Quantifying Mechanical Properties of Automotive Steels with Deep Learning Based Computer Vision Algorithms

 ,
, 
Abstract
1. Introduction
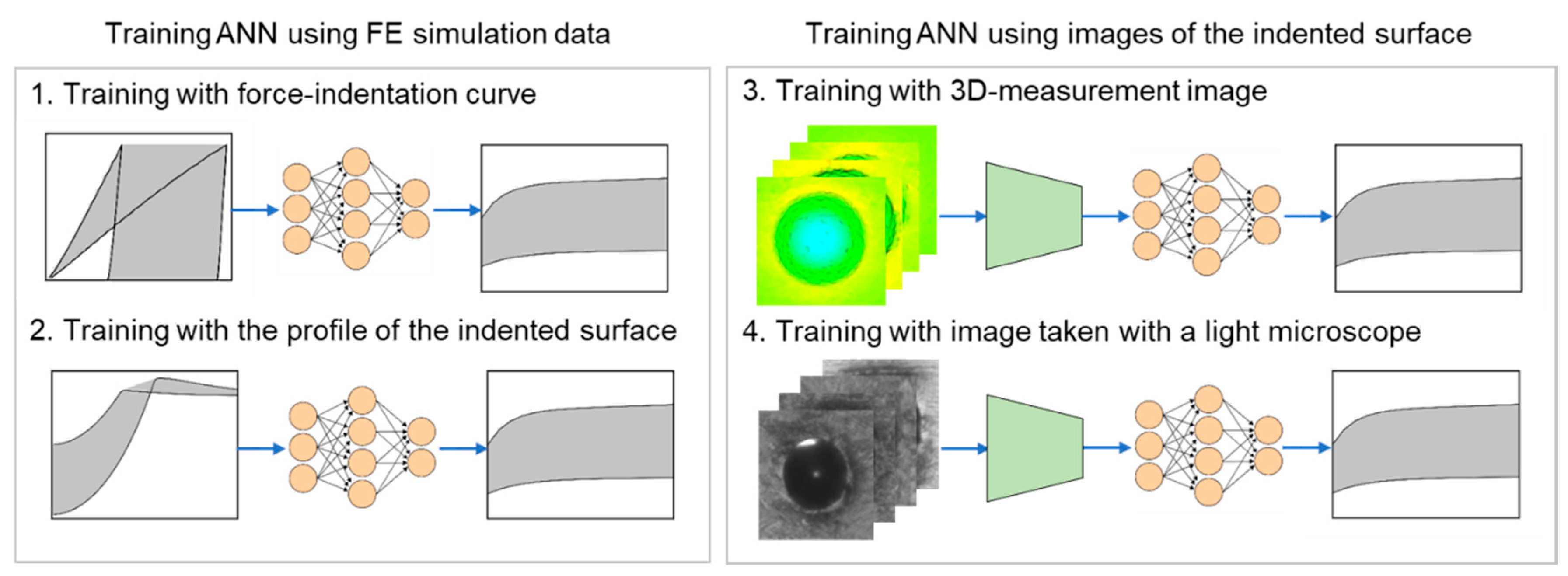
2. Training of the ANN and Application of Computer Vision
2.1. Validation of the Simulation Model of IIT
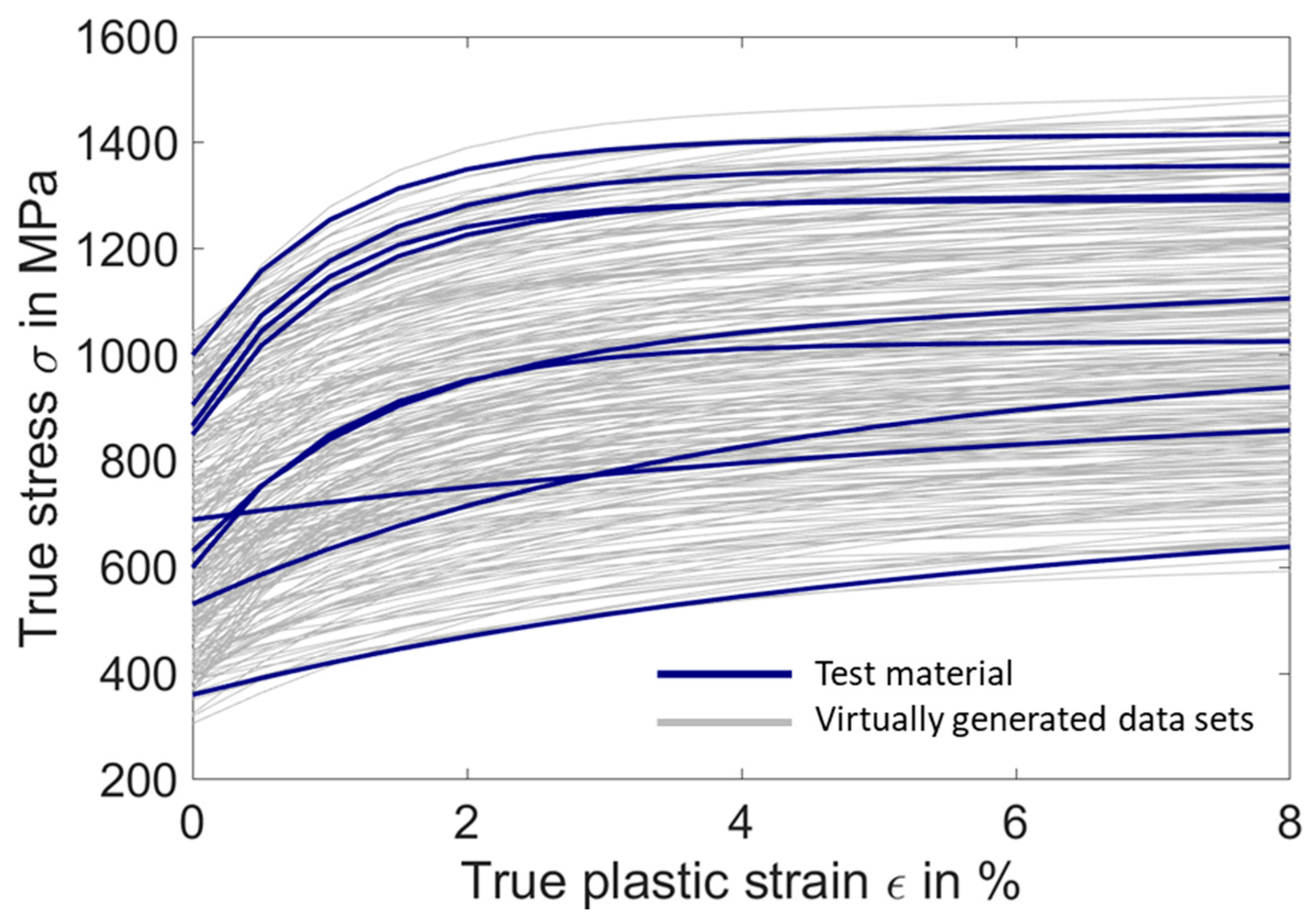
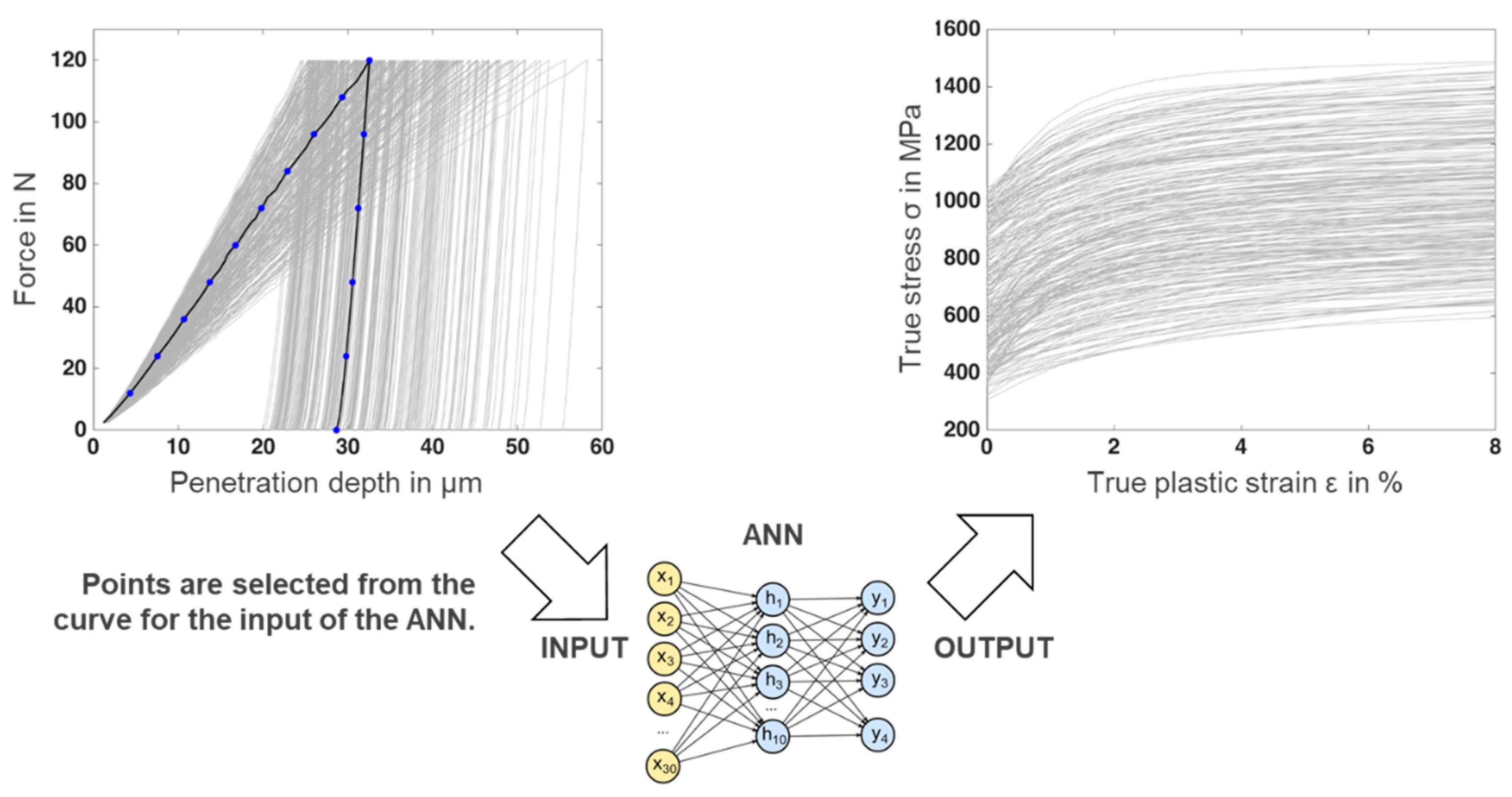
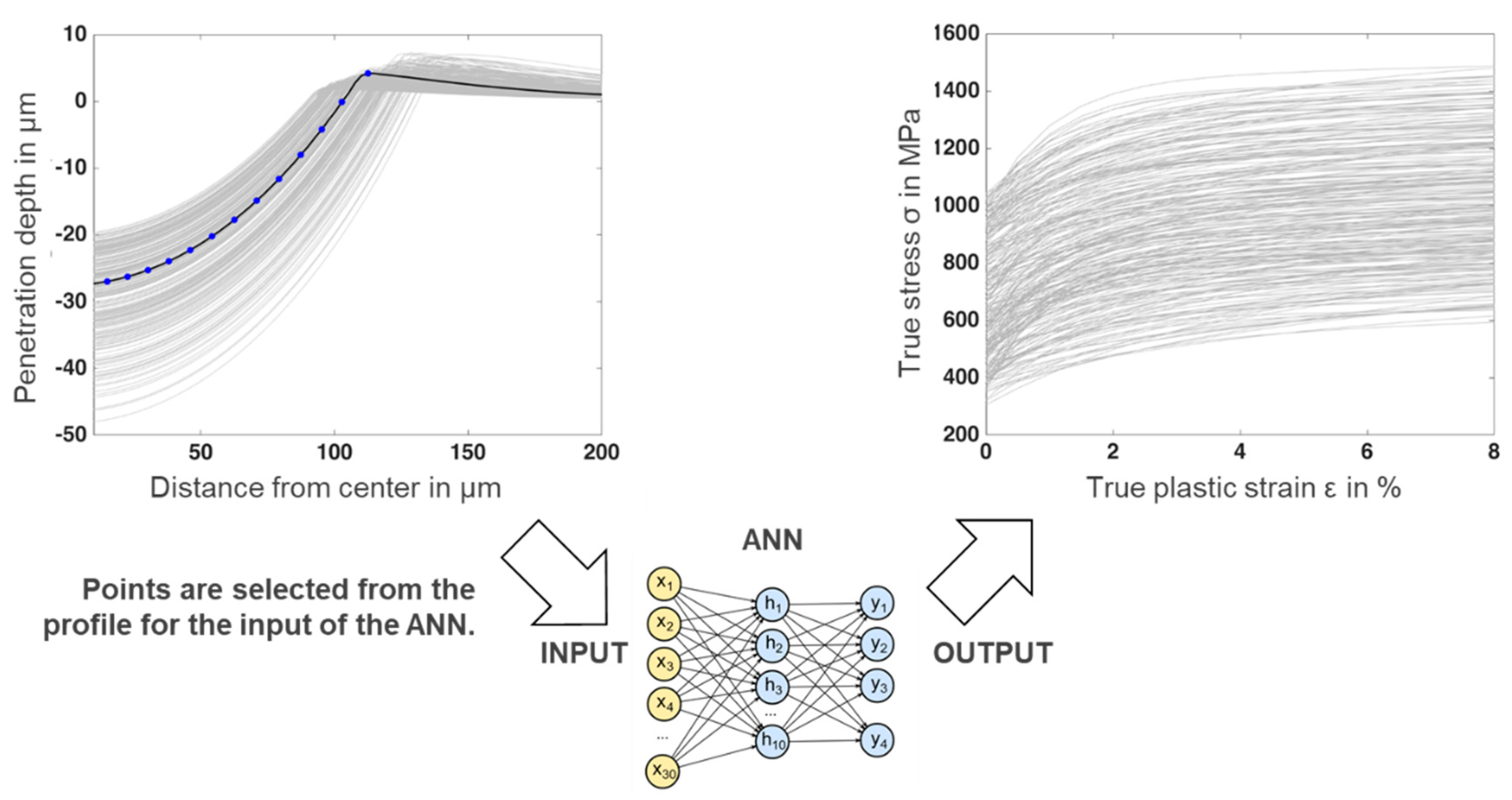
2.2. Generation of Datasets and Training of the ANN
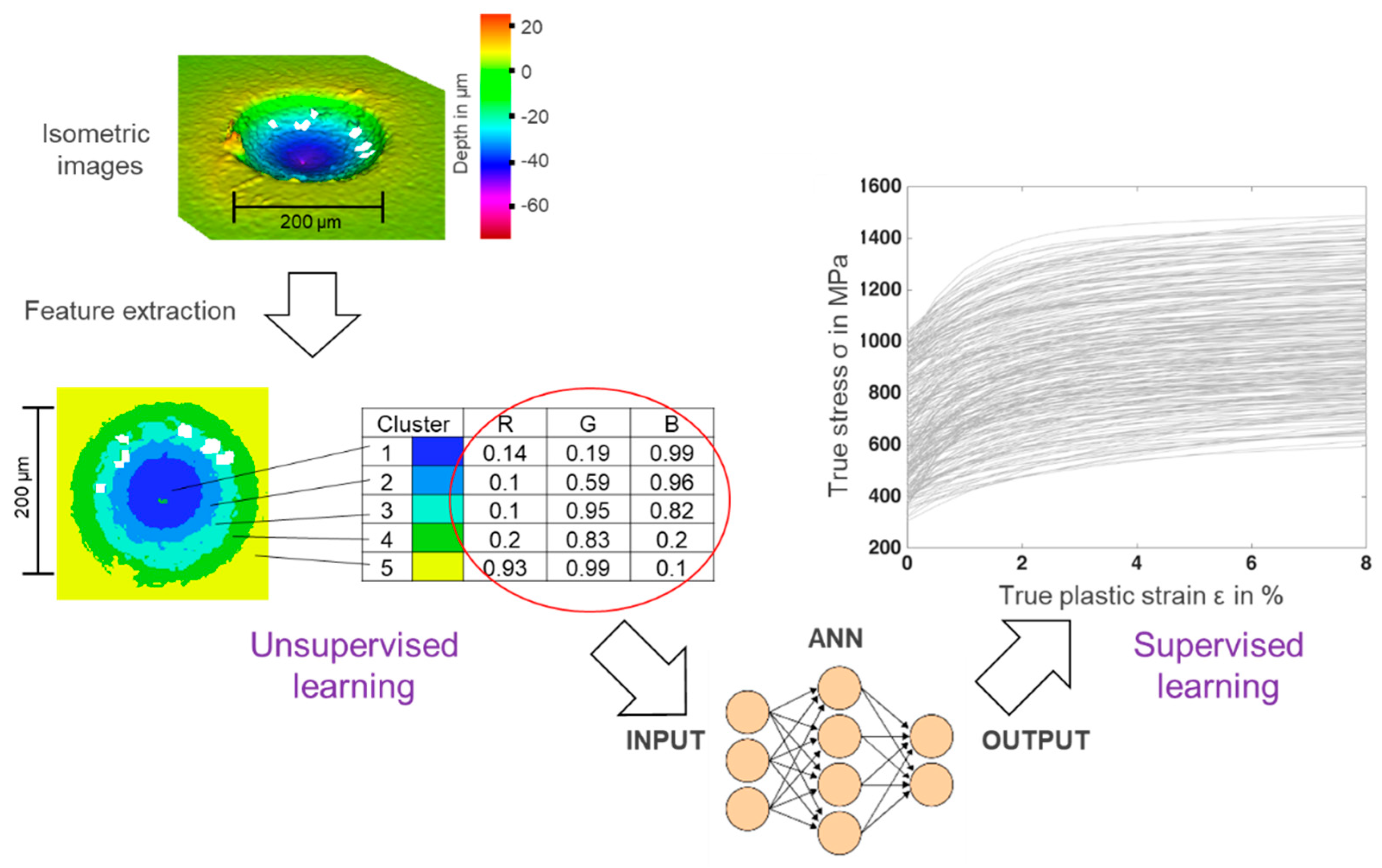
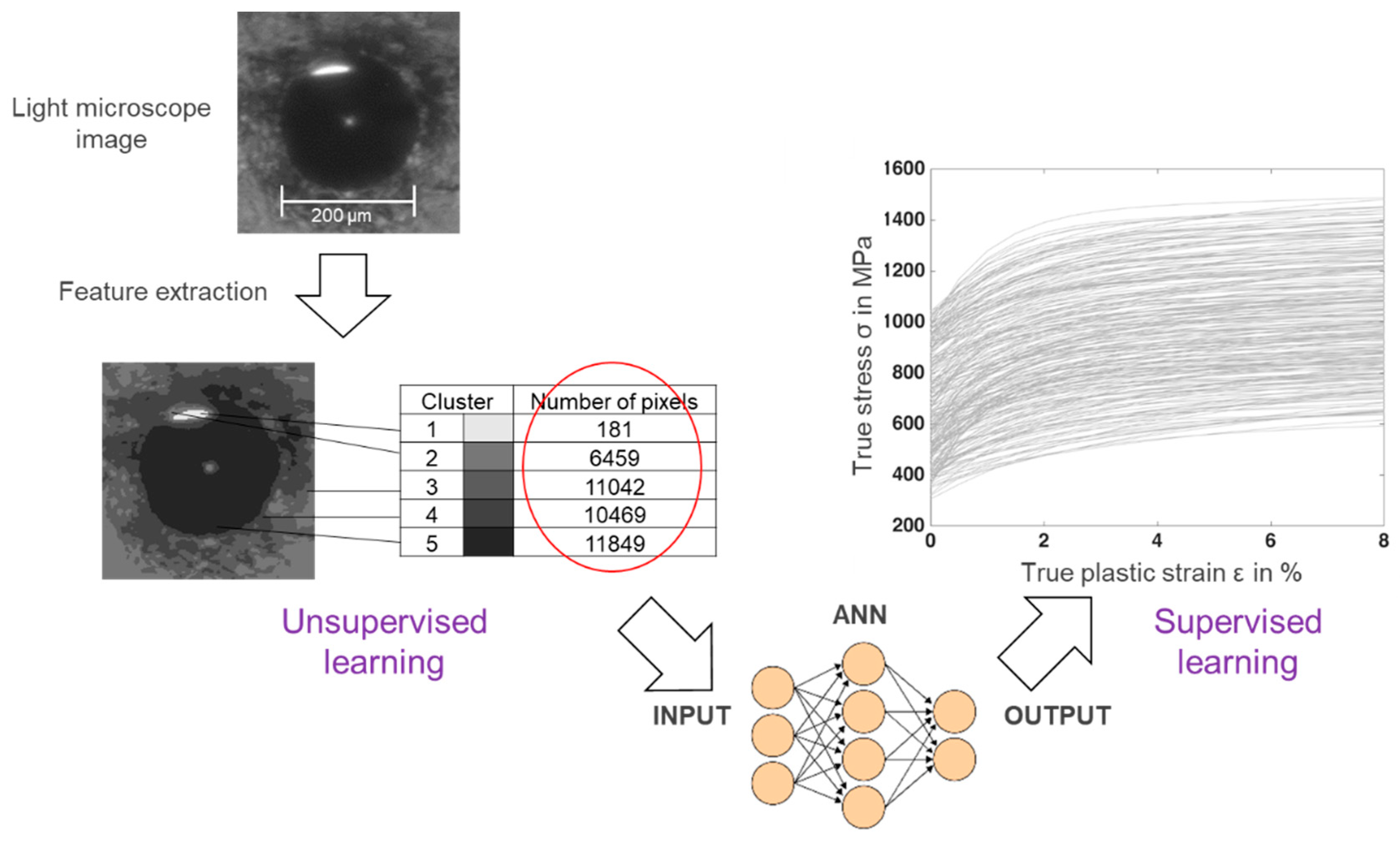
2.3. Processing the Indented Surface Images and Training of the ANN
3. Results and Discussions
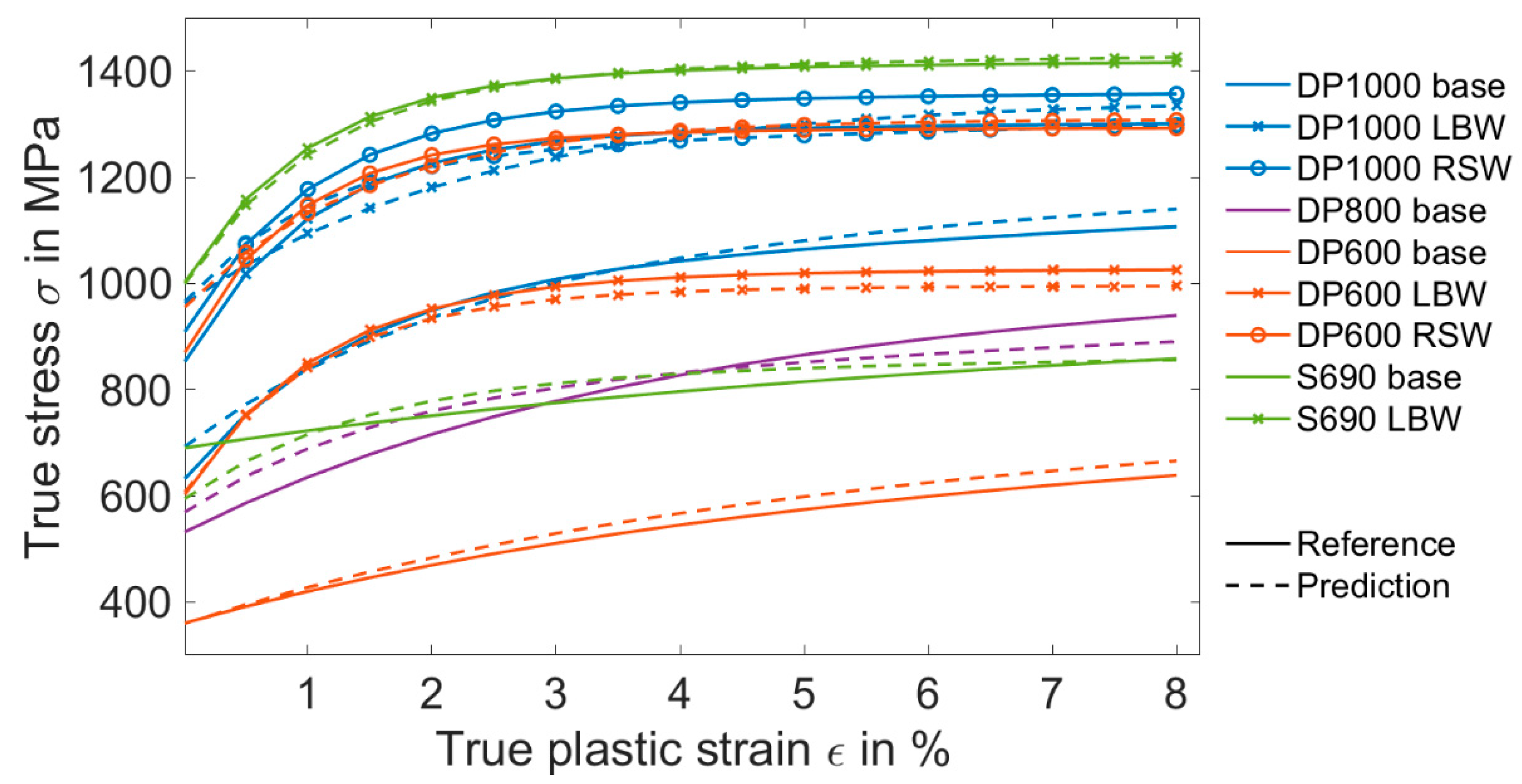
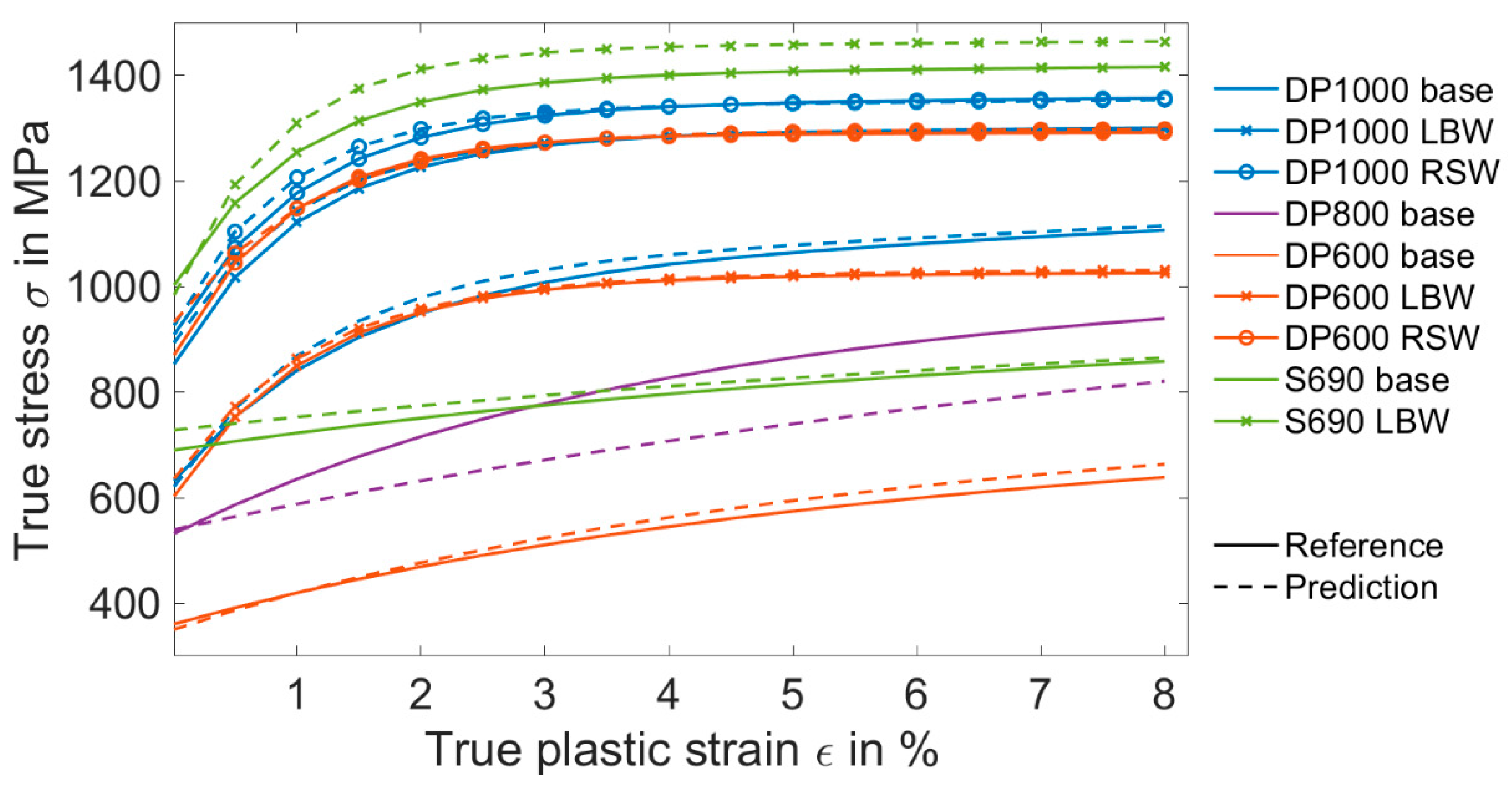
3.1. Validation of the ANN Trained with Simulation Data
3.2. Validation of the ANN Trained with the Images of the Deformed Surface
4. Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Den Uijl, N.; Moolevliet, T.; Mennes, A.; van der Ellen, A.A.; Smith, S.; van der Veldt, T.; Okada, T.; Nishibata, H.; Uchihara, M.; Fukui, K. Performance of resistance spot-welded joints in advanced high-strength steel in static and dynamic tensile tests. Weld. World 2012, 56, 51–63. [Google Scholar] [CrossRef]
- Brauser, S. Phasenumwandlung und Lokale Mechanische Eigenschaften von TRIP Stahl Beim Simulierten und Realen Widerstandspunktschweißprozess; BAM-Dissertationsreihe: Berlin, Germany, 2013; Volume 100. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinemeants to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Chung, K.-H.; Lee, W.; Kim, J.H.; Kim, C.; Park, S.H.; Kwon, D.; Chung, K. Characterization of mechanical properties by indentation tests and FE analysis—Validation by application to a weld zone of DP590 steel. Int. J. Solids Struct. 2009, 46, 344–363. [Google Scholar] [CrossRef]
- Huber, N. Anwendung Neuronaler Netze bei nichtlinearen Problemen der Mechanik. Habilitation; Universität Karlsruhe: Karlsruhe, Germany, 2000. [Google Scholar]
- ISO. ISO/TR 29381. Metallic Materials—Measurement of Mechanical Properties by an Instrumented Indentation Test—Indentation Tensile Properties; ISO: Genève, Switzerland, 2009. [Google Scholar]
- Haušild, P.; Materna, A.; Nohava, J. On the identification of stress–strain relation by instrumented indentation with spherical indenter. Mater. Des. 2012, 37, 373–378. [Google Scholar] [CrossRef]
- Moussa, C.; Bartier, O.; Mauvoisin, G.; Pilvin, P.; Delattre, G. Characterization of homogenous and plastically graded materials with spherical indentation and inverse analysis. J. Mater. Res. 2012, 27, 20–27. [Google Scholar] [CrossRef]
- Habbab, H.; Mellor, B.; Syngellakis, S. Post-yield characterisation of metals with significant pile-up through spherical indentations. Acta Mater. 2006, 54, 1965–1973. [Google Scholar] [CrossRef]
- Ahn, J.-H.; Kwon, D. Derivation of plastic stress-strain relationship from ball indentations: Examination of strain definition and pileup effect. J. Mater. Res. 2001, 16, 3170–3178. [Google Scholar] [CrossRef]
- Jeon, E.-C.; Park, J.-S.; Kwon, D. Statistical analysis of experimental parameters in continuous indentation tests using Taguchi method. J. Eng. Mater. Technol. 2003, 125, 406–411. [Google Scholar] [CrossRef]
- Karthik, V.; Visweswaran, P.; Bhushan, A.; Pawaskar, D.; Kasiviswanathan, K.; Jayakumar, T.; Raj, B. Finite element analysis of spherical indentation to study pile-up/sink-in phenomena in steels and experimental validation. Int. J. Mech. Sci. 2012, 54, 74–83. [Google Scholar] [CrossRef]
- Bouzakis, K.; Michailidis, N.; Erkens, G. Thin hard coating stress-strain curve determination through a FEM supported evaluation of nano-indentation test results. Surf. Coat. Technol. 2001, 142, 102–109. [Google Scholar] [CrossRef]
- Dao, M.; Chollacoop, N.; Van Vliet, K.; Venkatesh, T.; Suresh, S. Computational modeling of the forward and reverse problems in instrumented sharp indentation. Acta Mater. 2001, 49, 3899–3918. [Google Scholar] [CrossRef]
- Bucaille, J.; Stauss, S.; Felder, E.; Michler, J. Determination of plastic properties of metals by instrumented indentation using different sharp indenters. Acta Mater. 2003, 51, 1663–1678. [Google Scholar] [CrossRef]
- Spary, I.; Bushby, A.; Jennett, N. On indentation size effect in spherical indentation. Philos. Mag. 2006, 86, 5581–5593. [Google Scholar] [CrossRef]
- Bouzakis, K.; Michailidis, N. Indenter surface area and hardness determination by means of a FEM-supported simulation of nano-indentation. Thin Solid Films 2006, 494, 155–160. [Google Scholar] [CrossRef]
- Huber, N.; Konstantinidis, A.; Tsakmakis, C. Determination of poisson’s ratio by spherical indentation using neural networks—part I: Theory. J. Mech. Phys. Solids 2001, 68, 218–223. [Google Scholar] [CrossRef]
- Huber, N.; Tsakmakis, C. Determination of poisson’s ratio by spherical indentation using neural networks—part II: Identification method. J. Appl. Mech. 2001, 68, 224. [Google Scholar] [CrossRef]
- Tyulyukovskiy, E.; Huber, N. Identification of viscoplastic material parameters from spherical indentation data: Part I. neural networks. J. Mater. Res. 2006, 21, 664–676. [Google Scholar] [CrossRef]
- Klötzer, D.; Ullner, C.; Tyulyukovskiy, E.; Huber, N. Identification of viscoplastic material parameters from spherical indentation data: Part II. experimental validation of the method. J. Mater. Res. 2006, 21, 677–684. [Google Scholar] [CrossRef]
- Huber, N.; Tsakmakis, C. Determination of constitutive properties fromspherical indentation data using neural networks. part I: The case of pure kinematic hardening in plasticity laws. J. Mech. Phys. Solids 1999, 47, 1569–1588. [Google Scholar] [CrossRef]
- Huber, N.; Tsakmakis, C. Determination of constitutive properties fromspherical indentation data using neural networks. part II: Plasticity with nonlinear isotropic and kinematichardening. J. Mech. Phys. Solids 1999, 47, 1589–1607. [Google Scholar] [CrossRef]
- Ullner, C.; Brauser, S.; Subaric-Leitis, A.; Weber, G.; Rethmeier, M. Determination of local stress–strain properties of resistance spot-welded joints of advanced high-strength steels using the instrumented indentation test. J. Mater. Sci. 2012, 47, 1504–1513. [Google Scholar] [CrossRef]
- Rao, D.; Heerens, J.; Alves Pinheiro, G.; dos Santos, J.; Huber, N. On characterisation of local stress–strain properties in friction stir welded aluminium AA 5083 sheets using micro-tensile specimen testing and instrumented indentation technique. Mater. Sci. Eng. A 2010, 527, 5018–5025. [Google Scholar] [CrossRef][Green Version]
- Yagawa, G.; Okuda, H. Neural networks in computational mechanics. Arch. Comput. Methods Eng. 1996, 3, 435. [Google Scholar] [CrossRef]
- Li, X.; Liu, Z.; Cui, S.; Luo, C.; Li, C.; Zhuang, Z. Predicting the effective mechanical property of heterogeneous materials by image based modelling and deep learning. Comput. Methods Appl. Mech. Eng. 2019, 347, 735–753. [Google Scholar] [CrossRef]
- Ye, S.; Li, B.; Li, Q.; Zhao, H.; Feng, X. Deep neural network method for predicting the mechanical properties of composites. Appl. Phys. Lett. 2019, 115, 161901. [Google Scholar] [CrossRef]
- Xu, Z.; Liu, X.; Zhang, K. Mechanical properties prediction for hot rolled alloy steel using convolutional neural network. IEEE Access 2019, 7, 2169–3536. [Google Scholar] [CrossRef]
- Chun, P.-J.; Yamane, T.; Izumi, S.; Kameda, T. Evaluation of tensile performance of steel members by analysis of corroded steel surface using deep learning. Metals 2019, 9, 1259. [Google Scholar] [CrossRef]
- Psuj, G. Multi-Sensor Data Integration Using Deep learning for characterization of defects in steel elements. Sensors 2018, 18, 292. [Google Scholar] [CrossRef]
- Michie, D. “Memo” Functions and machine learning. Nature 1968, 218, 19–22. [Google Scholar] [CrossRef]
- Sathya, R.; Abraham, A. Comparison of supervised and unsupervised learning algorithms for pattern classification. J. Adv. Res. Artif. Intell. 2013, 2, 34–38. [Google Scholar] [CrossRef]
- Basheer, I.; Hajmeer, M. Artificial neural networks: Fundamentals, computing, design, and application. J. Microbiol. Methods 2000, 43, 3–31. [Google Scholar] [CrossRef]
- Shafi, I.; Ahmad, J.; Shah, S.I.; Kashif, F.M. Impact of Varying Neurons and Hidden Layers in Neural Network Architecture for a Time Frequency Application. In Proceedings of the IEEE International Multitopic Conference, Islāmābād, Pakistan, 23–24 December 2006. [Google Scholar]
- Zheng, H.; Fang, L.; Ji, M.; Strese, M.; Ozer, Y.; Steinbach, E. Deep learning for surface material classification using haptic and visual information. IEEE Trans. Multimed. 2016, 18, 2407–2416. [Google Scholar] [CrossRef]
- Azimi, S.; Britz, D.; Engstler, M.; Fritz, M.; Mücklich, F. Advanced steel microstructural classification by deep learning methods. Sci. Rep. 2018, 8, 2128. [Google Scholar] [CrossRef] [PubMed]
- Soukup, D.; Huber-Mörk, R. Convolutional neural networks for steel surface defect detection from photometric stereo images. Adv. Vis. Comput. 2014, 8887, 668–677. [Google Scholar]
- Maitra, D.S.; Bhattacharya, U.; Parui, S.K. CNN based common approach to handwritten character recognition of multiple scripts. In Proceedings of the 13th International Conference on Document Analysis and Recognition (ICDAR), Nancy, France, 23–26 August 2015. [Google Scholar]
- Shapiro, L.G.; Stockman, G.C. Computer Vision; Prentice Hall: Upper Saddle River, NJ, USA, 2001. [Google Scholar]
- Javaheri, A.; Moghadamneja, N.; Keshavarz, H.; Javaheri, E.; Dobbins, C.; Momeni, E.; Rawassizadeh, R. Public vs. Media Opinion on Robots and Their Evolution over Recent Years. arXiv 2019, arXiv:1905.01615. [Google Scholar]
- Rawassizadeh, R.; Dobbins, C.; Akbari, M.; Pazzani, M. Indexing multivariate mobile data through spatio-temporal event detection and clustering. Sensors 2019, 19, 448. [Google Scholar] [CrossRef]
- Dobbins, C.; Rawassizadeh, R. Clustering of Physical Activities for Quantified Self and mHealth Applications. In Proceedings of the IEEE International Conference on Computer and Information Technology, Liverpool, UK, 26–28 October 2015; pp. 1423–1428. [Google Scholar]
- Javaheri, E.; Pittner, A.; Graf, B.; Rethmeier, M. Mechanical properties characterization of resistance spot welded DP1000 steel under uniaxial tensile test. Materialprufung 2019, 61, 527–532. [Google Scholar] [CrossRef]
- Javaheri, E.; Lubritz, J.; Graf, B.; Rethmeier, M. Mechanical properties characterization of welded automotive steels. Metals 2020, 10, 1. [Google Scholar] [CrossRef]
- Lemaitre, J.; Chaboche, J.L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1990. [Google Scholar]
- Sola, J.; Sevilla, J. Importance of input data normalization for the application of neural networks to complex industrial problems. IEEE Trans. Nuclear Sci. 1997, 44, 1464–1468. [Google Scholar] [CrossRef]
- Prechelt, L. Automatic early stopping using cross validation: Quantifying the criteria. Neural Netw. 1998, 11, 761–767. [Google Scholar] [CrossRef]
- Hagan, M.T.; Menhaj, M.B. Training feedforward networks with the Marquardt algorithm. IEEE Trans. Neural Netw. 1994, 5, 989–993. [Google Scholar] [CrossRef]
- Danzl, R.; Helmli, F.; Scherer, S. Focus Variation—A New Technology for High Resolution Optical 3D Surface Metrology. In Proceedings of the 10th International Conference of the Slovenian Society for Non-Destructive Testing, Ljubljana, Slovenia, 1–3 September 2009; pp. 484–491. [Google Scholar]
- Cheng, H.D.; Jiang, X.H.; Sun, Y.; Wang, J. Color image segmentation: Advances and prospects. Pattern Recognit. 2001, 34, 2259–2281. [Google Scholar] [CrossRef]
- Burden, F.; Winkler, D. Bayesian Regularization of Neural Networks. In Artificial Neural Networks: Methods and Applications; Humana Press: Totowa, NJ, USA, 2008; pp. 23–42. [Google Scholar]
- Mann, H.B.; Whitney, D.R. On a test of whether one of two random variables is stochastically larger than the other. Ann. Math. Statist. 1947, 18, 50–60. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | Mo | Al | Fe |
|---|---|---|---|---|---|---|---|
| DP1000 | 0.11 | 0.5 | 2.14 | 0.03 | 0.002 | 0.04 | balance |
| DP800 + ZE | 0.14 | 0.8 | 1.47 | 0.1 | 0.01 | 0.015 | balance |
| DP600 + ZE75/75 | 0.1 | 0.14 | 1.4 | 0.16 | 0.18 | 0.02 | balance |
| S690QL | 0.2 | 0.8 | 1.7 | 1.5 | 0.7 | - | balance |
| Material | Force in kN | Hold Time in ms | Current in kA | Electrode Cape |
|---|---|---|---|---|
| DP1000 | 5 | 140 | 9 | F16 |
| DP600 | 3.5 | 260 | 8 | F16 |
| Material | Power in kW | Focusing in mm | Speed in m/min |
|---|---|---|---|
| DP1000 | 2.4 | 0 | 1.8 |
| DP600 | 1.6 | 0 | 1.8 |
| S690 | 8 | 0 | 2 |
| Material | Rp0.2 in MPa | R0 in MPa | R∞ in MPa | b | |
|---|---|---|---|---|---|
| DP1000 | base | 630 | 1100 | 390 | 72 |
| LBW | 850 | 175 | 437 | 96 | |
| RSW | 906 | 175 | 437 | 96 | |
| DP800 | base | 531 | 440 | 422 | 27 |
| DP600 | base | 360 | 710 | 268 | 22 |
| LBW | 600 | 75 | 420 | 90 | |
| RSW | 867 | 65 | 420 | 110 | |
| S690 | base | 690 | 393 | 184 | 17 |
| LBW | 1000 | 200 | 400 | 100 | |
| Parameter | Interval |
|---|---|
| Rp0.2 in MPa | [340; 1050] |
| R0 in MPa | [50; 1150] |
| R∞ in MPa | [170; 460] |
| b | [15; 115] |
| Data set | Regression Coefficient | |||
|---|---|---|---|---|
| Rp0.2 | R0 | R∞ | b | |
| Force-indentation depth curve | 0.98 | 0.9 | 0.81 | 0.73 |
| Profile of indented surface | 0.99 | 0.99 | 0.98 | 0.95 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Javaheri, E.; Kumala, V.; Javaheri, A.; Rawassizadeh, R.; Lubritz, J.; Graf, B.; Rethmeier, M. Quantifying Mechanical Properties of Automotive Steels with Deep Learning Based Computer Vision Algorithms. Metals 2020, 10, 163. https://doi.org/10.3390/met10020163
Javaheri E, Kumala V, Javaheri A, Rawassizadeh R, Lubritz J, Graf B, Rethmeier M. Quantifying Mechanical Properties of Automotive Steels with Deep Learning Based Computer Vision Algorithms. Metals. 2020; 10(2):163. https://doi.org/10.3390/met10020163
Chicago/Turabian StyleJavaheri, Ehsan, Verdiana Kumala, Alireza Javaheri, Reza Rawassizadeh, Janot Lubritz, Benjamin Graf, and Michael Rethmeier. 2020. "Quantifying Mechanical Properties of Automotive Steels with Deep Learning Based Computer Vision Algorithms" Metals 10, no. 2: 163. https://doi.org/10.3390/met10020163
APA StyleJavaheri, E., Kumala, V., Javaheri, A., Rawassizadeh, R., Lubritz, J., Graf, B., & Rethmeier, M. (2020). Quantifying Mechanical Properties of Automotive Steels with Deep Learning Based Computer Vision Algorithms. Metals, 10(2), 163. https://doi.org/10.3390/met10020163