The Relationship between the Model of the Laser Biomimetic Strengthening of Gray Cast Iron and Matching between Different Brake Pads

Abstract
1. Introduction
2. Experimental
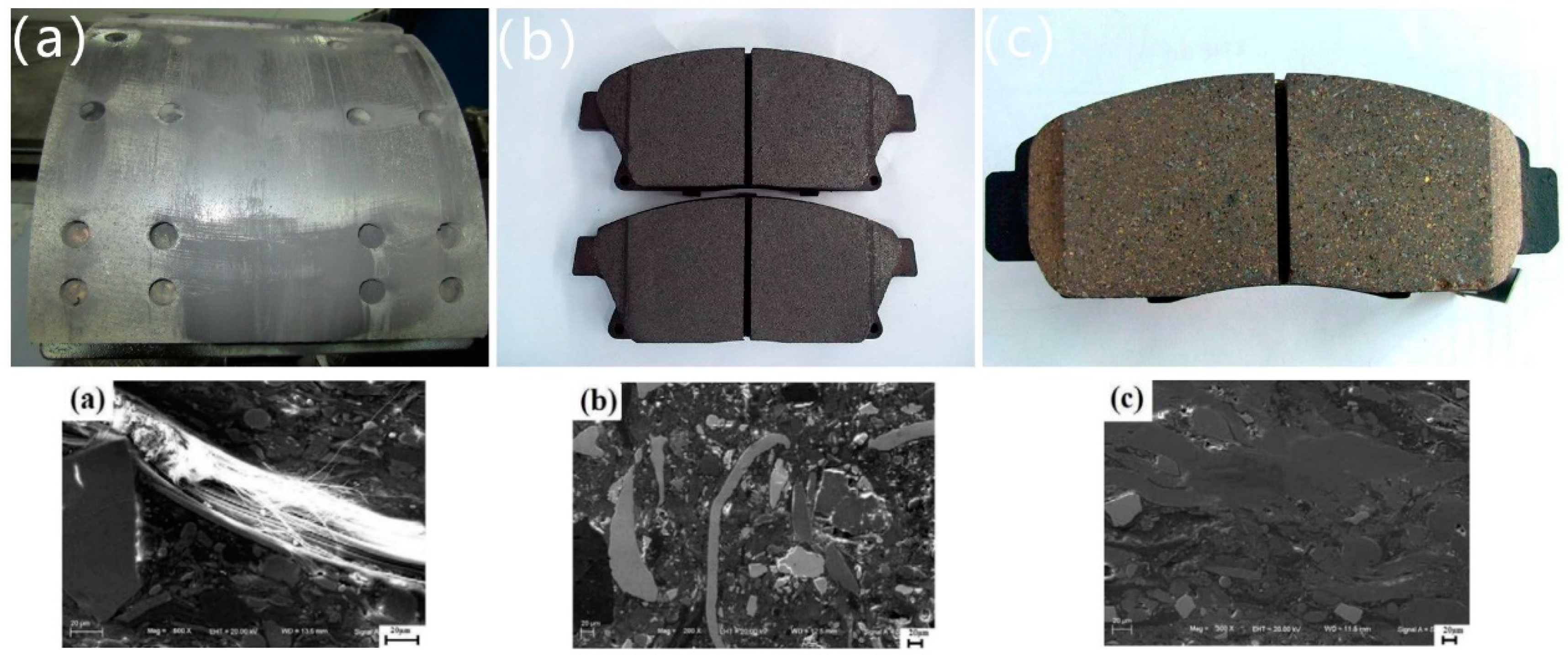
2.1. Experiment Materials
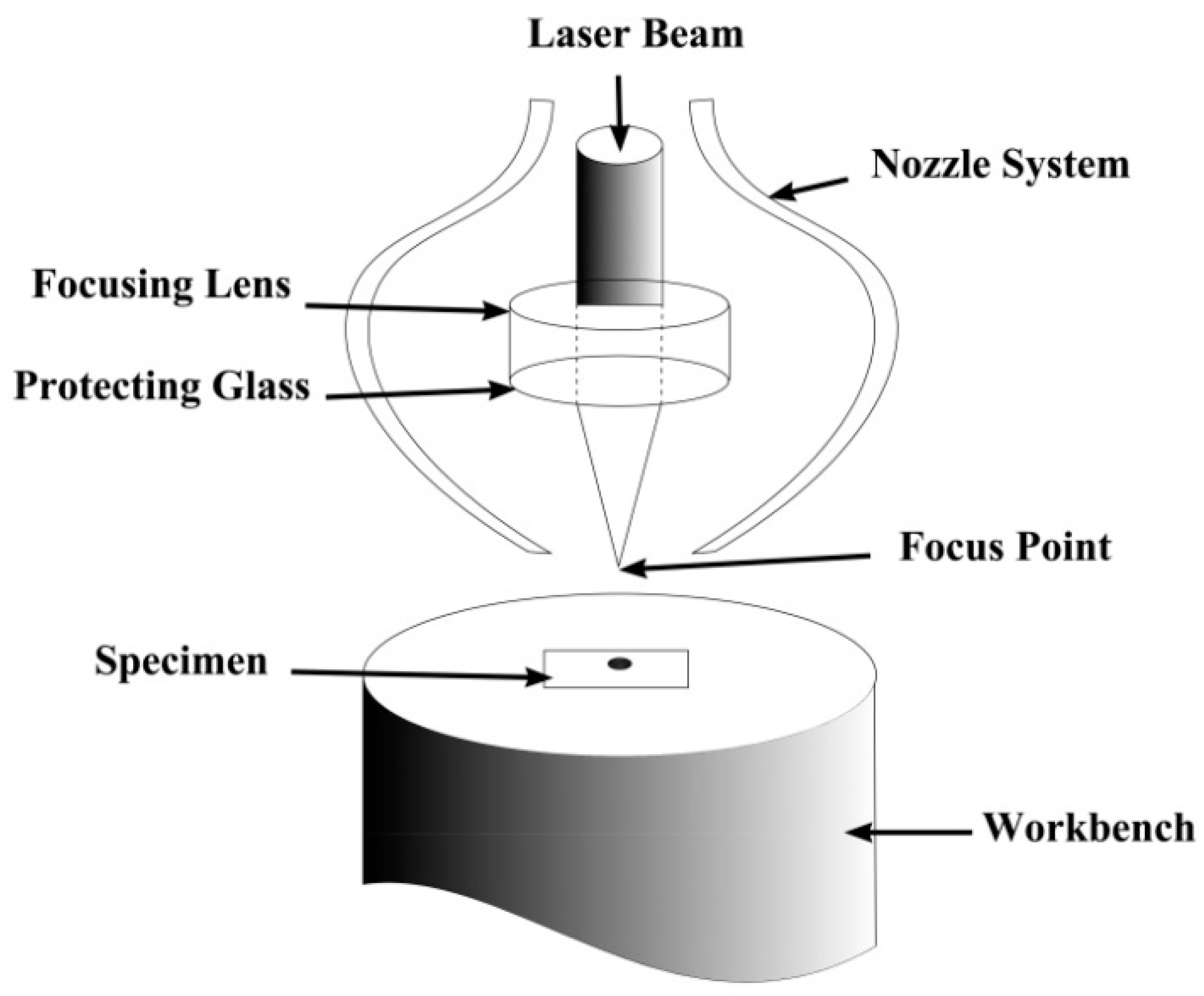
2.2. Experimental Method
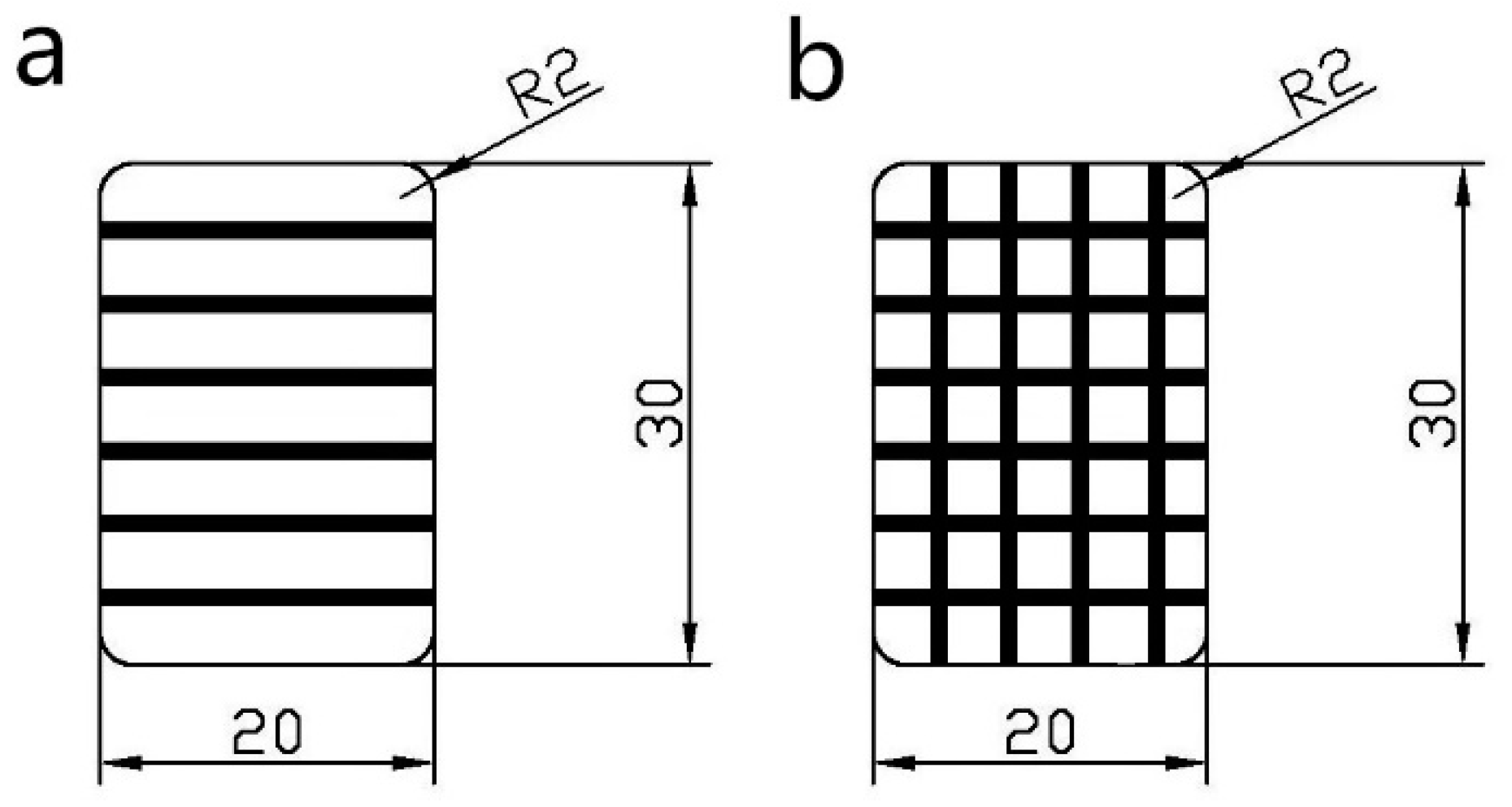
2.3. Sample Preparation
2.4. Wear Tests
2.5. Microstructure and Wear Morphology Observations
3. Results and Discussion
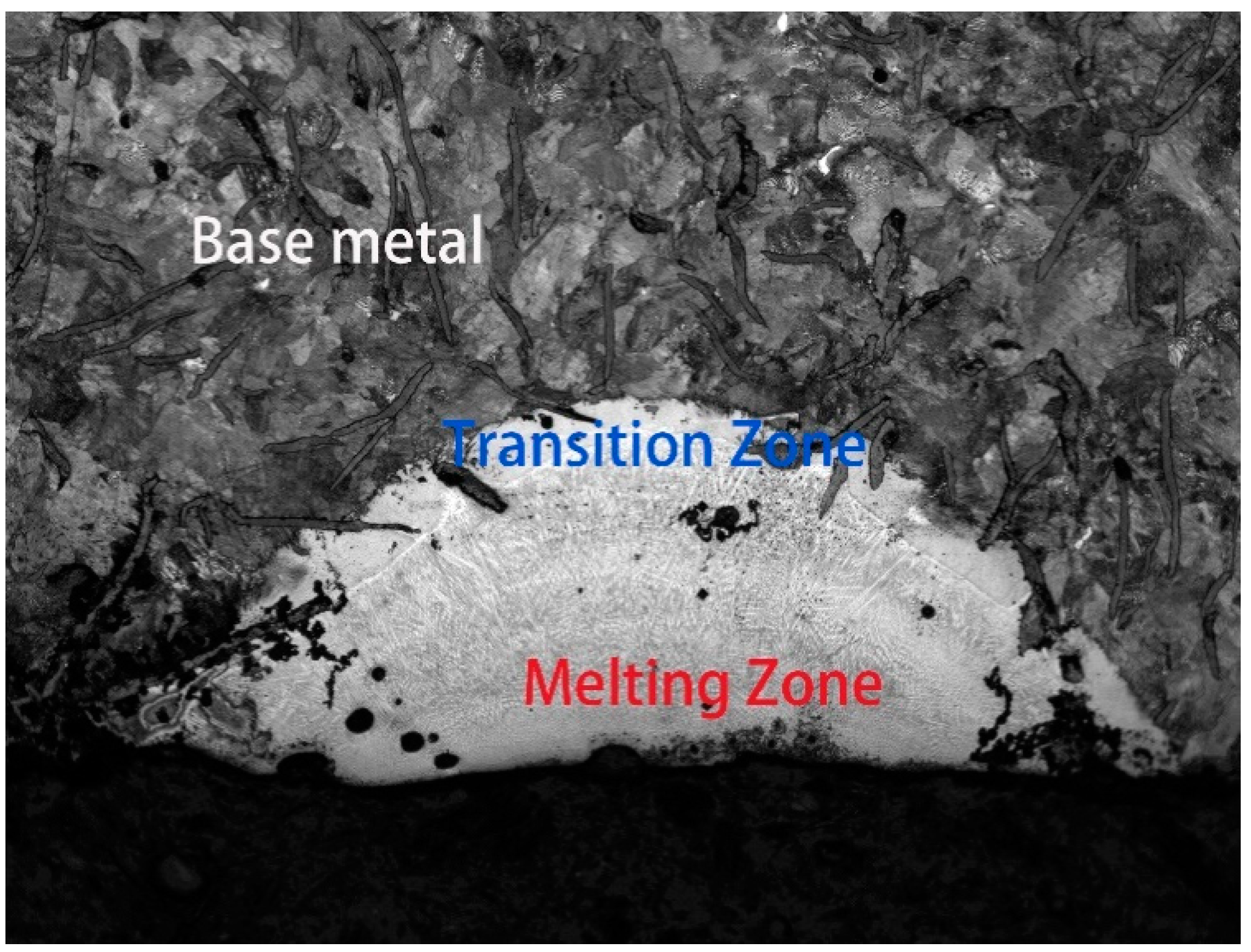
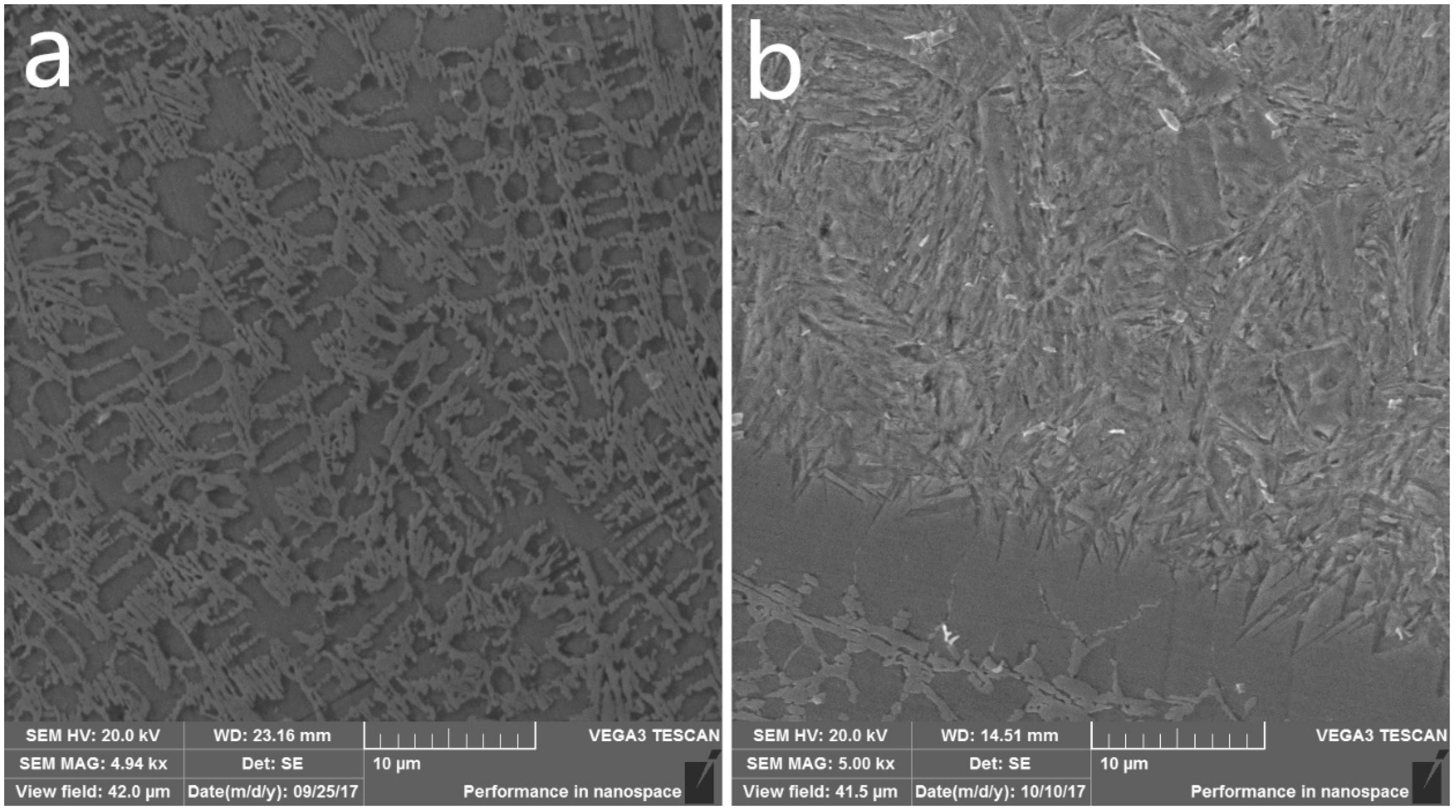
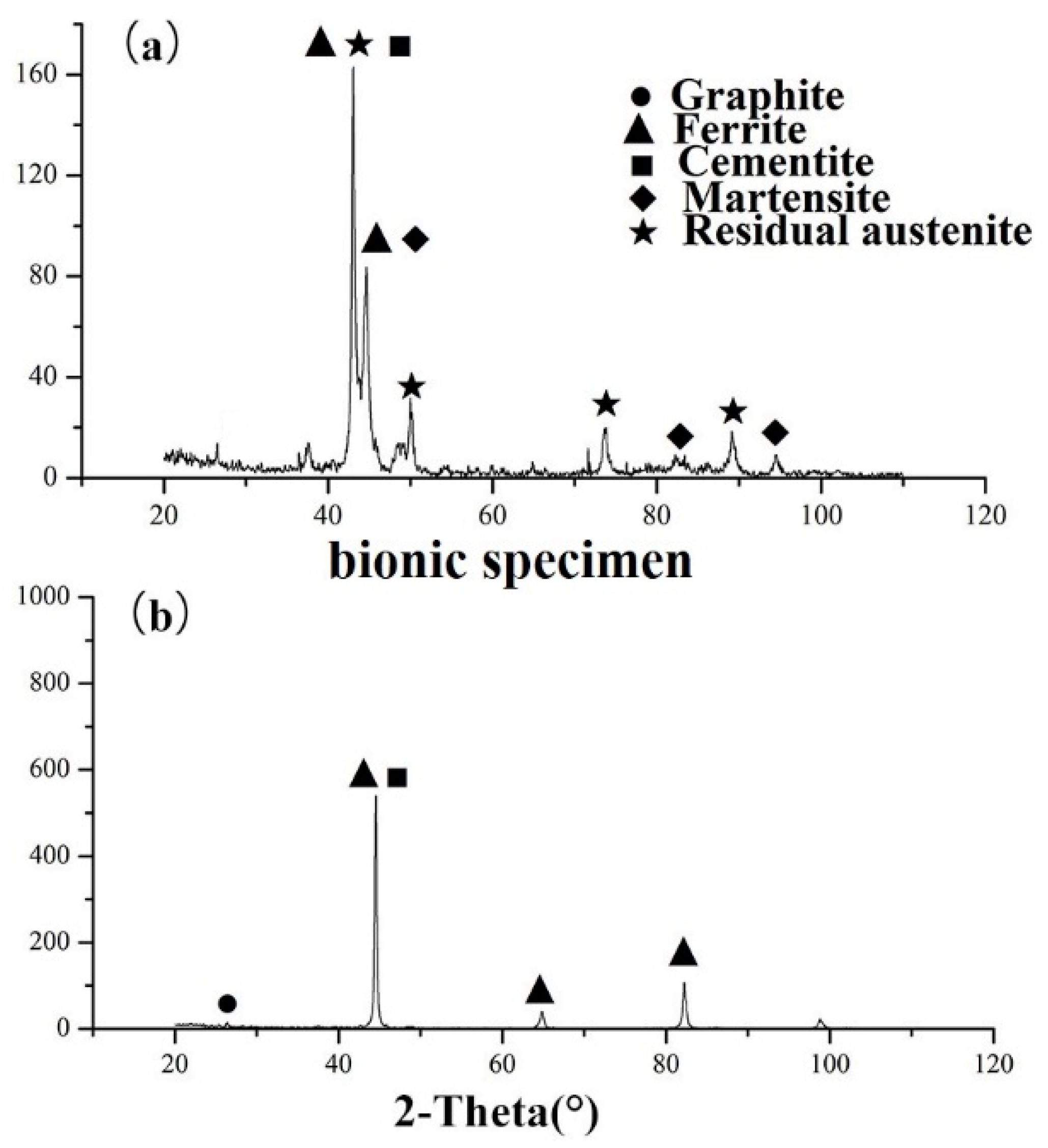
3.1. Structure of Gray Cast Iron Bionic Unit
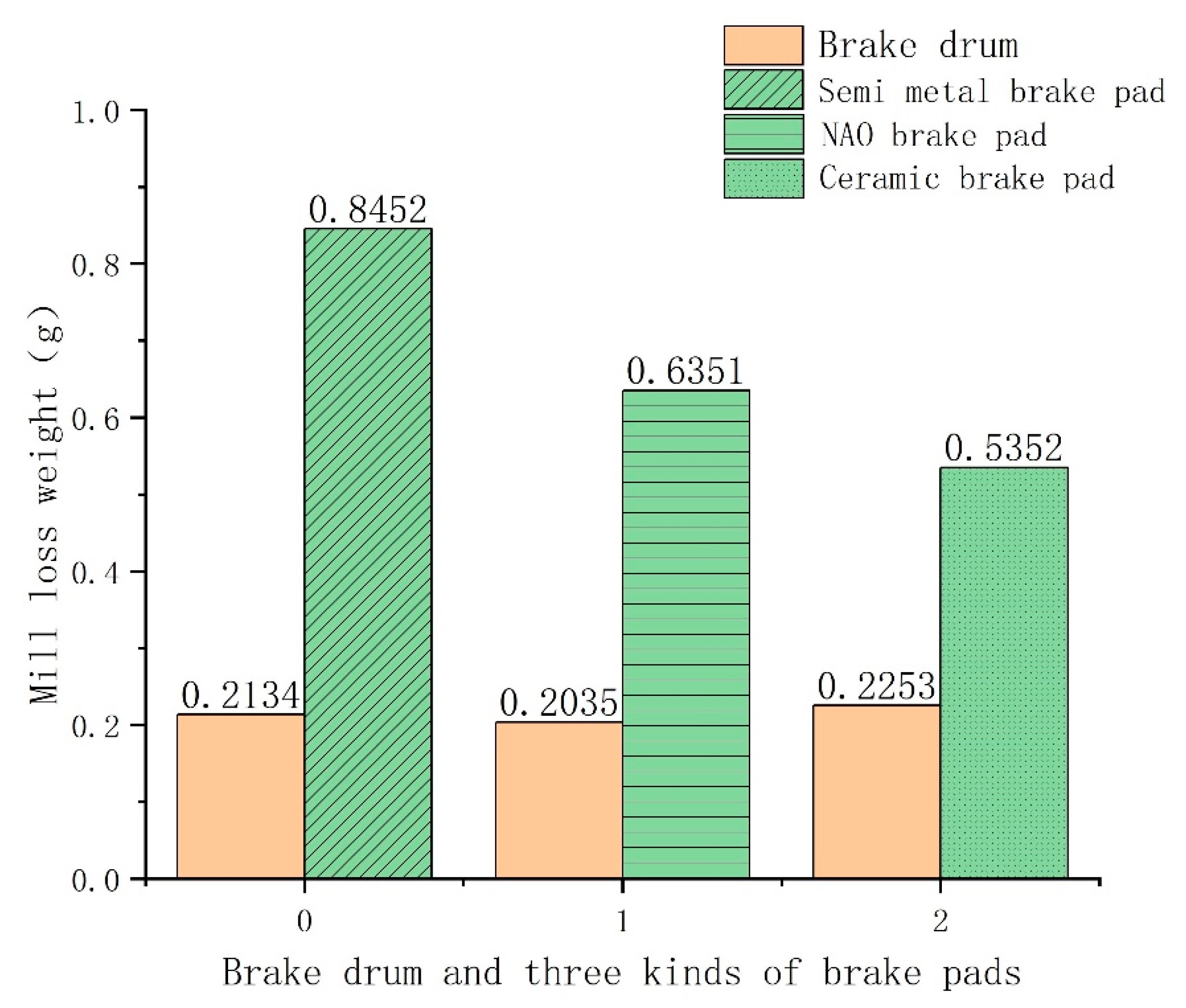
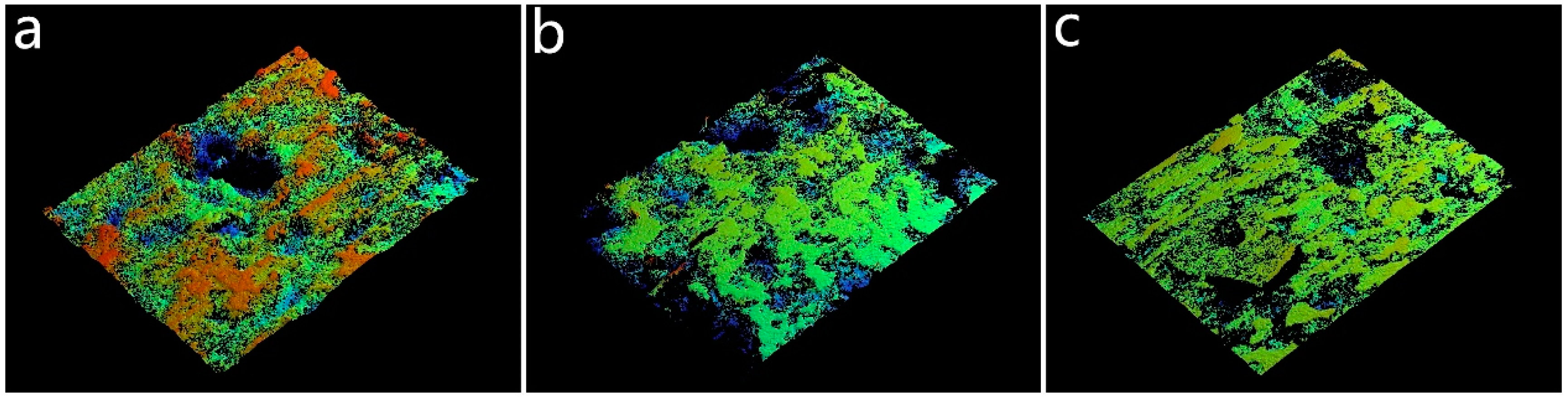
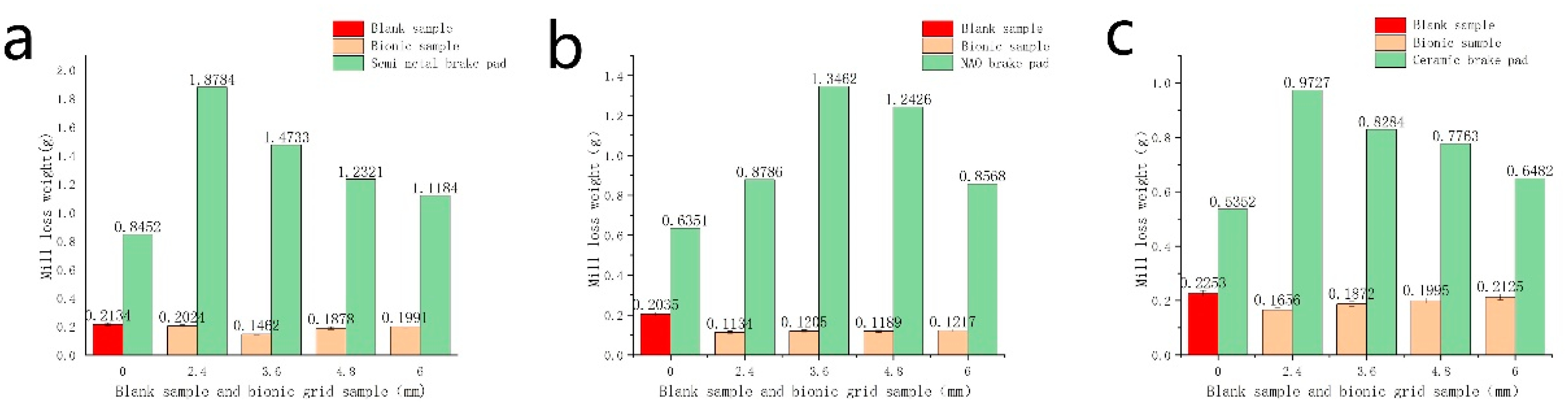
3.2. Wear Results of the Brake Pads and Blank Samples
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dickinson, M.H. Bionics: Biological insight into design. Proc. Natl. Acad. Sci. USA 1999, 96, 14208–14209. [Google Scholar] [CrossRef] [PubMed]
- Ren, L.Q.; Cong, Q.; Tong, J.; Chen, B.C. Reducing adhesion of soil against loading shovel using bionic electro-osmosis method. J. Terrramech. 2001, 38, 211–219. [Google Scholar] [CrossRef]
- Ren, L.Q.; Han, Z.W.; Li, J.J.; Tong, J. Effects of non-smooth characteristics on bionic bulldozer blades in resistance reduction against soil. J. Terrramech. 2003, 39, 22–30. [Google Scholar] [CrossRef]
- Tong, J.; Almobarak, M.A.M.; Ma, Y.H.; Ye, W.; Zheng, S. Biomimetic anti-abrasion surface of a cone form component against soil. J. Bionic Eng. 2010, 7, S36–S42. [Google Scholar] [CrossRef]
- Kamat, S.; Su, X.; Ballarini, R.; Heuer, A.H. Structural basis for the fracture toughness of the shell of the conch Strombusgigas. Nature 2000, 405, 1036–1040. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, H.; Su, H.; Yang, C.Y.; Cheng, J.Y.; Zhang, P.; Ren, L. Effect of electrical pulse treatment on the thermal fatigue resistance of bionic compacted graphite cast iron processed in water. Mater. Des. 2012, 39, 344–349. [Google Scholar] [CrossRef]
- Meng, C.; Zhou, H.; Zhang, H.F.; Tong, X.; Cong, D.L.; Wang, C.W.; Ren, L. The comparative study of thermal fatigue behavior of H13 die steel with biomimetic non-smooth surface processed by laser surface melting and laser cladding. Mater. Des. 2013, 51, 886–893. [Google Scholar] [CrossRef]
- Cong, D.L.; Zhou, H.; Yang, M.Q.; Zhang, Z.H.; Zhang, P.; Meng, C.; Ren, L. The mechanical properties of H13 die steel repaired by a biomimetic laser technique. Opt. Laser Technol. 2013, 53, 1–8. [Google Scholar] [CrossRef]
- Zhou, H.; Zhang, P.; Sun, N.; Wang, C.T.; Lin, P.Y.; Ren, L.Q. Wear properties of compact graphite cast iron with bionic units processed by deep laser cladding WC. Appl. Surf. Sci. 2010, 256, 6413–6419. [Google Scholar] [CrossRef]
- Tong, X.; Zhou, H.; Chen, L.; Li, C.; Zhang, Z.; Ren, L. Effects of c content on the thermal fatigue resistance of cast iron with biomimetic non-smooth surface. Int. J. Fatigue 2008, 30, 1125–1133. [Google Scholar]
- Liang, Y.; Huang, H.; Li, X.; Ren, L. Fabrication and Analysis of the Multi-Coupling Bionic Wear-Resistant Material. J. Bionic Eng. 2010, 7, S24–S29. [Google Scholar] [CrossRef]
- Ren, L.Q.; Liang, Y.H. Biological couplings: Classification and characteristic rules. Sci. China Ser. E Technol. Sci. 2009, 52, 2791–2800. [Google Scholar] [CrossRef]
- Ren, L. Progress in the bionic study on anti-adhesion and resistance reduction of terrain machines. Sci. China Ser. E Technol. Sci. 2009, 52, 273–284. [Google Scholar] [CrossRef]
- Ren, L.Q.; Liang, Y.H. Functional characteristics of dragonfly wings and progress in bionic research. Sci. China Ser. E Technol. Sci. 2013, 4, 11–25. [Google Scholar]
- Yuan, Y.; Zhang, P.; Zhao, G.; Gao, Y.; Tao, L.; Chen, H.; Ren, L. Effects of Laser Energies on Wear and Tensile Properties of Biomimetic 7075 Aluminum Alloy. J. Mater. Eng. Perform. 2018, 27, 1361–1368. [Google Scholar] [CrossRef]
- Chen, Z.; Zhu, Q.; Wang, J.; Yun, X.; He, B.; Luo, J. Behaviors of 40Cr steel treated by laser quenching on impact abrasive wear. Opt. Laser Technol. 2018, 103, 118–125. [Google Scholar] [CrossRef]
- Faisal, T.R.; Abad, E.M.K.; Hristozov, N.; Pasini, D. The Impact of Tissue Morphology, Cross-Section and Turgor Pressure on the Mechanical Properties of the Leaf Petiole in Plants. J. Bionic Eng. 2010, 7, S11–S23. [Google Scholar] [CrossRef]
- Zhou, H.; Tong, X.; Zhang, Z.; Li, X.; Ren, L. The thermal fatigue resistance of cast iron with biomimetic non-smooth surface processed by laser with different parameters. Mater. Sci. Eng. A 2006, 428, 141–147. [Google Scholar] [CrossRef]
- Sui, Q.; Zhou, H.; Zhang, D.; Chen, Z.; Zhang, P. Imposed Thermal Fatigue and Post-Thermal-Cycle Wear Resistance of Biomimetic Gray Cast Iron by Laser Treatment. Metall. Mater. Trans. A 2017, 48, 3758–3769. [Google Scholar] [CrossRef]
- Lu, H.; Liu, M.; Yu, D.; Zhou, T.; Zhou, H.; Zhang, P.; Bo, H.; Su, W.; Zhang, Z.; Bao, H. Effects of Different Graphite Types on the Thermal Fatigue Behavior of Bionic Laser-Processed Gray Cast Iron. Metall. Mater. Trans. A 2018, 49, 5848–5857. [Google Scholar] [CrossRef]
- Shen, L.; Li, C.L. Effect of laser melting processing on the microstructure and wear resistance of gray cast iron. Wear 1991, 147, 195–206. [Google Scholar]
- Liu, Y.; Zhou, H.; Yang, C.Y.; Chen, J.Y. Thermal Fatigue Resistance of Bionic Compacted Graphite Cast Iron Treated with the Twice Laser Process in Water. Strength Mater. 2015, 47, 170–176. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, W.; Guo, B. Investigation on the Thermal Crack Evolution and Oxidation Effect of Compacted Graphite Iron Under Thermal Shock. J. Mater. Eng. Perform. 2015, 24, 3419–3425. [Google Scholar] [CrossRef]
- Lim, C.-H.; Goo, B.-C. Development of compacted vermicular graphite cast iron for railway brake discs. Met. Mater. Int. 2011, 17, 199–205. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Z.; Wang, J.; Ren, L. Investigation of nanomechanical properties and thermal fatigue resistance of gray cast iron processed by laser alloying. J. Alloys Compd. 2015, 626, 260–263. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Mg | Fe |
|---|---|---|---|---|---|---|---|
| Composition (wt.%) | 3.56 | 2.56 | 0.71 | 0.03 | 0.03 | 0.02 | Bale |
| Electric Current | Pulse Duration | Frequency | Defocus Amount | Laser Energy Density |
|---|---|---|---|---|
| (A) | (ms) | (Hz) | (mm) | (J/mm2) |
| 120 | 7 | 15 | 155 | 144.7 |
| Position | Matrix | Striated Unit | Unit Weight Melting Point |
|---|---|---|---|
| Hardness Value/HV | 303 | 665 | 635 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, H.; Wang, Q.; Zhou, T.; Zhou, H. The Relationship between the Model of the Laser Biomimetic Strengthening of Gray Cast Iron and Matching between Different Brake Pads. Metals 2020, 10, 184. https://doi.org/10.3390/met10020184
Yang H, Wang Q, Zhou T, Zhou H. The Relationship between the Model of the Laser Biomimetic Strengthening of Gray Cast Iron and Matching between Different Brake Pads. Metals. 2020; 10(2):184. https://doi.org/10.3390/met10020184
Chicago/Turabian StyleYang, Haiyang, Qingnian Wang, Ti Zhou, and Hong Zhou. 2020. "The Relationship between the Model of the Laser Biomimetic Strengthening of Gray Cast Iron and Matching between Different Brake Pads" Metals 10, no. 2: 184. https://doi.org/10.3390/met10020184
APA StyleYang, H., Wang, Q., Zhou, T., & Zhou, H. (2020). The Relationship between the Model of the Laser Biomimetic Strengthening of Gray Cast Iron and Matching between Different Brake Pads. Metals, 10(2), 184. https://doi.org/10.3390/met10020184