Influence of Rolling Temperatures on Interface Microstructure and Mechanical Properties of Multi-Pass Rolling TA1/Q235B Explosive Welded Sheets

 ,
,
Abstract
1. Introduction
2. Materials and Methods
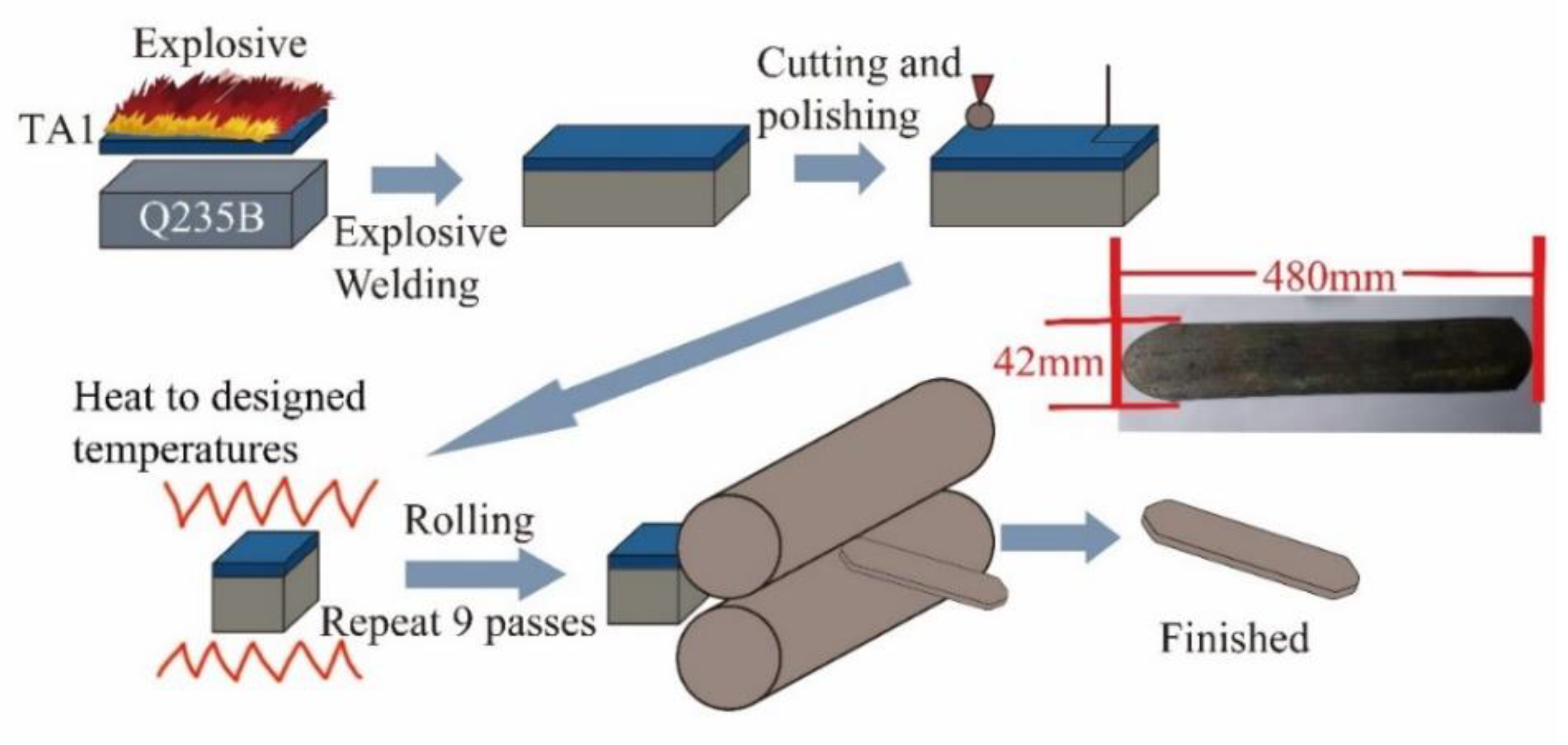
2.1. Raw Materials and Multi-Pass Rolling
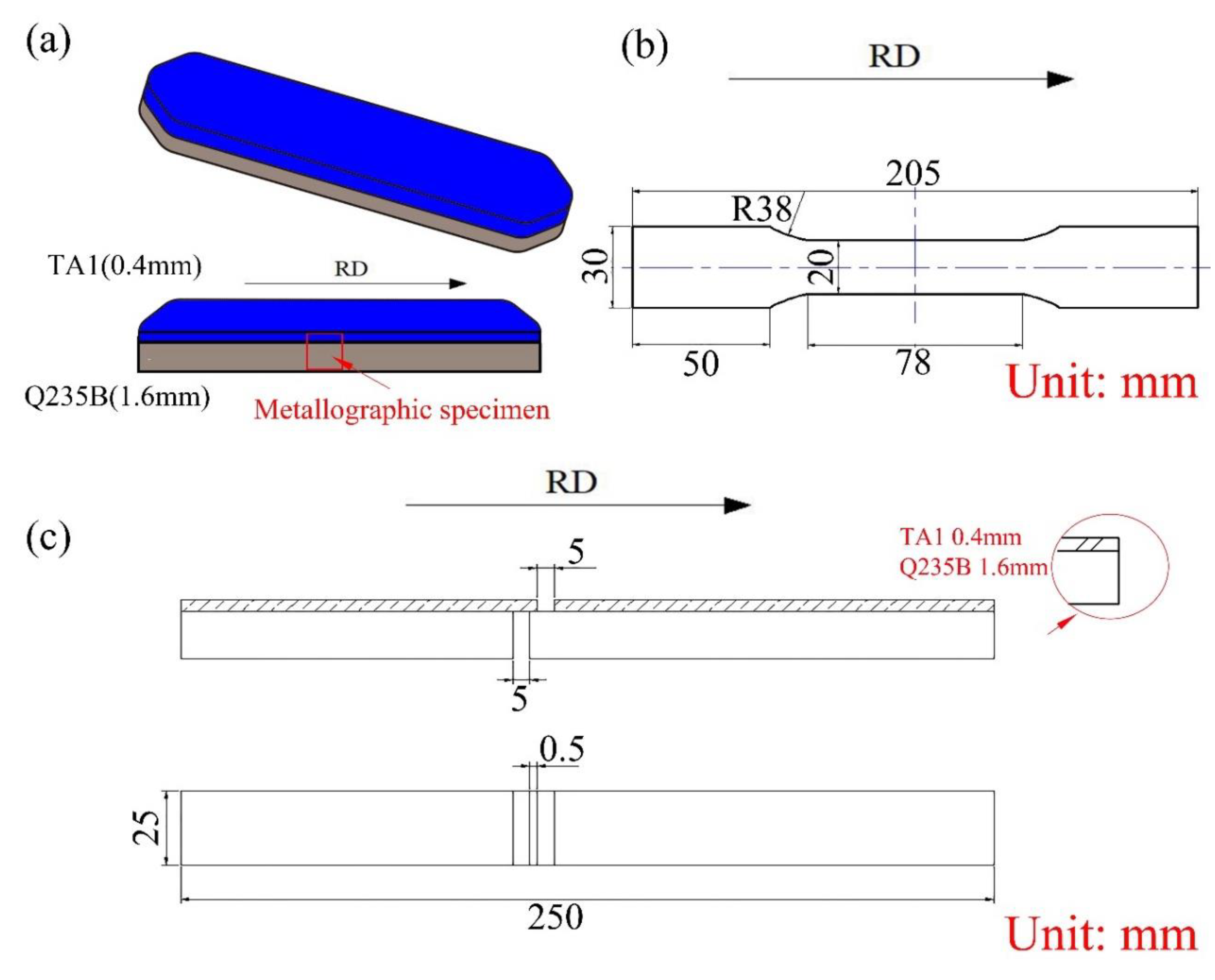
2.2. Microstructure and Mechanical Properties
3. Results and Discussion
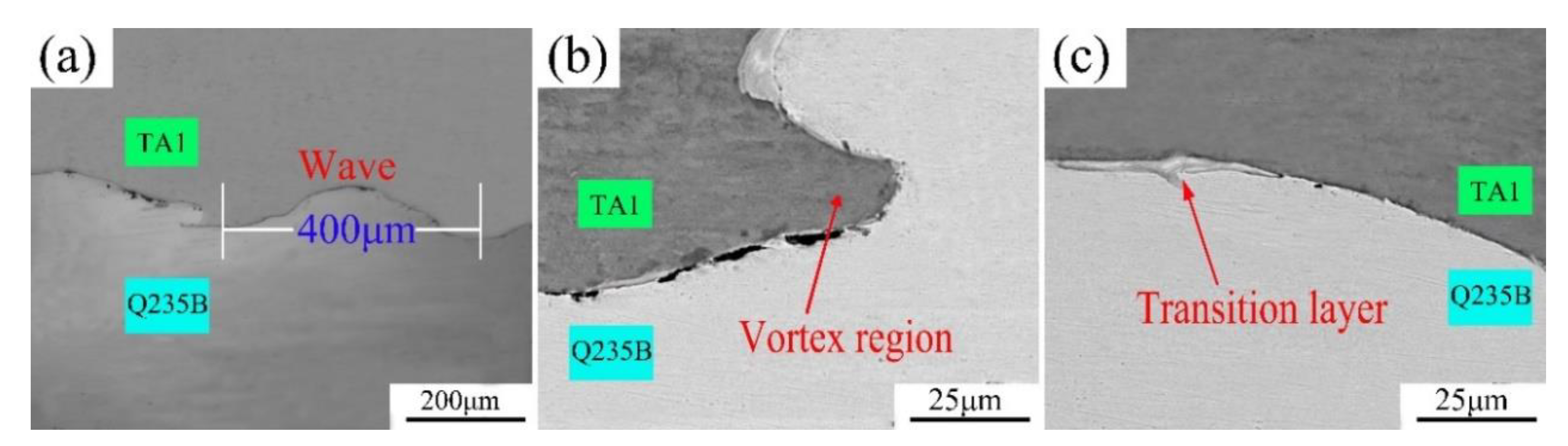
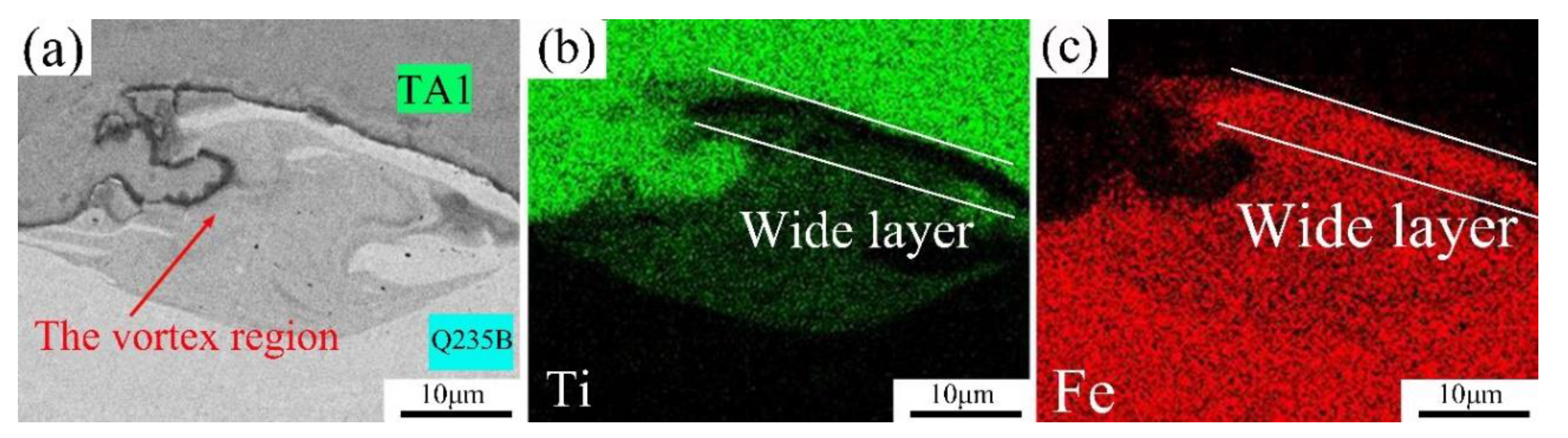
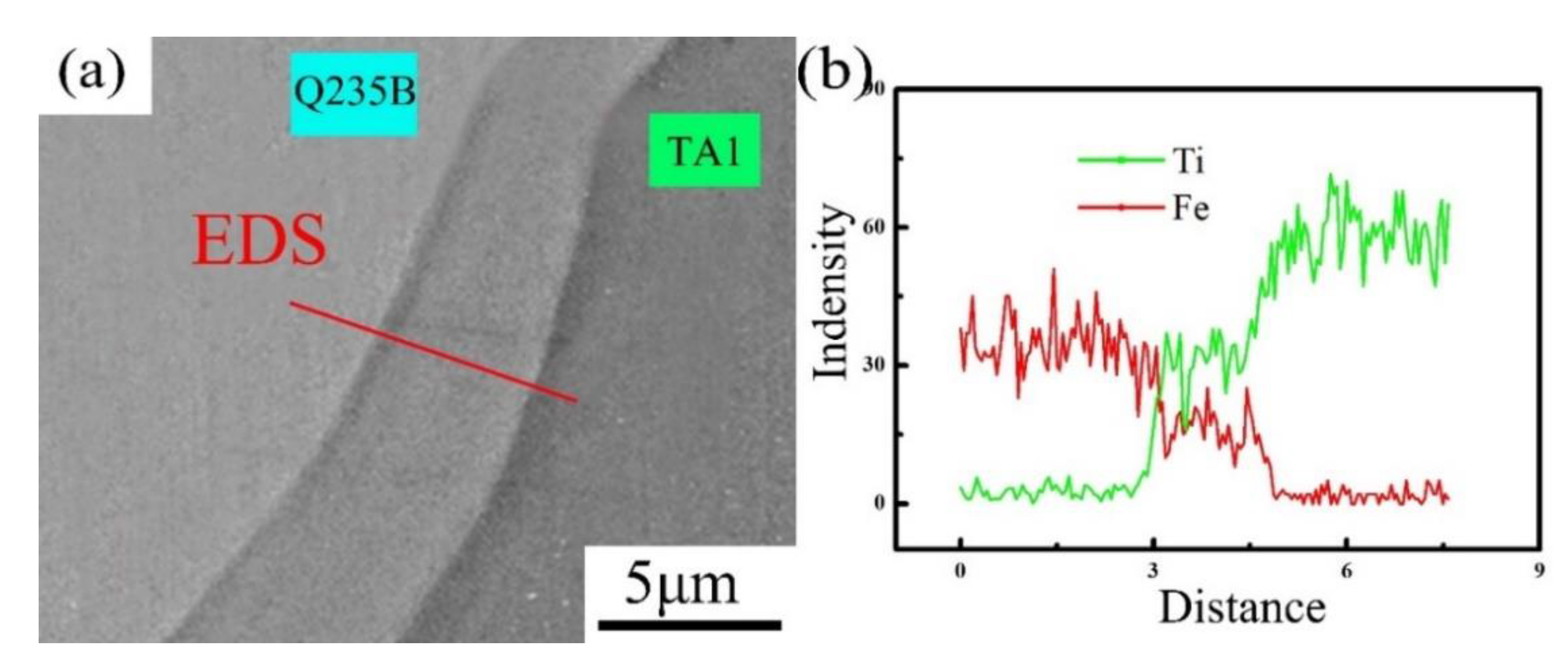
3.1. The Interface Microstructure of the Explosive Welded Plate
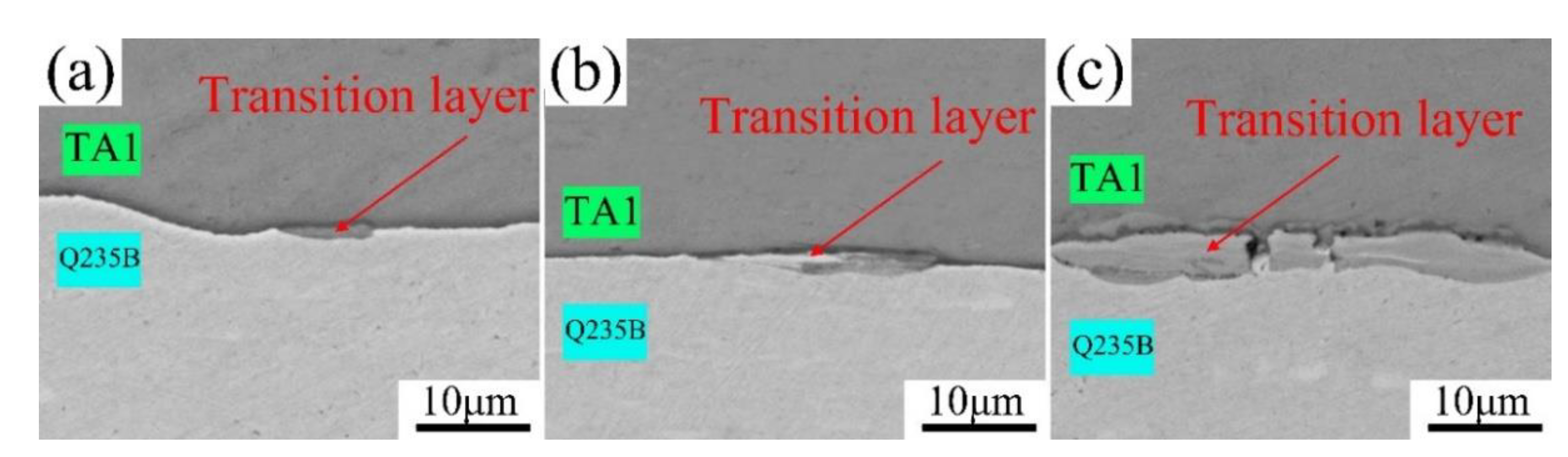
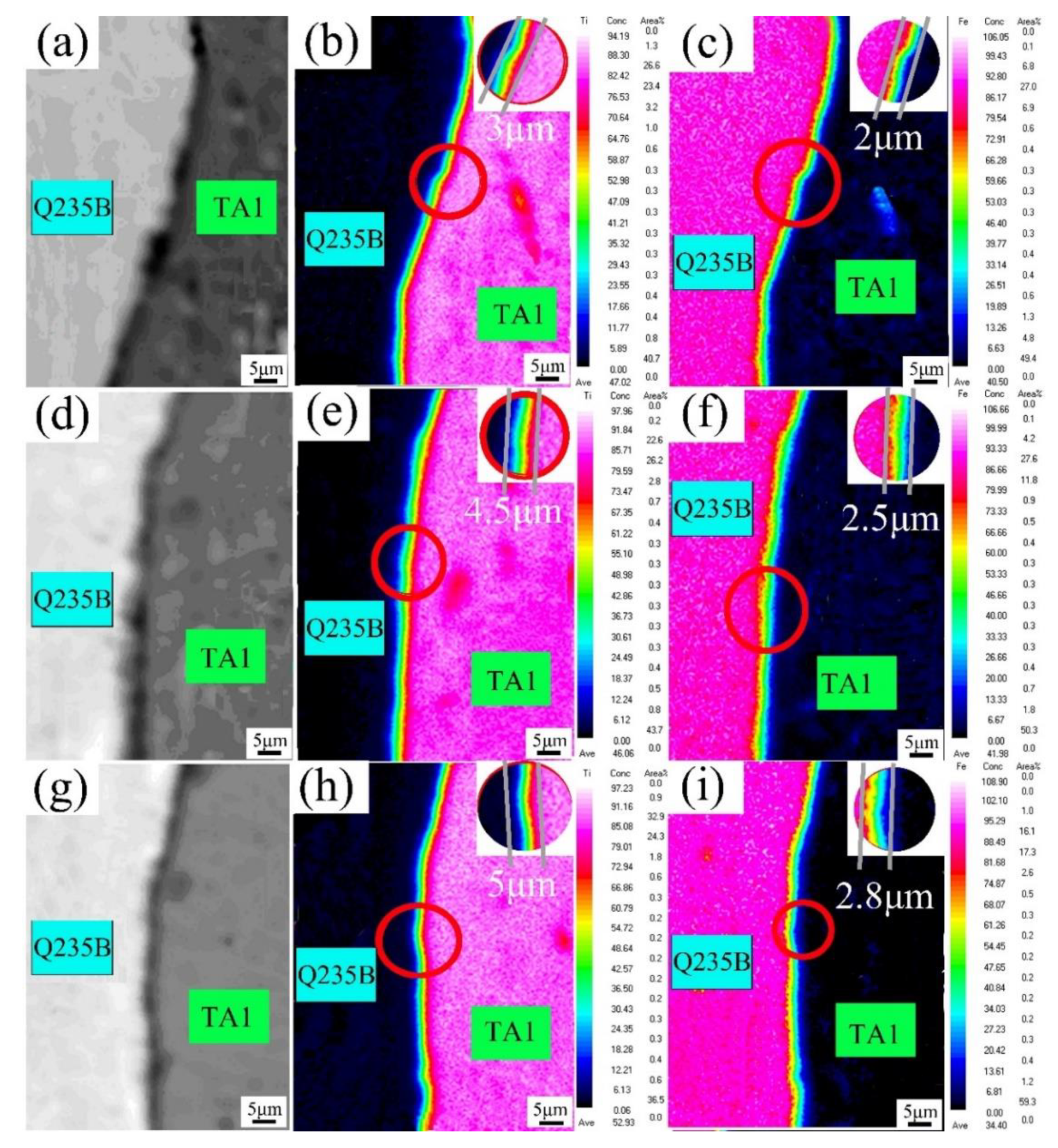
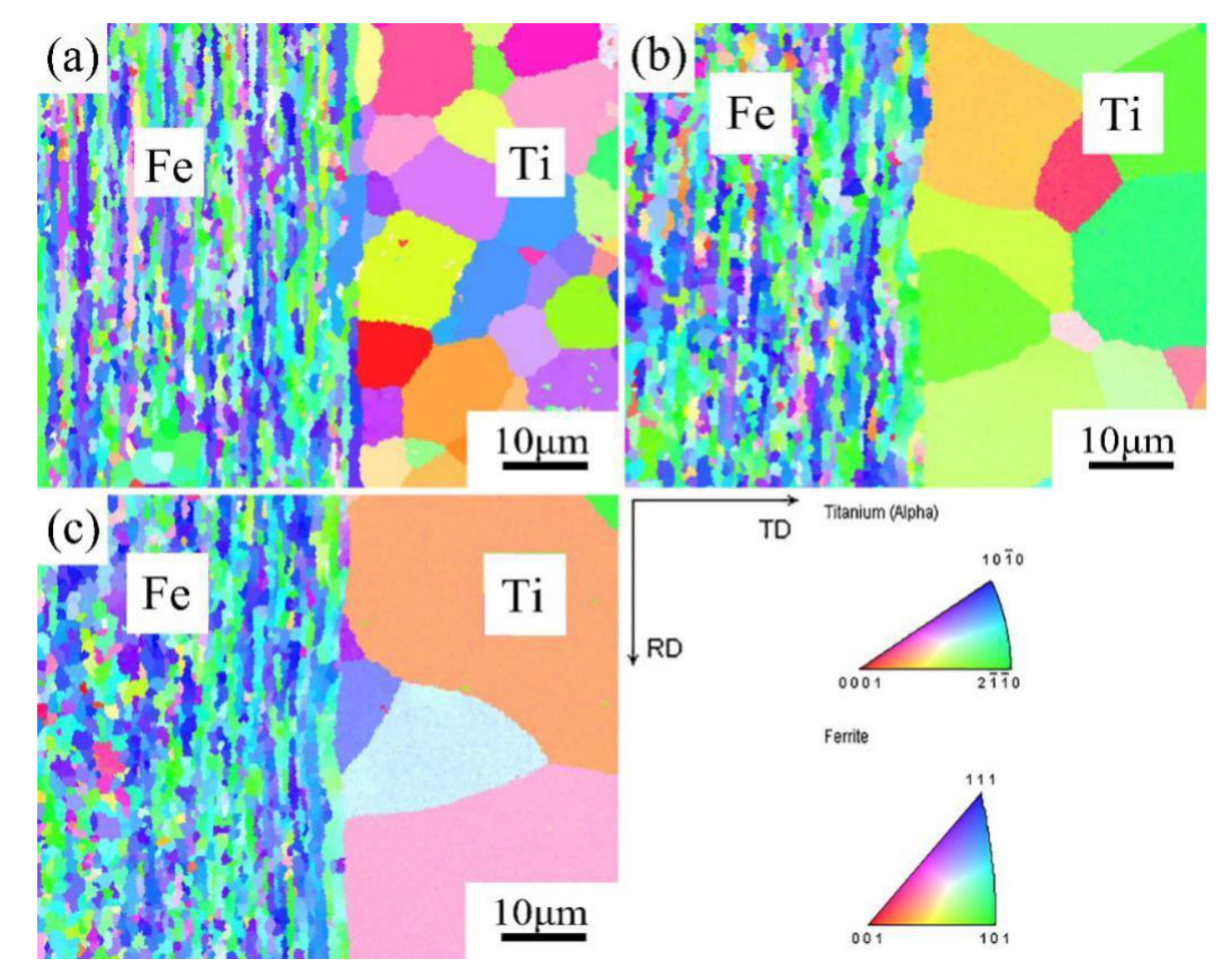
3.2. The Interfacial Microstructure of Hot-Rolled Sheets at Different Temperatures
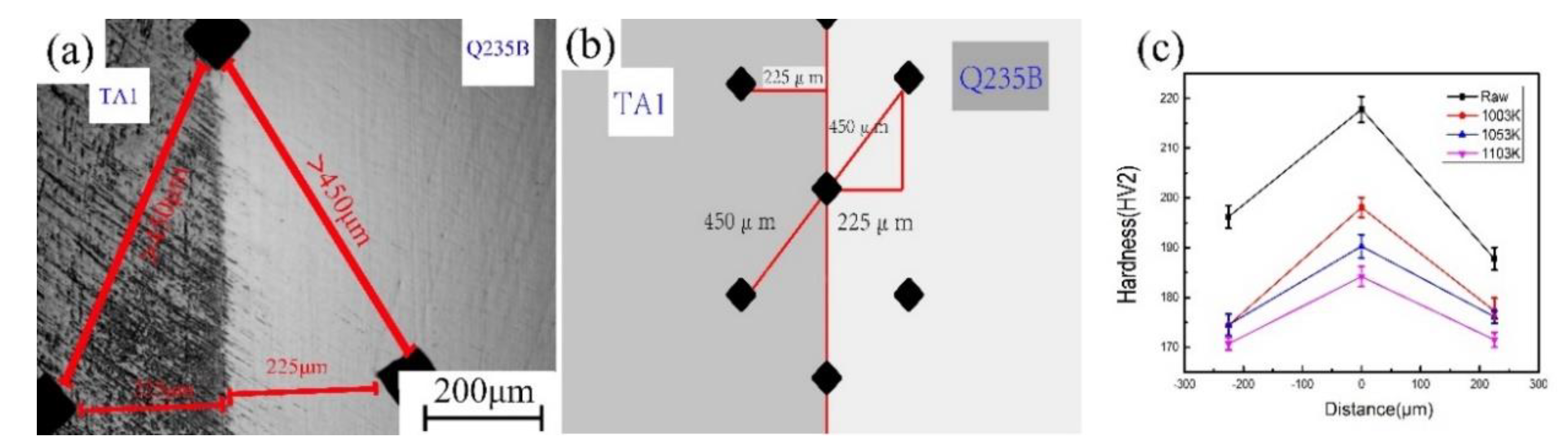
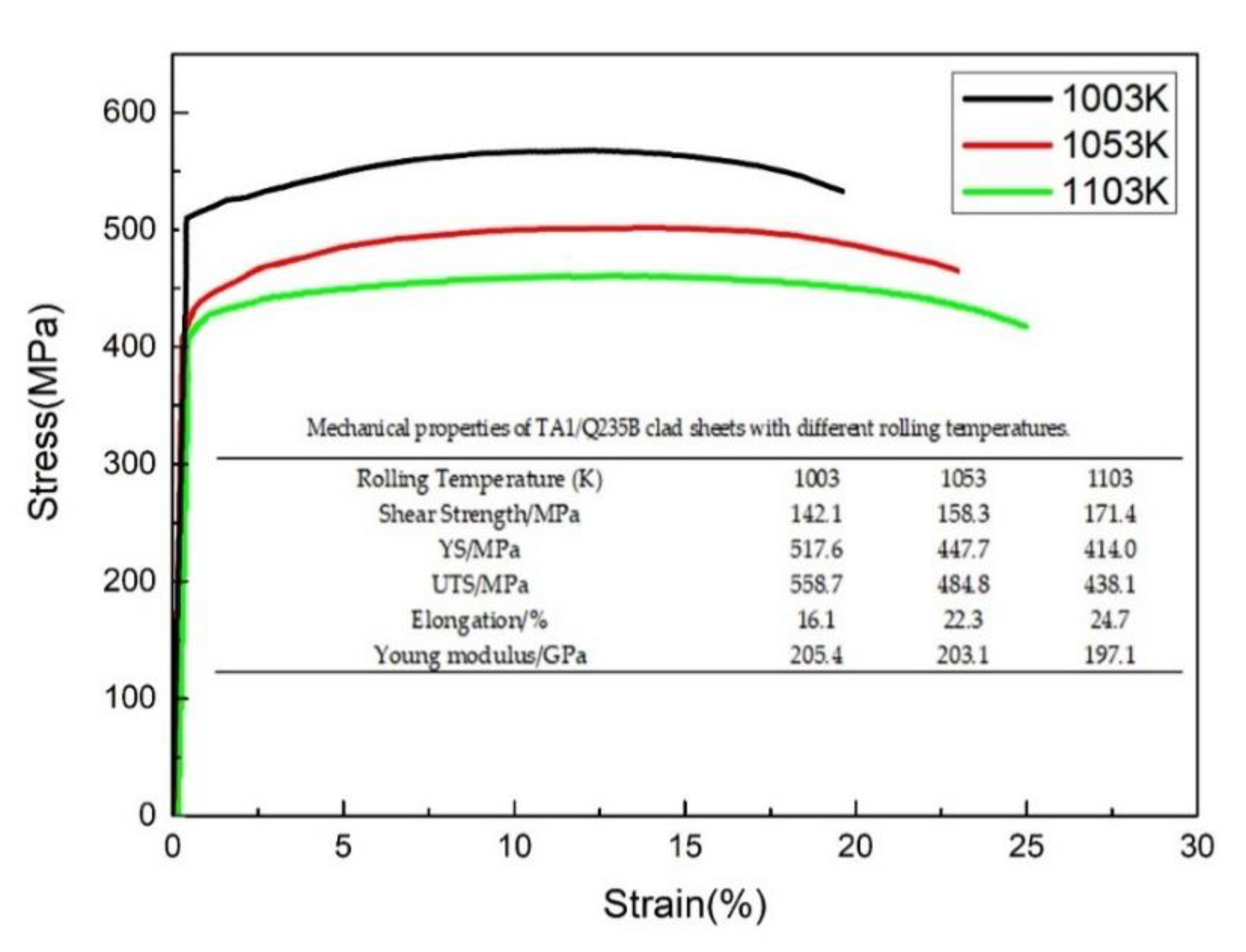
3.3. Mechanical Properties of TA1/Q235B Sheets Hot-Rolled at Different Temperatures
4. Conclusions
- (1)
- The vortex region and the transition layer microstructures are formed in the TA1/Q235B explosive welded plate. After hot rolling, only the transition layer exists in the bonding surfaces.
- (2)
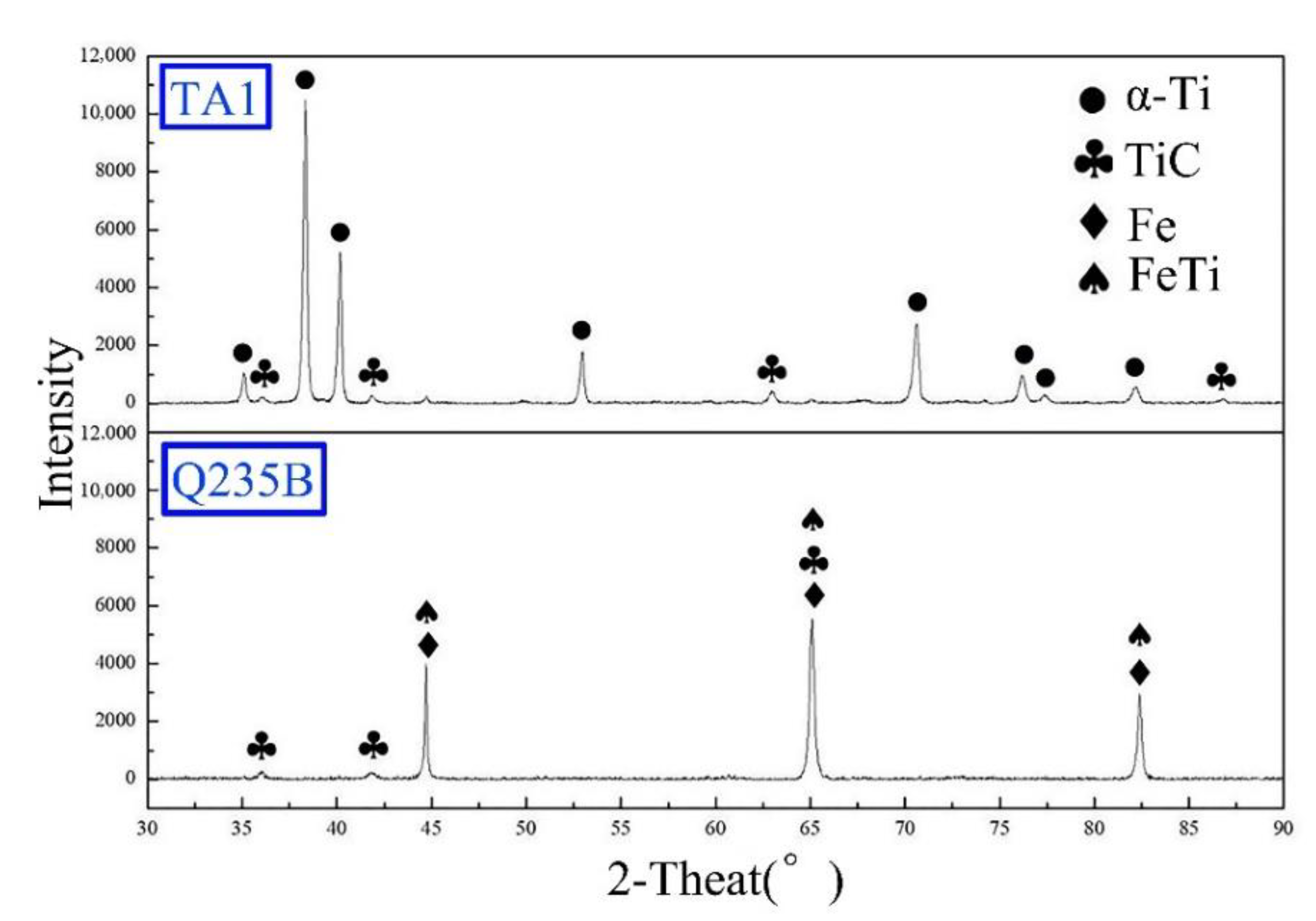
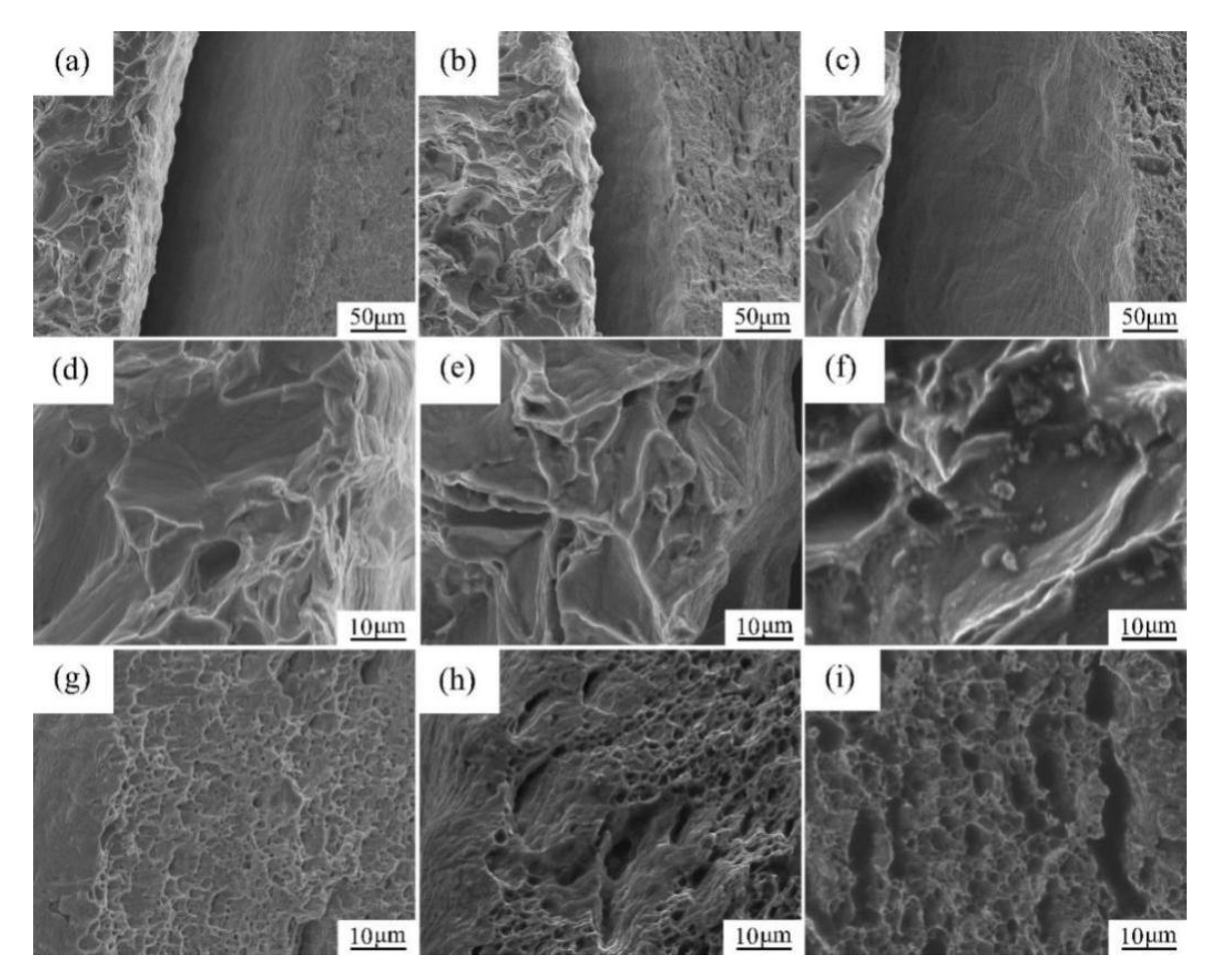
- The thickness of transition layer increases with the increase of rolling temperatures. The component of the transition layer is α-Ti, TiC, Fe, and FeTi. In addition, the fracture is a mixed-mode of ductile and brittle fractures, which mainly occurred in interface layer.
- (3)
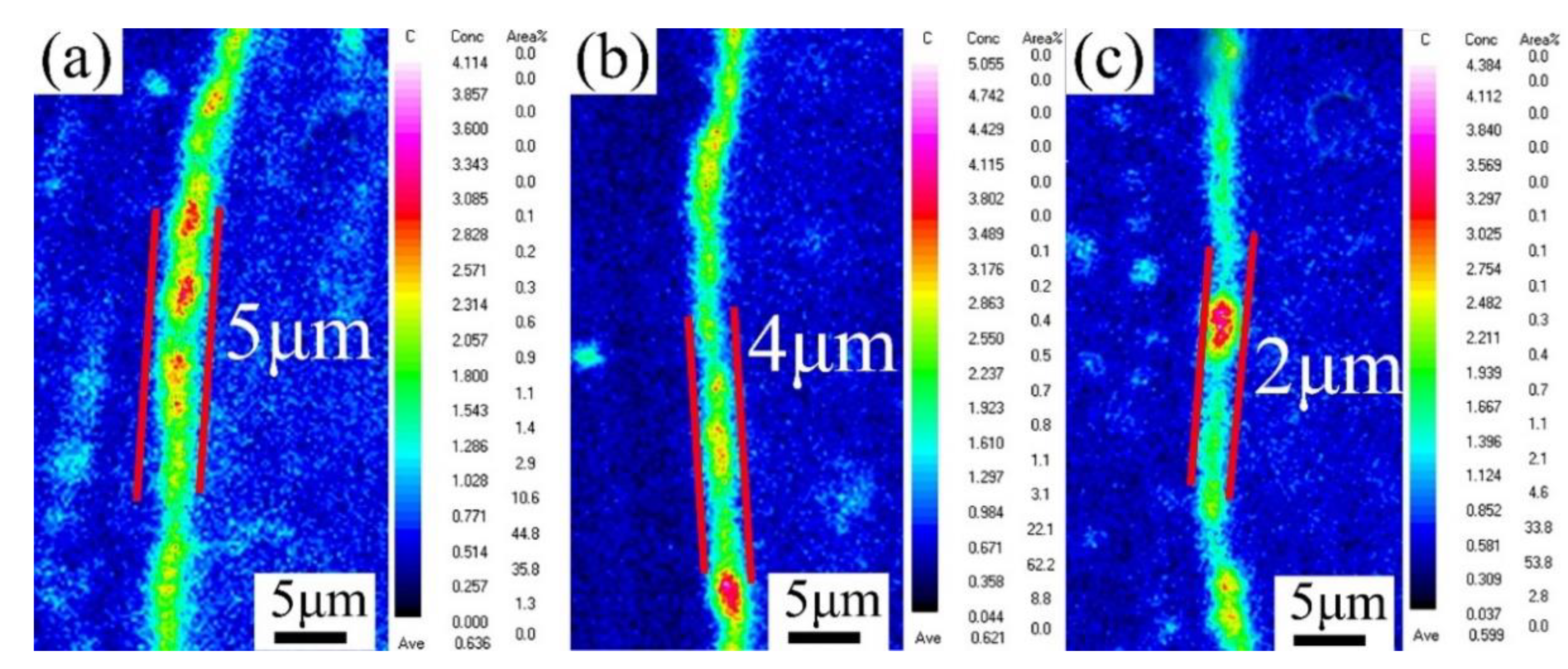
- Due to fragile and hard interfacial compounds, the microhardness of the explosive plate is higher than that of hot rolled sheets. High temperatures reduce the proportion of brittle TiC compounds, resulting in an increment of interface shear strength. However, due to the increase of recrystallization degree of TA1 and Q235B at a high temperature, the yield strength and tensile strength of the sheet decreased. Furthermore, when the rolling temperature rises, the elongation increases, while the Young’s modulus shows little change.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nishida, M.; Chiba, A.; Honda, Y.; Hirazumi, J.-I.; Horikiri, K. Electron Microscopy Studies of Bonding Interface in Explosively Welded Ti/Steel Clads. ISIJ Int. 1995, 35, 217–219. [Google Scholar] [CrossRef]
- Wachowski, M.; Sniezek, L.; Szachogluchowicz, I.; Kosturek, R.; Plocinski, T. Microstructure and fatigue life of Cp-Ti/316L bimetallic joints obtained by means of explosive welding. Bull. Pol. Acad. of Sci. Tech. Sci. 2018, 66, 925–933. [Google Scholar]
- Li, Y.; Liu, C.; Yu, H.; Zhao, F.; Wu, Z. Numerical Simulation of Ti/Al Bimetal Composite Fabricated by Explosive Welding. Metals 2017, 7, 407. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, L.; Xie, M.-X.; Yang, H.-X.; Yin, X.-Q.; Zhang, J.-X. Microstructure and property inhomogeneity investigations of bonded Zr/Ti/steel trimetallic sheet fabricated by explosive welding. J. Alloys Compd. 2017, 698, 835–851. [Google Scholar] [CrossRef]
- Carvalho, G.; Galvão, I.; Mendes, R.; Leal, R.; Loureiro, A. Aluminum-to-Steel Cladding by Explosive Welding. Metals 2020, 10, 1062. [Google Scholar] [CrossRef]
- Yu, C.; Xiao, H.; Yu, H.; Qi, Z.; Xu, C. Mechanical properties and interfacial structure of hot-roll bonding TA2/Q235B plate using DT4 interlayer. Mater. Sci. Eng. A 2017, 695, 120–125. [Google Scholar] [CrossRef]
- Sun, Z.; Shi, C.; Wu, X.; Shi, H. Comprehensive investigation of effect of the charge thickness and stand-off gap on interface characteristics of explosively welded TA2 and Q235B. Compos. Interfaces 2020, 27, 977–993. [Google Scholar] [CrossRef]
- Paul, H.; Chulist, R.; Bobrowski, P.; Perzynski, K.; Madej, L.; Mania, I.; Miszczyk, M.M.; Cios, G. Microstructure and properties of the interfacial region in explosively welded and post-annealed titanium-copper sheets. Mater. Charact. 2020, 167, 110520. [Google Scholar] [CrossRef]
- Bina, M.H.; Dehghani, F.; Salimi, M. Effect of heat treatment on bonding interface in explosive welded copper/stainless steel. Mater. Des. 2013, 45, 504–509. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, D.; Cao, X.; Yang, W.; Wang, W. Influence of multi-pass rolling and subsequent annealing on the interface microstructure and mechanical properties of the explosive welding Mg/Al composite plates. Mater. Sci. Eng. A 2018, 723, 97–108. [Google Scholar] [CrossRef]
- Lysak, V.; Kuzmin, S.V. Energy balance during explosive welding. J. Mater. Process. Technol. 2015, 222, 356–364. [Google Scholar] [CrossRef]
- Vieille, B.; Casado, V.M.; Bouvet, C. About the impact behavior of woven-ply carbon fiber-reinforced thermoplastic- and thermosetting-composites: A comparative study. Compos. Struct. 2013, 101, 9–21. [Google Scholar] [CrossRef]
- Pereira, D.; Oliveira, J.P.; Pardal, T.; Miranda, R.M.; Santos, T.G. Magnetic pulse welding: Machine optimisation for aluminium tubular joints production. Sci. Technol. Weld. Join. 2018, 23, 172–179. [Google Scholar] [CrossRef]
- Ha, J.S.; Hong, S. Deformation and fracture of Ti/439 stainless steel clad composite at intermediate temperatures. Mater. Sci. Eng. A 2016, 651, 805–809. [Google Scholar] [CrossRef]
- Liu, J.; Cai, W.; Liu, L.; Han, J.; Liu, J. Investigation of interfacial structure and mechanical properties of titanium clad steel sheets prepared by a brazing-rolling process. Mater. Sci. Eng. A 2017, 703, 386–398. [Google Scholar] [CrossRef]
- Cui, Y.; Liu, D.; Fan, M.Y.; Deng, G.P.; Sun, L.X.; Zhang, Y.; Chen, D.; Zhang, Z.W. Microstructure and mechanical properties of TA1/3A21 composite plate fabricated via explosive welding. Mater. Sci. Technol. 2020, 36, 425–433. [Google Scholar] [CrossRef]
- Song, J.; Kostka, A.; Veehmayer, M.; Raabe, D. Hierarchical microstructure of explosive joints: Example of titanium to steel cladding. Mater. Sci. Eng. A 2011, 528, 2641–2647. [Google Scholar] [CrossRef]
- Jiang, H.-T.; Yan, X.-Q.; Liu, J.-X.; Duan, X.-G. Effect of heat treatment on microstructure and mechanical property of Ti–steel explosive-rolling clad plate. Trans. Nonferrous Met. Soc. China 2014, 24, 697–704. [Google Scholar] [CrossRef]
- Jin, Y.X.; Zeng, S.Y.; Wang, H.W. Changes of carbides morphology in the alloy Ti15Al7C during heat treatment. Rare Metal Mater. Eng. 2002, 31, 358–362. [Google Scholar]
- Chu, Q.; Zhang, M.; Li, J.; Yan, C. Experimental and numerical investigation of microstructure and mechanical behavior of titanium/steel interfaces prepared by explosive welding. Mater. Sci. Eng. A 2017, 689, 323–331. [Google Scholar] [CrossRef]
- Li, B.; Chen, Z.; He, W.; Wang, P.; Lin, J.; Wang, Y.; Peng, L.; Li, J.; Liu, Q. Effect of interlayer material and rolling temperature on microstructures and mechanical properties of titanium/steel clad plates. Mater. Sci. Eng. A 2019, 749, 241–248. [Google Scholar] [CrossRef]
- Arisova, V.N.; Gurevich, L.M.; Trudov, A.F.; Serov, A.G.; Kharlamov, V.G. Structure Formation in the Zones of Joints Obtained by Explosion Welding with Subsequent Rolling of a Five-Layer Titanium-Steel Composite. Metals 2019, 63, 96–104. [Google Scholar] [CrossRef]
- Sun, Z.; Shi, C.-G.; Shi, H.; Li, F.; Gao, L.; Wang, G. Comparative study of energy distribution and interface morphology in parallel and double vertical explosive welding by numerical simulations and experiments. Mater. Des. 2020, 195, 109027. [Google Scholar] [CrossRef]
- Acarer, M.; Gülenç, B.; Fındık, F. Investigation of explosive welding parameters and their effects on microhardness and shear strength. Mater. Des. 2003, 24, 659–664. [Google Scholar] [CrossRef]
- Zhang, H.; Jiao, K.X.; Zhang, J.L.; Liu, J. Comparisons of the microstructures and micro-mechanical properties of copper/steel explosive-bonded wave interfaces. Mater. Sci. Eng. A 2019, 756, 430–441. [Google Scholar] [CrossRef]
- Wronka, B. Testing of explosive welding and welded joints: Joint mechanism and properties of explosive welded joints. J. Mater. Sci. 2010, 45, 4078–4083. [Google Scholar] [CrossRef]
- Qin, L.; Wang, J.; Wu, Q.; Guo, X.; Tao, J. In-situ observation of crack initiation and propagation in Ti/Al composite laminates during tensile test. J. Alloys Compd. 2017, 712, 69–75. [Google Scholar] [CrossRef]
- Kundu, S.; Chatterjee, S. Effect of bonding temperature on interface microstructure and properties of titanium–304 stainless steel diffusion bonded joints with Ni interlayer. Mater. Sci. Technol. 2006, 22, 1201–1207. [Google Scholar] [CrossRef]
- Klugkist, P.; Herzig, C. Tracer diffusion of titanium in α-iron. Phys. Status Solidi 2010, 148, 413–421. [Google Scholar] [CrossRef]
- Sam, S.; Kundu, S.; Chatterjee, S. Diffusion bonding of titanium alloy to micro-duplex stainless steel using a nickel alloy interlayer: Interface microstructure and strength properties. Mater. Des. 2012, 40, 237–244. [Google Scholar] [CrossRef]
- Kahraman, N.; Gülenç, B.; Findik, F. Joining of titanium/stainless steel by explosive welding and effect on interface. J. Mater. Process. Technol. 2005, 169, 127–133. [Google Scholar] [CrossRef]
- Blach, J.; Falat, L.; Ševc, P. Fracture characteristics of thermally exposed 9Cr–1Mo steel after tensile and impact testing at room temperature. Eng. Fail. Anal. 2009, 16, 1397–1403. [Google Scholar] [CrossRef]
- Xie, M.-X.; Zhang, L.-J.; Zhang, G.; Zhang, J.-X.; Bi, Z.-Y.; Li, P.-C. Microstructure and mechanical properties of CP-Ti/X65 bimetallic sheets fabricated by explosive welding and hot rolling. Mater. Des. 2015, 87, 181–197. [Google Scholar] [CrossRef]
- Rozumek, D.; Bański, R. Crack growth rate under cyclic bending in the explosively welded steel/titanium bimetals. Mater. Des. 2012, 38, 139–146. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | A (GPa) | B (GPa) | R1 | R2 | ω | D (m/s) | V | E (kJ/m3) | ρ0 (g/cm3) | p (GPa) |
|---|---|---|---|---|---|---|---|---|---|---|
| Value | 8.615 | 0.818 | 3.754 | 0.807 | 0.01 | 2100 | 1 | 5.252 × 105 | 0.8 | 1.278 |
| Materials | Thickness Before Rolling (mm) | Thickness After Rolling (mm) | Reduction (%) |
|---|---|---|---|
| TA1 | 3 | 0.4 | 86.7 |
| Q235B | 17 | 1.6 | 90.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Cao, L.; Liang, X.; Zhang, W.; Wu, C.; Zeng, Z.; Zhou, C. Influence of Rolling Temperatures on Interface Microstructure and Mechanical Properties of Multi-Pass Rolling TA1/Q235B Explosive Welded Sheets. Metals 2020, 10, 1654. https://doi.org/10.3390/met10121654
Li H, Cao L, Liang X, Zhang W, Wu C, Zeng Z, Zhou C. Influence of Rolling Temperatures on Interface Microstructure and Mechanical Properties of Multi-Pass Rolling TA1/Q235B Explosive Welded Sheets. Metals. 2020; 10(12):1654. https://doi.org/10.3390/met10121654
Chicago/Turabian StyleLi, Huizhong, Liangming Cao, Xiaopeng Liang, Wending Zhang, Chunping Wu, Zhiheng Zeng, and Chengshang Zhou. 2020. "Influence of Rolling Temperatures on Interface Microstructure and Mechanical Properties of Multi-Pass Rolling TA1/Q235B Explosive Welded Sheets" Metals 10, no. 12: 1654. https://doi.org/10.3390/met10121654
APA StyleLi, H., Cao, L., Liang, X., Zhang, W., Wu, C., Zeng, Z., & Zhou, C. (2020). Influence of Rolling Temperatures on Interface Microstructure and Mechanical Properties of Multi-Pass Rolling TA1/Q235B Explosive Welded Sheets. Metals, 10(12), 1654. https://doi.org/10.3390/met10121654