Laser Powder Bed Fusion of NiTiHf High-Temperature Shape Memory Alloy: Effect of Process Parameters on the Thermomechanical Behavior


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
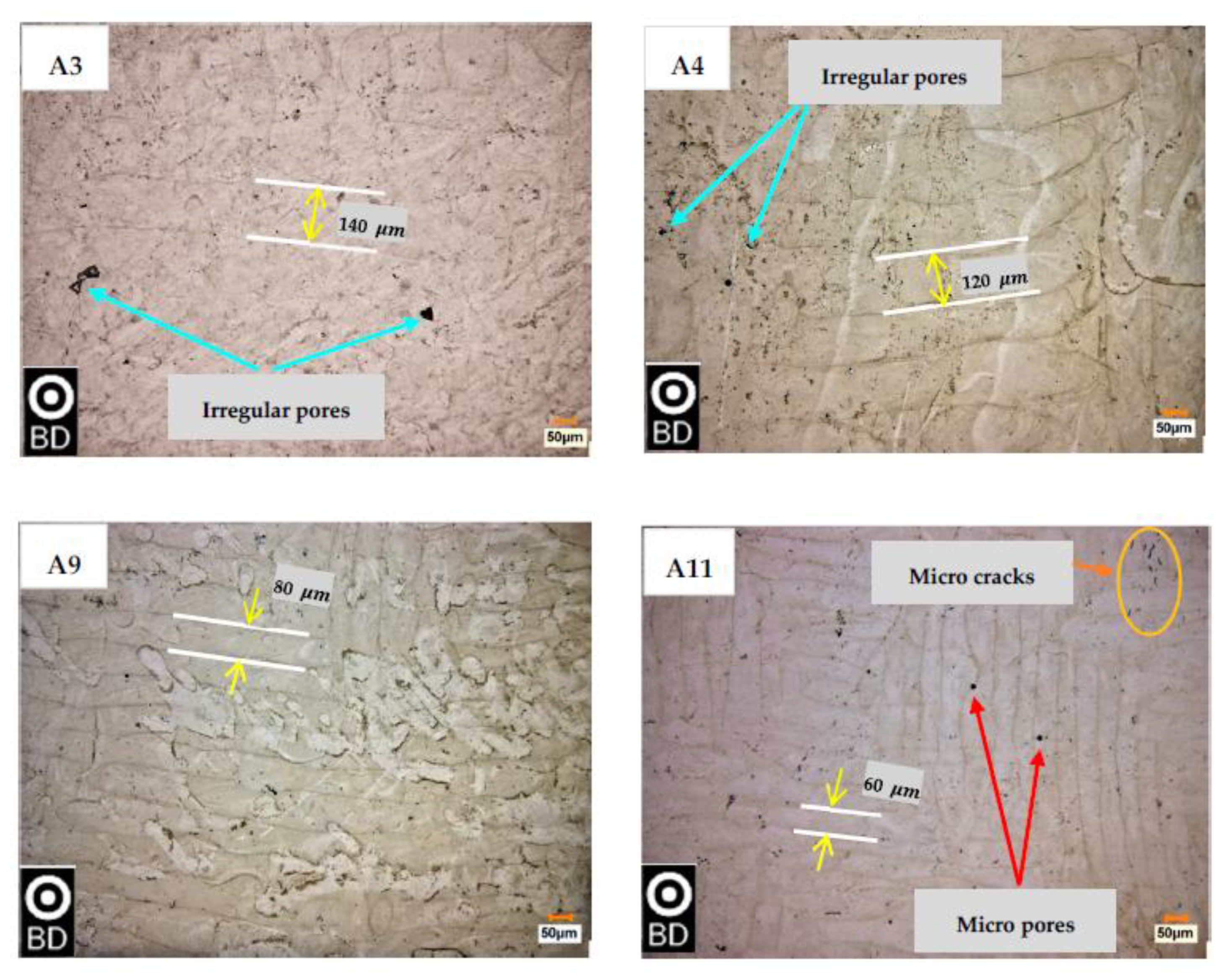
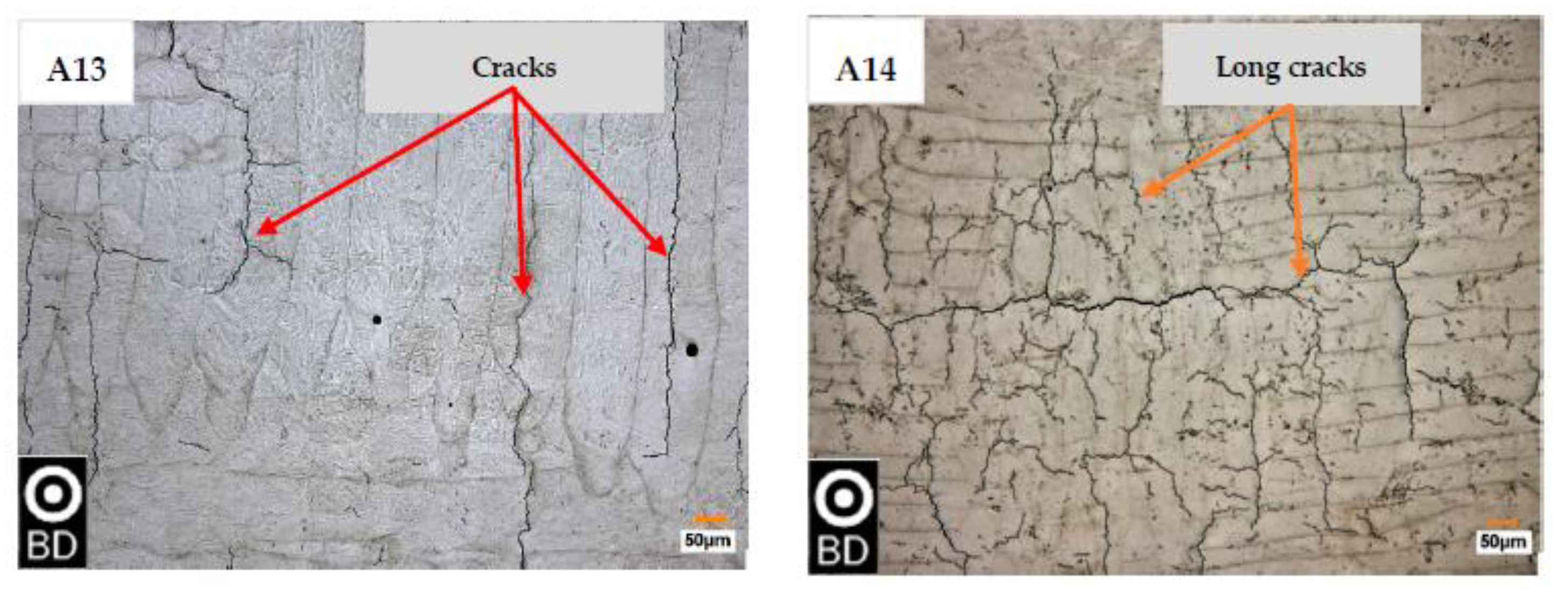
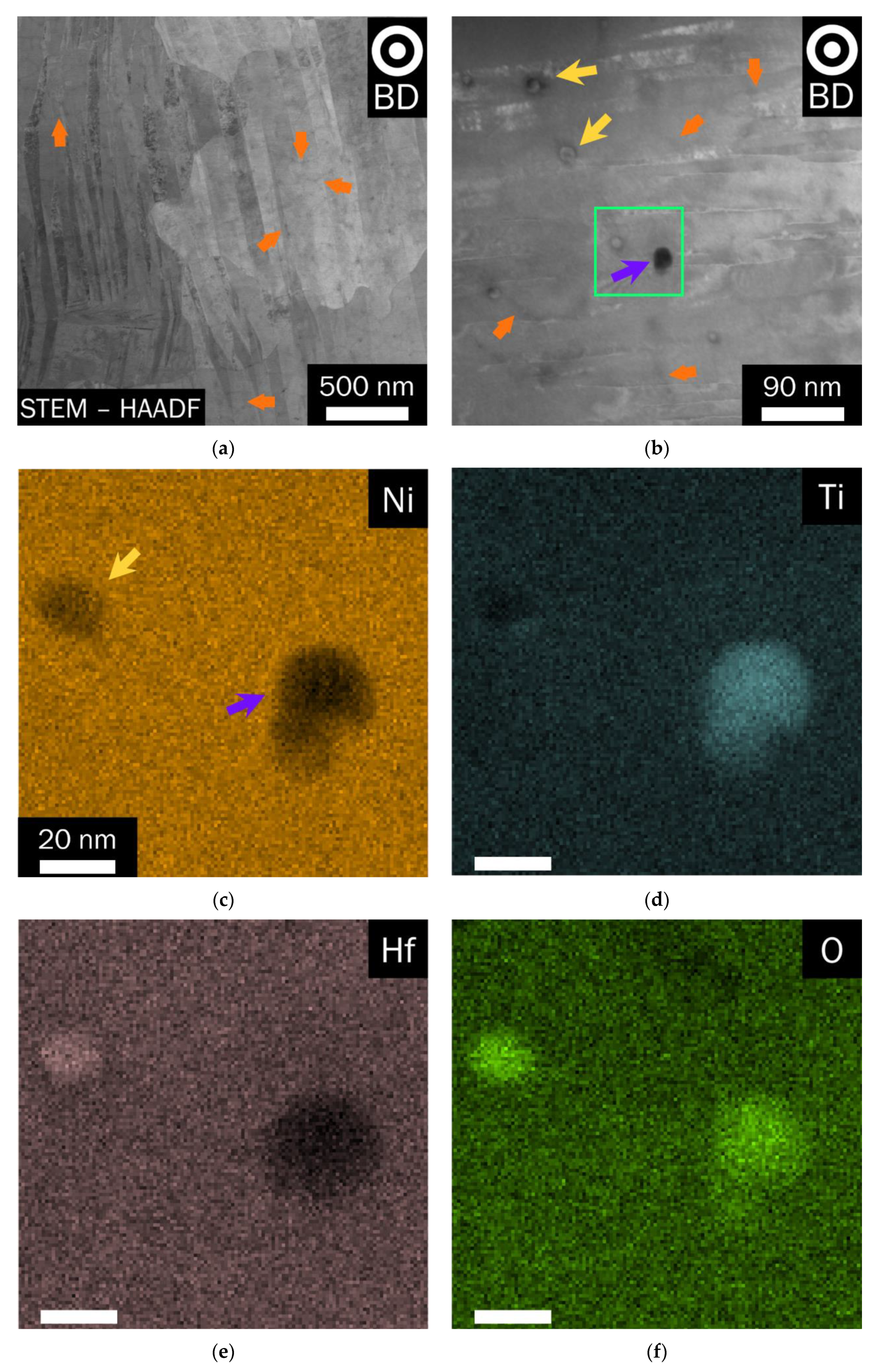
3.1. Microstructure
3.2. Transformation Temperatures and Phases
3.3. Thermomechanical Behavior
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SAMPLE # | POWER (W) | SPEED (MM/S) | HATCH (µM) | EV (J/mm3) | AF (°C) | NI (AT. %) | TI (AT. %) | HF (AT. %) |
|---|---|---|---|---|---|---|---|---|
| A28 | 100 | 200 | 60 | 277 | 280 | 50.28 | 29.82 | 19.85 |
| A26 | 100 | 200 | 80 | 208 | 144 | 50.5 | 29.79 | 19.64 |
| A24 | 100 | 200 | 120 | 138 | 150 | 50.51 | 29.82 | 19.63 |
| A19 | 100 | 733 | 60 | 75 | 146 | 50.43 | 29.81 | 19.7 |
| A25 | 135 | 400 | 80 | 140 | 239 | 50.32 | 29.85 | 19.78 |
| A18 | 135 | 800 | 80 | 70.3 | 143 | 50.49 | 29.81 | 19.64 |
| A21 | 150 | 1000 | 60 | 83 | 187 | 50.44 | 29.81 | 19.69 |
| A22 | 200 | 1000 | 60 | 111 | 276 | 50.2 | 29.89 | 19.84 |
| POWDER | --- | --- | --- | --- | 150 | 50.42 | 29.8 | 19.67 |
References
- Firstov, G.; Van Humbeeck, J.; Koval, Y.N. High Temperature Shape Memory Alloys Problems and Prospects. J. Intell. Mater. Syst. Struct. 2006, 17, 1041–1047. [Google Scholar] [CrossRef]
- Schetky, L.M. Shape memory alloy applications in space systems. Mater. Des. 1991, 12, 29–32. [Google Scholar] [CrossRef]
- Calkins, F.; Butler, G.; Mabe, J. Variable Geometry Chevrons for Jet Noise Reduction. In Proceedings of the 12th AIAA/CEAS Aeroacoustics Conference (27th AIAA Aeroacoustics Conference), Cambridge, MA, USA, 8–10 May 2006; p. 2546. [Google Scholar]
- Webster, J. High integrity adaptive SMA components for gas turbine applications. In Proceedings of the Smart Structures and Materials 2006: Industrial and Commercial Applications of Smart Structures Technologies, San Diego, CA, USA, 26 February–2 March 2006; Volume 6171, p. 61710F. [Google Scholar] [CrossRef]
- Benafan, O.; Gaydosh, D.J. High temperature shape memory alloy Ni50.3Ti29.7Hf20torque tube actuators. Smart Mater. Struct. 2017, 26, 095002. [Google Scholar] [CrossRef]
- Lagoudas, D.C. Shape Memory Alloys: Modeling and Engineering Applications; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Hartl, D.J.; Lagoudas, D.C. Aerospace applications of shape memory alloys. Proc. Inst. Mech. Eng. Part G J. Aerosp. Eng. 2007, 221, 535–552. [Google Scholar] [CrossRef]
- Nematollahi, M.; Mehrabi, R.; Callejas, M.A.; Elahinia, H.; Elahinia, M. A two-way architectural actuator using NiTi SE wire and SME spring. In Proceedings of the Active and Passive Smart Structures and Integrated Systems XII, Denver, CO, USA, 5–8 March 2018; SPIE-The International Society for Optical Engineering. Volume 10595, p. 105952. [Google Scholar] [CrossRef]
- Nematollahi, M.; Baghbaderani, K.S.; Amerinatanzi, A.; Zamanian, H.; Elahinia, M. Application of NiTi in Assistive and Rehabilitation Devices: A Review. Bioengineering 2019, 6, 37. [Google Scholar] [CrossRef]
- Ma, J.; Karaman, I.; Noebe, R.D. High temperature shape memory alloys. Int. Mater. Rev. 2010, 55, 257–315. [Google Scholar] [CrossRef]
- Evirgen, A.; Karaman, I.; Santamarta, R.; Pons, J.; Noebe, R.D. Microstructural characterization and shape memory characteristics of the Ni50.3Ti34.7Hf15 shape memory alloy. Acta Mater. 2015, 83, 48–60. [Google Scholar] [CrossRef]
- Young, B.; Haghgouyan, B.; Lagoudas, D.C.; Karaman, I. Effect of Temperature on the Fracture Toughness of a NiTiHf High Temperature Shape Memory Alloy. Shape Mem. Superelasticity 2019, 5, 362–373. [Google Scholar] [CrossRef]
- Santamarta, R.; Arróyave, R.; Pons, J.; Evirgen, A.; Karaman, I.; Karaca, H.; Noebe, R.D. TEM study of structural and microstructural characteristics of a precipitate phase in Ni-rich Ni–Ti–Hf and Ni–Ti–Zr shape memory alloys. Acta Mater. 2013, 61, 6191–6206. [Google Scholar] [CrossRef]
- Mulder, J. Investigation on High Temperature Shape Memory Alloys Using Ni-Ti-Zr and Ni-Ti-Hf System. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 23 February 1995. [Google Scholar]
- Babacan, N.; Bilal, M.; Hayrettin, C.; Liu, J.; Benafan, O.; Karaman, I. Effects of cold and warm rolling on the shape memory response of Ni50Ti30Hf20 high-temperature shape memory alloy. Acta Mater. 2018, 157, 228–244. [Google Scholar] [CrossRef]
- Amin-Ahmadi, B.; Pauza, J.G.; Shamimi, A.; Duerig, T.W.; Noebe, R.D.; Stebner, A.P. Coherency strains of H-phase precipitates and their influence on functional properties of nickel-titanium-hafnium shape memory alloys. Scr. Mater. 2018, 147, 83–87. [Google Scholar] [CrossRef]
- Amin-Ahmadi, B.; Gallmeyer, T.; Pauza, J.G.; Duerig, T.W.; Noebe, R.D.; Stebner, A.P. Effect of a pre-aging treatment on the mechanical behaviors of Ni50.3Ti49.7−xHfx (x ≤ 9 at.%) Shape memory alloys. Scr. Mater. 2018, 147, 11–15. [Google Scholar] [CrossRef]
- Elahinia, M.H.; Hashemi, M.; Tabesh, M.; Bhaduri, S.B. Manufacturing and processing of NiTi implants: A review. Prog. Mater. Sci. 2012, 57, 911–946. [Google Scholar] [CrossRef]
- Bigelow, G.S.; Garg, A.; Padula, S.; Gaydosh, D.; Noebe, R. Load-biased shape-memory and superelastic properties of a precipitation strengthened high-temperature Ni50.3Ti29.7Hf20 alloy. Scr. Mater. 2011, 64, 725–728. [Google Scholar] [CrossRef]
- Shahmir, H.; Nili-Ahmadabadi, M.; Naghdi, F. Superelastic behavior of aged and thermomechanical treated NiTi alloy at Af+10 °C. Mater. Des. 2011, 32, 365–370. [Google Scholar] [CrossRef]
- Biffi, C.; Bassani, P.; Sajedi, Z.; Giuliani, P.; Tuissi, A. Laser ignition in Self-propagating High temperature Synthesis of porous NiTinol Shape Memory Alloy. Mater. Lett. 2017, 193, 54–57. [Google Scholar] [CrossRef]
- Farvizi, M.; Javan, M.K.; Akbarpour, M.; Kim, H. Fabrication of NiTi and NiTi-nano Al2O3 composites by powder metallurgy methods: Comparison of hot isostatic pressing and spark plasma sintering techniques. Ceram. Int. 2018, 44, 15981–15988. [Google Scholar] [CrossRef]
- Patra, A.; Saxena, R.; Karak, S.; Laha, T.; Sahoo, S. Fabrication and characterization of nano-Y 2 O 3 dispersed W-Ni-Mo and W-Ni-Ti-Nb alloys by mechanical alloying and spark plasma sintering. J. Alloy. Compd. 2017, 707, 245–250. [Google Scholar] [CrossRef]
- Elahinia, M.; Moghaddam, N.S.; Andani, M.T.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through additive manufacturing: A review. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef]
- Nematollahi, M.; Jahadakbar, A.; Mahtabi, M.J.; Elahinia, M.; Namatollahi, M. Additive manufacturing (AM). In Metals for Biomedical Devices, 2nd ed.; Woodhead Publishing Series in Biomaterials: Sawston, UK; Cambridge, UK, 2019; pp. 331–353. [Google Scholar] [CrossRef]
- Xiong, Z.; Li, Z.; Sun, Z.; Hao, S.; Yang, Y.; Li, M.; Song, C.; Qiu, P.; Cui, L. Selective laser melting of NiTi alloy with superior tensile property and shape memory effect. J. Mater. Sci. Technol. 2019, 35, 2238–2242. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Gisario, A.; Rahimzadeh, A.; Nematollahi, M.; Baghbaderani, K.S.; Elahinia, M. A prediction model for finding the optimal laser parameters in additive manufacturing of NiTi shape memory alloy. Int. J. Adv. Manuf. Technol. 2019, 105, 4691–4699. [Google Scholar] [CrossRef]
- Tan, C.; Li, S.; Essa, K.; Jamshidi, P.; Zhou, K.; Ma, W.; Attallah, M.M. Laser Powder Bed Fusion of Ti-rich TiNi lattice structures: Process optimisation, geometrical integrity, and phase transformations. Int. J. Mach. Tools Manuf. 2019, 141, 19–29. [Google Scholar] [CrossRef]
- Biffi, C.; Bassani, P.; Nematollahi, M.; Moghaddam, N.S.; Amerinatanzi, A.; Mahtabi, M.; Elahinia, M.; Tuissi, A. Effect of Ultrasonic Nanocrystal Surface Modification on the Microstructure and Martensitic Transformation of Selective Laser Melted Nitinol. Materials 2019, 12, 3068. [Google Scholar] [CrossRef]
- Safaei, K.; Nematollahi, M.; Bayati, P.; Dabbaghi, H.; Benafan, O.; Elahinia, M. Torsional behavior and microstructure characterization of additively manufactured NiTi shape memory alloy tubes. Eng. Struct. 2021, 226, 111383. [Google Scholar] [CrossRef]
- Firstov, G.S.; Koval, Y.; Van Humbeeck, J.; Timoshevskii, A.; Kosorukova, T.; Verhovlyuk, P. Some Physical Principles of High Temperature Shape Memory Alloys Design. Mater. Sci. Found. 2015, 81, 207–231. [Google Scholar] [CrossRef]
- Wang, X.; Speirs, M.; Kustov, S.; Vrancken, B.; Li, X.; Kruth, J.-P.; Van Humbeeck, J. Selective laser melting produced layer-structured NiTi shape memory alloys with high damping properties and Elinvar effect. Scr. Mater. 2018, 146, 246–250. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; Kruth, J.-P.; Schrooten, J.; Luyten, J.; Van Humbeeck, J. Effect of SLM Parameters on Transformation Temperatures of Shape Memory Nickel Titanium Parts. Adv. Eng. Mater. 2014, 16, 1140–1146. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Yang, G.; Han, J.; Chen, X.; Li, H. Location dependence of microstructure, phase transformation temperature and mechanical properties on Ni-rich NiTi alloy fabricated by wire arc additive manufacturing. Mater. Sci. Eng. A 2019, 749, 218–222. [Google Scholar] [CrossRef]
- Zhou, Q.; Hayat, M.D.; Chen, G.; Cai, S.; Qu, X.; Tang, H.; Cao, P. Selective electron beam melting of NiTi: Microstructure, phase transformation and mechanical properties. Mater. Sci. Eng. A 2019, 744, 290–298. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.; Tor, S.; Wong, C. Additive manufacturing of NiTi shape memory alloys using pre-mixed powders. J. Mater. Process. Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Patil, R.B.; Yadava, V. Finite element analysis of temperature distribution in single metallic powder layer during metal laser sintering. Int. J. Mach. Tools Manuf. 2007, 47, 1069–1080. [Google Scholar] [CrossRef]
- Hou, H.; Simsek, E.; Ma, T.; Johnson, N.S.; Qian, S.; Cisse, C.; Stasak, D.; Al Hasan, N.; Zhou, L.; Hwang, Y.; et al. Fatigue-resistant high-performance elastocaloric materials via additive manufacturing. Science 2019, 366, 1116–1121. [Google Scholar] [CrossRef] [PubMed]
- Saghaian, S.E.; Amerinatanzi, A.; Moghaddam, N.S.; Majumdar, A.; Nematollahi, M.; Saedi, S.; Elahinia, M.; Karaca, H.E. Mechanical and shape memory properties of triply periodic minimal surface (TPMS) NiTi structures fabricated by selective laser melting. Biol. Eng. Med. 2018, 3, 1–7. [Google Scholar] [CrossRef]
- Nematollahi, M.; Toker, G.; Saghaian, S.E.; Salazar, J.; Mahtabi, M.; Benafan, O.; Karaca, H.; Elahinia, M. Additive Manufacturing of Ni-Rich NiTiHf20: Manufacturability, Composition, Density, and Transformation Behavior. Shape Mem. Superelasticity 2019, 5, 113–124. [Google Scholar] [CrossRef]
- Toker, G.P.; Nematollahi, M.; Saghaian, S.E.; Baghbaderani, K.S.; Benafan, O.; Elahinia, M.; Karaca, H.E. Shape memory behavior of NiTiHf alloys fabricated by selective laser melting. Scr. Mater. 2020, 178, 361–365. [Google Scholar] [CrossRef]
- Wang, F.; Xiong, B.; Zhang, Y.; Liu, H.; He, X. Microstructural development of spray-deposited Al–Zn–Mg–Cu alloy during subsequent processing. J. Alloy. Compd. 2009, 477, 616–621. [Google Scholar] [CrossRef]
- Saedi, S.; Moghaddam, N.S.; Amerinatanzi, A.; Elahinia, M.; Karaca, H. On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi. Acta Mater. 2018, 144, 552–560. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K.A. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Ng, G.K.L.; Jarfors, A.E.W.; Bi, G.; Zheng, H.Y. Porosity formation and gas bubble retention in laser metal deposition. Appl. Phys. A 2009, 97, 641. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.D.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed X-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef] [PubMed]
- Schilp, J.; Seidel, C.; Krauss, H.; Weirather, J. Investigations on Temperature Fields during Laser Beam Melting by Means of Process Monitoring and Multiscale Process Modelling. Adv. Mech. Eng. 2014, 6, 1–7. [Google Scholar] [CrossRef]
- Shiomi, M.; Osakada, K.; Nakamura, K.; Yamashita, T.; Abe, F. Residual Stress within Metallic Model Made by Selective Laser Melting Process. CIRP Ann. 2004, 53, 195–198. [Google Scholar] [CrossRef]
- Attallah, M.M.; Jennings, R.; Wang, X.; Carter, L. Additive manufacturing of Ni-based superalloys: The outstanding issues. MRS Bull. 2016, 41, 758–764. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zuback, J.S.; De, A.; Debroy, T. Printability of alloys for additive manufacturing. Sci. Rep. 2016, 6, 1–8. [Google Scholar] [CrossRef]
- Pham, M.-S.; Dovgyy, B.; Hooper, P.A.; Gourlay, C.M.; Piglione, A. The role of side-branching in microstructure development in laser powder-bed fusion. Nat. Commun. 2020, 11, 1–12. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Parvizi, S.; Hashemi, S.M.; Asgarinia, F.; Nematollahi, M.; Elahinia, M. Effective parameters on the final properties of NiTi-based alloys manufactured by powder metallurgy methods: A review. Prog. Mater. Sci. 2020, 20, 100739. [Google Scholar] [CrossRef]
- Sam, J.; Franco, B.; Ma, J.; Karaman, I.; Elwany, A.; Mabe, J. Tensile actuation response of additively manufactured nickel-titanium shape memory alloys. Scr. Mater. 2018, 146, 164–168. [Google Scholar] [CrossRef]
- Muñoz-Moreno, R.; Divya, V.; Driver, S.; Messé, O.; Illston, T.; Baker, S.; Carpenter, M.; Stone, H. Effect of heat treatment on the microstructure, texture and elastic anisotropy of the nickel-based superalloy CM247LC processed by selective laser melting. Mater. Sci. Eng. A 2016, 674, 529–539. [Google Scholar] [CrossRef]
- Murr, L.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef] [PubMed]
- Hariharan, A.; Lu, L.; Risse, J.; Kostka, A.; Gault, B.; Jägle, E.A.; Raabe, D. Misorientation-dependent solute enrichment at interfaces and its contribution to defect formation mechanisms during laser additive manufacturing of superalloys. Phys. Rev. Mater. 2019, 3, 123602. [Google Scholar] [CrossRef]
- Sridharan, N.; Chen, Y.; Nandwana, P.; Ulfig, R.M.; Larson, D.J.; Babu, S.S. On the potential mechanisms of β to α′ + β decomposition in two phase titanium alloys during additive manufacturing: A combined transmission Kikuchi diffraction and 3D atom probe study. J. Mater. Sci. 2019, 55, 1715–1726. [Google Scholar] [CrossRef]
- Frenzel, J.; George, E.P.; Dlouhy, A.; Somsen, C.; Wagner, M.F.-X.; Eggeler, G. Influence of Ni on martensitic phase transformations in NiTi shape memory alloys. Acta Mater. 2010, 58, 3444–3458. [Google Scholar] [CrossRef]
- Bormann, T.; Müller, B.; Schinhammer, M.; Kessler, A.; Thalmann, P.; De Wild, M. Microstructure of selective laser melted nickel–titanium. Mater. Charact. 2014, 94, 189–202. [Google Scholar] [CrossRef]
- Khalil-Allafi, J.; Amin-Ahmadi, B. The effect of chemical composition on enthalpy and entropy changes of martensitic transformations in binary NiTi shape memory alloys. J. Alloy. Compd. 2009, 487, 363–366. [Google Scholar] [CrossRef]
- Benafan, O.; Bigelow, G.; Scheiman, D. Transformation behavior in NiTi-20Hf shape memory alloys–Transformation temperatures and hardness. Scr. Mater. 2018, 146, 251–254. [Google Scholar] [CrossRef]
- Bigelow, G.S.; Benafan, O.; Garg, A.; Lundberg, R.; Noebe, R.D. Effect of Composition and Applied Stress on the Transformation Behavior in NiXTi80−XZr20 Shape Memory Alloys. Shape Mem. Superelasticity 2019, 5, 444–456. [Google Scholar] [CrossRef]
- Karaca, H.; Saghaian, S.; Ded, G.S.; Tobe, H.; Basaran, B.; Maier, H.; Noebe, R.; Chumlyakov, Y. Effects of nanoprecipitation on the shape memory and material properties of an Ni-rich NiTiHf high temperature shape memory alloy. Acta Mater. 2013, 61, 7422–7431. [Google Scholar] [CrossRef]
- Karaca, H.; Saghaian, S.; Basaran, B.; Bigelow, G.S.; Noebe, R.; Chumlyakov, Y. Compressive response of nickel-rich NiTiHf high-temperature shape memory single crystals along the [111] orientation. Scr. Mater. 2011, 65, 577–580. [Google Scholar] [CrossRef]
- Meng, X.; Cai, W.; Chen, F.; Zhao, L. Effect of aging on martensitic transformation and microstructure in Ni-rich TiNiHf shape memory alloy. Scr. Mater. 2006, 54, 1599–1604. [Google Scholar] [CrossRef]













| Sample (ID from [40]) | Laser Power (W) | Scanning Speed (mm/s) | Hatch Spacing | Energy Density (J/mm3) | Austenite Finish (Af) (°C) | Actuation Strain @ 300 MPa (%) |
|---|---|---|---|---|---|---|
| A1(#14) | 100 | 1000 | 60 | 55.5 | 119 | 0.88 |
| A2(#8) | 100 | 400 | 140 | 59.5 | 160 | 1.54 |
| A3(#19) | 250 | 1000 | 140 | 59.5 | 225 | 0.54 |
| A4(#6) | 250 | 1000 | 120 | 69.4 | 254 | 0.55 |
| A5(#18) | 210 | 800 | 120 | 72.9 | 258 | 0.36 |
| A6(#25) | 250 | 733 | 140 | 81.2 | 288 | 0.3 |
| A7(#2) | 135 | 400 | 120 | 93.7 | 256 | 0.6 |
| A8(#5) | 175 | 600 | 100 | 97.2 | 260 | 0.14 |
| A9(#29) | 250 | 1000 | 80 | 104.2 | 294 | 0.4 |
| A10(#13) | 250 | 466 | 140 | 127.5 | 327 | 0.44 |
| A11(#15) | 250 | 1000 | 60 | 138.9 | 304 | 0.33 |
| A12(#3) | 210 | 400 | 120 | 145.8 | 327 | 0.21 |
| A13(#27) | 150 | 200 | 140 | 178.6 | 332 | 0.25 |
| A14(#16) | 250 | 733 | 60 | 189.4 | 331 | 0.16 |
| A15(#17) | 200 | 200 | 140 | 238.1 | 348 | 0.56 |
| A16(#26) | 250 | 466 | 60 | 297.6 | 363 | 0.29 |
| A17(#10) | 150 | 200 | 80 | 313 | 353 | 0.34 |
| A18(#4) | 135 | 800 | 80 | 70.3 | 143 | N/A |
| A19(#20) | 100 | 733 | 60 | 75.7 | 146 | N/A |
| A20(#9) | 150 | 1000 | 60 | 83.3 | 187 | N/A |
| A21(#24) | 210 | 800 | 80 | 109.4 | 294 | N/A |
| A22(#7) | 200 | 1000 | 60 | 111.1 | 276 | N/A |
| A23(#1) | 100 | 200 | 140 | 119.0 | 154 | N/A |
| A24(#22) | 100 | 200 | 120 | 138.9 | 150 | N/A |
| A25(#30) | 135 | 400 | 80 | 140.6 | 239 | N/A |
| A26(#21) | 100 | 200 | 80 | 208.3 | 144 | N/A |
| A27(#12) | 210 | 400 | 80 | 218.7 | 347 | N/A |
| A28(#23) | 100 | 200 | 60 | 277.8 | 280 | N/A |
| A29(#28) | 250 | 200 | 140 | 297.7 | 346 | N/A |
| A30(#11) | 250 | 200 | 120 | 347.2 | 378 | N/A |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nematollahi, M.; Toker, G.P.; Safaei, K.; Hinojos, A.; Saghaian, S.E.; Benafan, O.; Mills, M.J.; Karaca, H.; Elahinia, M. Laser Powder Bed Fusion of NiTiHf High-Temperature Shape Memory Alloy: Effect of Process Parameters on the Thermomechanical Behavior. Metals 2020, 10, 1522. https://doi.org/10.3390/met10111522
Nematollahi M, Toker GP, Safaei K, Hinojos A, Saghaian SE, Benafan O, Mills MJ, Karaca H, Elahinia M. Laser Powder Bed Fusion of NiTiHf High-Temperature Shape Memory Alloy: Effect of Process Parameters on the Thermomechanical Behavior. Metals. 2020; 10(11):1522. https://doi.org/10.3390/met10111522
Chicago/Turabian StyleNematollahi, Mohammadreza, Guher P. Toker, Keyvan Safaei, Alejandro Hinojos, S. Ehsan Saghaian, Othmane Benafan, Michael J. Mills, Haluk Karaca, and Mohammad Elahinia. 2020. "Laser Powder Bed Fusion of NiTiHf High-Temperature Shape Memory Alloy: Effect of Process Parameters on the Thermomechanical Behavior" Metals 10, no. 11: 1522. https://doi.org/10.3390/met10111522
APA StyleNematollahi, M., Toker, G. P., Safaei, K., Hinojos, A., Saghaian, S. E., Benafan, O., Mills, M. J., Karaca, H., & Elahinia, M. (2020). Laser Powder Bed Fusion of NiTiHf High-Temperature Shape Memory Alloy: Effect of Process Parameters on the Thermomechanical Behavior. Metals, 10(11), 1522. https://doi.org/10.3390/met10111522