Review of Microstructures and Properties of Zinc Alloys



Abstract
1. Introduction
2. Alloys and Manufacturing Technologies
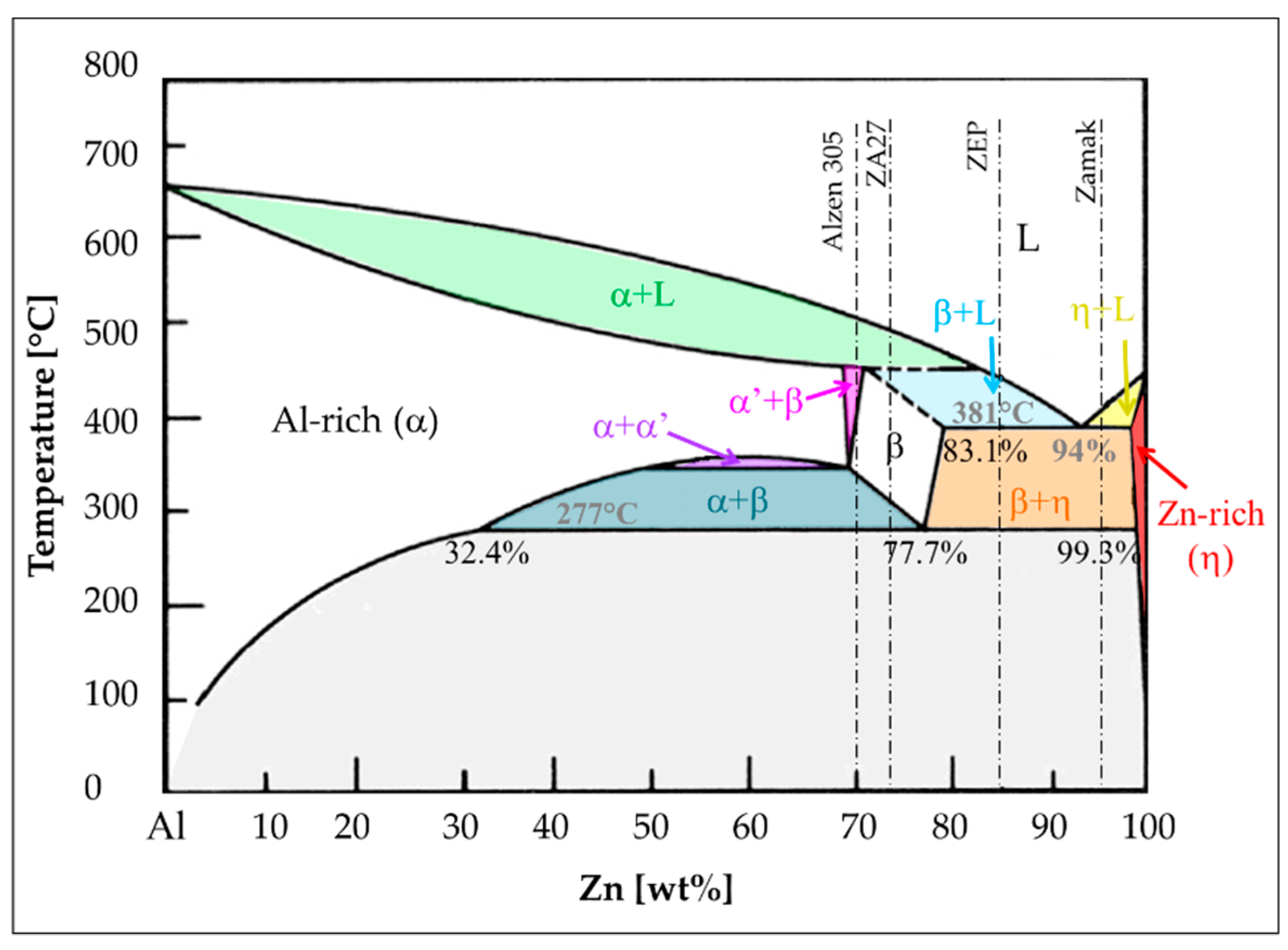
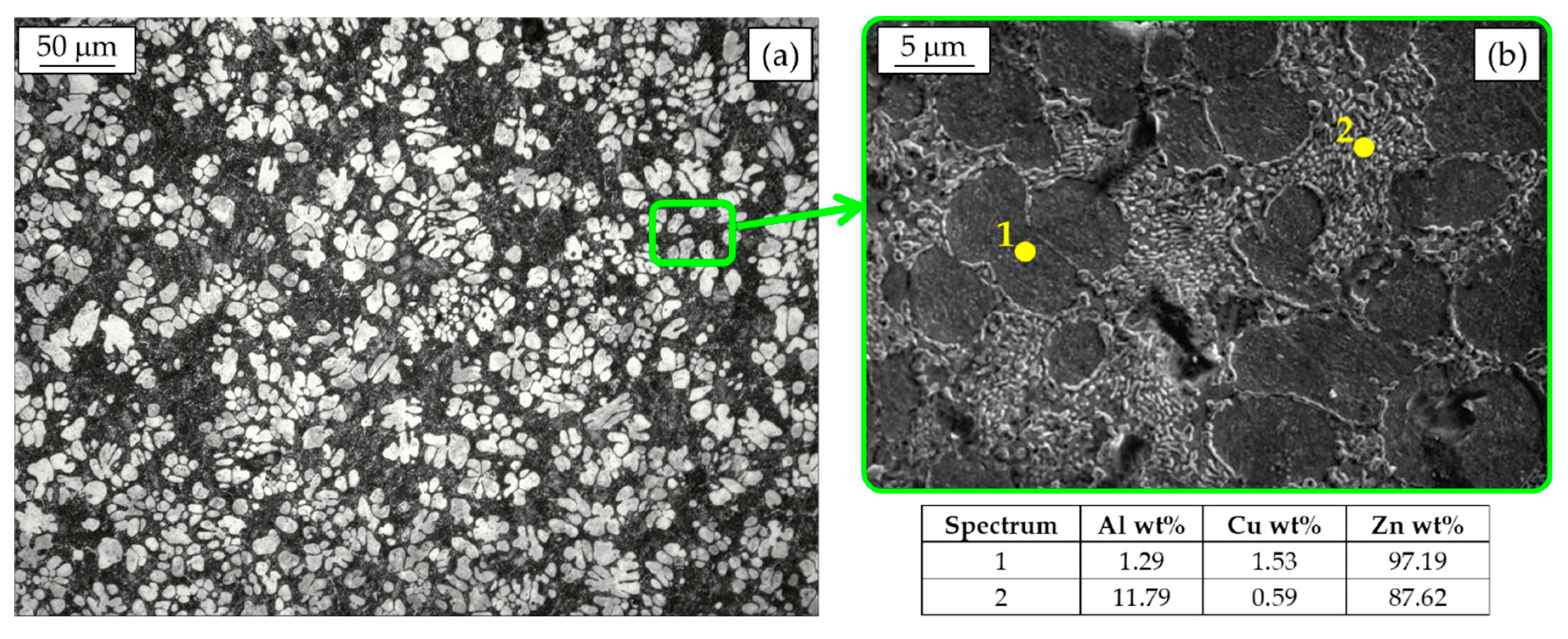
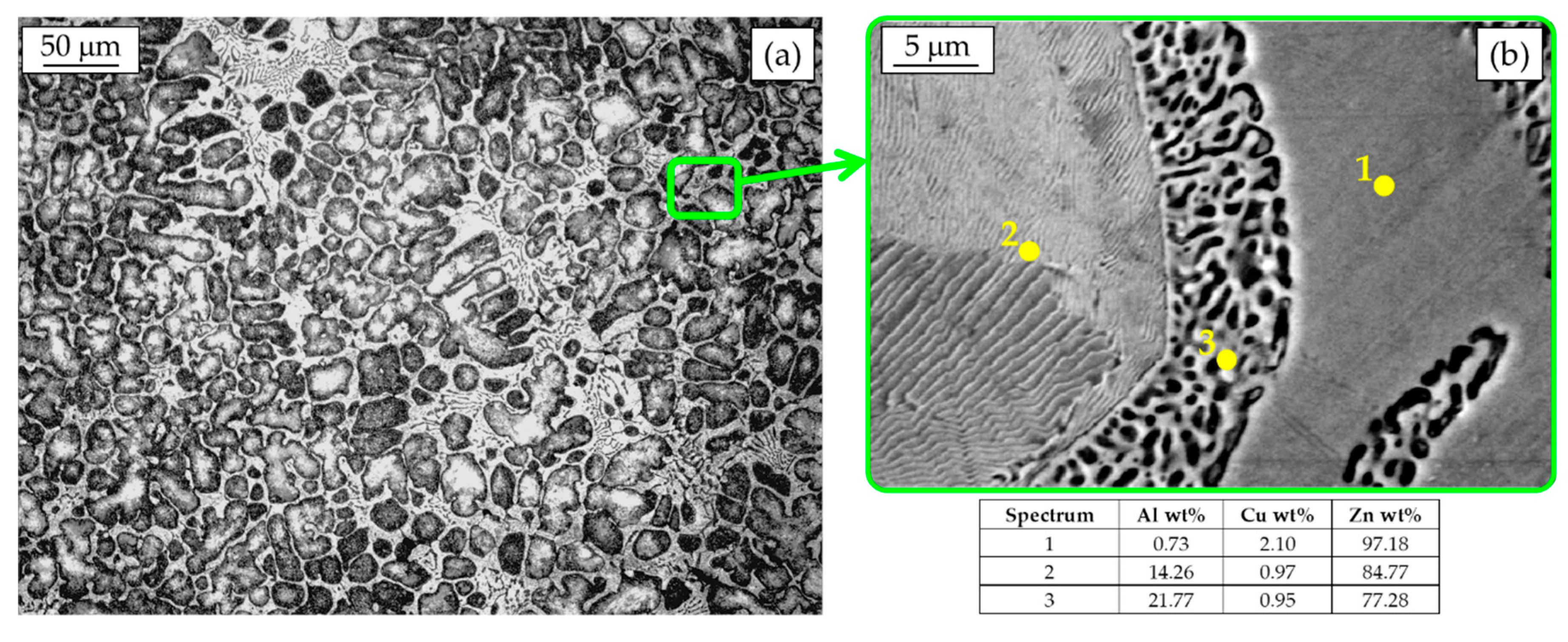
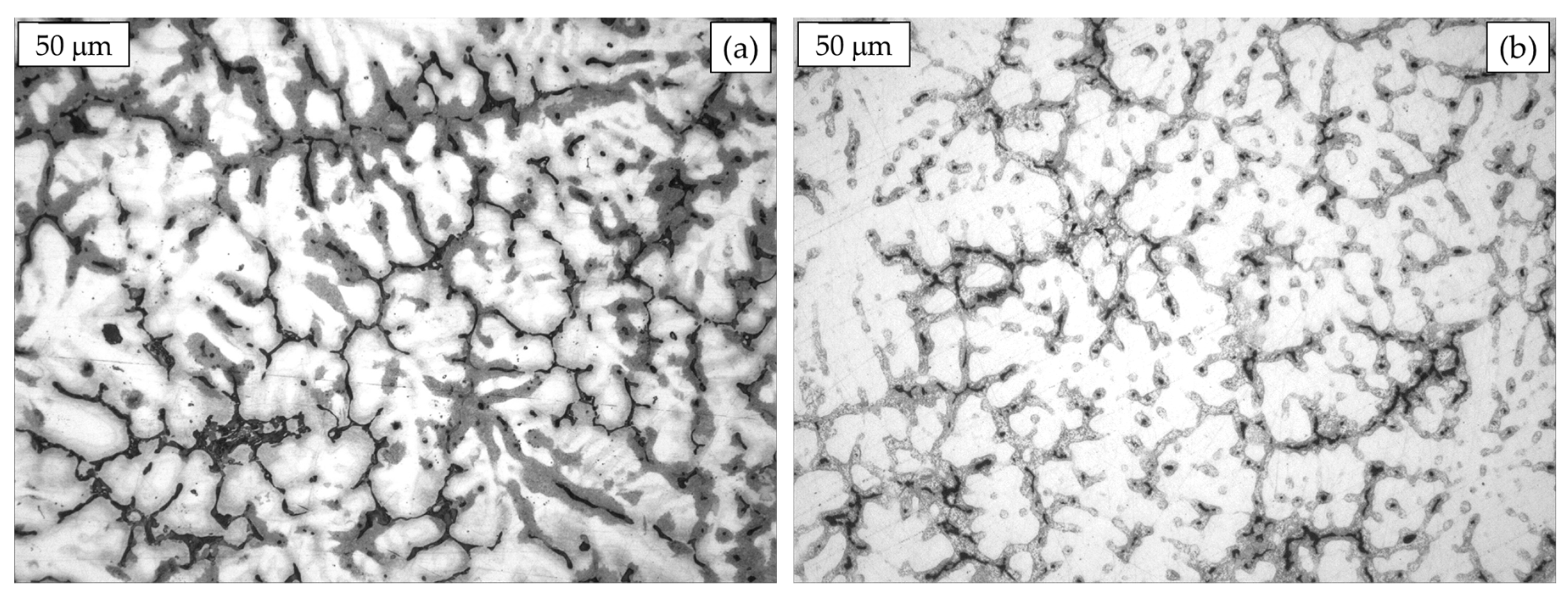
3. Microstructures
4. Performance of Zinc Alloys
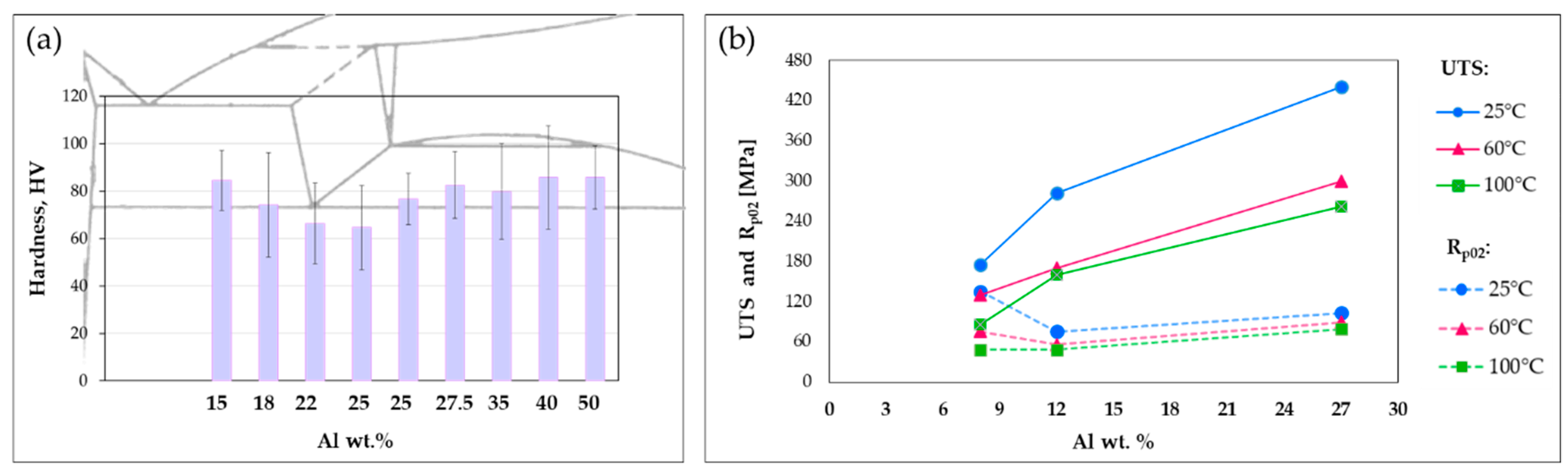
4.1. Tensile Properties and Hardness
4.2. Effect of Aging
4.3. Wear and Cavitation Resistance
4.4. Creep
4.5. Corrosion Resistance
5. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Global Zinc Market to Grow at 3.8% in 2022. Available online: https://www.mining-technology.com/comment/zinc-outlook-2019/ (accessed on 5 January 2020).
- Lynch, R.F. Zinc: Alloying, Thermomechanical Processing, Properties, and Applications. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherland, 2001; pp. 9869–9883. [Google Scholar]
- Marder, A.R. Metallurgy of zinc-coated steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Levy, G.K.; Goldman, J.; Aghion, E. The prospects of zinc as a structural material for biodegradable implants: A review paper. Metals 2017, 7, 402. [Google Scholar] [CrossRef]
- Rollez, D.; Pola, A.; Prenger, F. Zinc alloy family for foundry purposes. World Metall. 2015, 68, 354–358. [Google Scholar]
- The New Generation of Efficient and Sustainable Zinc Alloys. Available online: https://grillo.de/wp-content/uploads/2014/08/grillo_flyer_zep_englisch_v2_141019.pdf (accessed on 5 January 2020).
- Goodwin, F.E. Zinc and Zinc alloys. In Marks’ Standard Handbook for Mechanical Engineers, 12th ed.; Sadegh, A.M., Worek, W.M., Eds.; McGraw-Hill Education: New York, NY, USA, 2018. [Google Scholar]
- Kubel, E.J., Jr. Expanding horizon for ZA alloys. Adv. Mater.Process. 1987, 132, 51–57. [Google Scholar]
- Prasad, B.K.; Patwardhan, A.K.; Yegneswaran, A.H. Dry sliding wear characteristics of some zinc-aluminium alloys: A comparative study with a conventional bearing bronze at a slow speed. Wear 1996, 199, 142–151. [Google Scholar] [CrossRef]
- Abou El-Khair, M.T.; Daoud, A.; Ismail, A. Effect of different Al contents on the microstructure, tensile and wear properties of Zn-based alloy. Mater. Lett. 2004, 58, 1754–1760. [Google Scholar] [CrossRef]
- Porter, F. Zinc handbook: Properties, Processing, and Use In Design; CRC Press: New York, NY, USA, 1991. [Google Scholar]
- Gervais, E.; Barnhurst, R.J.; Loong, C.A. An Analysis of Selected Properties of ZA Alloys. JOM 1985, 37, 43–47. [Google Scholar] [CrossRef]
- ASTM-B86-13 Standard Specification for Zinc and Zinc-Aluminum (ZA) Alloy Foundry and Die Castings; ASTM International: West Conshohocken, PA, USA, 2013.
- Ross, R.B. Zinc. In Metallic Materials Specification Handbook; Springer: New York, NY, USA, 1992; pp. 614–617. [Google Scholar]
- Cho, T.-S.; Lee, H.-J.; Ahn, B.; Kawasaki, M.; Langdon, T.G. Microstructural evolution and mechanical properties in a Zn-Al eutectoid alloy processed by high-pressure torsion. Acta Mater. 2014, 72, 67–79. [Google Scholar] [CrossRef]
- Zhu, Y.H.; Lee, W.B.; To, S. Ageing characteristics of cast Zn-Al based alloy (ZnAl7Cu3). J. Mater. Sci. 2003, 38, 1945–1952. [Google Scholar] [CrossRef]
- Apelian, D.; Paliwal, M.; Herrschaft, D.C. Casting with zinc alloys. JOM 1981, 33, 12–20. [Google Scholar] [CrossRef]
- Kapranos, P.; Brabazon, D.; Midson, S.P.; Naher, S.; Haga, T. Advanced Casting Methodologies: Inert Environment Vacuum Casting and Solidification, Die Casting, Compocasting, and Roll Casting. In Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; pp. 3–37. [Google Scholar]
- Cooper, D.R.; Rossie, K.E.; Gutowski, T.G. An environmental and cost analysis of stamping sheet metal parts. J. Manuf. Sci. Eng. 2017, 139, 041012. [Google Scholar] [CrossRef]
- Barnhurst, R.J. Zinc and Zinc Alloys. In Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Materials Park, OH, USA, 1990; pp. 1619–1653. [Google Scholar]
- Savaşkan, T.; Hekimoǧlu, A.P. Microstructure and mechanical properties of Zn-15Al-based ternary and quaternary alloys. Mater. Sci. Eng. A 2014, 603, 52–57. [Google Scholar] [CrossRef]
- Rollez, D.; Pola, A.; Montesano, L.; Brisitto, M.; De Felicis, D.; Gelfi, M. Effect of aging on microstructure and mechanical properties of ZnAl15Cu1 alloy for wrought applications. Int. J. Mater. Res. 2017, 108, 447–454. [Google Scholar] [CrossRef]
- To, S.; Zhu, Y.H.; Lee, W.B. Use of EBSD to identify phases in interdendrite region of a cast Zn–Al-based alloy (ZA27). J. Microsc. 2007, 225, 170–174. [Google Scholar] [CrossRef]
- Campbell, J. The New Metallurgy of Cast Metals Castings; Butterworth-Heinemann: Oxford, UK, 2003. [Google Scholar]
- ACuzinc. Available online: http://www.brockmetals.sk/product_acuzinc.html (accessed on 5 January 2020).
- ACuzinc 5. Available online: https://www.dynacast.com/acuzinc5 (accessed on 10 January 2020).
- Nevison, D.C.H. Zinc and Zinc Alloys. In ASM Handbook Volume 15: Casting; ASM International: Materials Park, OH, USA, 2008; pp. 1735–1755. [Google Scholar]
- Liu, Z.; Li, R.; Jiang, R.; Li, X.; Zhang, M. Effects of Al addition on the structure and mechanical properties of Zn alloys. J. Alloys Compd. 2016, 687, 885–892. [Google Scholar] [CrossRef]
- Hekimoğlu, A.P.; Savaşkan, T. Structure and mechanical properties of Zn-(5–25) Al alloys. Int. J. Mater. Res. 2014, 105, 1084–1089. [Google Scholar] [CrossRef]
- Pola, A.; Montesano, L.; Roberti, R. Nuove Leghe di Zinco per L’industria del Design. In Proceedings of the 30th Convegno Nazionale AIM, Brescia, Italy, 10–12 November 2010. [Google Scholar]
- Savaşkan, T.; Hekimoglu, A.P.; Pürçek, G. Effect of copper content on the mechanical and sliding wear properties of monotectoid-based zinc-aluminium-copper alloys. Tribol. Int. 2004, 37, 45–50. [Google Scholar] [CrossRef]
- Luo, X.-P.; Xia, L.-T.; Zhang, M.-G. Effect of different Al content on the microstructure, mechanical and friction properties of high aluminum zinc-based alloys. J. Adv. Microsc. Res. 2011, 6, 301–305. [Google Scholar] [CrossRef]
- Türk, A.; Durman, M.; Kayali, E.S. The effect of manganese on the microstructure and mechanical properties of zinc–aluminium based ZA-8 alloy. J. Mater. Sci. 2007, 42, 8298–8305. [Google Scholar] [CrossRef]
- Li, M.; Lu, S.; Long, F.; Sheng, M.; Geng, H.; Liu, W. Effect of Y Addition on the Mechanical Properties and Microstructure of Zn-Al Alloys. JOM 2015, 67, 922–928. [Google Scholar] [CrossRef]
- Gancarz, T.; Cempura, G. Characterization of ZnAl cast alloys with Li addition. Mater. Des. 2016, 104, 51–59. [Google Scholar] [CrossRef]
- Krupińska, B. Structure and Properties of Zn–Al–Cu Alloys with Alloying Additives. Adv. Struct. Mater. 2015, 70, 341–349. [Google Scholar] [CrossRef]
- Choudhury, P.; Das, K.; Das, S. Evolution of as-cast and heat-treated microstructure of a commercial bearing alloy. Mater. Sci. Eng. A 2005, 398, 332–343. [Google Scholar] [CrossRef]
- Savaşkan, T.; Bican, O. Effects of silicon content on the microstructural features and mechanical and sliding wear properties of Zn–40Al–2Cu–(0–5)Si alloys. Mater. Sci. Eng. A 2005, 404, 259–269. [Google Scholar] [CrossRef]
- Pola, A.; Gelfi, M.; La Vecchia, G.M.; Montesano, L. On the ageing of a hyper-eutectic Zn-Al alloy. Metall. Ital. 2015, 107, 37–41. [Google Scholar]
- Goodwin, F.E.; Kallien, L. Improving the Relationship between Processing and Properties of Zinc Die Casting: Developments in Creep and Ageing Correlations. SAE Int. J. Mater. Manuf. 2011, 4, 1188–1197. [Google Scholar] [CrossRef]
- Kallien, L.H.; Leis, W. Ageing of Zink Alloys. Int. Foundry Res. 2011, 64, 2–23. [Google Scholar]
- Leis, W.; Kallien, L. Ageing and creep of Zinc-Diecast. In Proceedings of the International Zinc Diecasting Conference 2013, Praha, Czech Republic, 13–14 June 2013. [Google Scholar]
- Dorantes-Rosales, H.J.; López-Hirata, V.M.; Hernández-Santiago, F.; Saucedo-Muñoz, M.L.; Paniagua-Mercado, A.M. Effect of Ag addition to Zn22 mass%Al2 mass%Cu alloy on the four-phase reaction. Mater. Trans. 2018, 59, 717–723. [Google Scholar] [CrossRef]
- Chen, Y.; Tu, M. Dimensional shrinkage of supersaturated ZA27Cu1 and ZA27Cu2 alloys. Mater. Sci. Techol. 1998, 14, 473–475. [Google Scholar] [CrossRef]
- Chen, H.; Xin, X.; Dong, D.Y.; Ren, Y.P.; Hao, S.M. Study on the stability of T′ phase in the Al-Zn-Cu ternary system. Acta Metall. Sinca 2004, 17, 269–273. [Google Scholar]
- Lee, P.P.; Savaskan, T.; Laufer, E. Wear resistance and microstructure of Zn-Al-Si ans Zn-Al-Cu alloys. Wear 1987, 117, 79–89. [Google Scholar] [CrossRef]
- Türk, A.; Kurnaz, C.; Şevik, H. Comparison of the wear properties of modified ZA-8 alloys and conventional bearing bronze. Mater. Des. 2007, 28, 1889–1897. [Google Scholar] [CrossRef]
- Savaşkan, T.; Maleki, R.A. Friction and wear properties of Zn-25Al-based bearing alloys. Tribol. Trans. 2014, 57, 435–444. [Google Scholar] [CrossRef]
- Babic, M.; Mitrovic, S.; Jeremic, B. The influence of heat treatment on the sliding wear behavior of a ZA-27 alloy. Tribol. Int. 2010, 43, 16–21. [Google Scholar] [CrossRef]
- Pürçek, G.; Savaskan, T.; Küçükömeroglu, T.; Murphy, S. Dry sliding friction and wear properties of zinc-based alloys. Wear 2002, 252, 894–901. [Google Scholar] [CrossRef]
- Hanna, M.D.; Carter, J.T.; Rashid, M.S. Sliding wear and friction characteristics of six Zn-based die-casting alloys. Wear 1997, 203–204, 11–21. [Google Scholar] [CrossRef]
- Pola, A.; Montesano, L.; Gelfi, M.; La Vecchia, G.M. Comparison of the sliding wear of a novel Zn alloy with that of two commercial Zn alloys against bearing steel and leaded brass. Wear 2016, 368–369, 445–452. [Google Scholar] [CrossRef]
- Şevic, H. The effect of silver on wear behaviour of zinc–aluminium-based ZA-12 alloy produced by gravity casting. Mater. Charact. 2010, 89, 81–87. [Google Scholar] [CrossRef]
- Çuvalcı, H.; Çelik, H.S. Investigation of the abrasive wear behaviour of ZA-27 alloy and CuSn10 bronze. J. Mater. Sci. 2011, 46, 4850–4857. [Google Scholar] [CrossRef]
- Miroslav, B.; Vencl, A.; Mitrović, S.; Bobić, I. Influence of T4 heat treatment on tribological behavior of Za27 alloy under lubricated sliding condition. Tribol. Lett. 2009, 36, 125–134. [Google Scholar] [CrossRef]
- Li, Y.; Ngai, T.L.; Xia, W.; Zhang, W. Effects of Mn content on the tribological behaviors of Zn-27% Al-2% Cu alloy. Wear 1996, 198, 129–135. [Google Scholar] [CrossRef]
- Haroan, G.; Jiaji, M. Alloying of Zn-27% Al with antimony. Int. J. Cast Metal. Res. 1999, 11, 205–210. [Google Scholar] [CrossRef]
- Murphy, S.; Savaşkan, T. Comparative wear behavior of Zn-Al-based alloys in automotive engine application. Wear 1984, 98, 151–161. [Google Scholar] [CrossRef]
- Çuvalcı, H.; Bas, H. Investigation of the tribological properties of silicon containing zinc–aluminum based journal bearings. Tribol. Int. 2004, 37, 433–440. [Google Scholar] [CrossRef]
- Babić, M.; Mitrović, S.; Ninković, R. Tribological Potencial of Zinc-Aluminium Alloys Improvement. Tribol. Ind. 2009, 31, 15–28. [Google Scholar]
- Miroslav, B.; Mitrović, S.; Zivic, F.; Bobić, I. Wear behavior of composites based on ZA-27 alloy reinforced by Al2O3 particles under dry sliding condition. Tribol. Lett. 2010, 38, 337–346. [Google Scholar] [CrossRef]
- Sharma, S.C.; Krishna, M.; Bhattacharyya, D. Dry sliding wear behaviour of flyash reinforced ZA-27 alloy based metal matrix composites. Int. J. Mod. Phys. B 2006, 20, 4703–4708. [Google Scholar] [CrossRef]
- Sharma, S.C.; Girish, B.M.; Somashekar, D.R.; Satish, B.M.; Kamath, R. Sliding wear behaviour of zircon particles reinforced ZA-27 alloy composite materials. Wear 1999, 224, 89–94. [Google Scholar] [CrossRef]
- Yan, S.; Xie, J.; Liu, Z.; Wang, W.; Wang, A.; Li, J. Influence of different Al contents on microstructure, tensile and wear properties of Zn-based alloy. J. Mater. Sci. Technol. 2010, 26, 648–652. [Google Scholar] [CrossRef]
- Yan, S.; Xie, J.; Liu, Z.; Li, J.; Wang, W.; Wang, A. The effect of composition segregation on the friction and wear properties of ZA48 alloy in dry sliding condition. J. Mater. Sci. 2009, 44, 4169–4173. [Google Scholar] [CrossRef]
- Savaşkan, T.; Pūrçek, G.; Hekimoğlu, A.P. Effect of Copper content on the mechanical and tribological properties of ZnAl27-based alloys. Tribol. Lett. 2003, 15, 257–263. [Google Scholar] [CrossRef]
- Montesano, L.; Pola, A.; La Vecchia, G.M. Cavitation-erosion resistance of three zinc-aluminum alloy for bearing application. Metall. Ital. 2016, 11, 50–55. [Google Scholar]
- Murphy, S.; Savaskan, T.; Hill, J. The creep kinetics of zinc-aluminium-based alloys. Can. Metall. Q. 1986, 25, 145–150. [Google Scholar] [CrossRef]
- Savaskan, T.; Murphy, S. Creep behavior of Zn-Al-Cu alloys. Z. Metallkd. 1983, 74, 76–82. [Google Scholar]
- Anwar, M.; Murphy, S. Creep kinetics in compression of sand cast commercial Zn-Al alloys. Mater. Sci. Technol. 2000, 16, 321–332. [Google Scholar] [CrossRef]
- Wu, Z.; Sandlöbes, S.; Wang, Y.; Gibson, J.S.K.-L.; Korte-Kerzel, S. Creep behaviour of eutectic Zn-Al-Cu-Mg alloys. Mater. Sci. Eng. A 2018, 724, 80–94. [Google Scholar] [CrossRef]
- Evans, R.W.; Wildshire, B. Introduction to Creep; The Institute of Materials: London, UK, 1983. [Google Scholar]
- Murphy, S.; Durman, M.; Hill, J. Kinetics of creep in pressure diecast commercial Zinc-Aluminium alloys. Z. Metallkd. 1988, 79, 243–247. [Google Scholar]
- Schrems, K.K.; Dogan, O.N.; Goodwin, F.E. Creep Properties of Die Cast Zinc Alloys. In Proceedings of the NADCA CastExpo 2010, Orlando, FL, USA, 20–23 March 2010. [Google Scholar]
- Roberti, R.; Pola, A.; Gilles, M.; Rollez, D. Primary and steady state creep deformation in Zamak5 die-casting alloy at 80 °C. Mater. Charact. 2008, 59, 1747–1752. [Google Scholar] [CrossRef]
- Mishra, R.S.; Murty, G.S. The stress-strain rate behaviour of superplastic Zn-Al eutectoid alloy. J. Mater. Sci. 1988, 23, 593–597. [Google Scholar] [CrossRef]
- Xia, S.H.; Wang, J.; Wang, J.T.; Liu, J.Q. Improvement of room-temperature superplasticity in Zn–22 wt. %Al alloy. Mater. Sci. Eng. A 2008, 493, 111–115. [Google Scholar] [CrossRef]
- Huang, Y.; Langdon, T.G. Characterization of deformation processes in a Zn-22% Al alloy using atomic force microscopy. J. Mater. Sci. 2002, 37, 4993–4998. [Google Scholar] [CrossRef]
- Demirtas, M.; Kawasaki, M.; Yanar, H.; Purcek, G. High temperature superplasticity and deformation behavior of naturally aged Zn-Al alloys with different phase compositions. Mater. Sci. Eng. A 2018, 730, 73–83. [Google Scholar] [CrossRef]
- Zhu, Y.H. Creep induced phase transformation in cast Zn-Al alloy. J. Mater. Sci. Lett. 1996, 15, 1358–1360. [Google Scholar] [CrossRef]
- Zhu, Y.H. Microstructure dependence of the creep behavior of a Zn–Al based alloy. J. Mater. Process. Technol. 1998, 73, 18–24. [Google Scholar] [CrossRef]
- Sharma, R.C.; Martin, J.W. Creep of dilute zinc-copper alloys. J. Mater. Sci. 1974, 9, 1139–1144. [Google Scholar] [CrossRef]
- Rashid, X.M.S.; Hanna, M.D. ACuZinc: Improved Zinc Alloys for Die Casting Applications. SAE Tech. Pap. 1993. [Google Scholar] [CrossRef]
- Winter, R.E. EZAC™—A novel high strength, creep resistant, hot chamber zinc die casting alloy. SAE Tech. Pap. 2011. [Google Scholar] [CrossRef]
- Frank, T.; Kansy, A.; Kallien, L.; Leis, W.; Goodwin, F.E. Effect of Zinc Alloy Casting Section Thickness on Creep Behavior. In Proceedings of the NADCA 2019 Die Casting Congress and Tabletop, Paper T19-102, Cleveland, OH, USA, 2 October 2019. [Google Scholar]
- Choudhury, P.; Das, S. Effect of microstructure on the corrosion behavior of a zinc-aluminium alloy. J. Mater. Sci. 2005, 40, 805–807. [Google Scholar] [CrossRef]
- Ares, A.E.; Gassa, L.M.; Schvezov, C.E.; Rosenberger, M.R. Corrosion and wear resistance of hypoeutectic Zn-Al alloys as a function of structural features. Mater. Chem. Phys. 2012, 136, 394–414. [Google Scholar] [CrossRef]
- Osório, W.R.; Freire, C.M.; Garcia, A. The role of macrostructural morphology and grain size on the corrosion resistance of Zn and Al castings. Mater. Sci. Eng. A 2005, 402, 22–23. [Google Scholar] [CrossRef]
- Osório, W.R.; Spinelli, J.E.; Freire, C.M.; Garcia, A. The role of macrostructural and microstructural morphologies on the corrosion resistance of Zn and a Zn-4% Al alloy. Mater. Manuf. Process. 2007, 22, 341–345. [Google Scholar] [CrossRef]
- Osório, W.R.; Freire, C.M.; Garcia, A. The effect of the dendritic microstructure on the corrosion resistance of Zn-Al alloys. J. Alloys Compd. 2005, 397, 179–191. [Google Scholar] [CrossRef]
- Sharma, S.C.; Somashekar, D.R.; Satish, B.M. A note on the corrosion characterisation of ZA-27/zircon particulate composites in acidic medium. J. Mater. Process. Technol. 2011, 118, 62–64. [Google Scholar] [CrossRef]
- Seah, K.H.W.; Sharma, S.C.; Girish, B.M. Corrosion characteristics of ZA-27-graphite particulate composites. Corros. Sci. 1997, 39, 1–7. [Google Scholar] [CrossRef]
- Sharma, S.C.; Seah, K.H.W.; Satish, B.M.; Girish, B.M. Corrosion characteristics of ZA-27/glass-fibre composites. Corros. Sci. 1997, 39, 2143–2150. [Google Scholar] [CrossRef]
- Almomani, M.; Hayajneh, M.T.; Draidi, M. Corrosion investigation of zinc-aluminum alloy matrix (ZA-27) reinforced with alumina (Al2O3) and fly ash. Particul. Sci. Technol. 2017, 35, 439–447. [Google Scholar] [CrossRef]
- Flores, M.; Huerta, L.; Casolco, S.R.; Muhl, S.; Torres-Villaseñor, G.; Luna, J.A. The Effect of Ag addition on the corrosion of Zn-22wt. %Al Alloys. In Proceedings of the Materials Research Society Symposium Proceedings, San Francisco, CA, USA, 22–25 April 2003; pp. 65–70. [Google Scholar]
- Michalik, R. Influence of Si and REE on the corrosion resistance of ZnAl40Cu3 alloy. Solid State Phenom. 2014, 212, 133–136. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al% | Cu% | Mg% | Fe% | Pb% | Cd% | Sn% | Ni% | Cr% | Si% | Zn% |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Zamak 2 (AC43A) | 3.7–4.3 | 2.6–3.3 | 0.02–0.06 | <0.05 | <0.005 | <0.004 | <0.002 | - | - | - | rest. |
| Zamak 3 (AC40A) | 3.7–4.3 | <0.1 | 0.02–0.06 | <0.05 | <0.005 | <0.004 | <0.002 | <0.02 | <0.02 | <0.035 | rest. |
| Zamak 5 (AC41A) | 3.7–4.3 | 0.7–1.2 | 0.02–0.06 | <0.05 | <0.005 | <0.004 | <0.002 | <0.02 | <0.02 | <0.035 | rest. |
| Zamak 7 | 3.7–4.3 | <0.1 | 0.005–0.02 | <0.05 | <0.003 | <0.002 | <0.001 | 0.005–0.02 | <0.02 | <0.035 | rest. |
| ZA8 | 8.0–8.8 | 0.8–1.3 | 0.01–0.03 | <0.075 | <0.006 | <0.006 | <0.003 | <0.01 | <0.01 | - | rest. |
| ZA12 | 10.5–11.5 | 0.5–1.2 | 0.01–0.03 | <0.075 | <0.006 | <0.006 | <0.003 | <0.01 | <0.01 | - | rest. |
| ZA27 | 25–28 | 2–2.5 | 0.01–0.02 | <0.075 | <0.006 | <0.006 | <0.003 | <0.01 | <0.01 | - | rest. |
| ACuZinc 5 | 2.5–3.3 | 5.0–6.0 | 0.02–0.05 | <0.075 | 0.005 | <0.004 | <0.003 | <0.01 | - | - | rest. |
| ACuZinc 10 | 2.5–3.3 | 10–11 | 0.02–0.05 | <0.075 | 0.005 | <0.004 | <0.003 | <0.01 | - | - | rest. |
| ALZEN 305 | 30 | 5 | 0.01–0.02 | - | - | - | - | - | - | - | rest. |
| ALZEN 501 | 50 | 1 | 0.01–0.02 | - | - | - | - | - | - | - | rest. |
| ZEP® | 14–16 | 0.8–1.2 | 0.025–0.035 | <0.03 | <0.0003 | <0.0001 | <0.0001 | - | - | <0.02 | rest. |
| Alloy | Tensile Strength (MPa) | Yield Strength (MPa) | E% |
|---|---|---|---|
| Zamak 2 (D) | 358 | - | 7 |
| Zamak 3 (D) | 283 | - | 10 |
| Zamak 5 (D) | 331 | - | 7 |
| Zamak 7 (D) | 283 | - | 13 |
| ZA-8 (S) | 248–276 | 200 | 1–2 |
| ZA-8 (G) | 221–255 | 207 | 1–2 |
| ZA-8 (D) | 372 | 290 | 6–10 |
| ZA-12 (S) | 276–317 | 207 | 1–3 |
| ZA-12 (G) | 310–345 | 207 | 1–3 |
| ZA-12 (D) | 400 | 317 | 4–7 |
| ZA-27 (S) | 400–440 | 365 | 3–6 |
| ZA-27 (G) | 421–427 | 365 | 1 |
| ZA-27 (D) | 421 | 365 | 1–3 |
| ACuZinc 5 (D) | 407 | 338 | 0.4 |
| ACuZinc 5 (G) | 297 | - | 5 |
| Alloy | HV Hardness | Erosion Rate (mm3/h) |
|---|---|---|
| ZA27 | 164 ± 5 | 2.4 |
| Alzen305 | 149 ± 13 | 1.9 |
| ZnAl15Cu1Mg | 122 ± 9 | 1.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pola, A.; Tocci, M.; Goodwin, F.E. Review of Microstructures and Properties of Zinc Alloys. Metals 2020, 10, 253. https://doi.org/10.3390/met10020253
Pola A, Tocci M, Goodwin FE. Review of Microstructures and Properties of Zinc Alloys. Metals. 2020; 10(2):253. https://doi.org/10.3390/met10020253
Chicago/Turabian StylePola, Annalisa, Marialaura Tocci, and Frank E. Goodwin. 2020. "Review of Microstructures and Properties of Zinc Alloys" Metals 10, no. 2: 253. https://doi.org/10.3390/met10020253
APA StylePola, A., Tocci, M., & Goodwin, F. E. (2020). Review of Microstructures and Properties of Zinc Alloys. Metals, 10(2), 253. https://doi.org/10.3390/met10020253