Defect Reduction and Quality Optimization by Modeling Plastic Deformation and Metallurgical Evolution in Ferritic Stainless Steels

 and
and 
Abstract
1. Introduction
2. Materials and Methods
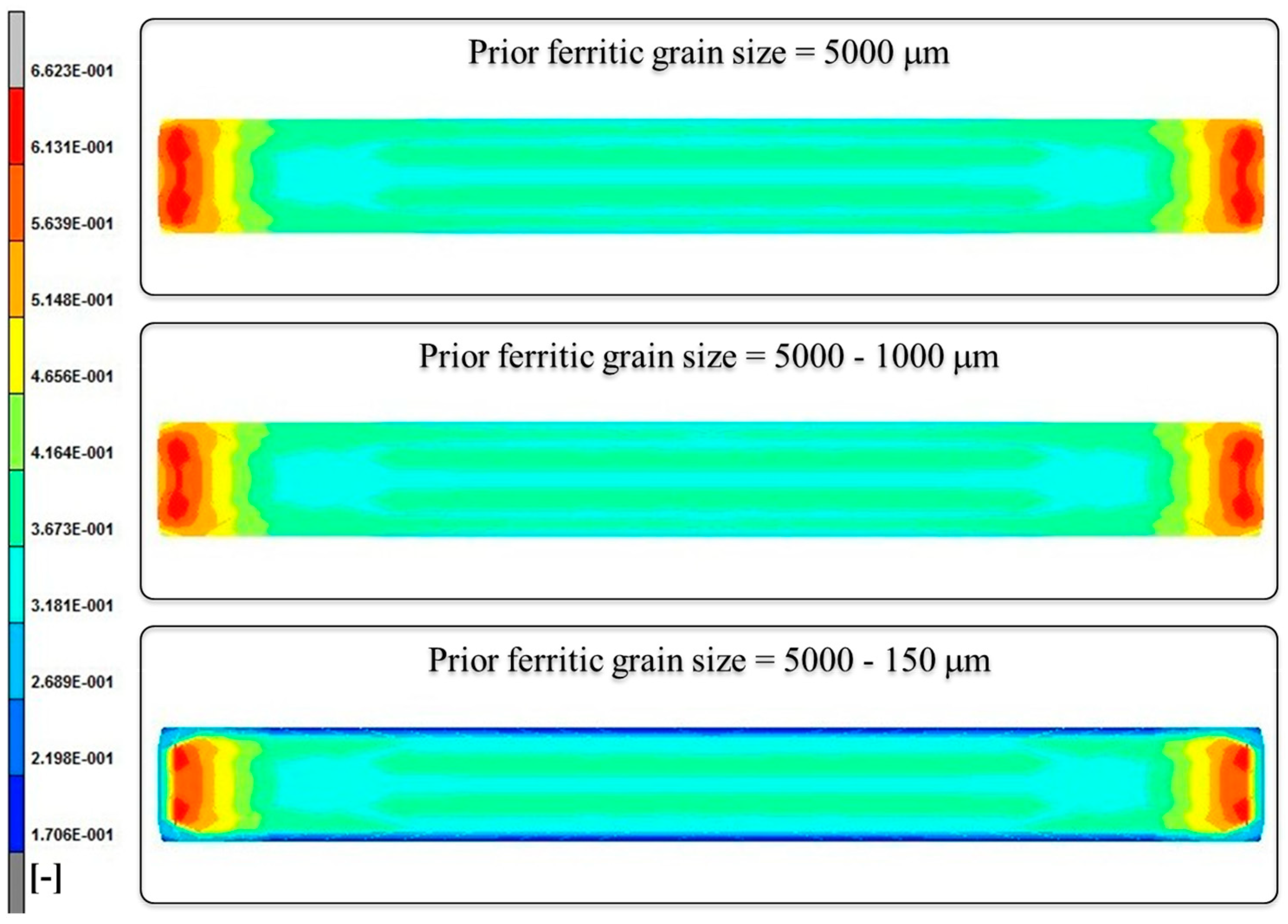
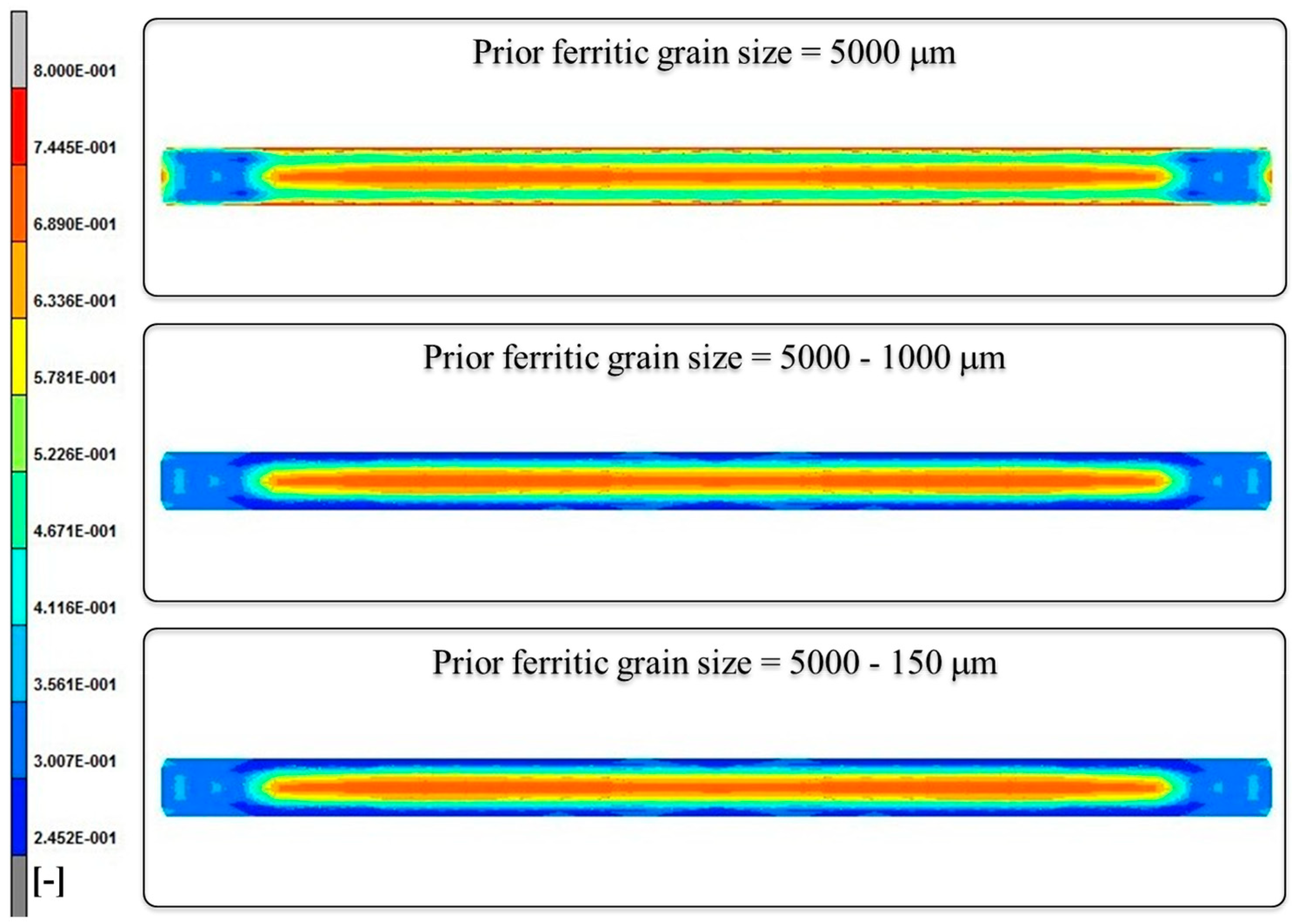
- from 5000 μm (center) to 0.15 μm (surface)-reference condition
- uniform grain size of 5000 μm
- from 5000 µm (center) to 1000 μm (surface)
3. Rheological and Microstructural Models
3.1. Hot Deformation Model
3.2. Static Recrystalization and Grain Growth Models
3.3. Metadynamic Recrystalization and Grain Growth Models
4. Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Marshall, P. Austenitic Stainless Steels: Microstructure and Mechanical Properties; Springer: Berlin, Germany, 1984. [Google Scholar]
- Rufini, R.; Di Pietro, O.; Di Schino, A. Predictive Simulation of Plastic Processing of Welded Stainless Steel Pipes. Metals 2018, 8, 519. [Google Scholar] [CrossRef]
- Corradi, M.; Di Schino, A.; Borri, A.; Rufini, R. A review of the use of stainless steel for masonry repair and reinforcement. Constr. Build. Mater. 2018, 181, 335–346. [Google Scholar] [CrossRef]
- Di Schino, A.; Kenny, J.M.; Abbruzzese, G. Analysis pf the recrystallization and grain growth processes in AISI 316 stainless steel. J. Mat. Sci. 2002, 37, 5291–5298. [Google Scholar] [CrossRef]
- Di Schino, A.; Porcu, G.; Longobardo, M.; Turconi, G.L.; Scoppio, L. Metallurgical design and development of C125 grade for mild sour service application. In Proceedings of the NACE—International Corrosion Conference Series, San Diego, CA, USA, 12–16 March 2006; pp. 061251–0612514. [Google Scholar]
- Di Schino, A. Analysis of heat treatment effect on microstructural features evolution in a micro-alloyed martensitic steel. Acta Metall. Slovaca 2016, 22, 266–270. [Google Scholar] [CrossRef]
- Di Schino, A.; Valentini, L.; Kenny, J.M.; Gerbig, Y.; Ahmed, I.; Hefke, H. Wear resistance of high-nitrogen austenitic stainless steel coated with nitrogenated amorphous carbon films. Surf. Coat. Technol. 2002, 161, 224–231. [Google Scholar] [CrossRef]
- Bregliozzi, G.; Ahmed, S.I.-U.; Di Schino, A.; Kenny, J.M.; Haefke, H. Friction and Wear Behavior of Austenitic Stainless Steel: Influence of Atmospheric Humidity, Load Range, and Grain Size. Tribol. Lett. 2004, 17, 697–704. [Google Scholar] [CrossRef]
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser powder bed fusion of stainless-steel grades: A review. Metals 2019, 9, 731. [Google Scholar] [CrossRef]
- Jhonas, J. Effect of Quench and Interpass Time on Dynamic and Static Softening during Hot Rolling. Steel Res. Int. 2005, 76, 392–398. [Google Scholar] [CrossRef]
- Hapmhreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Sung, K.; Yeon-Chul, Y. Dynamic recrystallization behavior of AISI 304 stainless steel. Adv. Mater. Sci. Eng. 2001, 311, 108–113. [Google Scholar]
- Dehghan-Manshadi, A.; Barnett, M.R.; Hodgson, P.D. Hot deformation and recrystallization of austenitic stainless steel. Part I: Dynamic recrystallization. Metall. Mater. Trans. A 2008, 39, 1359–1370. [Google Scholar] [CrossRef]
- Stanley, J.K.; Perrotta, J. Grain Growth in Austenitic Stainless Steels. Metallography 1969, 11, 349–362. [Google Scholar] [CrossRef]
- Marchattiwar, A.; Sarkar, A.; Chakravartty, J.K.; Kashyap, B.P. Dynamic Recrystallization during Hot Deformation of 304 Austenitic Stainless Steel. J. Mater. Eng. Perform. 2013, 22, 2168–2175. [Google Scholar] [CrossRef]
- Duggan, B.J.; Tse, Y.Y.; Lam, G.; Quadir, M.Z. Deformation and Recrystallization of Interstitial Free (IF) Steel. Mater. Manuf. Processes 2011, 26, 51–57. [Google Scholar] [CrossRef]
- Barnett, M.R.; Jonas, J.J. Influence of ferrite rolling temperature on microstructure and texture in deformed low C and IF steels. ISIJ Int. 1997, 37, 697–705. [Google Scholar] [CrossRef]
- Shin, D.H.; Byung, C.K.; Yong-Seog, K.; Kyung-Tae, P. Microstructural evolution in a commercial low carbon steel by equal channel angular pressing. Acta Mater. 2000, 48, 2247–2255. [Google Scholar] [CrossRef]
- Spittel, M.; Spittel, T. Flow stress of steel. Metal forming data of ferrous alloys-deformation behavior-advanced materials and technologies (numerical data and functional relationships in science and technology). Group VIII Advanced Materials and Technologies. In Landolt-börnstein; Springer: Berlin, Germany, 2009; Volume 2C1. [Google Scholar]
- Ghiotti, A.; Fanini, S.; Bruschi, S.; Bariani, P. Modeling of the Mannesman effect. CIRP Ann. Manuf. Technol. 2009, 58, 255–258. [Google Scholar] [CrossRef]
- Ling, Y. Uniaxial true stress-strain after necking. AMP J. Technol. 1996, 5, 37–48. [Google Scholar]
- Choung, J.M.; Cho, S.R. Study on true stress correction from tensile tests. J. Mech. Sci. Technol. 2008, 22, 1039–1051. [Google Scholar] [CrossRef]
- Cortese, L.; Coppola, T.; Caserta, L. Calibration of material damage models using a multi-test inverse approach. In Proceedings of the XII International Symposium on Plasticity and Its Current Applications, Halifax, NS, Canada, 17–22 July 2006; Neat Press: Fulton, ML, USA, 2006; pp. 607–609. [Google Scholar]
- Barnett, M.R.; Jonas, J.J. Influence of ferrite rolling on grain size and texture in annealed low C ad IF steels. ISIJ Int. 1997, 37, 706–714. [Google Scholar] [CrossRef]
- Mehtonen, S.; Karjalainen, L.P.; Porter, D. Hot deformation behavior and microstructure evolution of a stabilized high-Cr ferritic stainless steel. Mater. Sci. 2013, 571, 1–12. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Najafizadeh, A. Hot deformation and dynamic recrystallization of 17-4 PH stainless steel. ISIJ Int. 2013, 53, 680–689. [Google Scholar] [CrossRef]
- Oliveira, T.R.; Montheillet, F. Effect of Niobium and Titanium on the Dynamic Recrystallization during Hot Deformation of Stabilized Ferritic Stainless Steels. Mater. Sci. Forum 2004, 467–470, 1229–1236. [Google Scholar] [CrossRef]
- Sellars, C.M.; Whiteman, J.A. Recrystallization and grain growth in hot rolling. Met. Sci. 1979, 13, 187–194. [Google Scholar] [CrossRef]
- Raabe, D.; Lücke, K. The Role of Textures in Ferritic Stainless Steels. International Symposium on Strip Casting, Hot and Cold Working of Stainless Steels. Quebec 1993, 221. [Google Scholar]
- Jensen, D.J. Growth rates and misorientation relationships between growing nuclei/grains and the surrounding deformed matrix during recrystallization. Acta Metall. Mater. 1995, 43, 4117–4129. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coefficient | First Attempt Value [19] Chapter 109 | Final Value |
|---|---|---|
| A | 4422.71 | 4650 |
| m1 | −0.0029 | −0.0032 |
| m2 | 0.48151 | 0.3 |
| m8 | 0.000202 | 0.00017 |
| 0.0 | 0.001 | |
| 0.0 | 0.01 |
| Coefficient | Value |
|---|---|
| s0 | 1.1 |
| s1 | 0.1 |
| s2 | 0.5 |
| Coefficient | Value |
|---|---|
| N | 1.5 |
| C (s) | 1.69 × 10−10 |
| P | −1.7 |
| d0 | 157 |
| Q | 0 |
| S | 1.5 |
| Q (kJ/mol) | 143 |
| Coefficient | Value |
|---|---|
| c1 (s) | 28.26 |
| c2 (s) | 18.24 |
| c3 | 0 |
| c4 | −0.6 |
| c5 | −0.05 |
| Q (kJ/mol) | 267 |
| Coefficient | Value |
|---|---|
| c1 | 7 |
| c2 | 3 × 1023 |
| c3 | 7 |
| Q (kJ/mol) | −356 |
| dα | 3.6 |
| Coefficient | Value |
|---|---|
| c1 | 18277 |
| c2 | −0.246 |
| Q (kJ/mol) | 267 |
| d0 | 157 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mancini, S.; Langellotto, L.; Di Nunzio, P.E.; Zitelli, C.; Di Schino, A. Defect Reduction and Quality Optimization by Modeling Plastic Deformation and Metallurgical Evolution in Ferritic Stainless Steels. Metals 2020, 10, 186. https://doi.org/10.3390/met10020186
Mancini S, Langellotto L, Di Nunzio PE, Zitelli C, Di Schino A. Defect Reduction and Quality Optimization by Modeling Plastic Deformation and Metallurgical Evolution in Ferritic Stainless Steels. Metals. 2020; 10(2):186. https://doi.org/10.3390/met10020186
Chicago/Turabian StyleMancini, Silvia, Luigi Langellotto, Paolo Emilio Di Nunzio, Chiara Zitelli, and Andrea Di Schino. 2020. "Defect Reduction and Quality Optimization by Modeling Plastic Deformation and Metallurgical Evolution in Ferritic Stainless Steels" Metals 10, no. 2: 186. https://doi.org/10.3390/met10020186
APA StyleMancini, S., Langellotto, L., Di Nunzio, P. E., Zitelli, C., & Di Schino, A. (2020). Defect Reduction and Quality Optimization by Modeling Plastic Deformation and Metallurgical Evolution in Ferritic Stainless Steels. Metals, 10(2), 186. https://doi.org/10.3390/met10020186