Ball Spin Forming for Flexible and Partial Diameter Reduction in Tubes


Abstract
1. Introduction
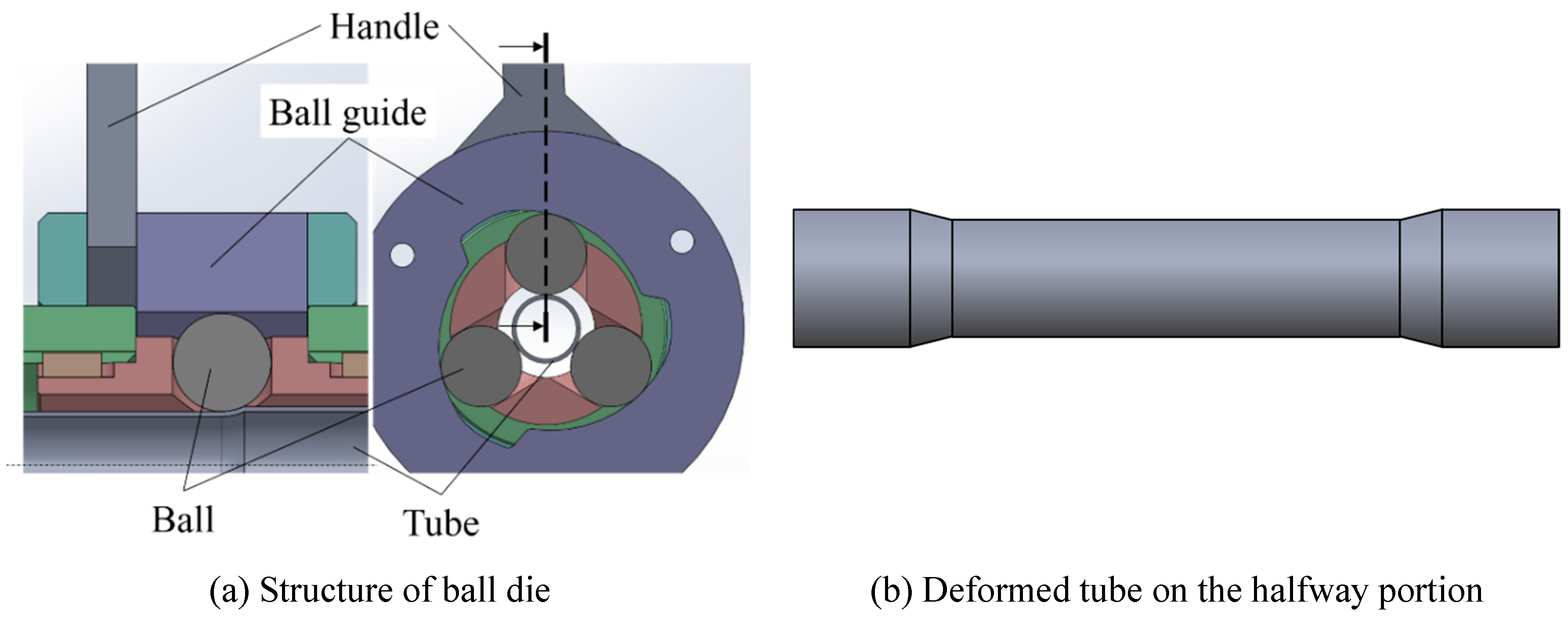
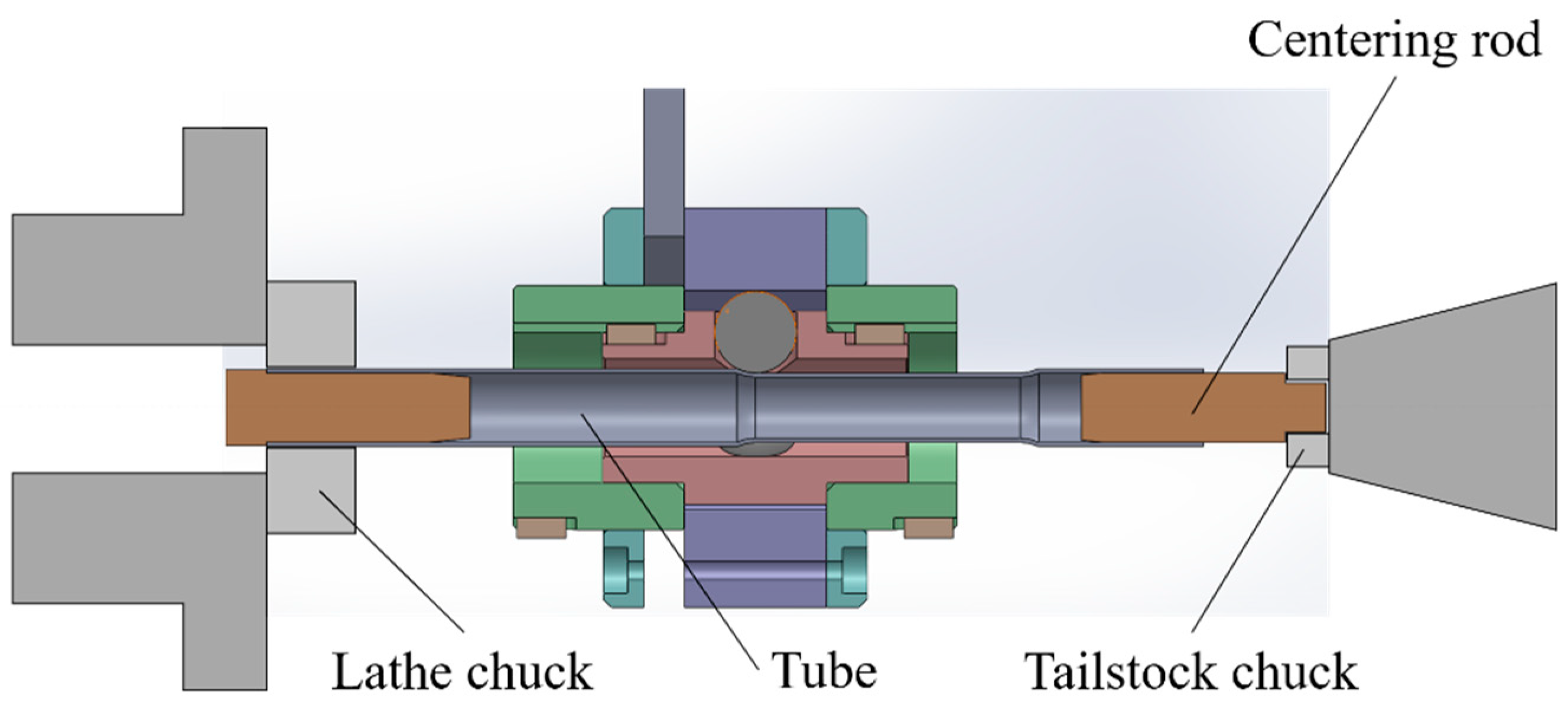
2. Experiment with a Small Ball Die for Lathe
2.1. Materials and Methods
- (1)
- Push the balls into the tube surface without giving the feed pitch f.
- (2)
- Stop pushing the balls and feed the ball die at the constant feed pitch f.
- (3)
- Set the feed pitch to zero and release the ball from the tube.
2.2. Results and Discussion
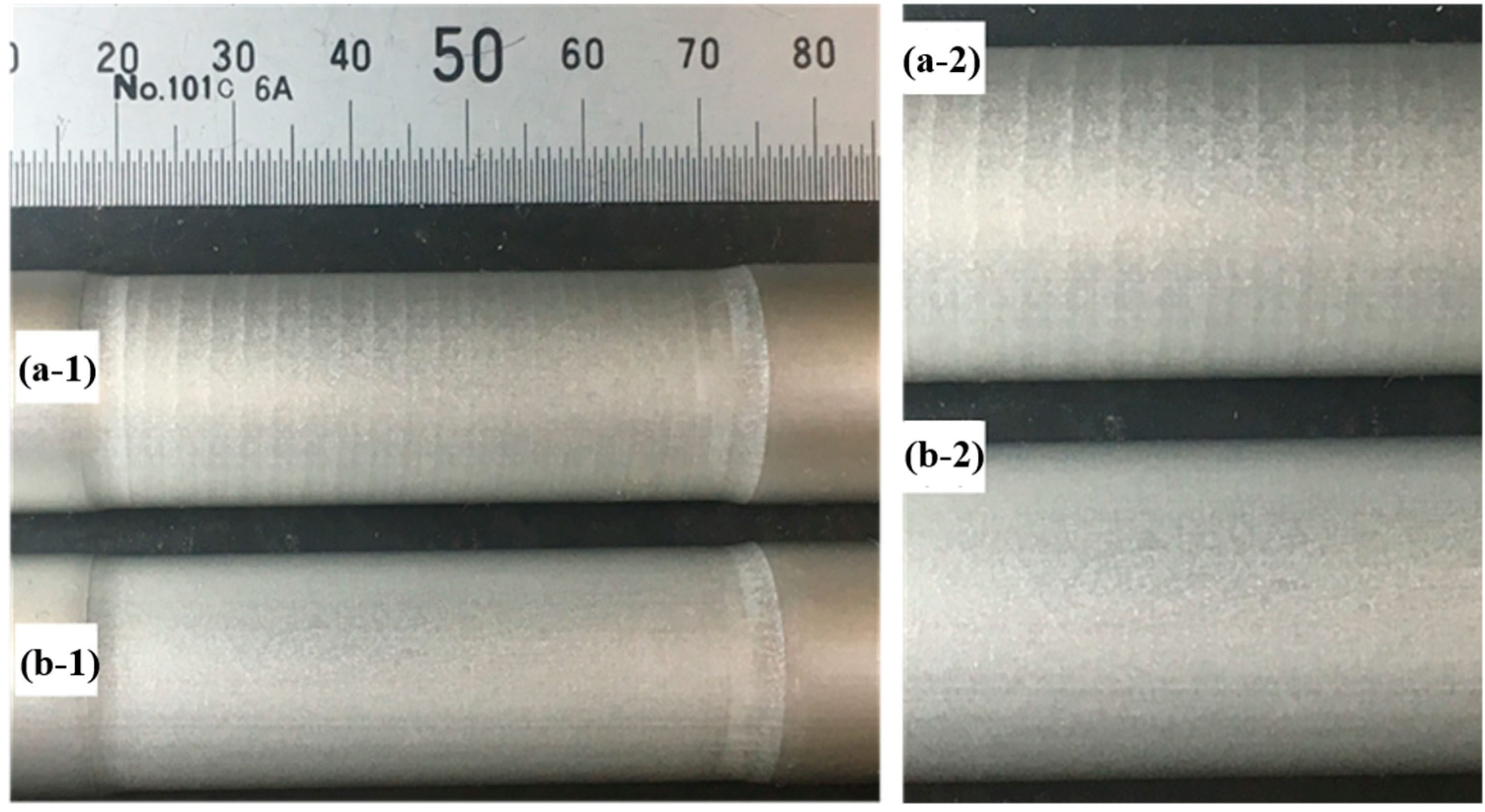
2.2.1. Effect of Feed Pitch on Surface Integrity
2.2.2. Forming Limit in One and Two-Step Processing
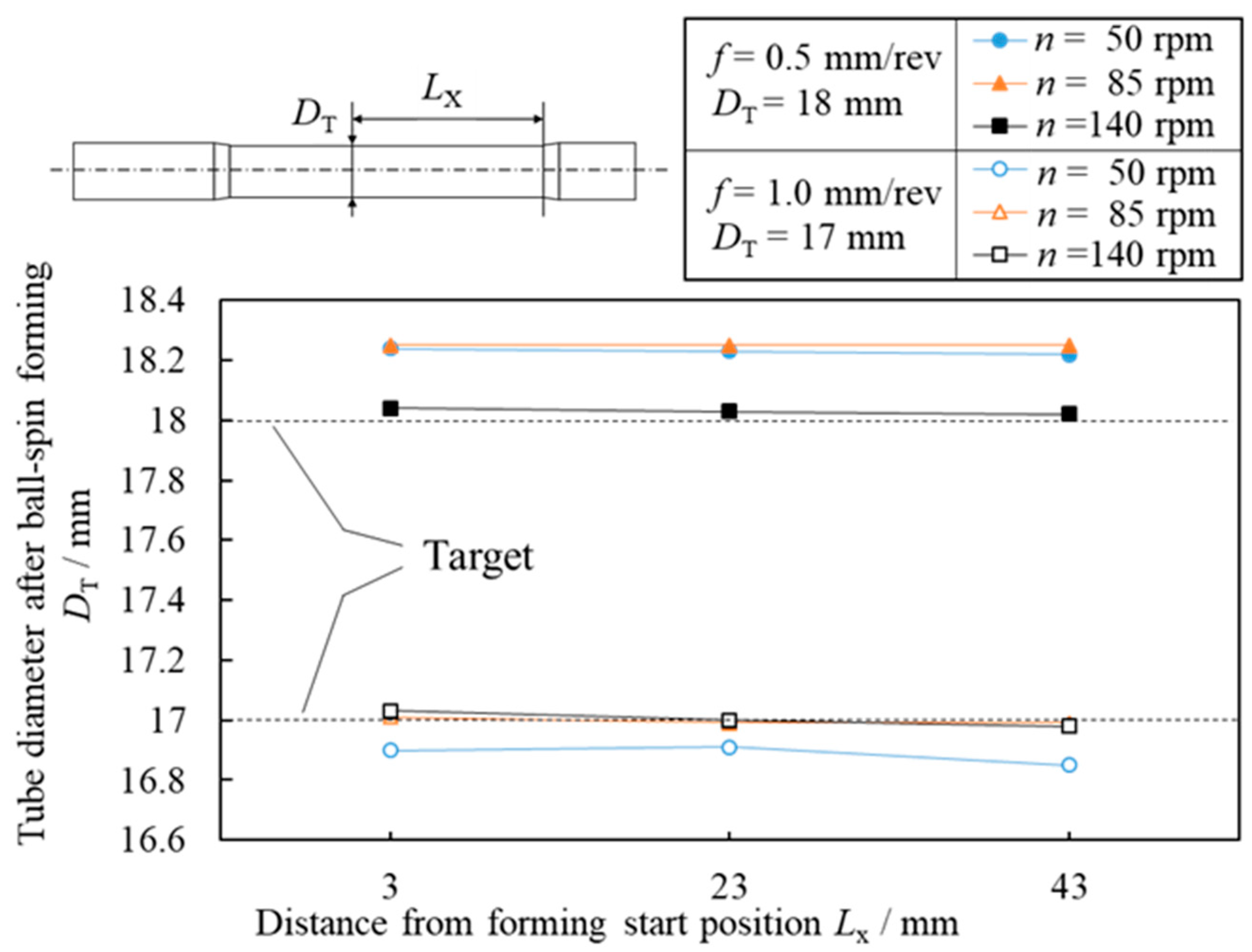
2.2.3. Dimensional Accuracy of Formed Tube
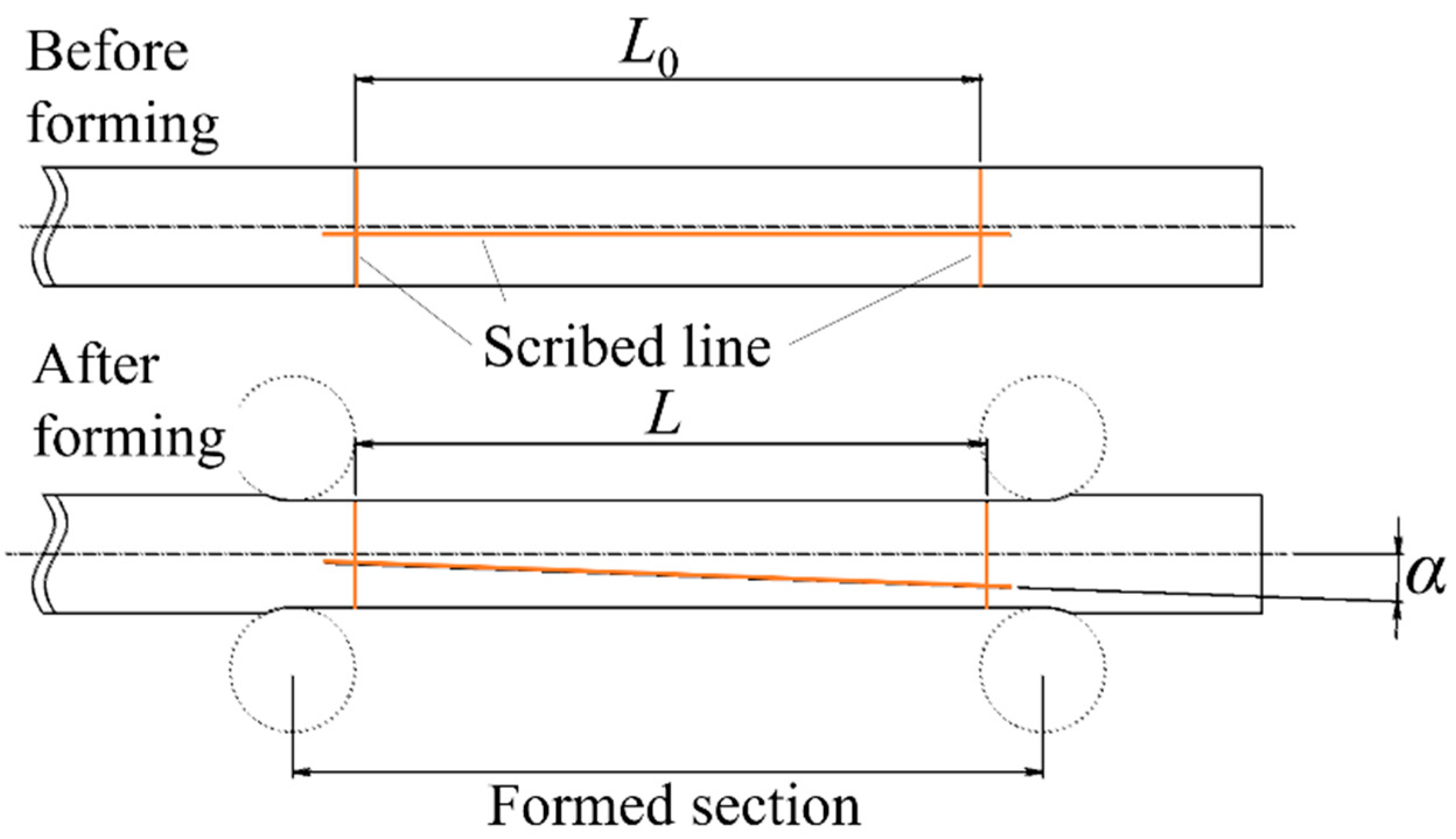
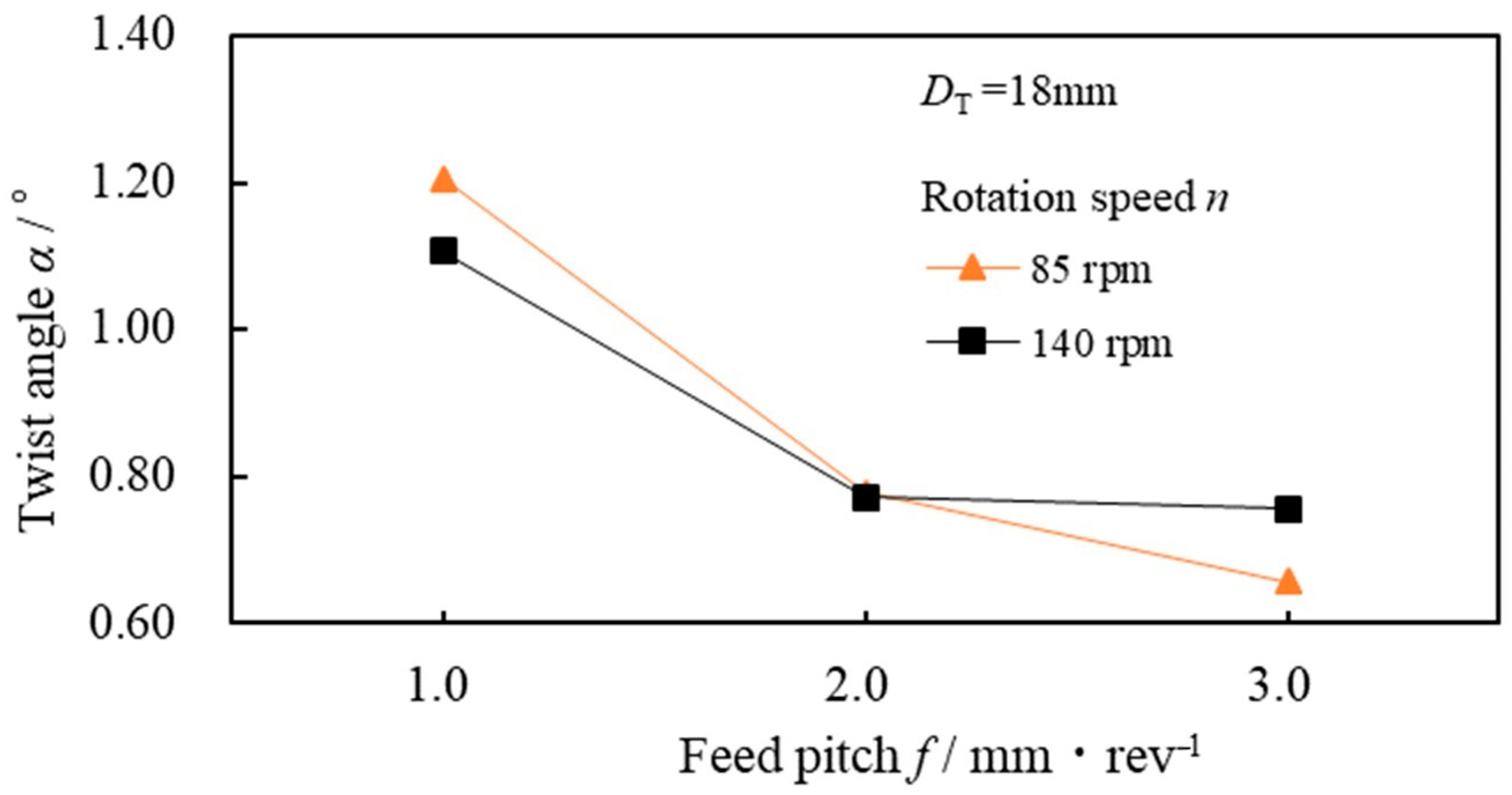
2.2.4. Torsional Deformation of Tube
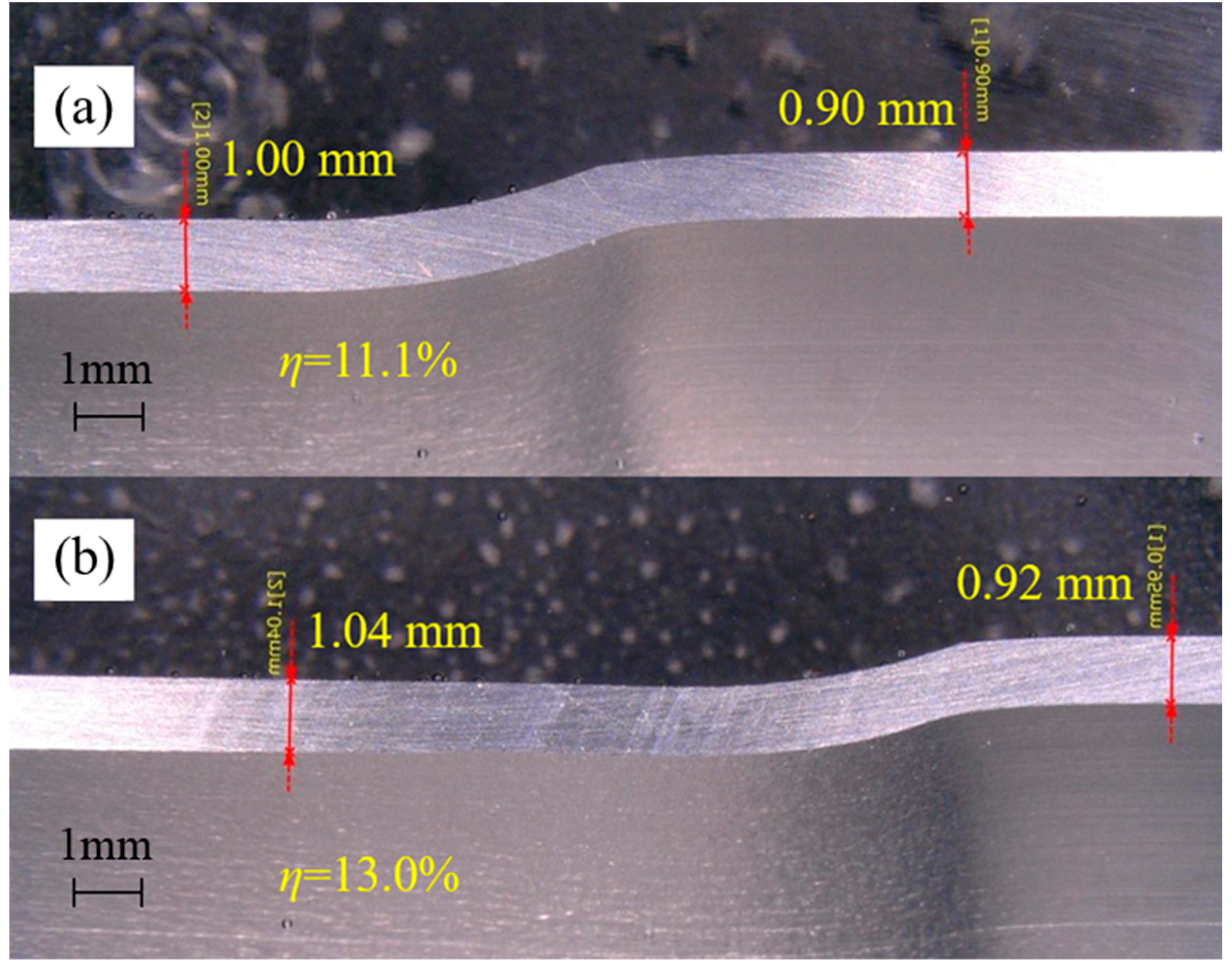
2.2.5. Thickness Increase in the Tube
3. Experiment with a Cam-Implemented Ball Die
3.1. Development of a Cam-Implemented Ball Die
3.2. Materials and Methods
3.3. Results and Discussion
3.3.1. Effect of Steel Ball Diameter
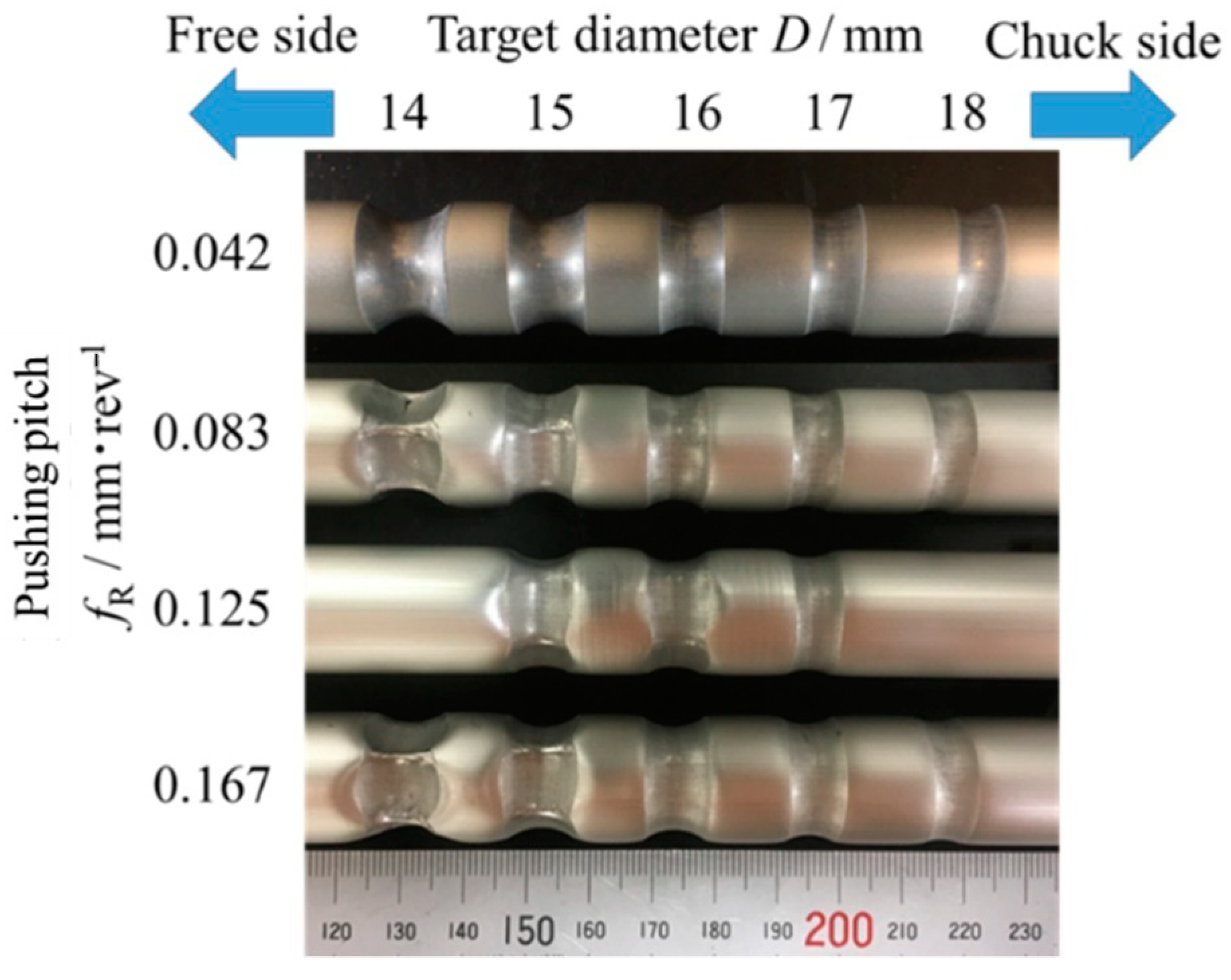
3.3.2. Effect of Pushing Pitch
4. Conclusions
- 1
- A ball die, which can push the balls flexibly in the radial direction, was developed.
- 2
- It was possible to reduce the tube diameter at the halfway point of an AA1050 tube whose diameter and thickness were 19 and 1 mm, respectively. The maximum diameter reduction ratio for forming the tube without any defects was 10.5% in the case of one-pass forming.
- 3
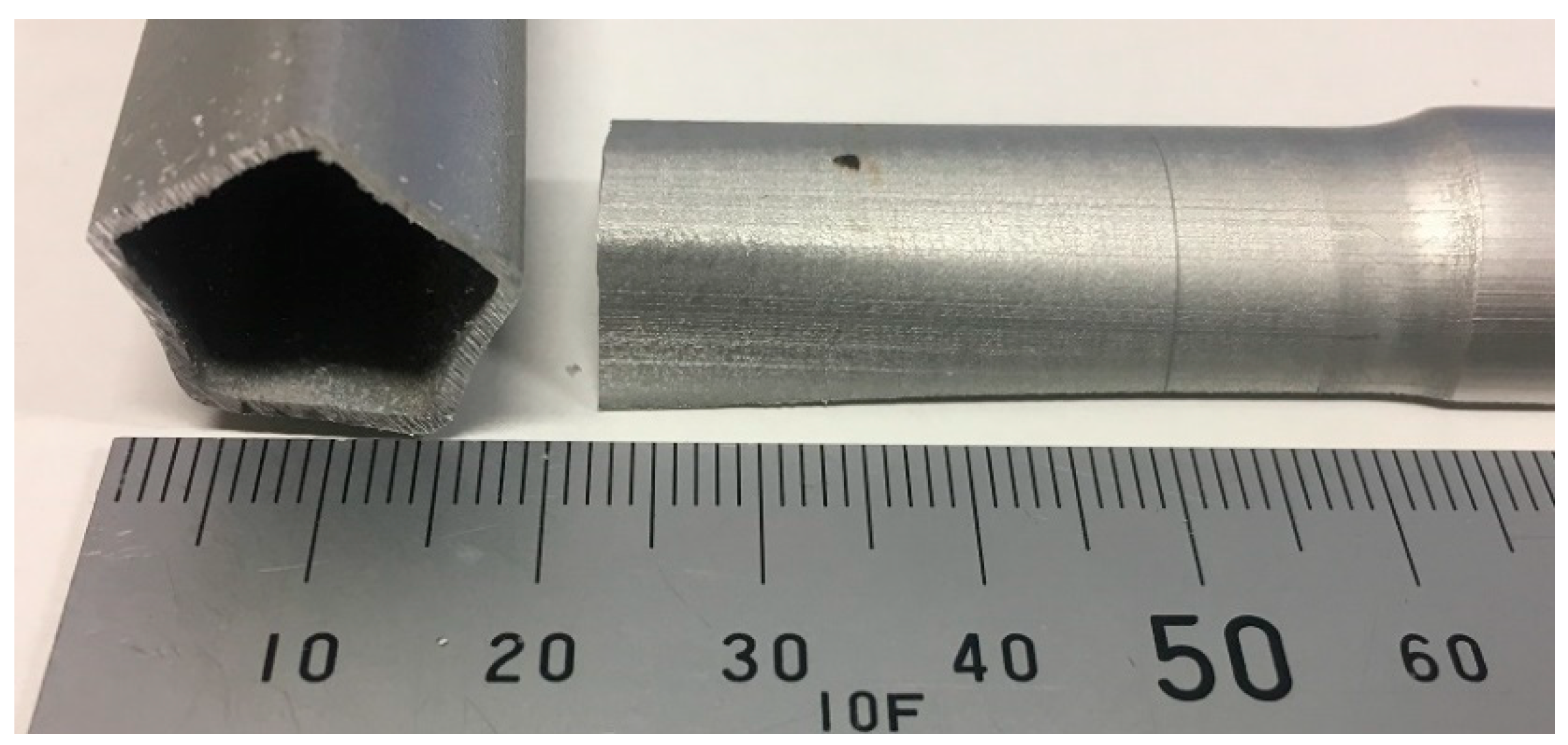
- When processing with a large diameter reduction rate was performed, the cross-section deformed to a pentagonal shape. This defect was improved by two-pass forming.
- 4
- A smooth formed surface was obtained under the condition of the appropriate feed pitch. If the feed pitch was too large, spiral marks appeared on the surface of the tube.
- 5
- Elongation and twisting of the tube could be suppressed by increasing the feed pitch or feeding the ball die towards the chucked end.
- 6
- The smaller diameter of the steel ball made it possible to process a larger diameter reduction ratio.
- 7
- The maximum diameter reduction ratio got bigger with decreasing the pushing pitch of the steel balls.
- 8
- When a steel ball was pressed into the tube, the wall thickness of the tube decreased with an increase in the pushing depth.
Author Contributions
Funding
Conflicts of Interest
References
- Sato, M.; Mizumura, M.; Yoshida, T.; Kuriyama, Y.; Suzuki, K.; Tomizawa, A. Deformation type in forming of horn tubes—Fundamental research for forming of closed-section parts from sheet metal I. J. JSTP 2017, 59, 27–31. [Google Scholar] [CrossRef][Green Version]
- Sato, M.; Mizumura, M.; Kuriyama, Y.; Suzuki, K.; Tomizawa, A. Deformation type in forming of curved conical tubes—Fundamental research for forming of closed-section parts from sheet metal II. J. JSTP 2018, 59, 229–233. [Google Scholar] [CrossRef]
- Sato, M.; Mizumura, M.; Kuriyama, Y.; Suzuki, K. Deformation paths of horn tube, curved circular tube and curved conical tube-Fundamental research for forming of closed-section parts from sheet metal III. J. JSTP 2020, 61, 131–135. [Google Scholar] [CrossRef]
- Wang, X.; Li, P.; Wang, R. Study on hydro-forming technology of manufacturing bimetallic CRA-lined pipe. Int. J. Mach. Tools Manuf. 2005, 45, 373–378. [Google Scholar] [CrossRef]
- Kumar, R.U.; Reddy, P.R.; Sitaramaraju, A.V. Role of Viscosity in Hydro-forming Process. Mater. Today Proc. 2017, 4, 790–798. [Google Scholar] [CrossRef]
- Cristino, V.; Magrinho, J.; Centeno, G.; Silva, M.; Martins, P.A.F. Theory of single point incremental forming of tubes. J. Mater. Process. Technol. 2020, 287, 116659. [Google Scholar] [CrossRef]
- Cui, X.; Mo, J.; Li, J.; Zhao, J.; Zhu, Y.; Huang, L.; Li, Z.; Zhong, K. Electromagnetic incremental forming (EMIF): A novel aluminum alloy sheet and tube forming technology. J. Mater. Process. Technol. 2014, 214, 409–427. [Google Scholar] [CrossRef]
- Becker, C.; Tekkaya, E.; Kleiner, M. Fundamentals of the incremental tube forming process. CIRP Ann. 2014, 63, 253–256. [Google Scholar] [CrossRef]
- Xu, W.; Wu, H.; Ma, H.; Shan, D. Damage evolution and ductile fracture prediction during tube spinning of titanium alloy. Int. J. Mech. Sci. 2018, 135, 226–239. [Google Scholar] [CrossRef]
- Wang, X.; Hu, Z.; Yuan, S.; Hua, L. Influence of tube spinning on formability of friction stir welded aluminum alloy tubes for hydroforming application. Mater. Sci. Eng. A 2014, 607, 245–252. [Google Scholar] [CrossRef]
- Ozer, A.; Sekiguchi, A.; Arai, H. Experimental implementation and analysis of robotic metal spinning with enhanced trajectory tracking algorithms. Robot. Comput. Integr. Manuf. 2012, 28, 539–550. [Google Scholar] [CrossRef]
- Murata, M.; Kuboki, T.; Murai, T. Compression spinning of circular magnesium tube using heated roller tool. J. Mater. Process. Technol. 2005, 163, 540–545. [Google Scholar] [CrossRef]
- Kuboki, T.; Takahashi, K.; Sanda, K.; Moriya, S.; Ishida, K. Development of a Tube-Spinning Machine for Thin Tubes with a Large Diameter. Mater. Trans. 2012, 53, 853–861. [Google Scholar] [CrossRef]
- Kanayama, K.; Yoshioka, K.; Shigematsu, I.; Hirai, Y. Effect of friction on the processing force in tube reducing of aluminum alloy by using planetary ball die. J. Jpn. Inst. Light Met. 1992, 42, 61–66. [Google Scholar] [CrossRef][Green Version]
- Kanayama, K.; Yoshioka, K.; Shigematsu, I.; Kozuka, T. Tube reducing of welded titanium tube by using planetary ball die. J. Jpn. Inst. Light Met. 1992, 42, 657–662. [Google Scholar] [CrossRef]
- Guang-Liang, Z.; Shi-Hong, Z.; Bing, L.; Hai-Qu, Z. Analysis on folding defects of inner grooved copper tubes during ball spin forming. J. Mater. Process. Technol. 2007, 184, 393–400. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tube | Outer diameter Dp/[mm] | 19.0 | ||
| Thickness t/[mm] | 0.9 | |||
| Experimental conditions | Diameter reduction ratio κD/[%] | 5.3 | 10.5 | 15.8 |
| Target diameter DT/[mm] | 18 | 17 | 16 | |
| Rotational speed n/[rpm] | 50, 85, 140 | |||
| Feed pitch f/[mm/rev] | 0.5, 1.0, 1.5, 2.0, 2.5, 3.0 | |||
| Formed length l/[mm] | 50, 120 | |||
| Tube diameter D0/mm | 19 | ||||||
| Wall thickness t0/mm | 1.0 | ||||||
| Ball diameter Φb/mm | 15.9, 19.1, 25.4 | ||||||
| Pushing pitch fR/mm·rev−1 | 0.042, 0.083, 0.125, 0.167 | ||||||
| Pushing depth δ/mm | 0.5 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 |
| Target diameter D/mm | 18 | 17 | 16 | 15 | 14 | 13 | 12 |
| Diameter reduction ratio κ/% | 5.3 | 10.5 | 15.8 | 21.1 | 26.3 | 31.6 | 36.8 |
 |
| D/mm | η/% |
|---|---|
| 18 | 0.0 |
| 17 | 1.1 |
| 16 | −6.4 |
| 15 | −20.4 |
| 14 | −44.7 |
| 13 | −40.2 |
| Ball Diameter Φb = 15.9 mm | Target Diameter D/mm | ||||
|---|---|---|---|---|---|
| Pushing Pitch fR/mm·rev−1 | 14 | 15 | 16 | 17 | 18 |
| 0.042 | △ | ◯ | ◯ | ◯ | ◯ |
| 0.083 | × | × | △ | ◯ | ◯ |
| 0.125 | × | × | × | ◯ | ◯ |
| 0.167 | × | × | △ | ◯ | ◯ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hirama, S.; Ikeda, T.; Gondo, S.; Kajikawa, S.; Kuboki, T. Ball Spin Forming for Flexible and Partial Diameter Reduction in Tubes. Metals 2020, 10, 1627. https://doi.org/10.3390/met10121627
Hirama S, Ikeda T, Gondo S, Kajikawa S, Kuboki T. Ball Spin Forming for Flexible and Partial Diameter Reduction in Tubes. Metals. 2020; 10(12):1627. https://doi.org/10.3390/met10121627
Chicago/Turabian StyleHirama, Shota, Takayuki Ikeda, Shiori Gondo, Shohei Kajikawa, and Takashi Kuboki. 2020. "Ball Spin Forming for Flexible and Partial Diameter Reduction in Tubes" Metals 10, no. 12: 1627. https://doi.org/10.3390/met10121627
APA StyleHirama, S., Ikeda, T., Gondo, S., Kajikawa, S., & Kuboki, T. (2020). Ball Spin Forming for Flexible and Partial Diameter Reduction in Tubes. Metals, 10(12), 1627. https://doi.org/10.3390/met10121627