Inclusion Behavior in a Curved Bloom Continuous Caster with Mold Electromagnetic Stirring

Abstract
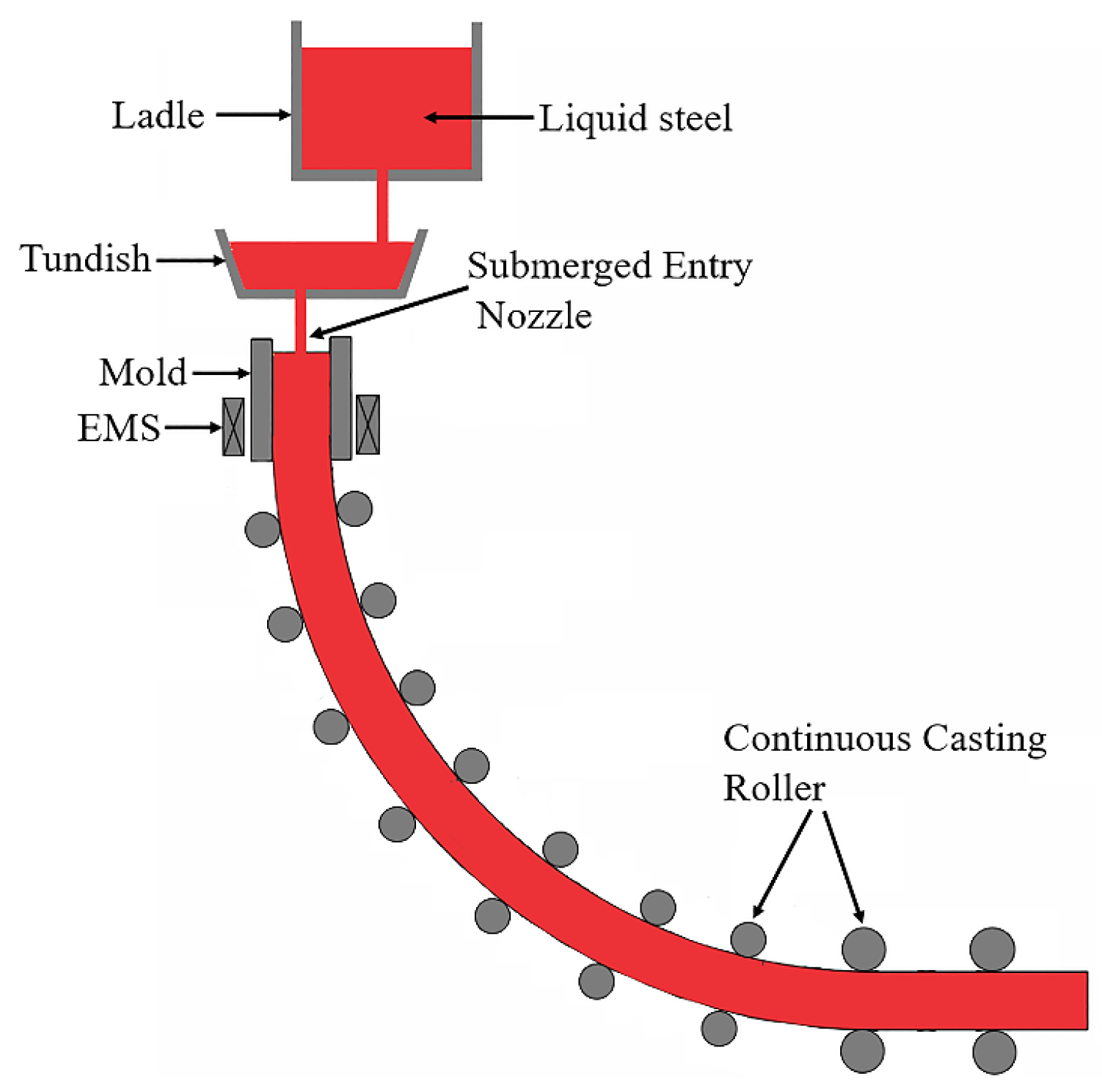
1. Introduction
2. Mathematical Model
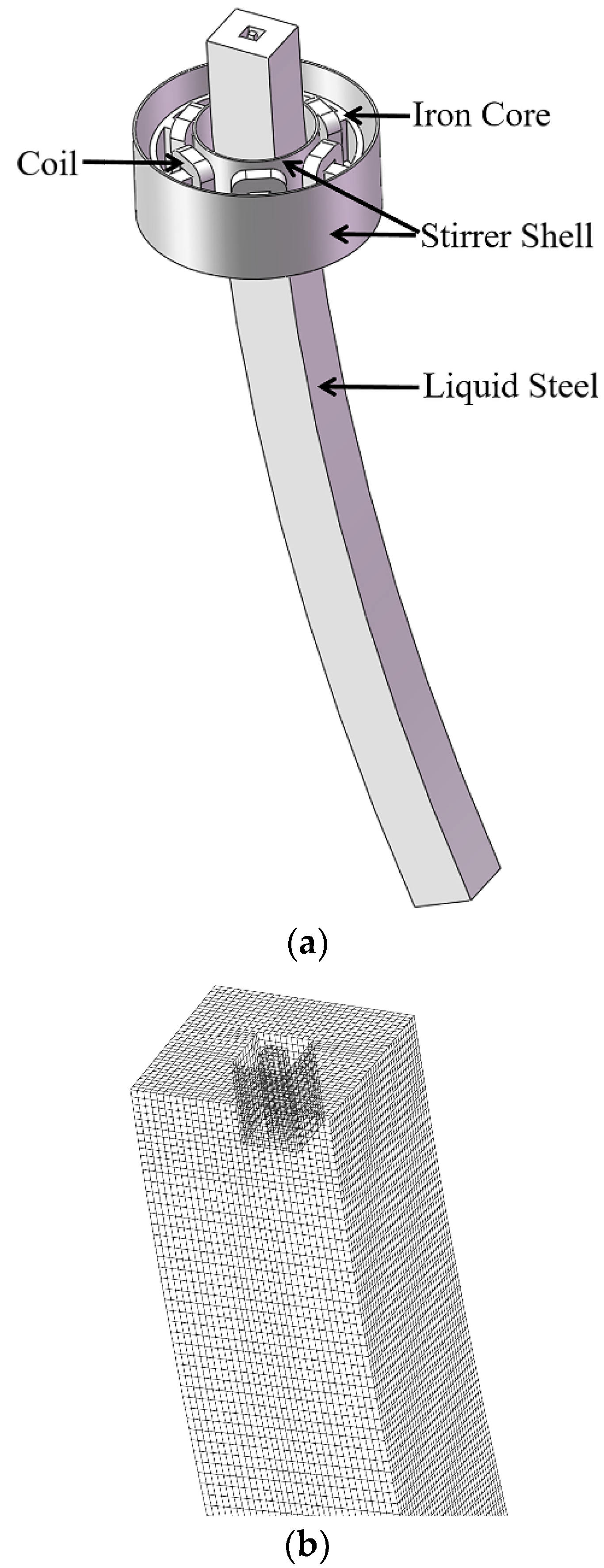
2.1. Electromagnetic Field
2.2. Fluid Flow
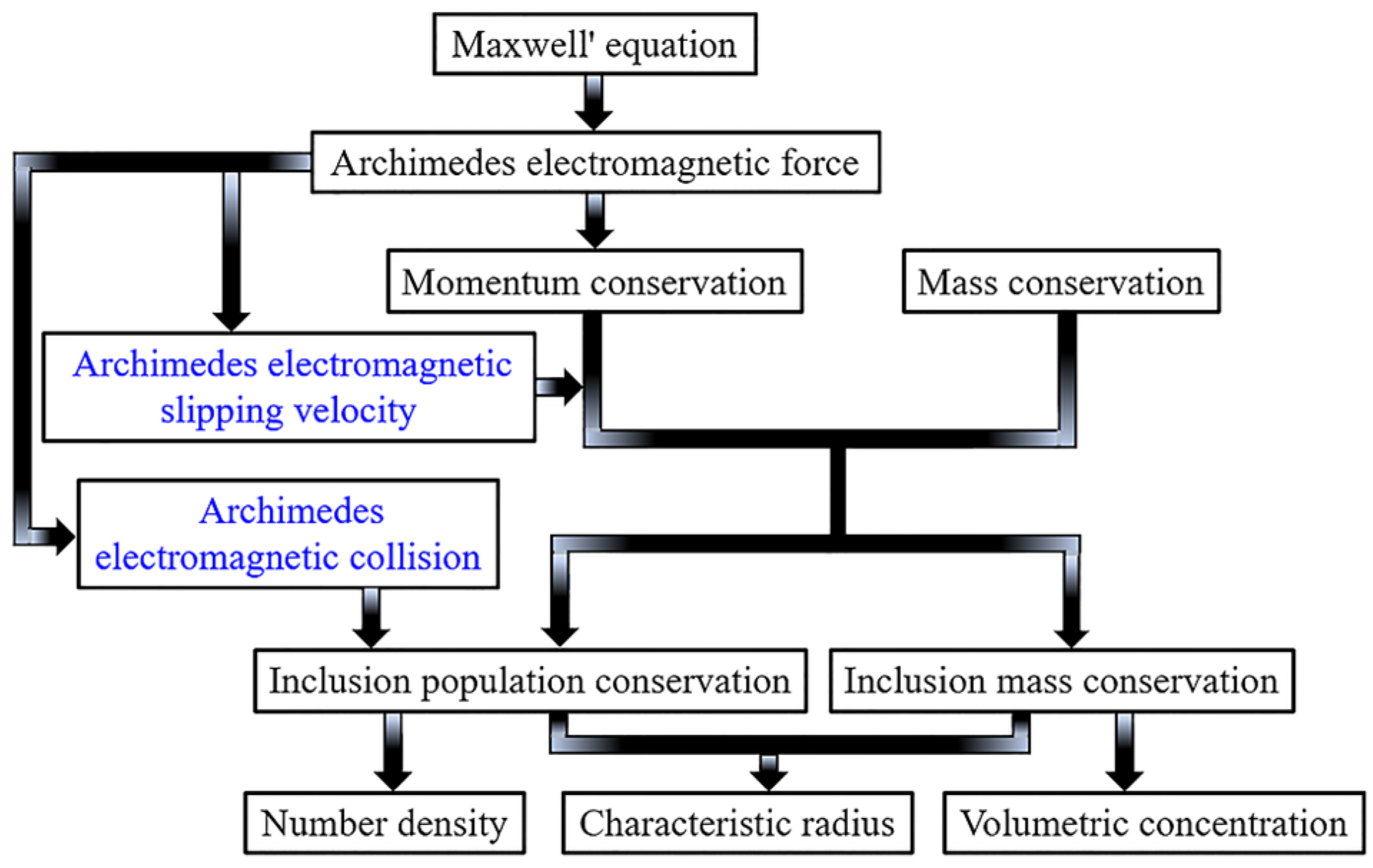
2.3. Inclusion Collision-Coalescence
- (1)
- The inclusion can be treated as the continuous phase.
- (2)
- Inclusions are spherical particles.
- (3)
- (4)
- Each inclusion moves independently until the collision among inclusions occurs.
- (5)
- Brownian collision among the inclusions is so weak that it can be neglected [12].
- (6)
- There is no chemical reaction occurring in the molten steel.
- (7)
- The effect of the inclusion on the macroscopic flow of liquid steel can be ignored because of the low volume fraction of the inclusion.
- (8)
- The inclusion is removed from the liquid steel once it touches the top slag, the mold wall or the solidifying shell.
2.4. Computational Conditions and Procedure
3. Results and Discussion
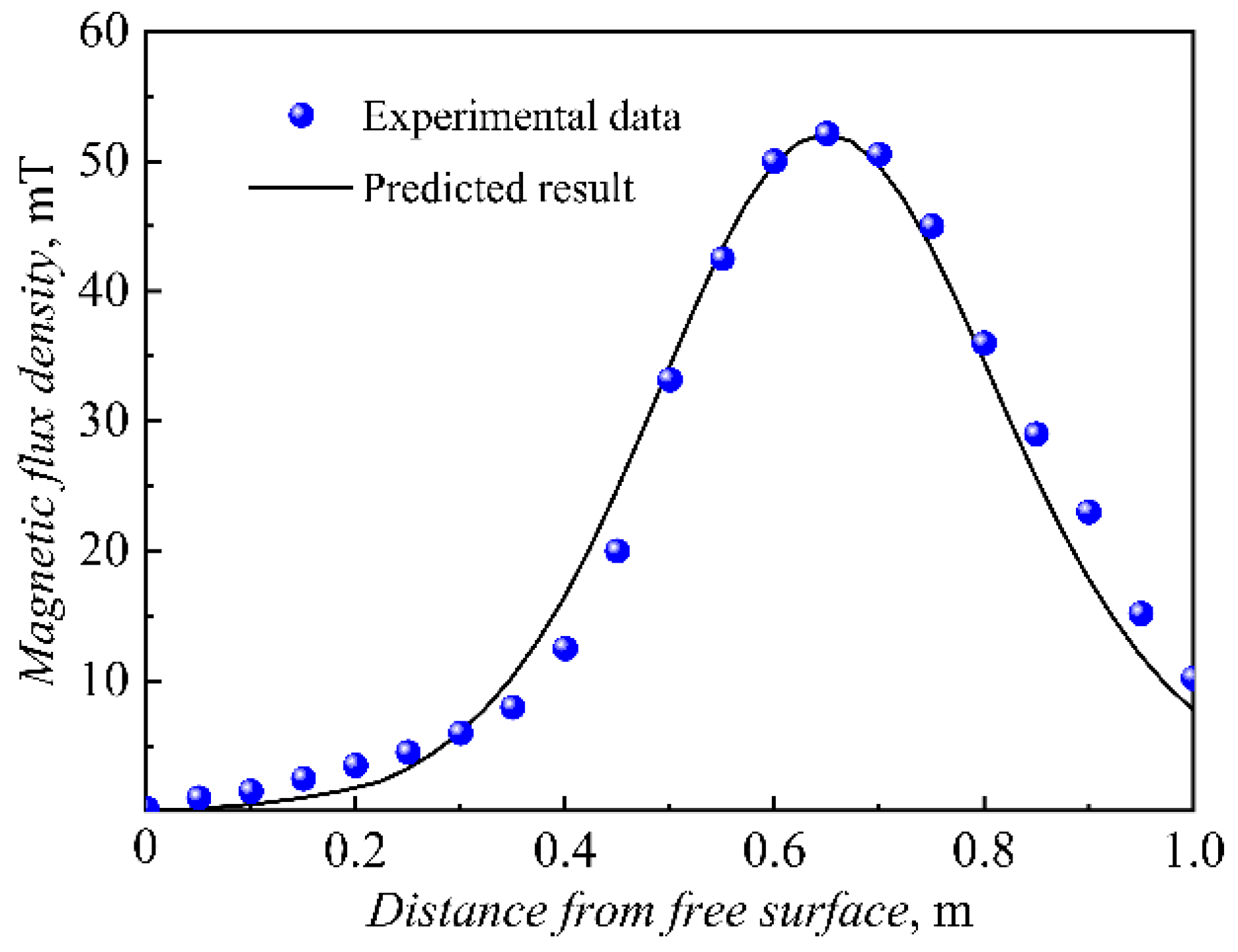
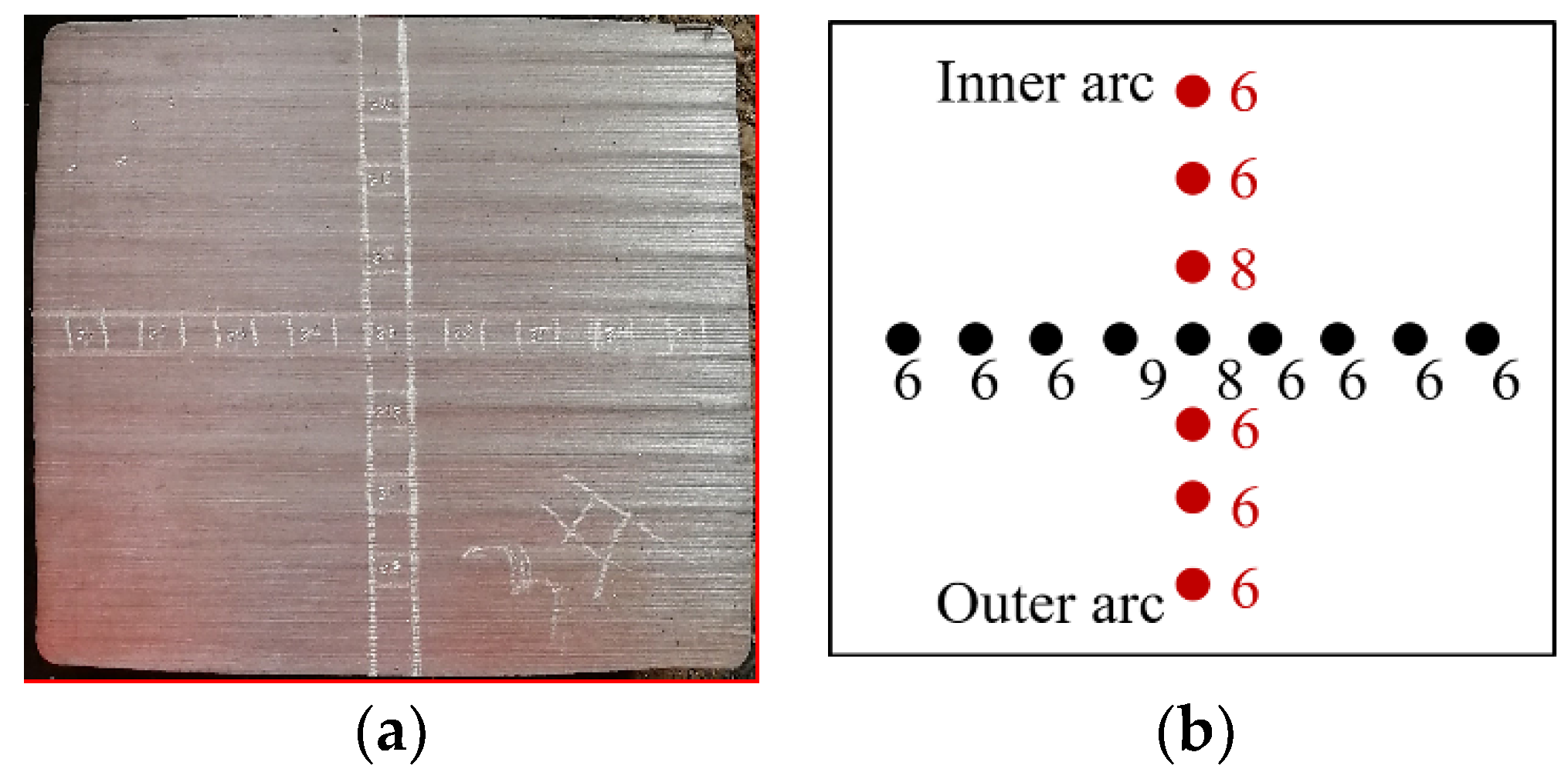
3.1. Model Validation
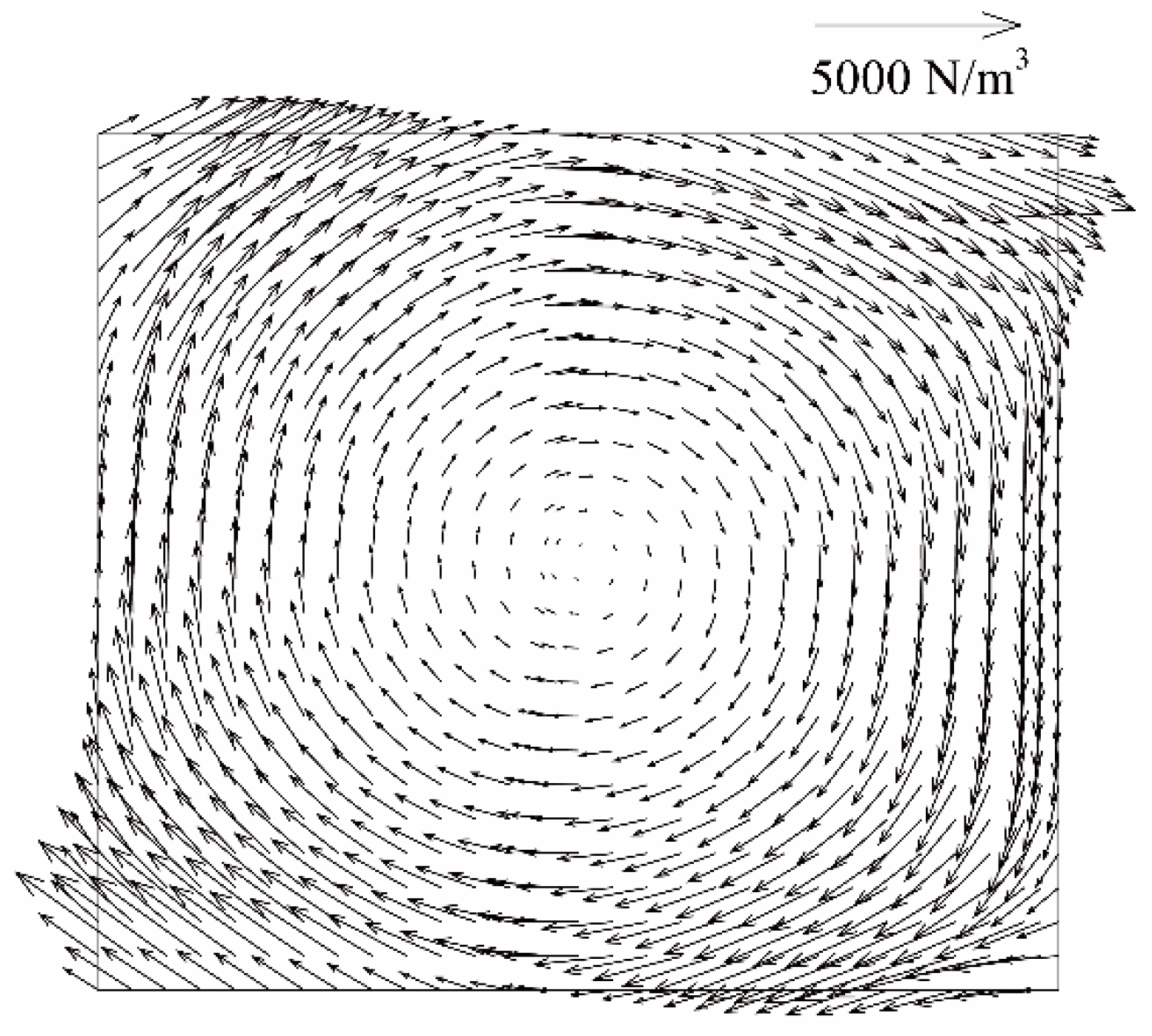
3.2. Electromagnetic Force
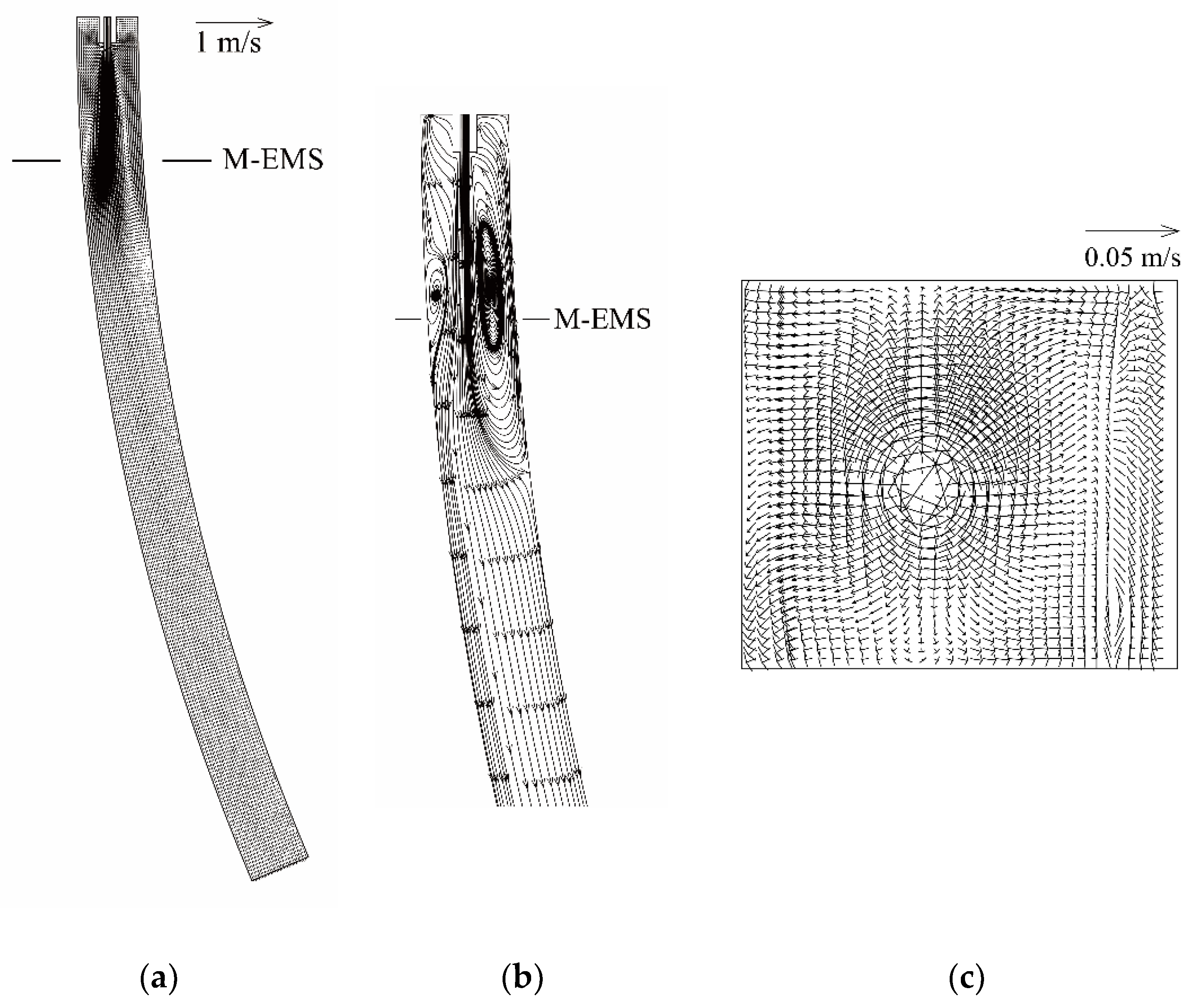
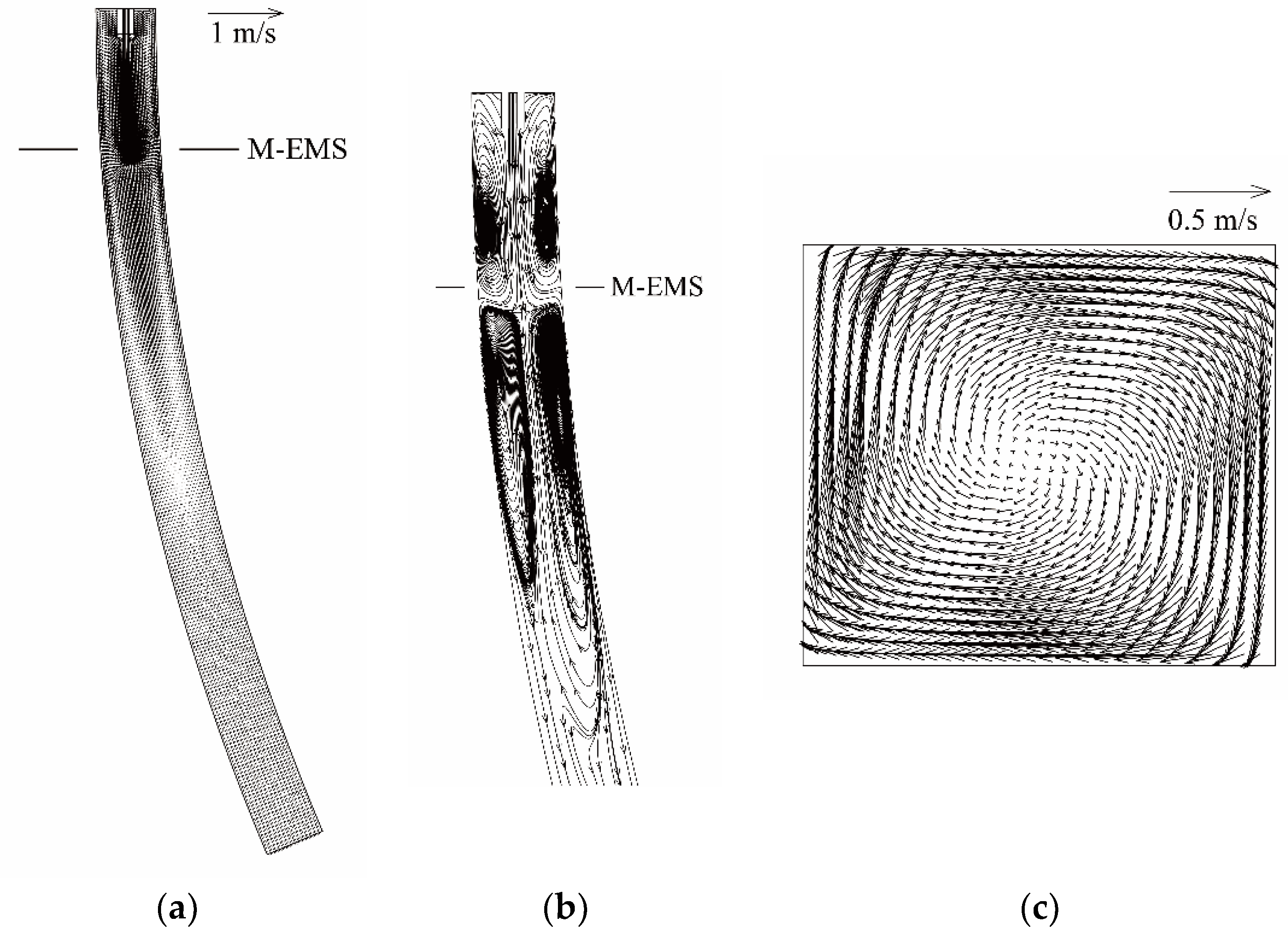
3.3. Fluid Flow
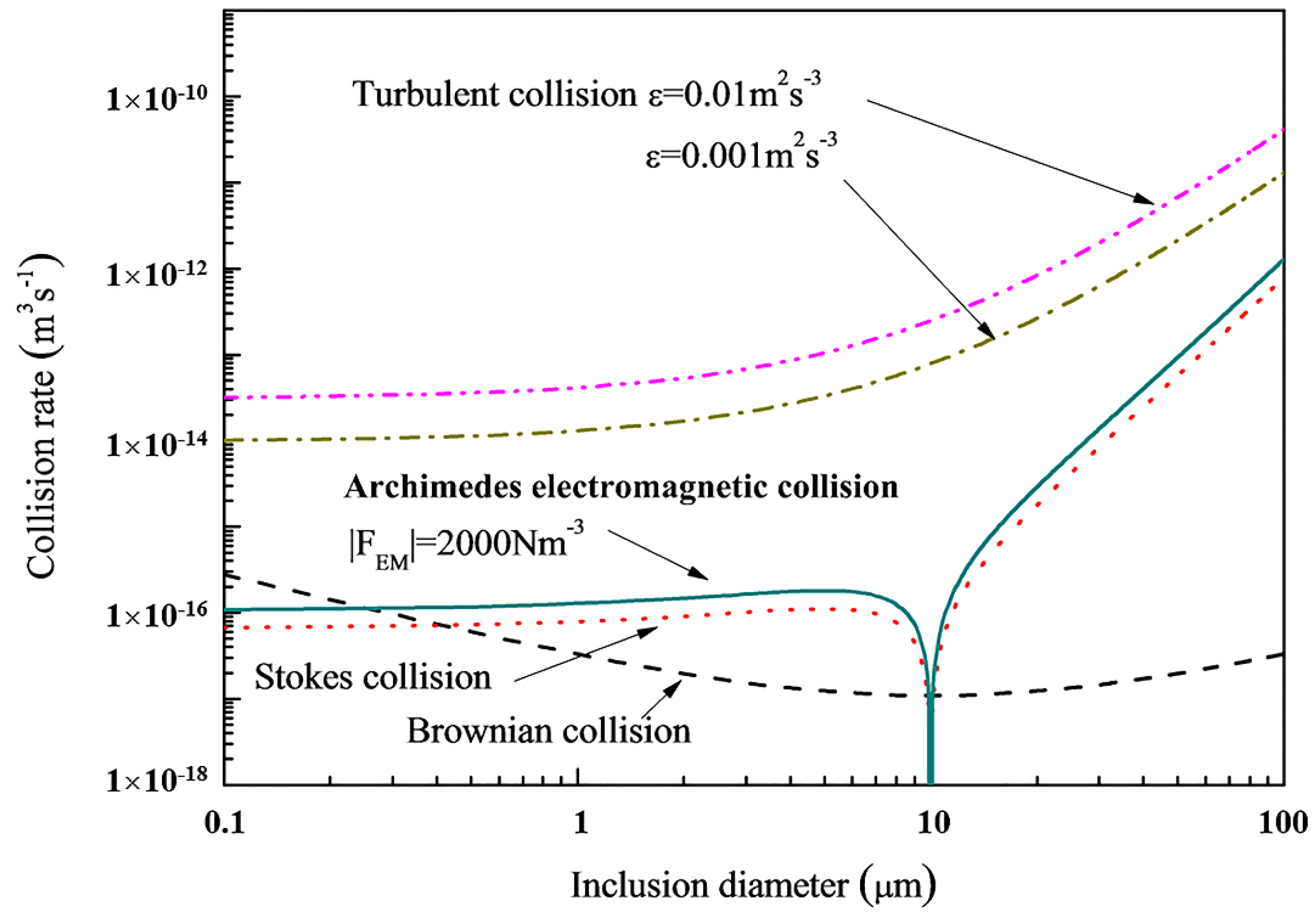
3.4. Inclusion Collision Mechanism
3.5. Inclusion Spatial Distribution
4. Conclusions
- (1)
- Due to the rotating electromagnetic force, the velocity of liquid steel becomes greater and the liquid steel flows in a swirling way at the M-EMS central cross-section.
- (2)
- The turbulent collision is the most important factor to cause inclusions to collide with each other in the bloom continuous caster by M-EMS, Archimedes electromagnetic collision has a minor effect, Stokes collision is the third factor, and Brownian can be ignored.
- (3)
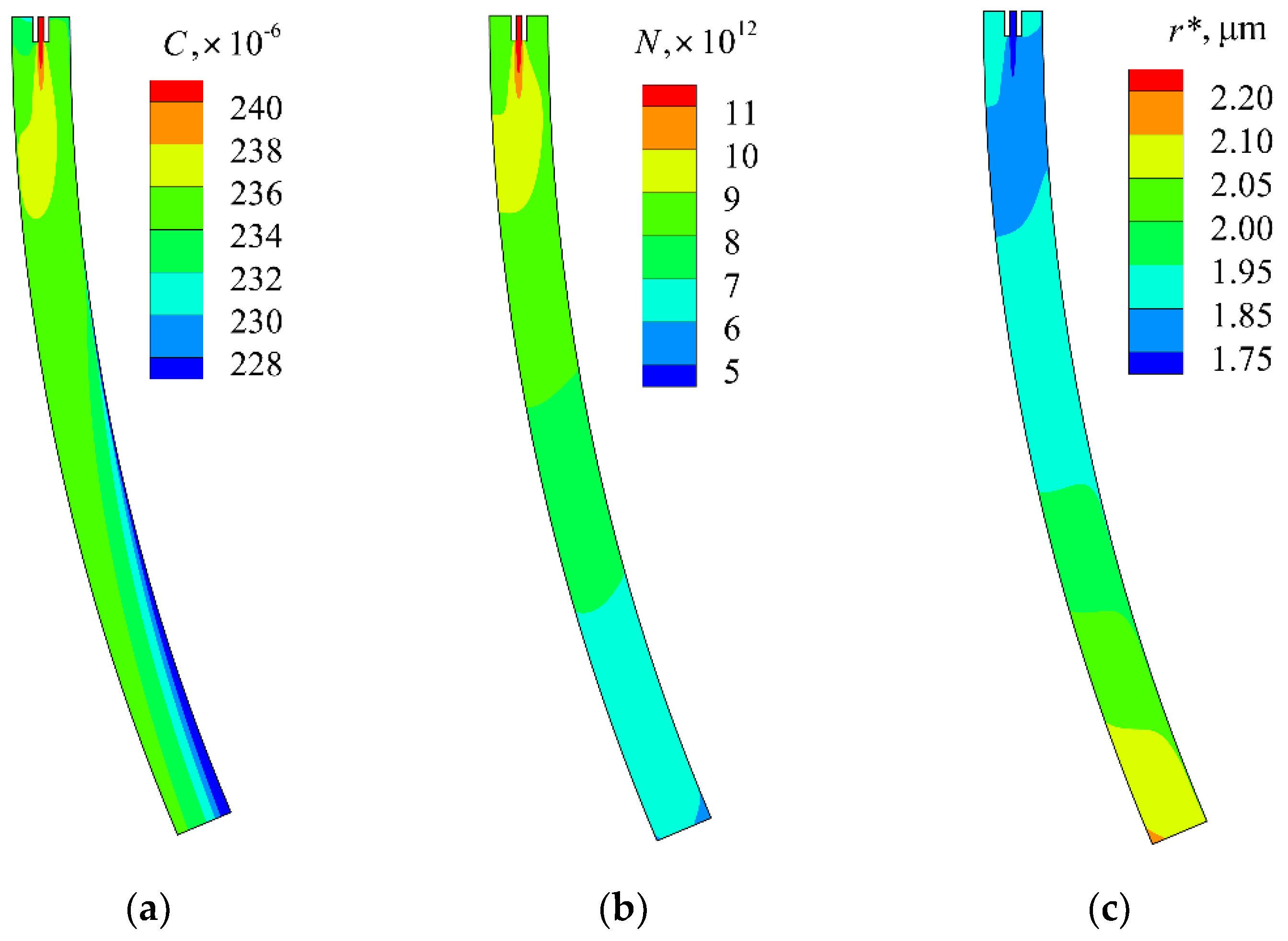
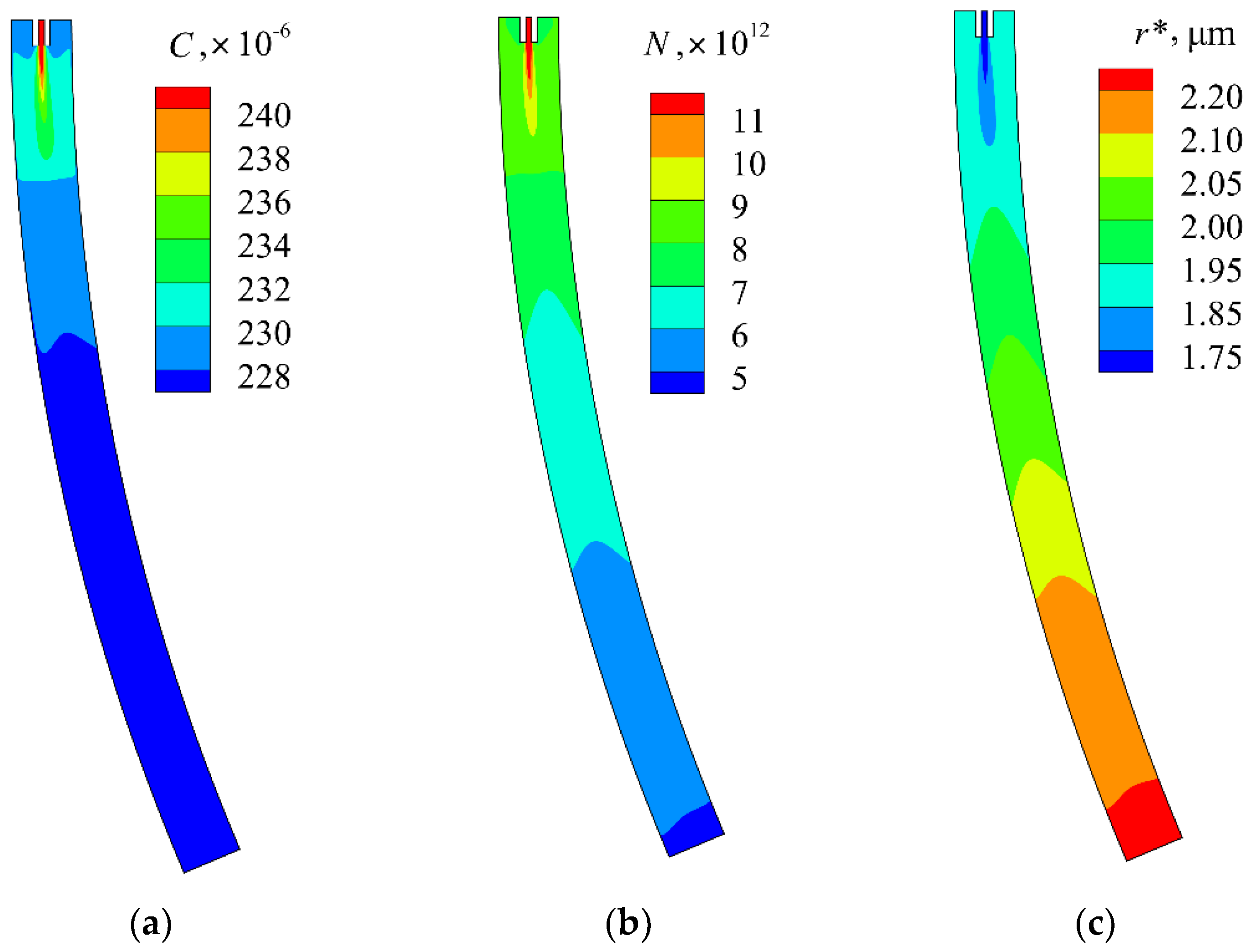
- The inclusion volume concentration and number density decrease and the inclusion characteristic radius increases gradually as the distance from the free surface of the bloom increases.
- (4)
- The spatial distributions of the inclusion characteristic radius, the inclusion number density and the inclusion volume concentration have the inverted U-shape in the case of M-EMS.
- (5)
- The flow field and the inclusion field are close to the symmetric distribution in the curved bloom continuous caster.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Magnetic flux density (T) | |
| Conjugate complex number of | |
| C | Inclusion volume concentration |
| Effective diffusion coefficient | |
| Molecular diffusion coefficient (m2/s) | |
| Electric field intensity (V/m) | |
| Time averaged electromagnetic force (N/m3) | |
| Gravitational acceleration (m/s2) | |
| Magnetic field intensity (A/m) | |
| Electric current density (A/m2) | |
| N | Inclusion number density |
| p | Pressure (Pa) |
| r | Inclusion radius (m) |
| Turbulent Schmidt number | |
| Inclusion slipping velocity (m/s) | |
| Coagulation coefficient | |
| Electric conductivity (S/m) | |
| Density (kg/m3) | |
| Effective viscosity coefficient (Pa·s) | |
| Turbulent viscosity (Pa·s) |
References
- Mills, K.C.; Ramirez-Lopez, P.; Lee, P.D.; Santillana, B.; Thomas, B.G.; Morales, R. Looking into continuous casting mould. Ironmak. Steelmak. 2014, 41, 242–249. [Google Scholar] [CrossRef]
- Ilegbusi, O.J.; Szekely, J. Effect of magnetic field on flow, temperature and inclusion removal in shallow tundishes. ISIJ Int. 1989, 29, 1031–1039. [Google Scholar] [CrossRef]
- Zhang, L.F.; Taniguchi, S.; Cai, K.K. Fluid flow and inclusion removal in continuous casting tundish. Metall. Mater. Trans. B 2000, 31, 253–266. [Google Scholar] [CrossRef]
- Li, B.K.; Tsukihashi, F. Numerical estimation of the effect of the magnetic field application on the motion of inclusion in continuous casting of steel. ISIJ Int. 2003, 43, 923–931. [Google Scholar] [CrossRef]
- Zhang, L.F.; Aoki, J.; Thomas, B.G. Inclusion removal by bubble flotation in a continuous casting mold. Metall. Mater. Trans. B 2006, 37, 361–379. [Google Scholar] [CrossRef]
- Tarapore, E.D.; Evans, J.W. Fluid velocities in induction melting furnaces: Part I. Theory and laboratory experiments. Metall. Mater. Trans. B 1976, 7, 343–351. [Google Scholar] [CrossRef]
- Li, J.C.; Wang, B.F.; Ma, Y.L.; Cui, J.Z. Effect of complex electromagnetic stirring on inner quality of high carbon steel bloom. Mater. Sci. Eng. A 2006, 425, 201–204. [Google Scholar] [CrossRef]
- Yu, H.Q.; Zhu, M.Y. Three-Dimensional magnetohydrodynamic calculation for coupling multiphase flow in round billet continuous casting mold with electromagnetic stirring. IEEE Trans. Magn. 2010, 46, 82–86. [Google Scholar]
- Thomas, B.G.; Zhang, L.F. Mathematical modeling of fluid flow in continuous casting. ISIJ Int. 2001, 41, 1181–1193. [Google Scholar] [CrossRef]
- Miki, Y.; Thomas, B.G. Modeling of inclusion removal in a tundish. Metall. Mater. Trans. B 1999, 30, 639–654. [Google Scholar] [CrossRef]
- Lei, H.; Zhao, Y.; Geng, D.Q. Mathematical model for cluster-inclusion’s collision-growth in inclusion cloud at continuous casting mold. ISIJ Int. 2014, 54, 1629–1637. [Google Scholar] [CrossRef][Green Version]
- Lei, H.; Wang, L.Z.; Wu, Z.N.; Fan, J.F. Collision and coalescence of alumina particles in the vertical bending continuous caster. ISIJ Int. 2002, 42, 717–725. [Google Scholar] [CrossRef]
- Tozawa, H.; Kato, Y.; Sorimachi, K.; Nakanishi, T. Agglomeration and flotation of alumina clusters in molten steel. ISIJ Int. 1999, 39, 426–434. [Google Scholar] [CrossRef]
- Lopez-Ramirez, S.; Barreto, J.D.J.; Palafox-Ramos, J.; Morales, R.D.; Zacharias, D. Modeling study of the influence of turbulence inhibitors on the molten steel flow, tracer dispersion, and inclusion trajectories in tundishes. Metall. Mater. Trans. B 2001, 32, 615–627. [Google Scholar] [CrossRef]
- Javurek, M.; Gittler, P.; Rossler, R.; Kaufmann, B.; Presslinger, H. Simulation of nonmetallic inclusions in a continuous casting strand. Steel Res. Int. 2005, 76, 64–70. [Google Scholar] [CrossRef]
- Lei, H.; Xu, G.J.; He, J.C. Magnetic field, flow field and inclusion collision growth in a continuous caster with EMBR. Chem. Eng. Technol. 2007, 30, 1650–1658. [Google Scholar] [CrossRef]
- Lei, H.; Yang, B.; Bi, Q.; Xiao, Y.Y.; Chen, S.F.; Ding, C.Y. Numerical simulation of collision-coalescence and removal of inclusion in tundish with channel type induction heating. ISIJ Int. 2019, 59, 1811–1819. [Google Scholar] [CrossRef]
- Trindade, L.B.; Nadalon, J.E.A.; Vilela, A.C.F.; Vilhena, M.T.M.B.; Soares, R.B. Numerical modeling of inclusion removal in electromagnetic stirred steel billets. Steel Res. Int. 2007, 78, 708–713. [Google Scholar] [CrossRef]
- Wang, S.Q.; Toledo, G.A.D.; Valimaa, K.; Louhenkilpi, S. Magnetohydrodynamic phenomena, fluid control and computational modeling in the continuous casting of billet and bloom. ISIJ Int. 2014, 54, 2273–2282. [Google Scholar] [CrossRef]
- Yang, B.; Lei, H.; Bi, Q.; Xiao, Y.Y.; Zhao, Y. Numerical simulation of collision-coalescence and removal of inclusions in a tundish. JOM 2018, 70, 2950–2957. [Google Scholar] [CrossRef]
- Zhang, J.; Lee, H.G. Numerical modeling of nucleation and growth of inclusions in molten steel based on mean processing parameters. ISIJ Int. 2004, 44, 1629–1638. [Google Scholar] [CrossRef]
- Saffman, P.G.; Turner, J.S. On the collision of drops in turbulent clouds. J. Fluid Mech. 1956, 1, 16–30. [Google Scholar] [CrossRef]
- Zhao, L.G.; Liu, K. Study on inclusion behavior in tundish during continuous casting by mathematical model. J. Iron Steel Res. 2002, 14, 19–24. [Google Scholar]
- Yang, B.; Lei, H.; Bi, Q.; Jiang, J.M.; Zhang, H.W.; Zhao, Y.; Zhou, J.A. Fluid flow and heat transfer in a tundish with channel type induction heating. Steel Res. Int. 2018, 89, 1800173. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Items | Equations | List of Symbols |
|---|---|---|
| Maxwell’s equations | is the magnetic field intensity, A/m; is the electric current density, A/m2; is the electric field intensity, V/m; is the magnetic flux density, T. | |
| Ohm’s law | is the electric conductivity, S/m. | |
| Electromagnetic force | is the time averaged electromagnetic force, N/m3; Re is the real part of a complex number; is the conjugate complex number of . |
| Parameters | Values |
|---|---|
| Bloom cross section | 280 mm × 250 mm |
| Bloom length | 4 m |
| Radius of caster curved section | 10 m |
| Nozzle immersion depth | 120 mm |
| Casting speed | 0.6 m/s |
| Liquid steel density | 7810 kg/m3 |
| Liquid steel viscosity | 0.0062 Pa·s |
| Liquid steel casting temperature | 1768 K |
| Liquid steel electric conductivity | 7.14 × 105 S/m |
| Liquid steel relative permeability | 1.01 |
| Alternating current intensity | 500 A |
| Alternating current frequency | 2.5 Hz |
| Distance form EMS to free surface | 450 mm |
| Inclusion density | 3900 kg/m3 |
| Initial inclusion characteristic radius | 1.7 μm |
| Initial inclusion volume concentration | 240 × 10−6 |
| Boundary | N | C |
|---|---|---|
| Inlet | ||
| Walls and free surface | ||
| Outlet |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Chen, S.; Lei, H.; Zhang, H.; Xiong, H.; Jiang, M. Inclusion Behavior in a Curved Bloom Continuous Caster with Mold Electromagnetic Stirring. Metals 2020, 10, 1580. https://doi.org/10.3390/met10121580
Wang W, Chen S, Lei H, Zhang H, Xiong H, Jiang M. Inclusion Behavior in a Curved Bloom Continuous Caster with Mold Electromagnetic Stirring. Metals. 2020; 10(12):1580. https://doi.org/10.3390/met10121580
Chicago/Turabian StyleWang, Weixian, Shifu Chen, Hong Lei, Hongwei Zhang, Hongjin Xiong, and Maofa Jiang. 2020. "Inclusion Behavior in a Curved Bloom Continuous Caster with Mold Electromagnetic Stirring" Metals 10, no. 12: 1580. https://doi.org/10.3390/met10121580
APA StyleWang, W., Chen, S., Lei, H., Zhang, H., Xiong, H., & Jiang, M. (2020). Inclusion Behavior in a Curved Bloom Continuous Caster with Mold Electromagnetic Stirring. Metals, 10(12), 1580. https://doi.org/10.3390/met10121580