High Strain Rate Superplasticity of WE54 Mg Alloy after Severe Friction Stir Processing

 , ,
, ,  , and
, and 
Abstract
1. Introduction
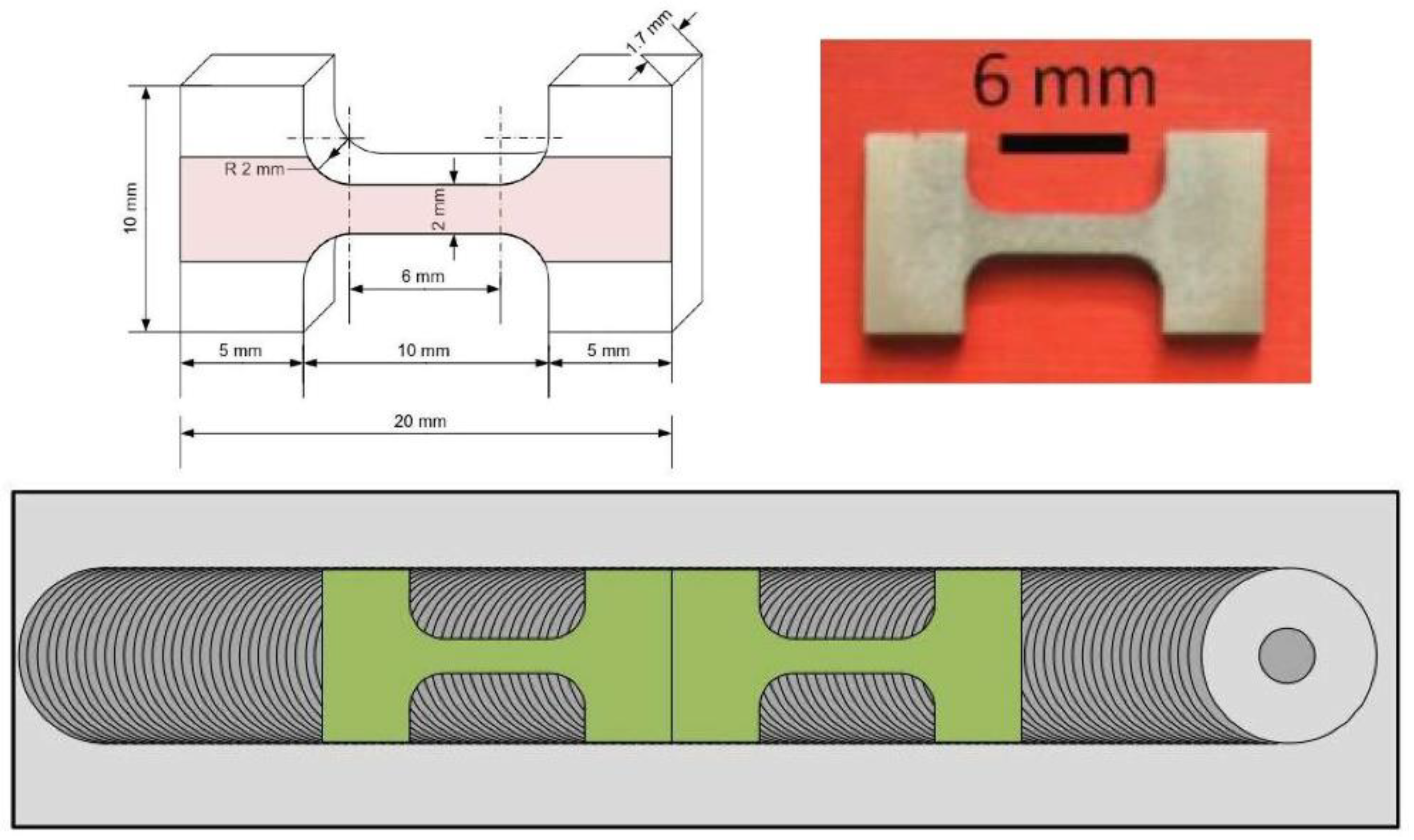
2. Material and Experimental Procedure
3. Results
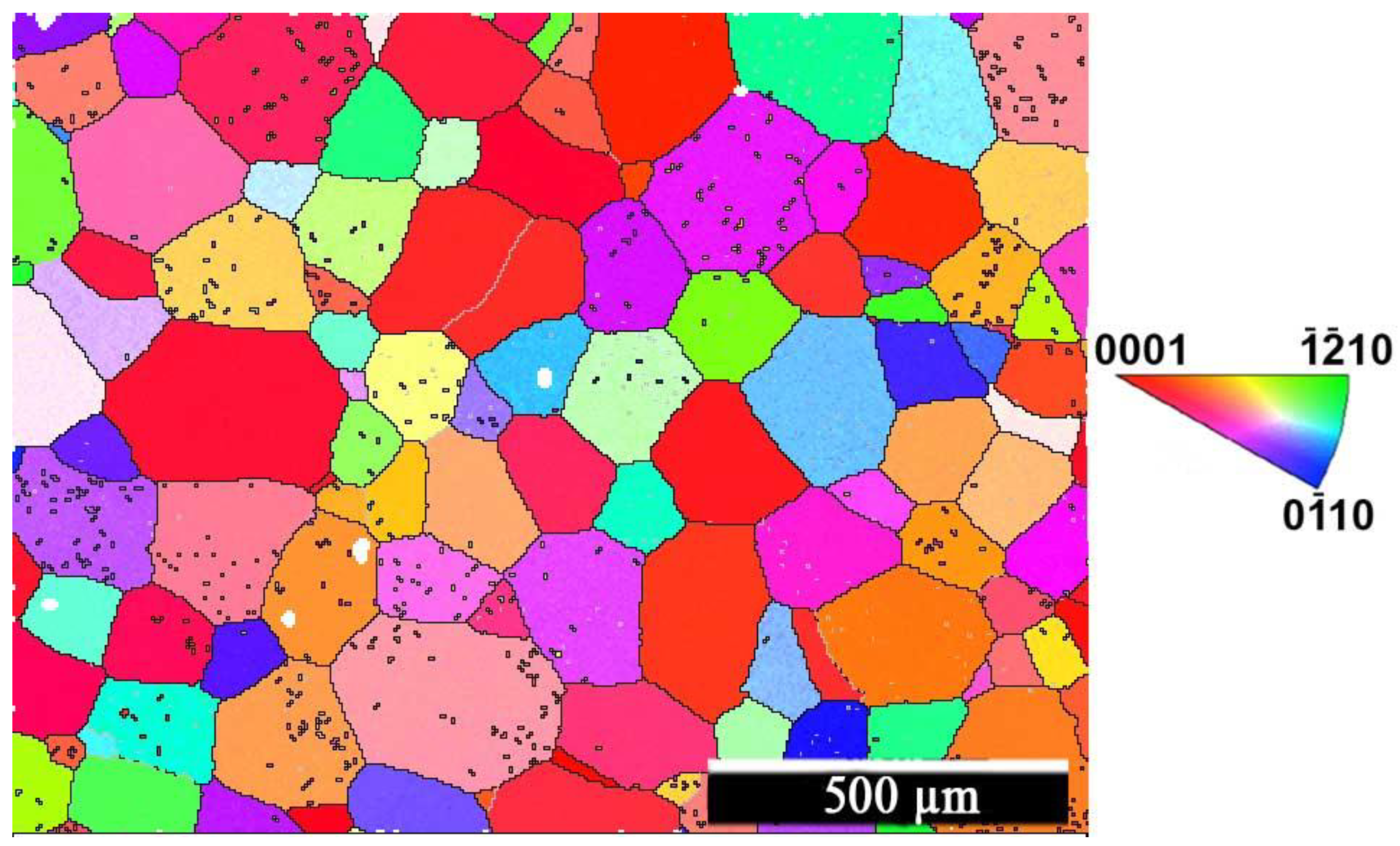
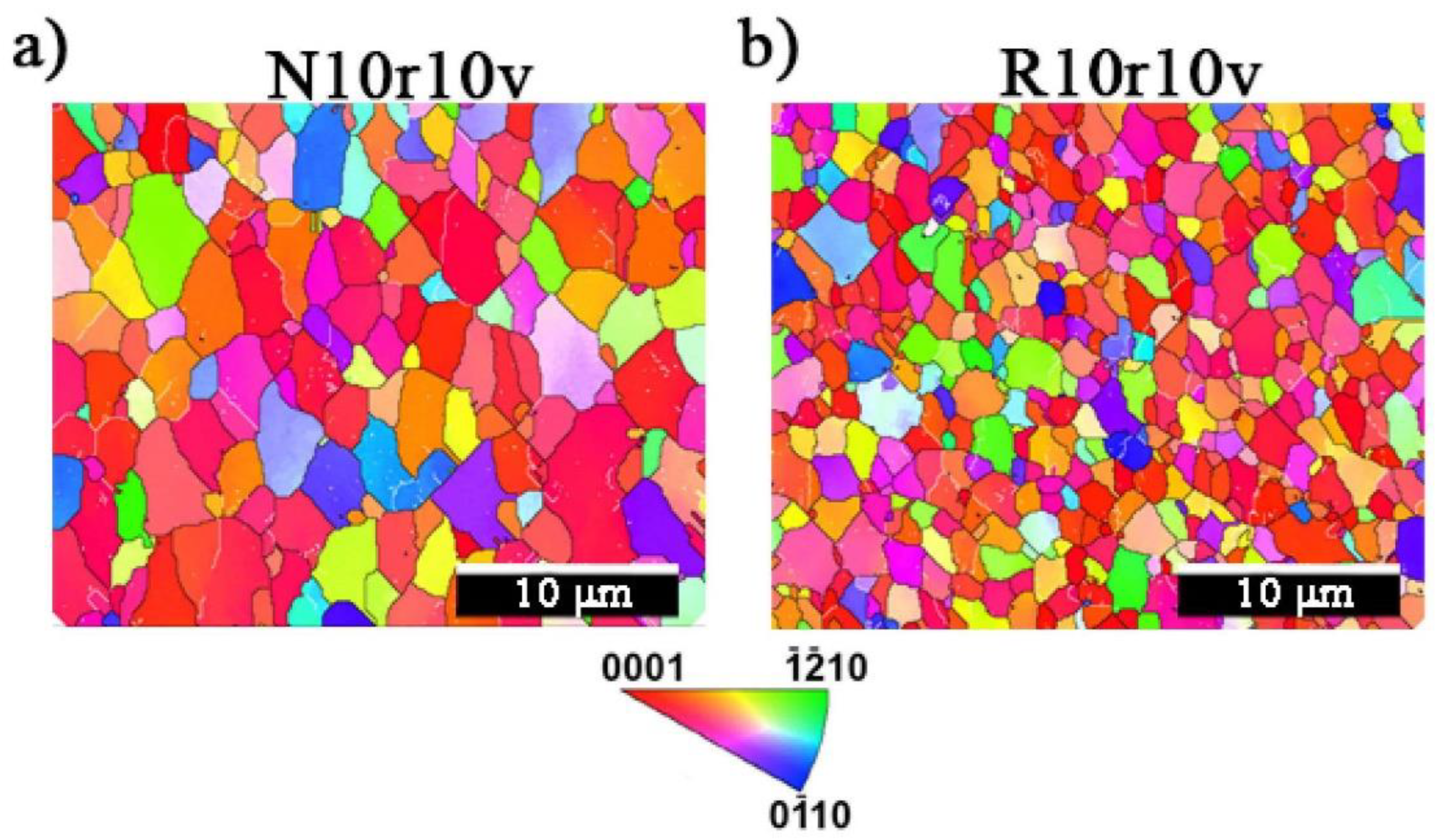
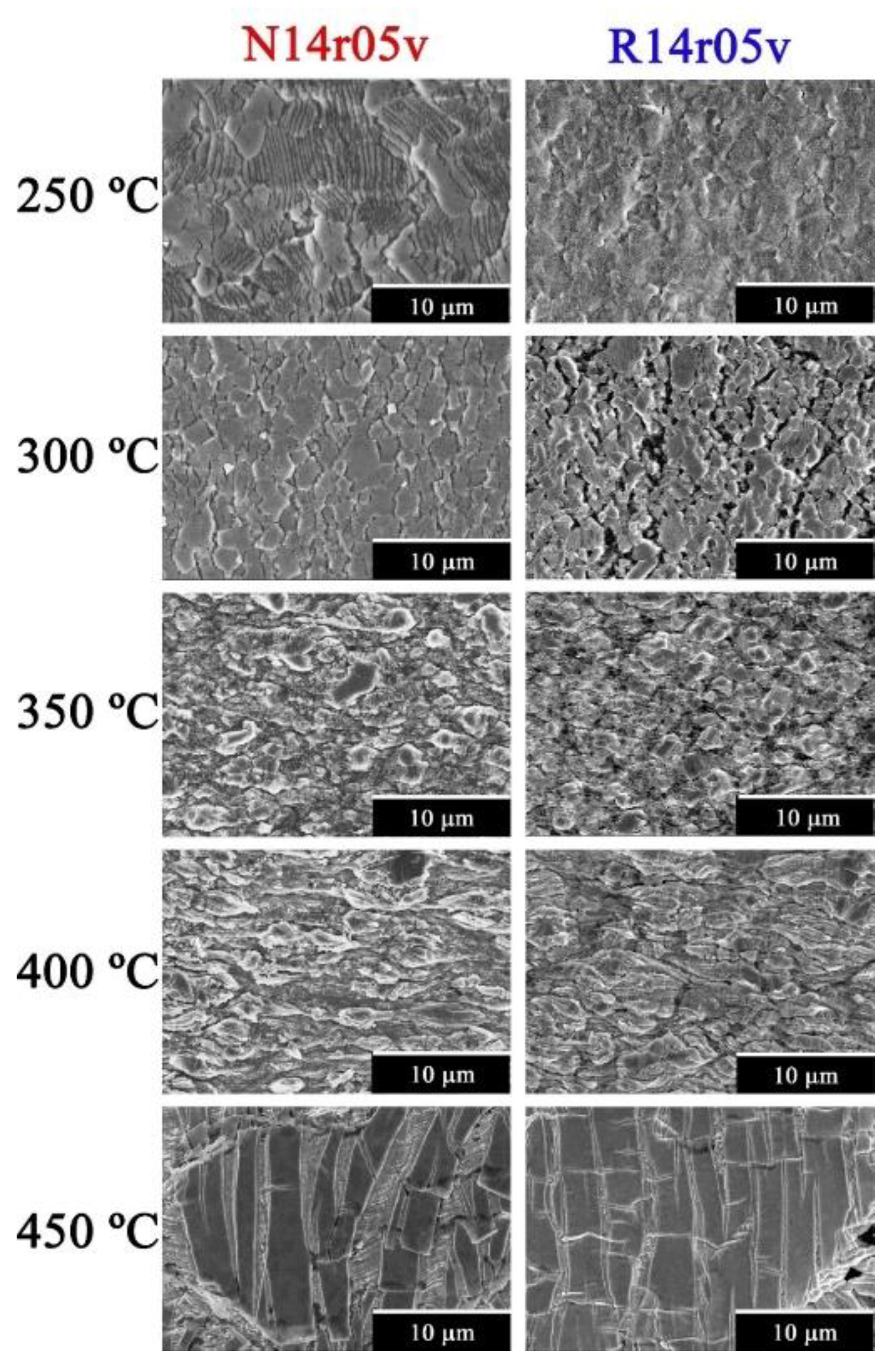
3.1. Microstructures
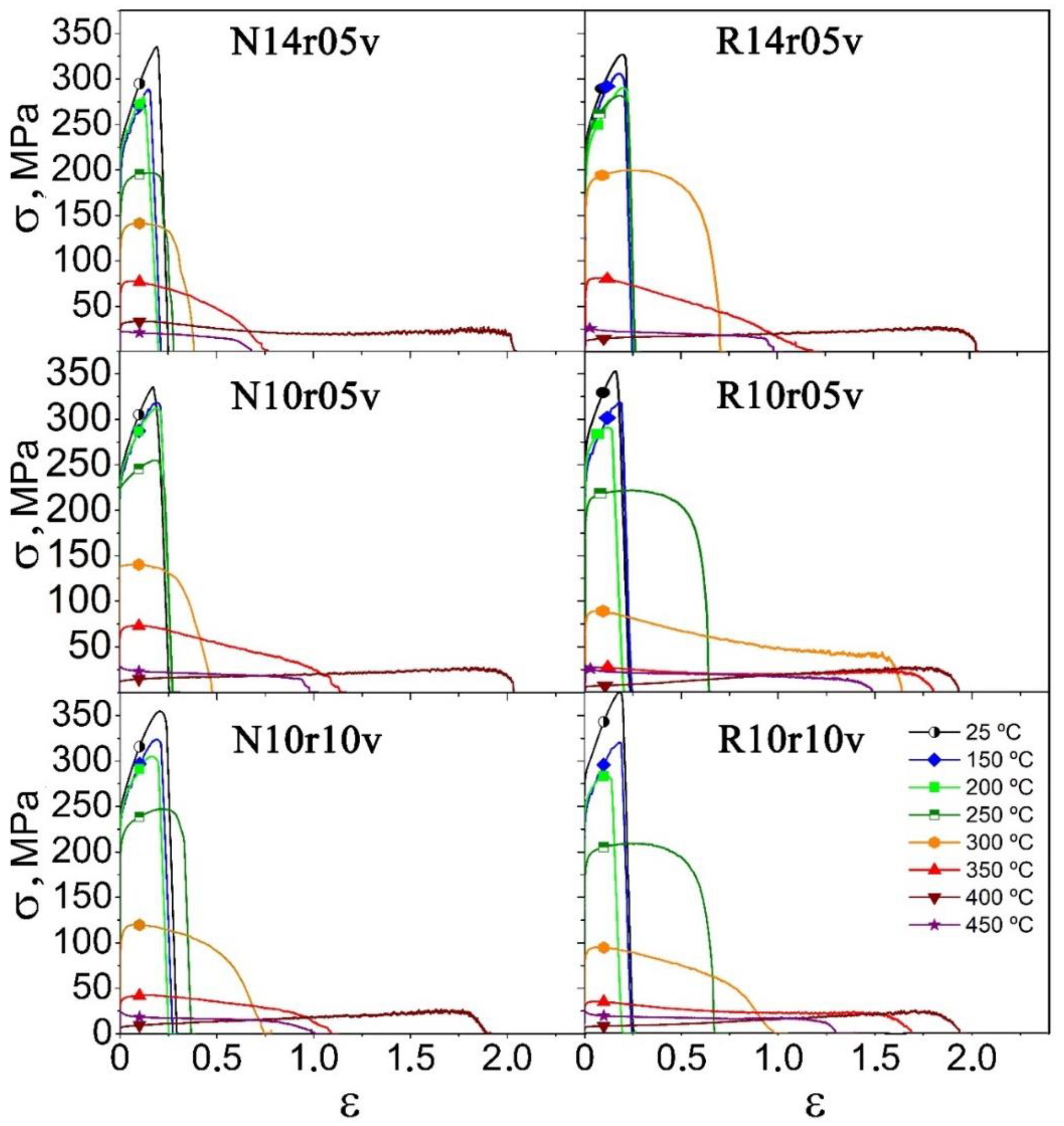
3.2. Tensile Tests to Rupture of WE54 Alloy Processed by FSP
3.3. Surface Morphology of Samples after the Constant Strain Rate Tests
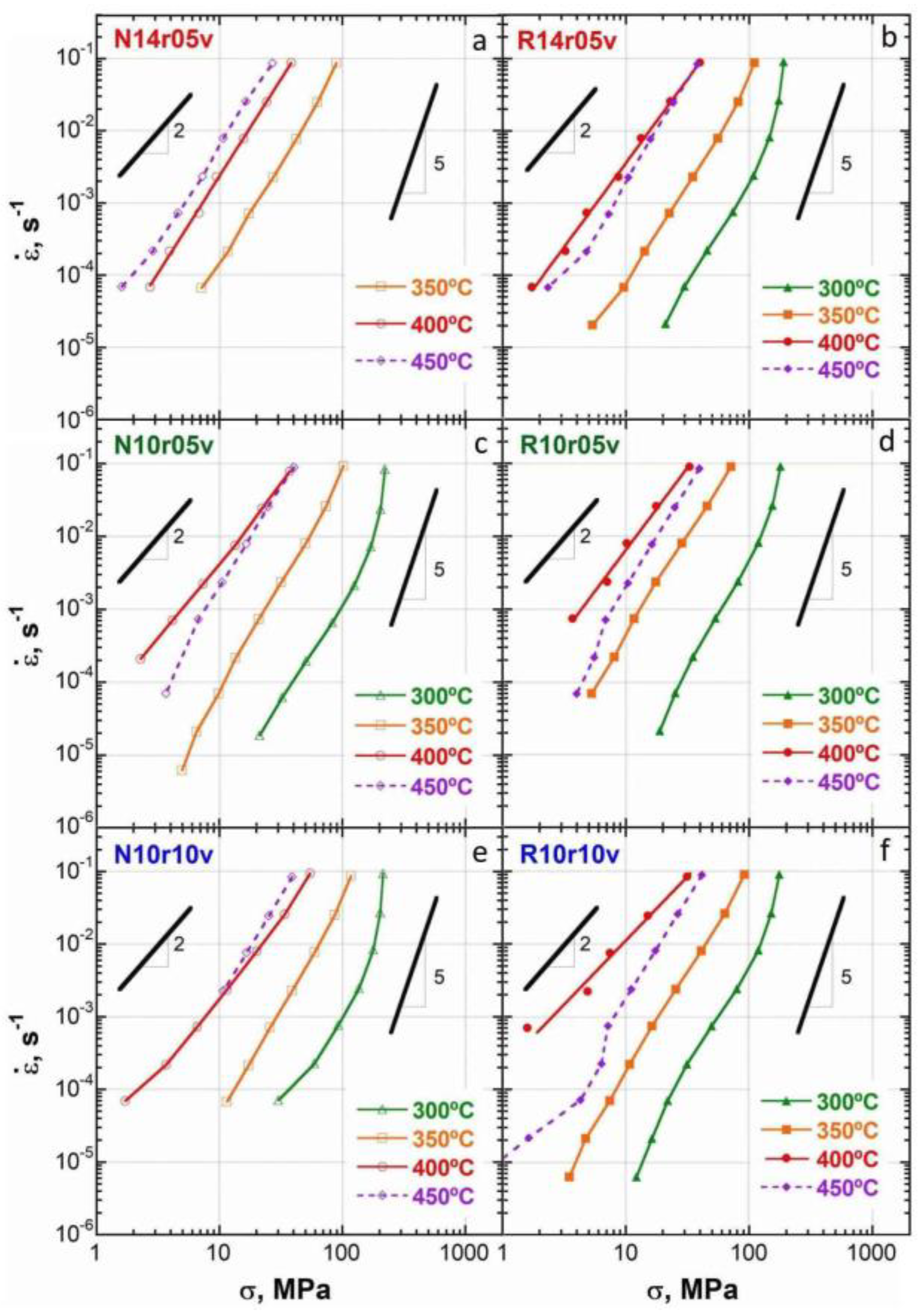
3.4. Strain Rate Change Tests
4. Discussion
5. Conclusions
- Friction stir processing under highly severe conditions was successfully applied to the coarse WE54 alloy, so that refinement of the coarse precipitates and fine equiaxed grains was obtained.
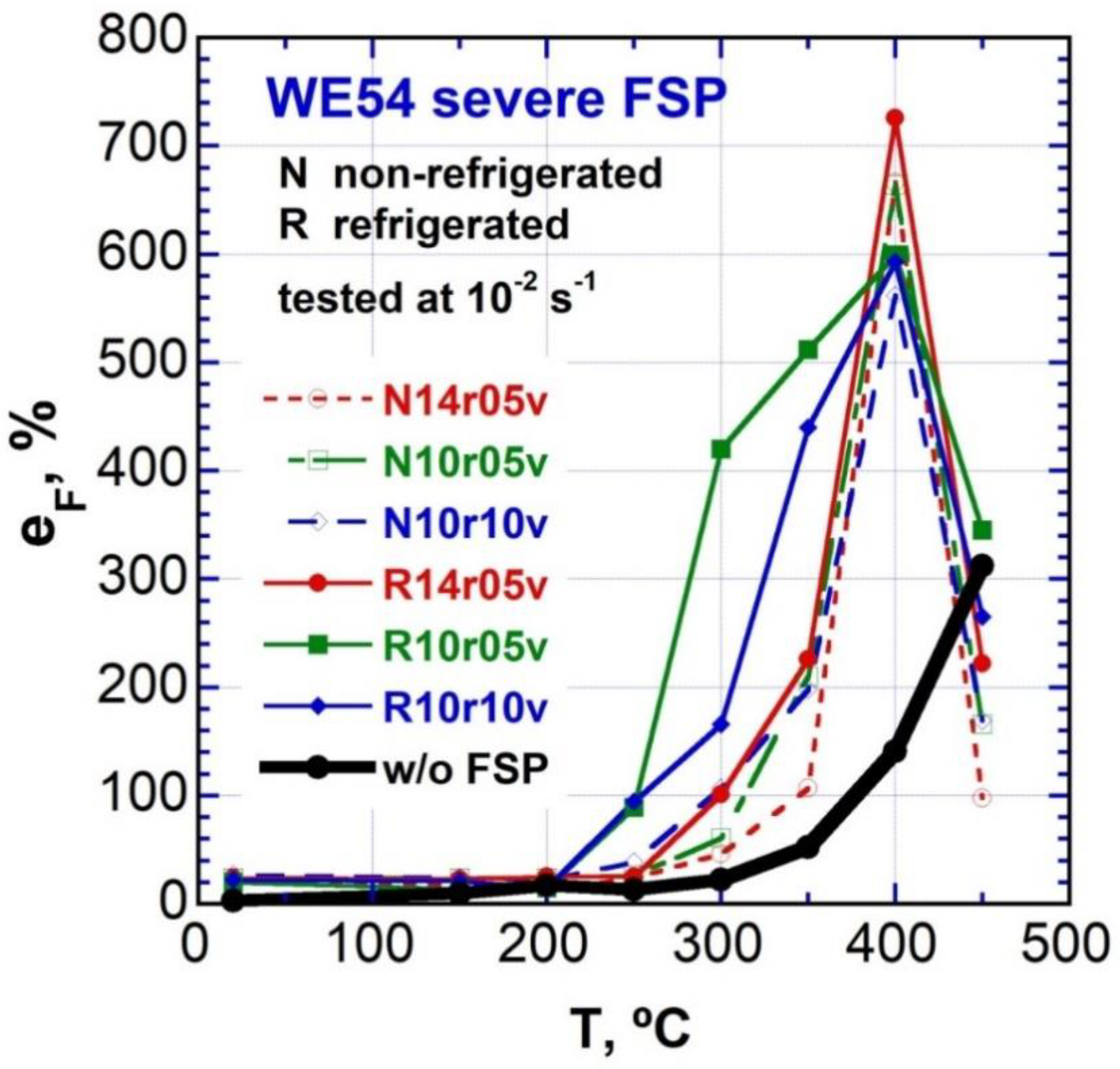
- The processed materials showed fine grains of the order of 1 μm and exhibited excellent high strain rate superplasticity at temperatures between 300 and 400 °C, and strain rates even higher than 10−2 s−1. This behavior contrasts with the higher resistance and lower ductility of the unprocessed WE54 Mg alloy.
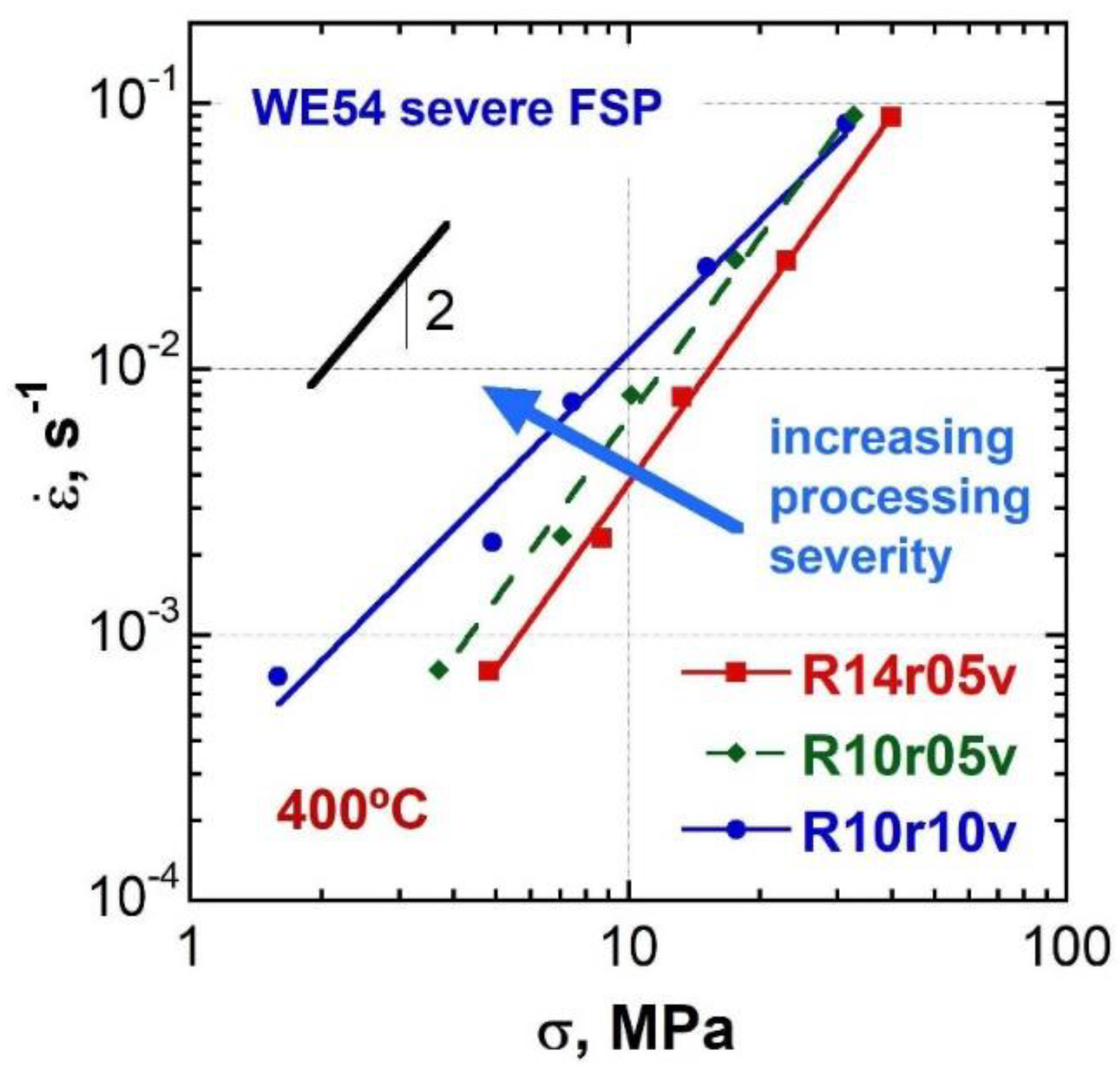
- Large elongations, with a maximum of 726%, were achieved at 400 °C and 10−2 s−1. Additionally, low stress and stress exponent values associated with grain boundary sliding are obtained, which were lower the higher the processing severity. Beyond 400 °C, the elongations rapidly decreased as a consequence of microstructure coarsening.
- At 450 °C, a transition of mechanisms occurs from grain boundary sliding to solute drag creep as the microstructure coarsens. This last mechanism is the operative mechanism of the coarse unprocessed alloy at high temperatures.
- Severe friction stir processing has been proven to be a method of obtaining ultrafine grains in Mg alloys and, thus, producing materials of high resistance at low temperatures, and easy to form superplastically at high temperatures and high strain rates.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Luo, A.A. Recent Magnesium Alloy Development for Elevated Temperature Applications. Int. Mater. Rev. 2004, 49, 13–30. [Google Scholar] [CrossRef]
- Bettles, C.; Gibson, M.; Zhu, S. Microstructure and Mechanical Behaviour of an Elevated Temperature Mg-Rare Earth Based Alloy. Mater. Sci. Eng. A 2009, 505, 6–12. [Google Scholar] [CrossRef]
- Tekumala, S.; Seetharaman, S.; Almajud, A.; Gupta, M. Mechanical Properties of Magnesium-Rare Earth Alloy Systems: A Review. Metals 2015, 5, 1–39. [Google Scholar] [CrossRef]
- Maruyama, K.; Suzuki, M.; Sato, H. Creep Strength of Magnesium-Based Alloys. Metall. Mater. Trans. 2002, 33, 875–882. [Google Scholar] [CrossRef]
- Kaibyshev, O.A.; Kazachkov, I.V.; Salikhov, S.Y.A. The Influence of Texture on Superplasticity of the Zn-22% Al Alloy. Acta Metall. 1978, 26, 1887–1894. [Google Scholar] [CrossRef]
- McFadden, S.X.; Mishra, R.S.; Valiev, R.Z.; Zhilyaev, A.P.; Mukherjee, A.K. Low-Temperature Superplasticity in Nanostructured Nickel and Metal Alloys. Nature 1999, 398, 684–686. [Google Scholar] [CrossRef]
- Fukusumi, M.; Somekawa, H.; Mukai, T. Texture and Mechanical Properties of a Superplastically Deformed Mg-Al-Zn Alloy Sheet. Scripta Mater. 2009, 61, 883–889. [Google Scholar]
- Kawasaki, M.; Langdon, T.G. Review: Achieving Superplastic Properties in Ultrafine-Grained Materials at High Temperatures. J. Mater. Sci. 2015, 51, 19–32. [Google Scholar] [CrossRef]
- Alizadeh, R.; Mahmudi, R.; Ngan, A.H.W.; Pereira, P.H.R.; Huang, Y.; Langdon, T.G. Microstructure, Texture, and Superplasticity of a Fine-Grained Mg-Gd-Zr Alloy Processed by Equal-Channel Angular Pressing. Metall. Mater. Trans. A 2016, 47, 6056–6069. [Google Scholar] [CrossRef]
- Kim, Y.S.; Kim, W.J. Microstructure and Superplasticity of the as-Cast Mg-9Al-1Zn Magnesium Alloy after High-Ratio Differential Speed Rolling. Mater. Sci. Eng. A 2016, 677, 332–339. [Google Scholar] [CrossRef]
- Glossary of Terms Used in Metallic Superplastic Materials; JIS H 7007; Japanese Standards Association: Tokyo, Japan, 1995.
- Nie, J.F.; Muddle, B.C. Characterisation of Strengthening Precipitate Phases in a Mg-Y-Nd Alloy. Acta Mater. 2000, 48, 1691–1703. [Google Scholar] [CrossRef]
- Antion, C.; Donnadieu, P.; Perrard, F.; Deschamps, A.; Tassin, C.; Pisch, A. Hardening Precipitation in a Mg-4Y-3RE Alloy. Acta Mater. 2003, 51, 5335–5348. [Google Scholar] [CrossRef]
- Kiełbus, A. The Influence of Ageing on Structure and Mechanical Properties of WE54 Alloy. J. Achiev. Mater. Manuf. Eng. 2007, 23, 27–30. [Google Scholar]
- Liu, H.; Zhu, Y.M.; Wilson, N.C.; Nie, J.F. On the Structure and Role of β’F in β1 Precipitation in Mg-Nd Alloys. Acta Mater. 2017, 133, 408–426. [Google Scholar] [CrossRef]
- Ruano, O.A.; Álvarez-Leal, M.; Orozco-Caballero, A.; Carreño, F. Large Elongations in WE54 Magnesium Alloy by Solute-Drag Creep Controlling the Deformation Behavior. Mater. Sci. Eng. A 2020, 791, 139757. [Google Scholar] [CrossRef]
- Orozco-Caballero, A.; Cepeda-Jiménez, C.M.; Hidalgo-Manrique, P.; Rey, P.; Gesto, D.; Verdera, D.; Ruano, O.A.; Carreño, F. Lowering the Temperature for High Strain Rate Superplasticity in an Al-Mg-Zn-Cu Alloy via Cooled Friction Stir Processing. Mater. Chem. Phys. 2013, 142, 182–185. [Google Scholar] [CrossRef]
- Orozco-Caballero, A.; Hidalgo-Manrique, P.; Cepeda-Jiménez, C.M.; Rey, P.; Verdera, D.; Ruano, O.A.; Carreño, F. Strategy for Severe Friction Stir Processing to Obtain Acute Grain Refinement of an Al-Zn-Mg-Cu Alloy in Three Initial Precipitation States. Mater. Charact. 2016, 112, 197–205. [Google Scholar] [CrossRef]
- Orozco-Caballero, A.; Ruano, O.A.; Rauch, E.F.; Carreño, F. Severe Friction stir Processing of an Al-Zn-Mg-Cu Alloy: Misorientation and Its Influence on Superplasticity. Mater. Design 2018, 137, 128–139. [Google Scholar] [CrossRef]
- Chiang, C.R. The Grain Size Effect on the Flow Stress of Polycrystals. Scripta Metall. 1985, 19, 1281–1283. [Google Scholar] [CrossRef]
- Taleff, E.M.; Henshall, G.A.; Nieh, T.G.; Lesuer, D.R.; Wadsworth, J. Warm-Temperature Tensile Ductility in Al-Mg Alloys. Metall. Mater. Trans. A 1998, 29, 1081–1091. [Google Scholar]
- Ruano, O.A.; Miller, A.K.; Sherby, O.D. The Influence of Pipe Diffusion on the Creep of Fine-Grained Materials. Mater. Sci. Eng. 1981, 51, 9–16. [Google Scholar] [CrossRef]
- Langdon, T.G. The Mechanical Properties of Superplastic Materials. Mater. Trans. A 1982, 13, 689–701. [Google Scholar] [CrossRef]
- Ruano, O.A.; Sherby, O.D. On Constitutive Equations for Various Diffusion-Controlled Creep Mechanisms. Revue Phys. Appl. 1988, 23, 625–637. [Google Scholar] [CrossRef]
- Vavra, T.; Minarik, P.; Vesely, J.; Kral, R. Excellent Superplastic Properties Achieved in Mg-4Y-3RE Alloy in High Strain Rate Regime. Mater. Sci. Eng. A 2020, 784, 139314. [Google Scholar] [CrossRef]
- Shewmon, P.G.; Rhines, F.N. Rate of Self-Diffusion in Polycrystalline Magnesium. JOM 1954, 6, 1021–1025. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-Mechanism Maps, 1st ed.; Pergamon Press: Oxford, UK, 1982; p. 44. [Google Scholar]
- Zhou, M.; Morisada, Y.; Fujii, H.; Wang, J.-Y. Pronounced Low-Temperature Superplasticity of Friction Stir Processed Mg-9Li-1Zn Alloy. Mater. Sci. Eng. A 2020, 780, 139071. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ω (rpm) | v (mm/min) | HI (rpm2/(mm/min)) | Nomenclature |
|---|---|---|---|
| 1400 | 500 | 3920 | N or R14r05v |
| 1000 | 500 | 2000 | N or R10r05v |
| 1000 | 1000 | 1000 | N or R10r10v |
| Condition | T (°C) | σ0.2 (MPa) | σ (MPa) | eu (%) | eF (%) |
|---|---|---|---|---|---|
| 20 | 195 | 335 | 21 | 22 | |
| 150 | 165 | 288 | 15 | 17 | |
| 200 | 205 | 281 | 13 | 14 | |
| 250 | 146 | 197 | 18 | 24 | |
| N14r05v | 300 | 111 | 141 | 12 | 46 |
| 350 | 63 | 78 | 7 | 107 | |
| 400 | 26 | 33 | 17 | 666 | |
| 450 | 21 | 22 | 2 | 98 | |
| 20 | 220 | 336 | 19 | 24 | |
| 150 | 213 | 318 | 22 | 24 | |
| 200 | 218 | 312 | 21 | 24 | |
| 250 | 224 | 255 | 21 | 26 | |
| N10r05v | 300 | 138 | 140 | 8 | 61 |
| 350 | 60 | 73 | 8 | 210 | |
| 400 | 12 | 17 | 69 | 664 | |
| 450 | 26 | 28 | 1 | 166 | |
| 20 | 230 | 355 | 23 | 27 | |
| 150 | 223 | 324 | 21 | 24 | |
| 200 | 219 | 305 | 18 | 22 | |
| 250 | 194 | 247 | 23 | 39 | |
| N10r10v | 300 | 90 | 120 | 7 | 107 |
| 350 | 32 | 43 | 14 | 198 | |
| 400 | 6 | 14 | 76 | 562 | |
| 450 | 22 | 24 | 1 | 169 | |
| 20 | 203 | 327 | 22 | 24 | |
| 150 | 194 | 306 | 20 | 23 | |
| 200 | 179 | 290 | 21 | 25 | |
| 250 | 195 | 282 | 20 | 25 | |
| R14r05v | 300 | 148 | 200 | 26 | 101 |
| 350 | 60 | 81 | 6 | 226 | |
| 400 | 16 | 23 | 10 | 726 | |
| 450 | 20 | 23 | 3 | 222 | |
| 20 | 248 | 354 | 17 | 20 | |
| 150 | 213 | 282 | 13 | 14 | |
| 200 | 231 | 292 | 13 | 15 | |
| 250 | 179 | 223 | 27 | 89 | |
| R10r05v | 300 | 71 | 90 | 7 | 420 |
| 350 | 23 | 28 | 7 | 512 | |
| 400 | 6 | 15 | 96 | 599 | |
| 450 | 29 | 30 | 0.4 | 345 | |
| 20 | 270 | 375 | 20 | 22 | |
| 150 | 209 | 319 | 19 | 21 | |
| 200 | 230 | 283 | 11 | 15 | |
| 250 | 159 | 209 | 25 | 94 | |
| R10r10v | 300 | 75 | 94 | 8 | 166 |
| 350 | 26 | 35 | 7 | 440 | |
| 400 | 6 | 12 | 97 | 593 | |
| 450 | 22 | 23 | 0.6 | 265 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Álvarez-Leal, M.; Carreño, F.; Orozco-Caballero, A.; Rey, P.; Ruano, O.A. High Strain Rate Superplasticity of WE54 Mg Alloy after Severe Friction Stir Processing. Metals 2020, 10, 1573. https://doi.org/10.3390/met10121573
Álvarez-Leal M, Carreño F, Orozco-Caballero A, Rey P, Ruano OA. High Strain Rate Superplasticity of WE54 Mg Alloy after Severe Friction Stir Processing. Metals. 2020; 10(12):1573. https://doi.org/10.3390/met10121573
Chicago/Turabian StyleÁlvarez-Leal, Marta, Fernando Carreño, Alberto Orozco-Caballero, Pilar Rey, and Oscar A. Ruano. 2020. "High Strain Rate Superplasticity of WE54 Mg Alloy after Severe Friction Stir Processing" Metals 10, no. 12: 1573. https://doi.org/10.3390/met10121573
APA StyleÁlvarez-Leal, M., Carreño, F., Orozco-Caballero, A., Rey, P., & Ruano, O. A. (2020). High Strain Rate Superplasticity of WE54 Mg Alloy after Severe Friction Stir Processing. Metals, 10(12), 1573. https://doi.org/10.3390/met10121573