Analysis of Stainless Steel Waste Products Generated during Laser Cutting in Nitrogen Atmosphere



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Phase Analysis Based on the X-ray Diffraction and Electron Backscatter Diffraction
3.2. Microstructure Analysis of the Steel Workpiece after Cutting
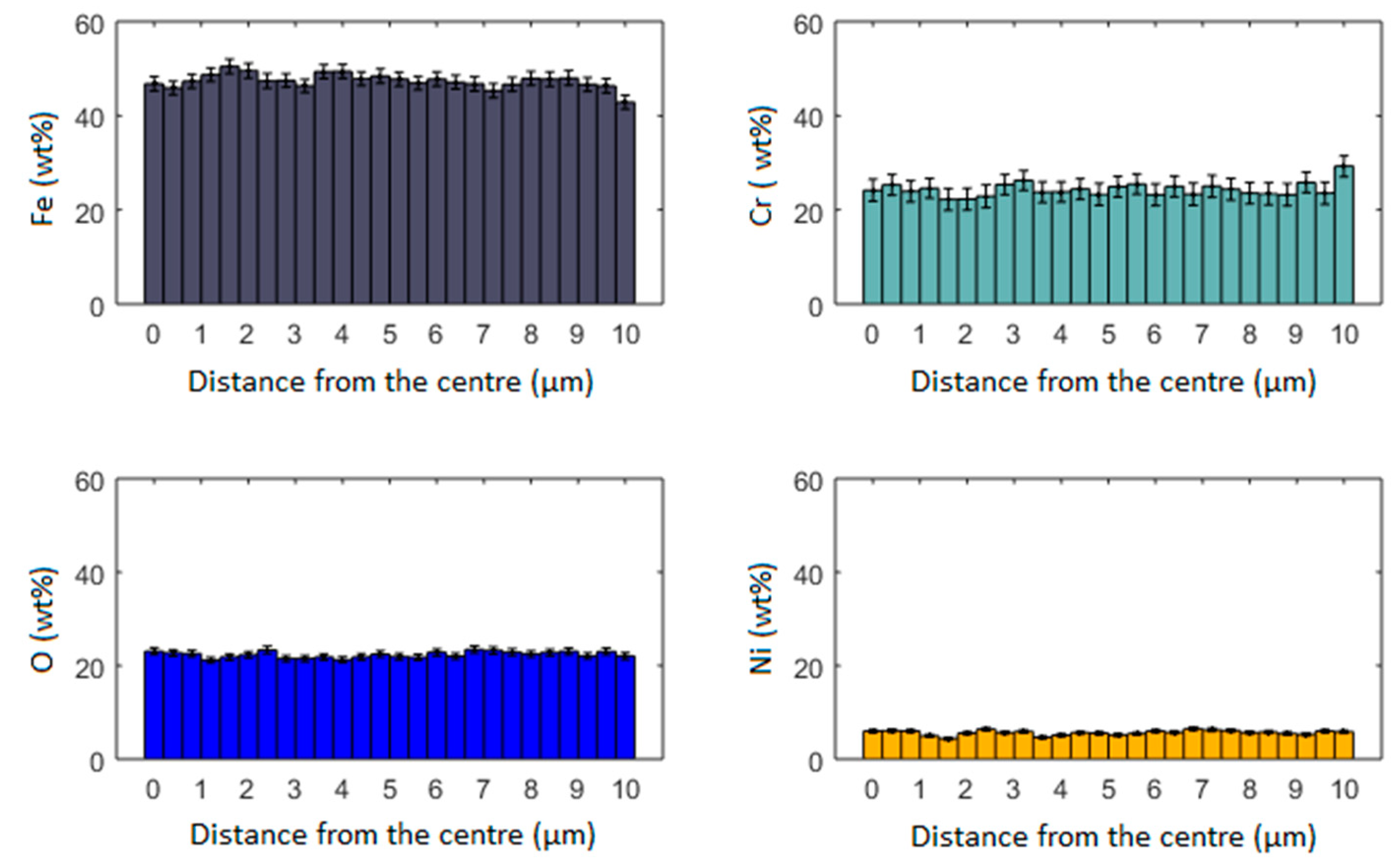
3.3. Microstructure Analysis of the Powder Waste
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Teixidor, D.; Ciurana, J.; Rodriguez, C.A. Dross formation and process parameters analysis of fibre laser cutting of stainless steel thin sheets. Int. J. Adv. Manuf. Technol. 2014, 71, 1611–1621. [Google Scholar] [CrossRef]
- Amulevičius, A.; Mažeika, K.; Sipavičius, Č. Oxidation of stainless steel by laser cutting. Acta Phys. Pol. A. 2009, 115, 880–885. [Google Scholar] [CrossRef]
- Krot, K.; Chlebus, E.; Kuźnicka, B. Laser cutting of composite sandwich structures. Arch. Civ. Mech. Eng. 2017, 17, 545–554. [Google Scholar] [CrossRef]
- Khan, A.; Blackburn, J. Laser size reduction of radioactively contaminated structures. J. Laser Appl. 2018, 30, 032607. [Google Scholar] [CrossRef]
- Lisiecki, A.; Kurc-Lisiecka, A. Automated Laser Welding of AISI 304 Stainless Steel by Disk Laser. Arch. Metall. Mater. 2018, 63, 1663–1672. [Google Scholar]
- Brytan, Z. The corrosion resistance of laser surface alloyed stainless steels. Arch. Metall. Mater. 2018, 63, 2039–2049. [Google Scholar] [CrossRef]
- Cabanillas, E.D. Transmission electron microscopy observation of nanoparticles obtained by cutting power laser. J. Mater. Sci. 2004, 39, 3821–3823. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Aleem, B.J.A. Dross formation during laser cutting process. J. Phys. D Appl. Phys. 2006, 39, 1451–1461. [Google Scholar] [CrossRef]
- Mercader, R.C.; Marchetti, S.G.; Bengoa, J.F.; Punte, G.; Cabanillas, E.D. Characterization of scraps produced by the industrial laser cutting of steels. Hyperfine Interact. 2010, 195, 249–255. [Google Scholar] [CrossRef]
- Lopez, A.; Assunção, E.; Pires, I.; Quintino, L. Secondary emissions during fiber laser cutting of nuclear material. Nucl. Eng. Des. 2017, 315, 69–76. [Google Scholar] [CrossRef]
- Cabanillas, E.D.; Creus, M.F.; Mercader, R.C. Microscopic spheroidal particles obtained by laser cutting. J. Mater. Sci. 2005, 40, 519–522. [Google Scholar] [CrossRef]
- Elihn, K.; Berg, P. Ultrafine particle characteristics in seven industrial plants. Ann. Occup. Hyg. 2009, 53, 475–484. [Google Scholar] [PubMed]
- de Souza, J.; Oliveira-Motta, C.A.; Machado, T.G.; Giacomin, A.; Arabi, H.M.A. Analysis of Metallic Waste from Laser Cutting for Utilization in Parts Manufactured by Conventional Powder Metallurgy. IJRES 2016, 4, 1–5. [Google Scholar]
- Rodriguez-Carvajal, J. Recent advances in magnetic structure determination by neutron powder diffraction. Physica B 1993, 192, 55–69. [Google Scholar] [CrossRef]
- Pryds, N.H.; Pedersen, A.S. Rapid solidification of martensitic stainless steel atomized droplets. Metal. Mater. Trans. A 2002, 33A, 3755–3761. [Google Scholar] [CrossRef]
- Duflos, F.; Stohr, J.F. Comparison of the quench rates attained in gas-atomized powders and melt-spun ribbons of Co- and Ni-base superalloys: Influence on resulting microstructures. J. Mater. Sci. 1982, 17, 3641–3652. [Google Scholar] [CrossRef]
- Powder Metallurgy and Additive Manufacturing. Malvern Panalytical. Available online: https://www.malvernpanalytical.com/en/assets/MRK2319-02_tcm50-55142.pdf (accessed on 6 May 2020).
- Qi, H.B.; Yan, Y.N.; Lin, F.; He, W.; Zhang, R.J. Direct metal part forming of 316L stainless steel powder by electron beam selective melting. Proc. Inst. Mech. Eng. Part B J. Eng. Manufact. 2006, 220, 1845–1853. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Lei, X.; Zhang, L.; Man, C.; Yao, I.; Cheng, X.; Li, X. Bio-functional and anti-corrosive 3D printing 316L stainless steel fabricated by selective laser melting. Mater. Des. 2018, 152, 88–101. [Google Scholar] [CrossRef]
- Sun, P.; Fang, Z.Z.; Xia, Y.; Zhang, Y.; Zhou, C. A novel method for production of spherical Ti-6Al-4V powder for additive manufacturing. Powder Technol. 2016, 301, 331–335. [Google Scholar] [CrossRef]
- Boley, C.D.; Khairallah, S.A.; Rubenchik, A.M. Calculation of laser absorption by metal powders in additive manufacturing. Appl. Opt. 2015, 54, 2477–2482. [Google Scholar] [CrossRef] [PubMed]
- Zhou, J.; Zhang, Y.; Chen, J.K. Numerical simulation of random packing of spherical particles for powder-based additive manufacturing. J. Manuf. Sci. Eng. 2009, 131, 031004. [Google Scholar] [CrossRef]
- Elmes, M.; Gasparon, M. Sampling and single particle analysis for the chemical characterization of fine atmospheric particulates: A review. J. Environ. Manag. 2017, 202, 137–150. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | a0 (Å) | Crystallite Size (nm) | Compound Fraction (%) | |
|---|---|---|---|---|
| Magnetite (Fe2O3) | 04-007-2718 | 8.3705 (5) | 59 (1) | 74.2 (6) |
| Wuestite (α-FeO) | 01-080-3820 | 4.2884 (4) | 10 (1) | 9.4 (3) |
| Ferrite (α-Fe) | 00-006-0696 | 2.8713 (2) | 22 (1) | 11.0 (2) |
| Austenite (γ-Fe) | 00-052-0512 | 3.5878 (2) | 47 (2) | 5.4 (1) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zubko, M.; Loskot, J.; Świec, P.; Prusik, K.; Janikowski, Z. Analysis of Stainless Steel Waste Products Generated during Laser Cutting in Nitrogen Atmosphere. Metals 2020, 10, 1572. https://doi.org/10.3390/met10121572
Zubko M, Loskot J, Świec P, Prusik K, Janikowski Z. Analysis of Stainless Steel Waste Products Generated during Laser Cutting in Nitrogen Atmosphere. Metals. 2020; 10(12):1572. https://doi.org/10.3390/met10121572
Chicago/Turabian StyleZubko, Maciej, Jan Loskot, Paweł Świec, Krystian Prusik, and Zbigniew Janikowski. 2020. "Analysis of Stainless Steel Waste Products Generated during Laser Cutting in Nitrogen Atmosphere" Metals 10, no. 12: 1572. https://doi.org/10.3390/met10121572
APA StyleZubko, M., Loskot, J., Świec, P., Prusik, K., & Janikowski, Z. (2020). Analysis of Stainless Steel Waste Products Generated during Laser Cutting in Nitrogen Atmosphere. Metals, 10(12), 1572. https://doi.org/10.3390/met10121572