 148, 442–455. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kent, D.; Zhan, H.; StJohn, D.H.; Dargusch, M.S. Controlling the microstructure and properties of wire arc additive manufactured Ti–6Al–4V with trace boron additions. Acta Mater. 2015, 91, 289–303. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Ren, D.; Li, S.; Wang, H.; Hou, W.; Hao, Y.; Jin, W.; Yang, R.; Misra, R.D.K.; Murr, L.E. Fatigue behavior of Ti-6Al-4V cellular structures fabricated by additive manufacturing technique. J. Mater. Sci. Technol. 2019, 35, 285–294. [Google Scholar] [CrossRef]
- Wilson-Heid, A.E.; Beese, A.M. Fracture of laser powder bed fusion additively manufactured Ti–6Al–4V under multiaxial loading: Calibration and comparison of fracture models. Mater. Sci. Eng. A 2019, 761, 137967. [Google Scholar] [CrossRef]
- Choi, Y.; Lee, D.-G. Correlation between surface tension and fatigue properties of Ti-6Al-4V alloy fabricated by EBM additive manufacturing. Appl. Surf. Sci. 2019, 481, 741–746. [Google Scholar] [CrossRef]
- Schörghuber, M. Inventor Cold-Metal-Transfer Welding Process and Welding Installation. Patent WO 2006/125234 A1, 18 May 2006. [Google Scholar]
- Pickin, C.G.; Williams, S.W.; Lunt, M. Characterisation of the cold metal transfer (CMT) process and its application for low dilution cladding. J. Mater. Process. Technol. 2011, 211, 496–502. [Google Scholar] [CrossRef]
- Chen, M.; Zhang, D.; Wu, C. Current waveform effects on CMT welding of mild steel. J. Mater. Process. Technol. 2017, 243, 395–404. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F.; Zapirain, F.; Esnaola, A. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- de Lima, M.S.F.; Sankaré, S. Microstructure and mechanical behavior of laser additive manufactured AISI 316 stainless steel stringers. Mater. Des. 2014, 55, 526–532. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]
- Wang, L.; Xue, J.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mater. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Barkia, B.; Aubry, P.; Haghi-Ashtiani, P.; Auger, T.; Gosmain, L.; Schuster, F.; Maskrot, H. On the origin of the high tensile strength and ductility of additively manufactured 316L stainless steel: Multiscale investigation. J. Mater. Sci. Technol. 2019, 41, 209–218. [Google Scholar] [CrossRef]
- Lei, J.; Xie, J.; Zhou, S.; Song, H.; Song, X.; Zhou, X. Comparative study on microstructure and corrosion performance of 316 stainless steel prepared by laser melting deposition with ring-shaped beam and Gaussian beam. Opt. Laser Technol. 2019, 111, 271–283. [Google Scholar] [CrossRef]
- Hejripour, F.; Binesh, F.; Hebel, M.; Aidun, D.K. Thermal modeling and characterization of wire arc additive manufactured duplex stainless steel. J. Mater. Process. Technol. 2019, 272, 58–71. [Google Scholar] [CrossRef]
- Stützer, J.; Totzauer, T.; Wittig, B.; Zinke, M.; Jüttner, S. GMAW Cold Wire Technology for Adjusting the Ferrite–Austenite Ratio of Wire and Arc Additive Manufactured Duplex Stainless Steel Components. Metals 2019, 9, 564. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, K.; Zhou, Q.; Ding, J.; Ganguly, S.; Marzio, G.; Yang, D.; Xu, X.; Dirisu, P.; Williams, S.W. Microstructure and mechanical properties of TOP-TIG-wire and arc additive manufactured super duplex stainless steel (ER2594). Mater. Sci. Eng. A 2019, 762, 138097. [Google Scholar] [CrossRef]
- Ferro, P.; Bonollo, F. A Semiempirical Model for Sigma-Phase Precipitation in Duplex and Superduplex Stainless Steels. Metall. Mater. Trans. A 2012, 43, 1109–1116. [Google Scholar] [CrossRef]
- Escriba, D.M.; Materna-Morris, E.; Plaut, R.L.; Padilha, A.F. Chi-phase precipitation in a duplex stainless steel. Mater. Charact. 2009, 60, 1214–1219. [Google Scholar] [CrossRef]
- Llorca-Isern, N.; López-Luque, H.; López-Jiménez, I.; Biezma, M.V. Identification of sigma and chi phases in duplex stainless steels. Mater. Charact. 2016, 112, 20–29. [Google Scholar] [CrossRef]
- Pohl, M.; Storz, O.; Glogowski, T. Effect of intermetallic precipitations on the properties of duplex stainless steel. Mater. Charact. 2007, 58, 65–71. [Google Scholar] [CrossRef]
- Pardal, J.M.; Tavares, S.S.M.; Fonseca, M.C.; de Souza, J.A.; Côrte, R.R.A.; de Abreu, H.F.G. Influence of the grain size on deleterious phase precipitation in superduplex stainless steel UNS S32750. Mater. Charact. 2009, 60, 165–172. [Google Scholar] [CrossRef]
- ISO 14175: Welding Consumables—Gases and Gas Mixtures for Fusion Welding and Allied Processes; ISO: Geneva, Switzerland, 2008.
- Wallin, K.; Karjalainen-Roikonen, P.; Suikkanen, P. Sub-sized CVN specimen conversion methodology. Procedia Struct. Integr. 2016, 2, 3735–3742. [Google Scholar] [CrossRef]
- DNVGL-OS-F101: Submarine Pipeline Systems; Det Norske Veritas AS: Høvik, Norway, 2012.
- ISO 9042: Steels—Manual Point Counting Method for Statistically Estimating the Volume Fraction of a Constituent with a Point Grid; International Organization for Standardization: Geneva, Switzerland, 1998; p. 4.
- ISO 15156-1: Petroleum and Natural Gas Industries—Materials for Use in H2S-Containing Environments in Oil and Gas Production—Part 1: General Principles for Selection of Cracking-Resistant Materials; ISO: Geneva, Switzerland, 2015.
- ISO 15156-3: Petroleum and Natural Gas Industries—Materials for Use in H2S-Containing Environments in Oil and Gas Production—Part 3: Cracking-Resistant CRAs (Corrosion-Resistant alloys) and Other Alloys; ISO: Geneva, Switzerland, 2015.
- DNV Offshore Standard DNVGL-OS-C401: Fabrication and Testing of Offshore Structures; Det Norske Veritas AS: Høvik, Norway, 2015.
- Wu, C.; Li, S.; Zhang, C.; Wang, X. Microstructural evolution in 316LN austenitic stainless steel during solidification process under different cooling rates. J. Mater. Sci. 2016, 51, 2529–2539. [Google Scholar] [CrossRef]
- Takalo, T.; Suutala, N.; Moisio, T. Austenitic solidification mode in austenitic stainless steel welds. Metall. Trans. A 1979, 10, 1173–1181. [Google Scholar] [CrossRef]
- Hunter, A.; Ferry, M. Phase formation during solidification of AISI 304 austenitic stainless steel. Scr. Mater. 2002, 46, 253–258. [Google Scholar] [CrossRef]
- Hammar, O.; Svensson, U. Solidification and Casting of Metals: Proceedings of an International Conference on Solidification; The Metals Society: London, UK, 1979. [Google Scholar]
- Suutala, N. Effect of solidification conditions on the solidification mode in austenitic stainless steels. Metall. Trans. A 1983, 14, 191–197. [Google Scholar] [CrossRef]
- Kotecki, D.J.; Siewert, T.A. WRC-1992 Constitution Diagram for Stainless Steel Weld Metals: A Modification of the WRC-1988 Diagram. Weld. J. 1992, 71, 171–178. [Google Scholar]
- Liljas, M. The Welding Metallurgy of Duplex Stainless Steels. In Proceedings of the 4th International Conference, Welding Processes, Glasgow, Scotland, 13–16 November 1994; pp. 13–16. [Google Scholar]
- Palmer, T.A.; Elmer, J.W.; Babu, S.S. Observations of ferrite/austenite transformations in the heat affected zone of 2205 duplex stainless steel spot welds using time resolved X-ray diffraction. Mater. Sci. Eng. A 2004, 374, 307–321. [Google Scholar] [CrossRef]
- Park, S.; Shin, B.; Park, J.; Kim, D.; Chung, W. Effect of Austenite Morphology on the Electrochemical Properties of Super Duplex Stainless UNS S 32750. Int. J. Electrochem. Sci. 2019, 14, 5386–5395. [Google Scholar] [CrossRef]
- Karlsson, L. Welding Duplex Stainless Steels—A Review Of Current Recommendations. Weld. World 2012, 56, 65–76. [Google Scholar] [CrossRef]
- Nilsson, J.O.; Karlsson, L.; Andersson, J.O. Secondary austenite for mation and its relation to pitting corrosion in duplex stainless steel weld metal. Mater. Sci. Technol. 1995, 11, 276–283. [Google Scholar] [CrossRef]
- Yang, J.; Wang, Q.; Wei, Z.; Guan, K. Weld failure analysis of 2205 duplex stainless steel nozzle. Case Stud. Eng. Fail. Anal. 2014, 2, 69–75. [Google Scholar] [CrossRef]
- Pettersson, N.; Pettersson, R.F.A.; Wessman, S. Precipitation of Chromium Nitrides in the Super Duplex Stainless Steel 2507. Metall. Mater. Trans. A 2015, 46, 1062–1072. [Google Scholar] [CrossRef]
- Liao, J. Nitride Precipitation in Weld HAZs of a Duplex Stainless Steel. ISIJ Int. 2001, 41, 460–467. [Google Scholar] [CrossRef]
- Hertzman, S.; Pettersson, R.J.; Blom, R.; Kivineva, E.; Eriksson, J. Influence of Shielding Gas Composition and Welding Parameters on the N-content and Corrosion Properties of Welds in N-alloyed Stainless Steel Grades. ISIJ Int. 1996, 36, 968–976. [Google Scholar] [CrossRef]
- Chen, T.H.; Yang, J.R. Microstructural characterization of simulated heat affected zone in a nitrogen-containing 2205 duplex stainless steel. Mater. Sci. Eng. A 2002, 338, 166–181. [Google Scholar] [CrossRef]
- Hereñú, S.; Moscato, M.G.; Alvarez, I.; Armas, A.F. The Influence of Chromium Nitrides Precipitation on the Fatigue Behavior of Duplex Stainless Steels. Procedia Eng. 2014, 74, 179–182. [Google Scholar] [CrossRef]
- Pettersson, R.F.A.; Hertzman, S.; Szakalos, P.; Ferreira, P.J. The Influence of Microstructure on Pitting Corrosion in Autogenous TlG Duplex Stainless Steel Welds. In Proceedings of the 4th International Conference, Welding Processes, Glasgow, Scotland, 13–16 November 1994. [Google Scholar]
- Muthupandi, V.; Bala Srinivasan, P.; Seshadri, S.K.; Sundaresan, S. Effect of weld metal chemistry and heat input on the structure and properties of duplex stainless steel welds. Mater. Sci. Eng. A 2003, 358, 9–16. [Google Scholar] [CrossRef]
- Atamert, S.; King, J.E. Intragranular nucleation of austenite. Z. Fuer Met. 1991, 82, 230–239. [Google Scholar]
- Ramirez, A.J.; Lippold, J.C.; Brandi, S.D. The relationship between chromium nitride and secondary austenite precipitation in duplex stainless steels. Metall. Mater. Trans. A 2003, 34, 1575–1597. [Google Scholar] [CrossRef]
- Lippold, J.C.; Al-Rumaih, A.M. Toughness and Pitting Corrosion of Duplex Stainless Steel Weld Heat-Affected Zone Microstructures Containing Secondary Austenite. In Proceedings of the 5th World Conference, Duplex Stainless Steels, Maastricht, The Netherlands, 21–23 October 1997; pp. 1005–1010. [Google Scholar]
- Garzón, C.M.; Ramirez, A.J. Growth kinetics of secondary austenite in the welding microstructure of a UNS S32304 duplex stainless steel. Acta Mater. 2006, 54, 3321–3331. [Google Scholar] [CrossRef]
- Nilsson, J.O. Super duplex stainless steels. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar] [CrossRef]
- Karlsson, L. Intermetallic Phase Precipitation in Duplex Stainless Steels and Weld Metals: Metallurgy, Influence on Properties and Testing Aspects. Weld. World 1999, 43, 20–41. [Google Scholar]
- Nilsson, J.-O.; Huhtala, T.; Jonsson, P.; Karlsson, L.; Wilson, A. Structural stability of super duplex stainless weld metals and its dependence on tungsten and copper. Metall. Mater. Trans. A 1996, 27, 2196–2208. [Google Scholar] [CrossRef]
- Atamert, S.; King, J.E. Sigma-phase formation and its prevention in duplex stainless steels. J. Mater. Sci. Lett. 1993, 12, 1144–1147. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Cr | Ni | Mo | Cu | N | W |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Wire | 0.018 | 0.30 | 0.70 | 0.020 | 0.0010 | 25.0 | 9.5 | 3.7 | 0.60 | 0.23 | 0.6 |
| BM | 0.020 | 0.32 | 0.85 | 0.023 | 0.0003 | 24.8 | 6.6 | 3.7 | 0.16 | 0.26 | n.a. * |
| Parameter | Sample No. | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| No. of layers | 12 | 11 | 8 |
| Wire feed rate (mm/s) | 84.7 | 106 | 106 |
| Avg. current (A) | 185 | 212 | 212 |
| Avg. voltage (V) | 14 | 14 | 14 |
| Travel speed (mm/s) | 6.4 | 5.5 | 3.4 |
| Contact tip to work distance, CTWD (mm) | 12 | 12 | 12 |
| Heat input per layer (kJ/mm) | 0.40 | 0.54 | 0.87 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lervåg, M.; Sørensen, C.; Robertstad, A.; Brønstad, B.M.; Nyhus, B.; Eriksson, M.; Aune, R.; Ren, X.; Akselsen, O.M.; Bunaziv, I. Additive Manufacturing with Superduplex Stainless Steel Wire by CMT Process. Metals 2020, 10, 272. https://doi.org/10.3390/met10020272
Lervåg M, Sørensen C, Robertstad A, Brønstad BM, Nyhus B, Eriksson M, Aune R, Ren X, Akselsen OM, Bunaziv I. Additive Manufacturing with Superduplex Stainless Steel Wire by CMT Process. Metals. 2020; 10(2):272. https://doi.org/10.3390/met10020272
Chicago/Turabian StyleLervåg, Malin, Camilla Sørensen, Andreas Robertstad, Bård M. Brønstad, Bård Nyhus, Magnus Eriksson, Ragnhild Aune, Xiaobo Ren, Odd M. Akselsen, and Ivan Bunaziv. 2020. "Additive Manufacturing with Superduplex Stainless Steel Wire by CMT Process" Metals 10, no. 2: 272. https://doi.org/10.3390/met10020272
APA StyleLervåg, M., Sørensen, C., Robertstad, A., Brønstad, B. M., Nyhus, B., Eriksson, M., Aune, R., Ren, X., Akselsen, O. M., & Bunaziv, I. (2020). Additive Manufacturing with Superduplex Stainless Steel Wire by CMT Process. Metals, 10(2), 272. https://doi.org/10.3390/met10020272