Effect of Turning on the Surface Integrity and Fatigue Life of a TC11 Alloy in Very High Cycle Fatigue Regime


 ,
,  ,
,
Abstract

1. Introduction
2. Materials and Methods
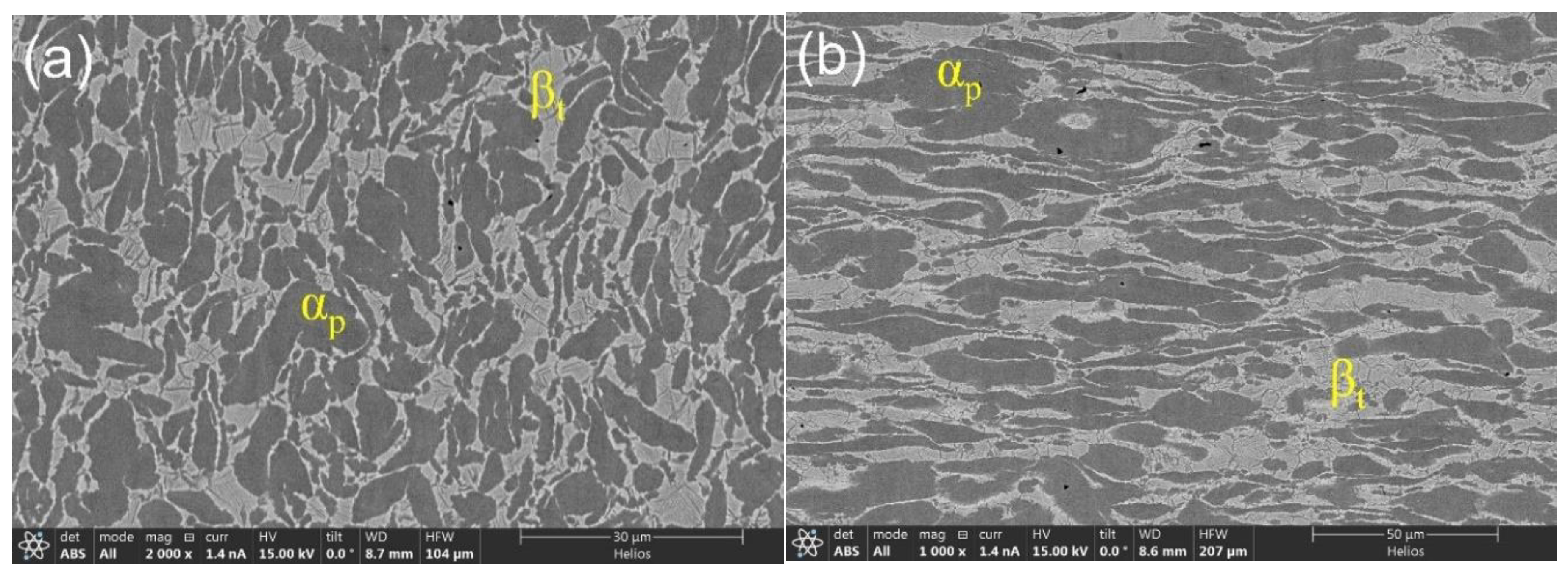
2.1. Material
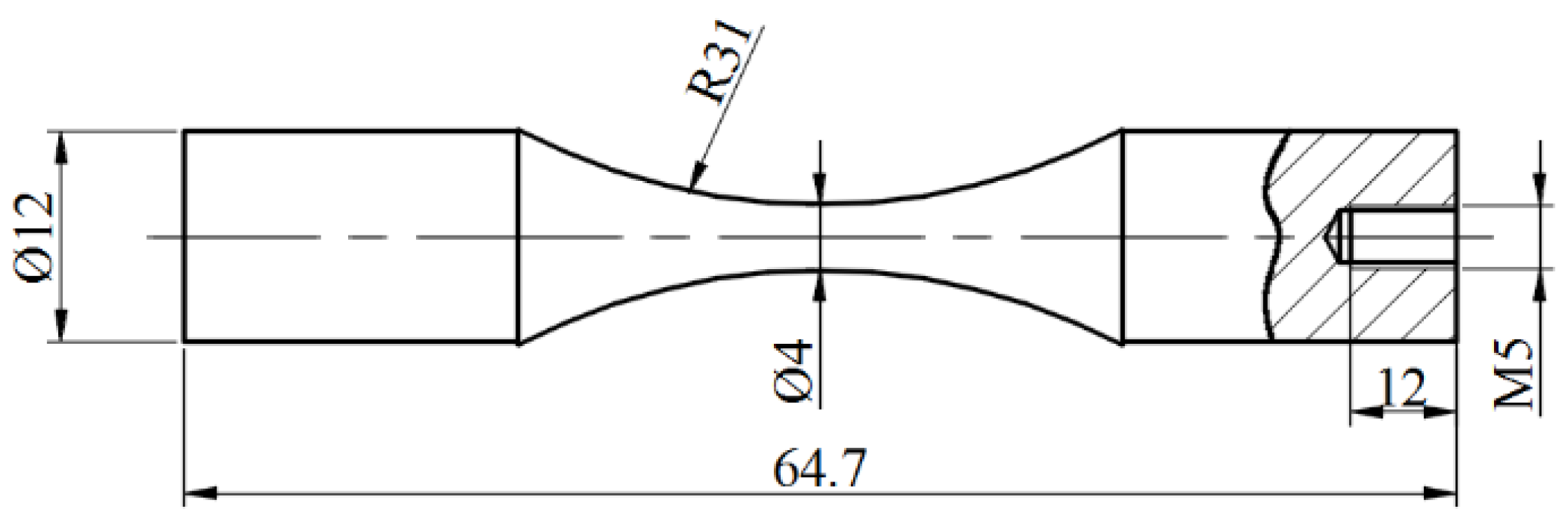
2.2. Fatigue Sample and Surface Characteristics
2.3. Fatigue Tests and Fracture Surface Observation
3. Results
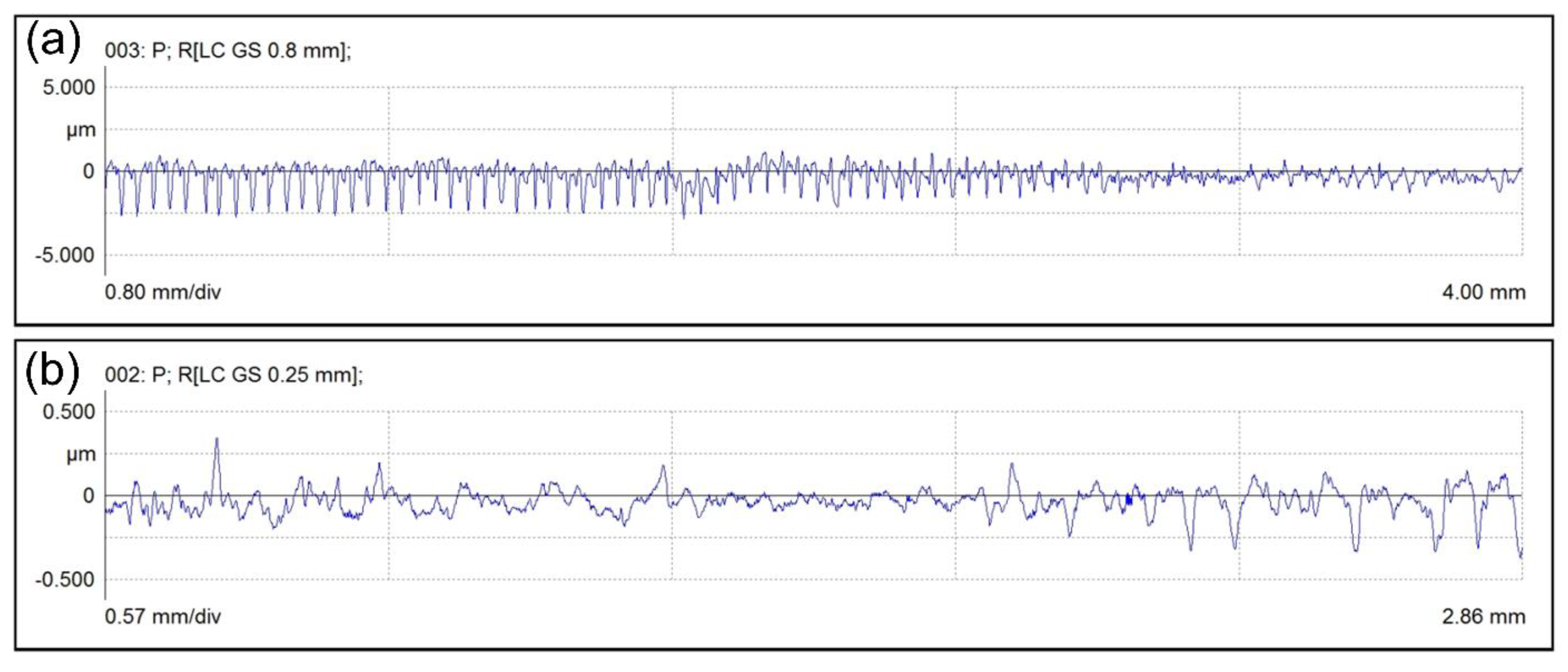
3.1. Surface Roughness and Morphology
3.2. Residual Stress Measurement
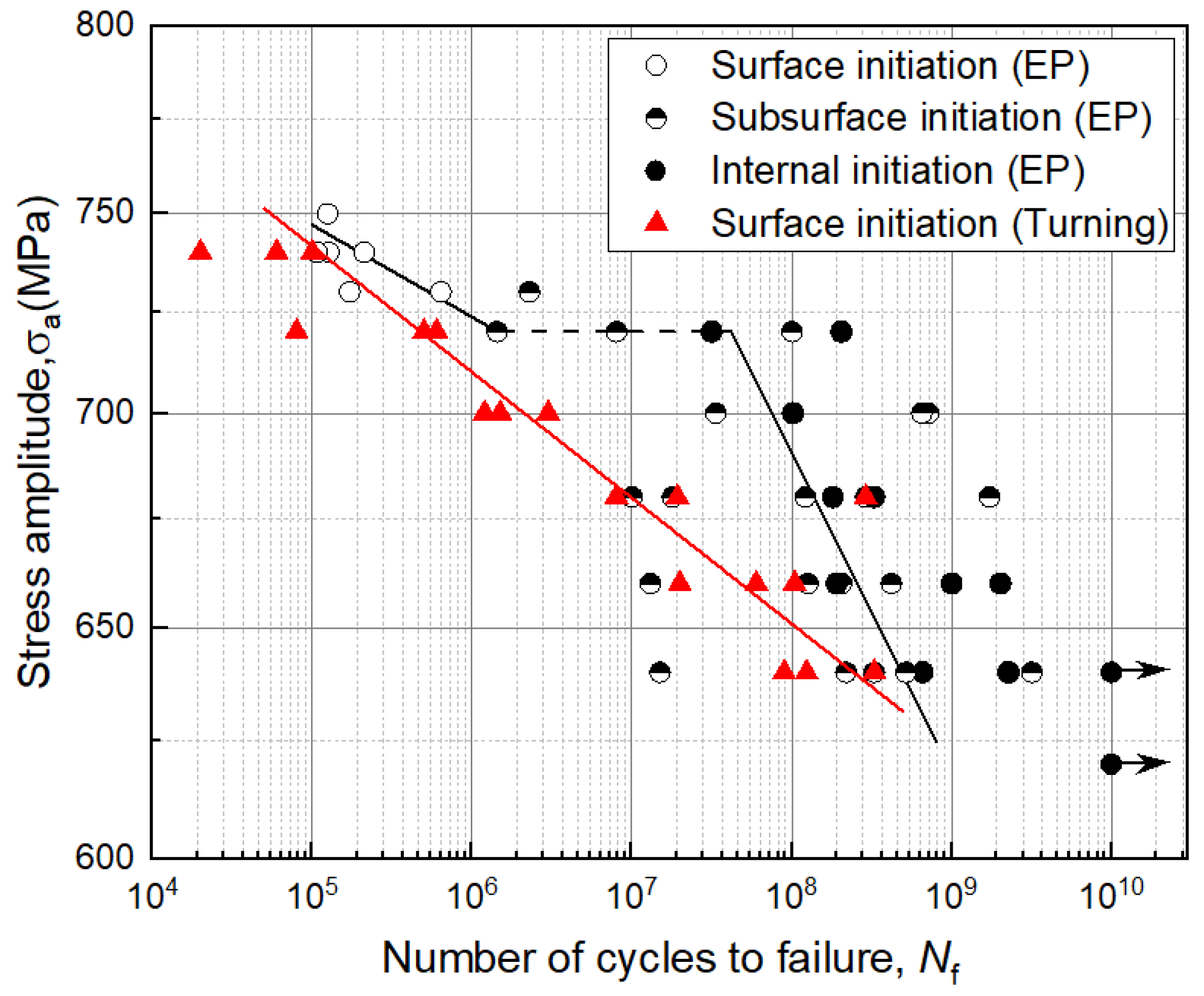
3.3. Fatigue Life Analysis
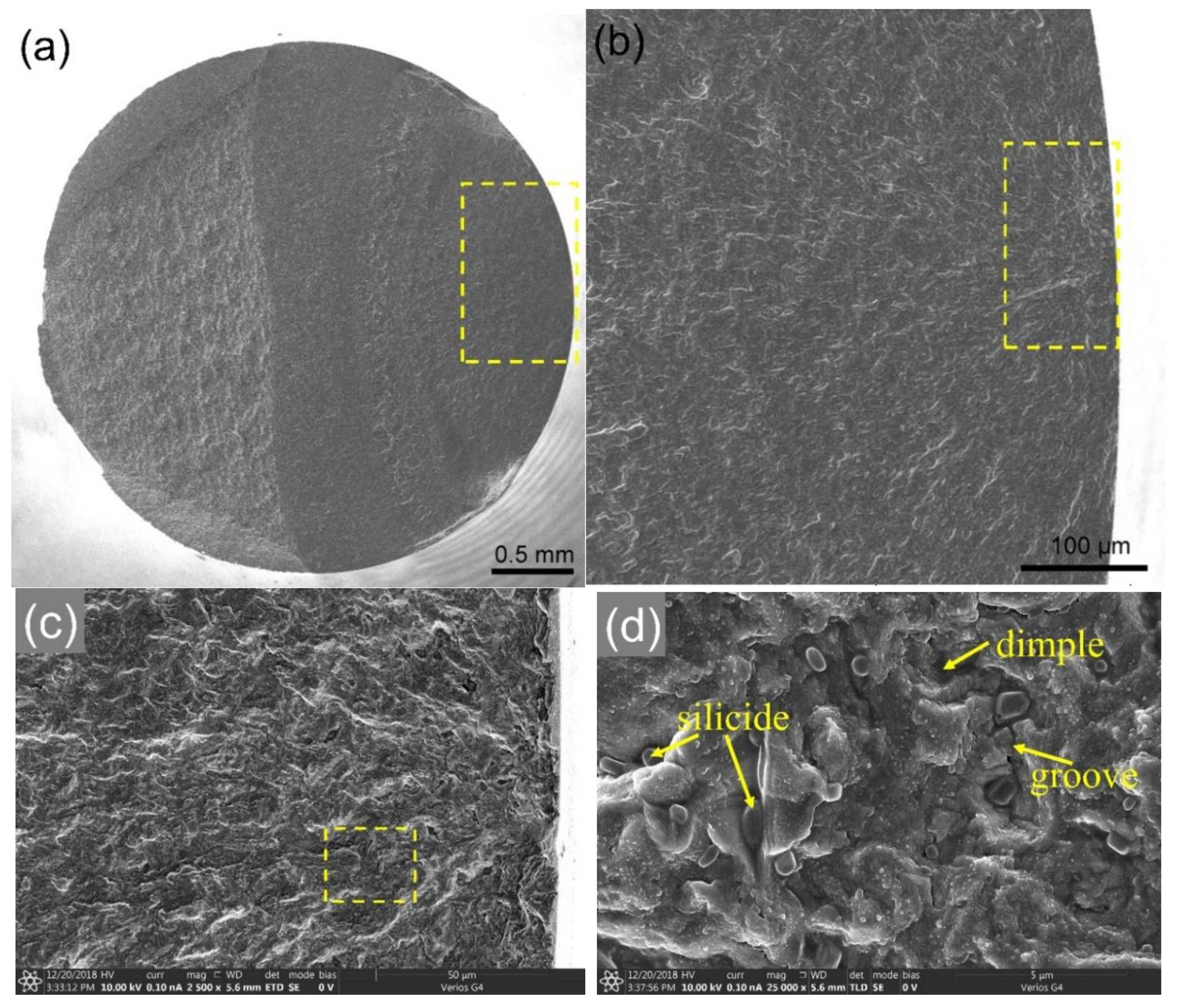
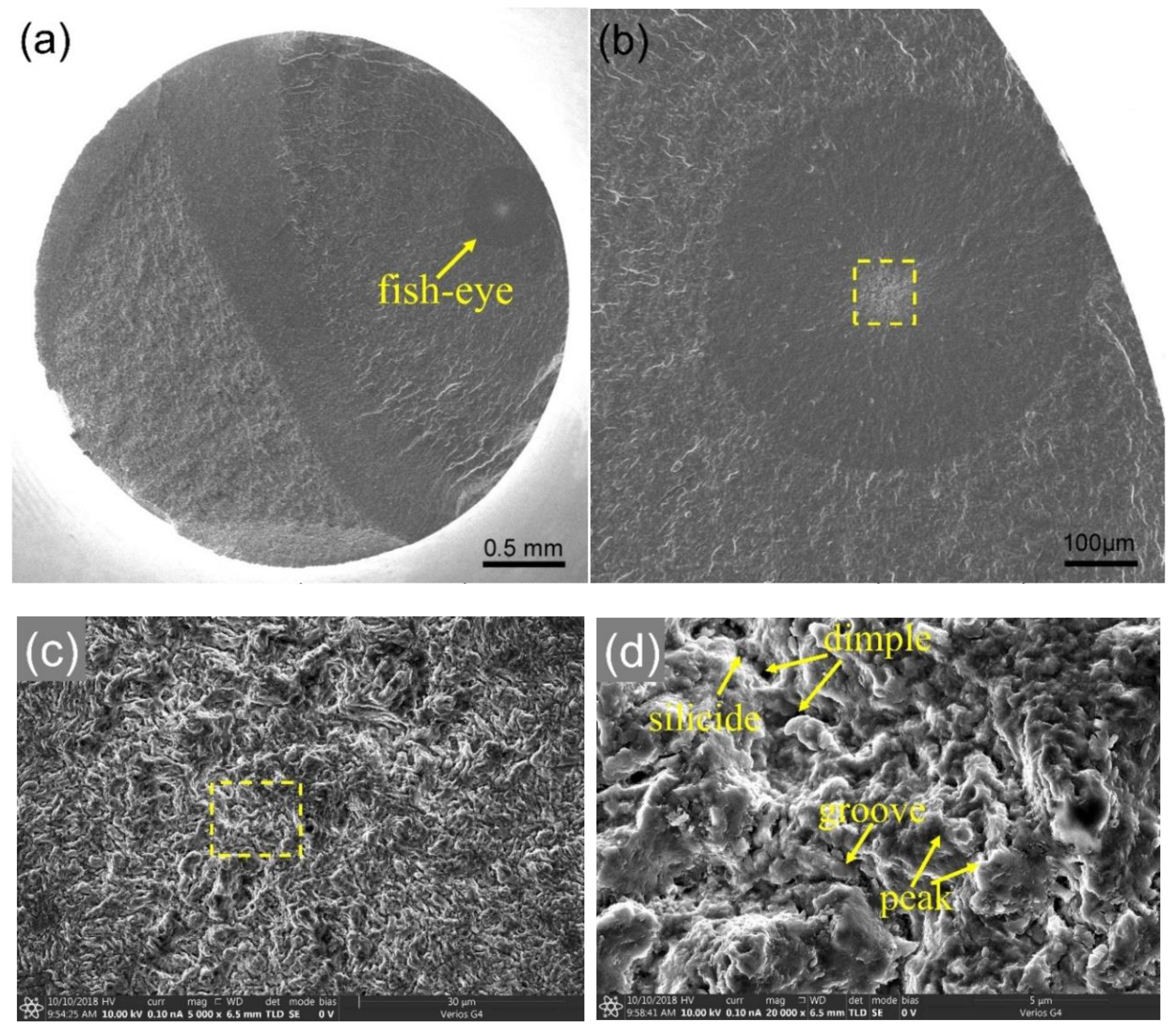
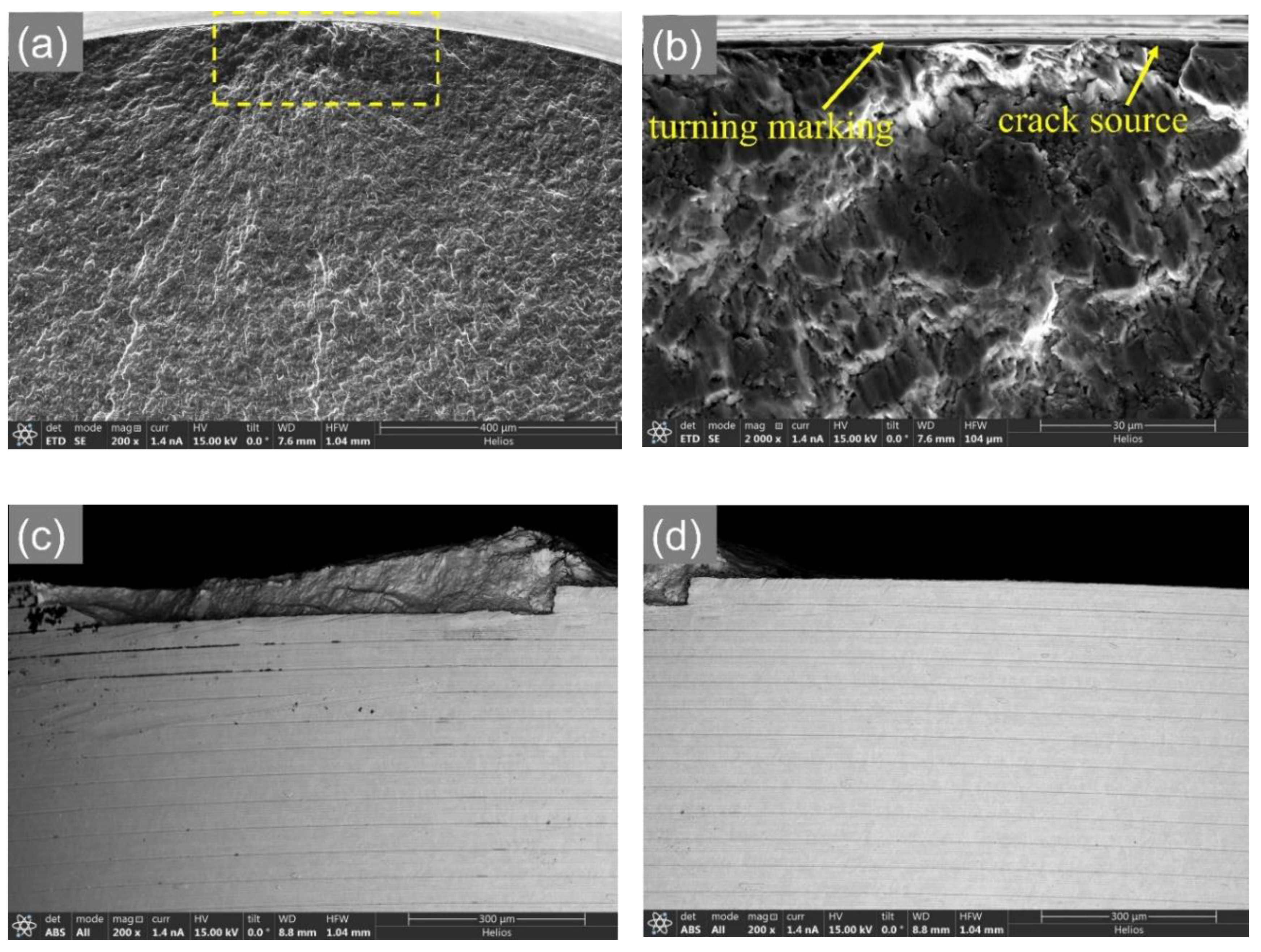
3.4. Fracture Surface Observation
4. Discussion
5. Conclusions
- (1)
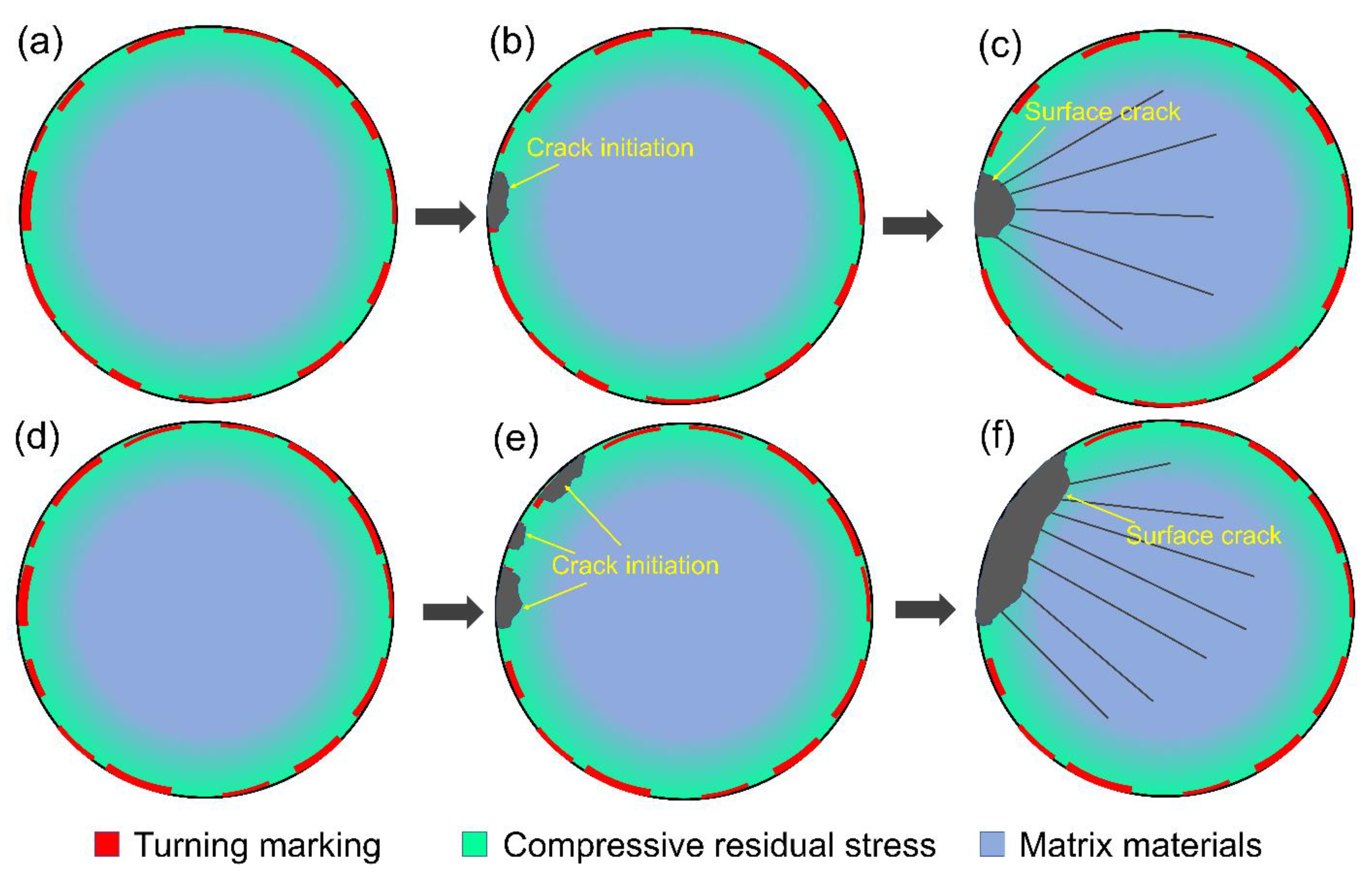
- The turning process generates rough surface with a series of grooves, fold and scratch marks. The maximum compressive residual stress induced by turning is located at the sample surface and the value is about −420 MPa. The depth of the compressive residual stress field of turned samples is about 30 μm;
- (2)
- The turning surface has a deteriorating effect on the fatigue properties of the studied TC11 alloy in the VHCF regime, especially in the fatigue life range of 1 × 106–2 × 108 cycles. The fatigue strengths σ(108) of turned samples is approximately 6% lower than that of electropolished ones in the VHCF regime. From an engineering perspective, more attention should be paid to the turning deteriorating effect on the fatigue performance of the titanium components, which are subjected to fatigue loading in the range of 1 × 106–2 × 108 cycles in their working service.
- (3)
- Turning marks play a dominant role in the fatigue damage process. All cracks of turned samples initiated from turning marks and no internal crack initiation was observed for the turned samples in both HCF and VHCF regimes. Optimizing turning process and decreasing deep turning marks is the key to improving the HCF and VHCF properties of titanium components;
- (4)
- Under high applied stresses, the cracks initiated from a single deep turning mark and then propagated continuously until the final fracture. On the contrary, under low applied stresses, cracks initiated from several turning marks and coalesced to form an annular crack initiation and early propagation area, roughly in the compressive residual stress belt. The compressive residual stress played a more effective role in resisting crack propagation in the VHCF regime than in the HCF regime.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shanyavskiy, A. Fatigue limit–Material property as an opened or closed system? Practical view on the aircraft components failures in GCF area. Int. J. Fatigue 2006, 28, 1647–1657. [Google Scholar] [CrossRef]
- Wang, J.; Yang, Y.; Yu, J.; Wang, J.; Du, F.; Zhang, Y. Fatigue Life Evaluation Considering Fatigue Reliability and Fatigue Crack for FV520B-I in VHCF Regime Based on Fracture Mechanics. Metals 2020, 10, 371. [Google Scholar] [CrossRef]
- Xiong, Z.; Naoe, T.; Futakawa, M. Effect of Artificial Defects on the Very High Cycle Fatigue Behavior of 316L Stainless Steel. Metals 2019, 9, 412. [Google Scholar] [CrossRef]
- Phung, N.-L.; Favier, V.; Ranc, N.; Vales, F.; Mughrabi, H. Very high cycle fatigue of copper: Evolution, morphology and locations of surface slip markings. Int. J. Fatigue 2014, 63, 68–77. [Google Scholar] [CrossRef]
- Nie, B.; Zhao, Z.; Chen, D.; Liu, S.; Lu, M.; Zhang, J.; Liang, F. Effect of Basketweave Microstructure on Very High Cycle Fatigue Behavior of TC21 Titanium Alloy. Metals 2018, 8, 401. [Google Scholar] [CrossRef]
- Tridello, A. VHCF Response of Two AISI H13 Steels: Effect of Manufacturing Process and Size-Effect. Metals 2019, 9, 133. [Google Scholar] [CrossRef]
- Yang, K.; He, C.; Huang, Q.; Huang, Z.Y.; Wang, C.; Wang, Q.; Liu, Y.J.; Zhong, B. Very high cycle fatigue behaviors of a turbine engine blade alloy at various stress ratios. Int. J. Fatigue 2017, 99, 35–43. [Google Scholar] [CrossRef]
- Shi, Q.; Hsie, S.A.; Jones, J.W.; Allison, J.E. Effects of alloying and processing on ultrasonic fatigue behavior in binary Ti-Al alloys. Mater. Sci. Eng. A 2019, 756, 564–577. [Google Scholar] [CrossRef]
- Li, W.; Zhao, H.; Nehila, A.; Zhang, Z.; Sakai, T. Very high cycle fatigue of TC4 titanium alloy under variable stress ratio: Failure mechanism and life prediction. Int. J. Fatigue 2017, 104, 342–354. [Google Scholar] [CrossRef]
- Evans, W.J.; Bache, M.R. Dwell-sensitive fatigue under biaxial loads in the near-alpha titanium alloy IMI685. Int. J. Fatigue 1994, 16, 443–452. [Google Scholar] [CrossRef]
- Everaerts, J.; Verlinden, B.; Wevers, M. Investigation of fatigue crack initiation facets in Ti-6Al-4V using focused ion beam milling and electron backscatter diffraction. J. Microsc. 2017, 267, 57–69. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Sun, C.; Hong, Y. Effects of stress ratio on high-cycle and very-high-cycle fatigue behavior of a Ti–6Al–4V alloy. Mater. Sci. Eng. A 2015, 622, 228–235. [Google Scholar] [CrossRef]
- Gao, T.; Xue, H.; Sun, Z.; Retraint, D. Investigation of crack initiation mechanism of a precipitation hardened TC11 titanium alloy under very high cycle fatigue loading. Mater. Sci. Eng. A 2020, 776, 138989. [Google Scholar] [CrossRef]
- Torabian, N.; Favier, V.; Dirrenberger, J.; Adamski, F.; Ziaei-Rad, S.; Ranc, N. Correlation of the high and very high cycle fatigue response of ferrite based steels with strain rate-temperature conditions. Acta Mater. 2017, 134, 40–52. [Google Scholar] [CrossRef]
- Liu, G.; Huang, C.; Zou, B.; Wang, X.; Liu, Z. Surface integrity and fatigue performance of 17-4PH stainless steel after cutting operations. Surf. Coat. Technol. 2016, 307, 182–189. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; Polvorosa, R.; Artaza, T.; Holmberg, J.; de Lacalle, L.N.L.; Wretland, A. Surface integrity and fatigue of non-conventional machined Alloy 718. J. Manuf. Process. 2019, 48, 44–50. [Google Scholar] [CrossRef]
- Zhang, S.; Yang, Z.; Jiang, R.; Jin, Q.; Zhang, Q.; Wang, W. Effect of creep feed grinding on surface integrity and fatigue life of Ni3Al based superalloy IC10. Chin. J. Aeronaut. 2020. [Google Scholar] [CrossRef]
- Pape, F.; Neubauer, T.; Maiß, O.; Denkena, B.; Poll, G. Influence of Residual Stresses Introduced by Manufacturing Processes on Bearing Endurance Time. Tribol. Lett. 2017, 65, 70. [Google Scholar] [CrossRef]
- Javidi, A.; Rieger, U.; Eichlseder, W. The effect of machining on the surface integrity and fatigue life. Int. J. Fatigue 2008, 30, 2050–2055. [Google Scholar] [CrossRef]
- Yao, C.; Lin, J.; Wu, D.; Ren, J. Surface integrity and fatigue behavior when turning γ-TiAl alloy with optimized PVD-coated carbide inserts. Chin. J. Aeronaut. 2018, 31, 826–836. [Google Scholar] [CrossRef]
- Li, X.; Yang, S.; Lu, Z.; Zhang, D.; Zhang, X.; Jiang, X. Influence of ultrasonic peening cutting on surface integrity and fatigue behavior of Ti-6Al-4V specimens. J. Mater. Process. Technol. 2020, 275, 116386. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z. Experimental investigations on effects of tool flank wear on surface integrity during orthogonal dry cutting of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 93, 1617–1626. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z.; Wang, B. State-of-the-art of surface integrity induced by tool wear effects in machining process of titanium and nickel alloys: A review. Measurement 2019, 132, 150–181. [Google Scholar] [CrossRef]
- Arunachalam, R.M.; Mannan, M.A.; Spowage, A.C. Surface integrity when machining age hardened Inconel 718 with coated carbide cutting tools. Int. J. Mach. Tools Manuf. 2004, 44, 1481–1491. [Google Scholar] [CrossRef]
- Zhang, G.; To, S.; Zhang, S. Relationships of tool wear characteristics to cutting mechanics, chip formation, and surface quality in ultra-precision fly cutting. Int. J. Adv. Manuf. Technol. 2016, 83, 133–144. [Google Scholar] [CrossRef]
- Moore, M.G.; Evans, W.P. Mathematical correction for stress in removed layers in X-ray diffraction residual stress analysis. SAE Trans. 1958, 340–345. [Google Scholar]
- Committee, A. Standard Practices for Statistical Analysis of Linear or Linearized Stress-Life (SN) and Strain-Life (ε-N) Fatigue Data. Designation: E739-91 (Reapproved 2004); ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Bag, A.; Delbergue, D.; Bocher, P.; Lévesque, M.; Brochu, M. Statistical analysis of high cycle fatigue life and inclusion size distribution in shot peened 300M steel. Int. J. Fatigue 2019, 118, 126–138. [Google Scholar] [CrossRef]
- Li, J.K.; Yao, M.; Wang, D.; Wang, R.Z. An analysis of stress-concentrations caused by shot peening and its application in predicting fatigue-strength. Fatigue Fract. Eng. Mater. Struct. 1992, 15, 1271–1279. [Google Scholar] [CrossRef]
- Segurado, E.; Belzunce, F.J.; Pariente, I.F. Effects of low intensity shot peening treatments applied with different types of shots on the fatigue performance of a high-strength steel. Surf. Coat. Technol. 2018, 340, 25–35. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatments | Ra (μm) | Rz (μm) | Rt (μm) | Rsm (μm) |
|---|---|---|---|---|
| Turning | 0.51 | 3.11 | 4.03 | 46.56 |
| Electropolishing | 0.06 | 0.43 | 0.72 | 101.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, T.; Sun, Z.; Xue, H.; Bayraktar, E.; Qin, Z.; Li, B.; Zhang, H. Effect of Turning on the Surface Integrity and Fatigue Life of a TC11 Alloy in Very High Cycle Fatigue Regime. Metals 2020, 10, 1507. https://doi.org/10.3390/met10111507
Gao T, Sun Z, Xue H, Bayraktar E, Qin Z, Li B, Zhang H. Effect of Turning on the Surface Integrity and Fatigue Life of a TC11 Alloy in Very High Cycle Fatigue Regime. Metals. 2020; 10(11):1507. https://doi.org/10.3390/met10111507
Chicago/Turabian StyleGao, Tao, Zhidan Sun, Hongqian Xue, Emin Bayraktar, Zhi Qin, Bin Li, and Han Zhang. 2020. "Effect of Turning on the Surface Integrity and Fatigue Life of a TC11 Alloy in Very High Cycle Fatigue Regime" Metals 10, no. 11: 1507. https://doi.org/10.3390/met10111507
APA StyleGao, T., Sun, Z., Xue, H., Bayraktar, E., Qin, Z., Li, B., & Zhang, H. (2020). Effect of Turning on the Surface Integrity and Fatigue Life of a TC11 Alloy in Very High Cycle Fatigue Regime. Metals, 10(11), 1507. https://doi.org/10.3390/met10111507