Effect of Laser Heat-Treatment and Laser Nitriding on the Microstructural Evolutions and Wear Behaviors of AISI P21 Mold Steel


 ,
, 

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Set-Up for Laser Heat-Treatment and Laser Nitriding
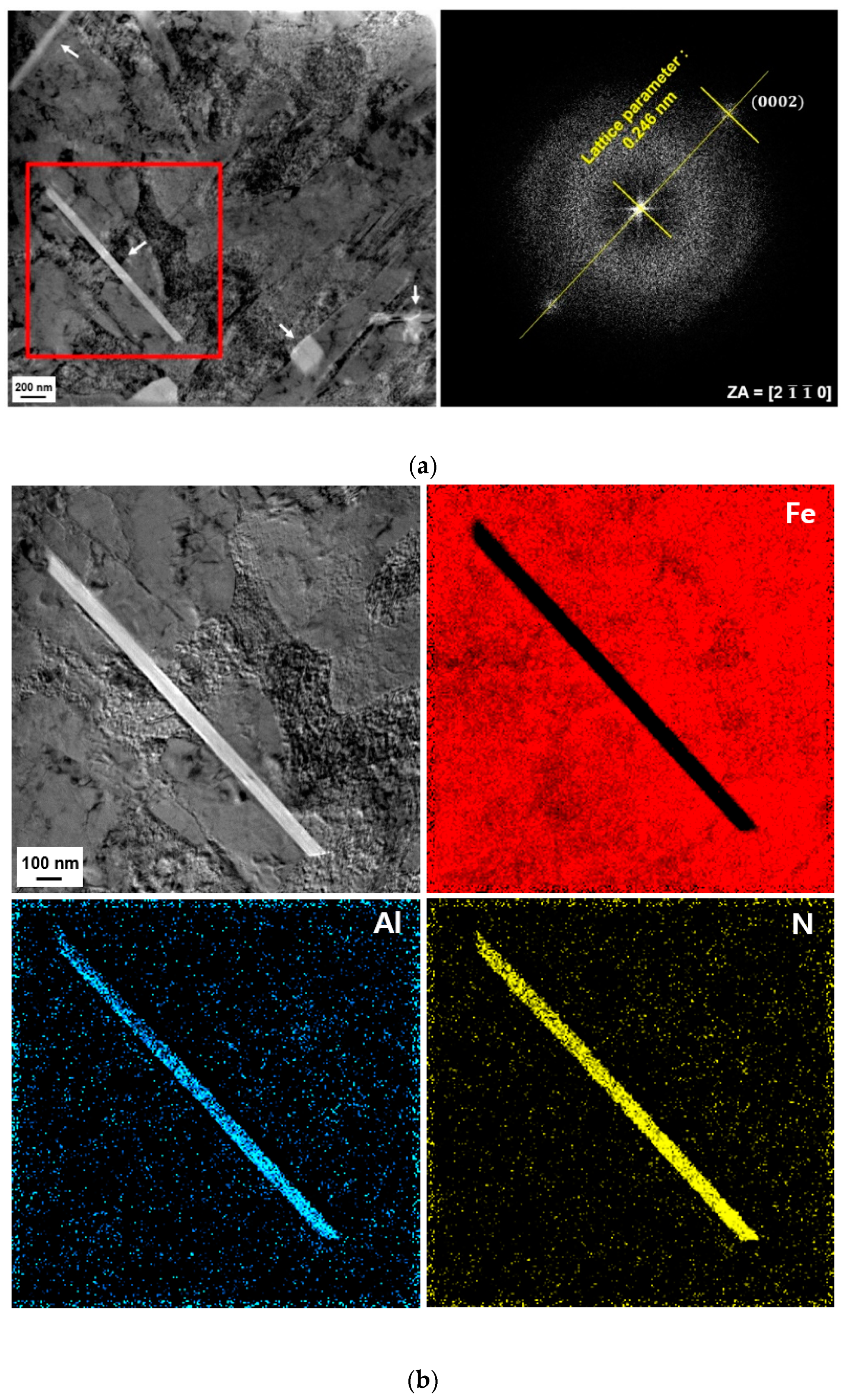
2.2. Microstructure
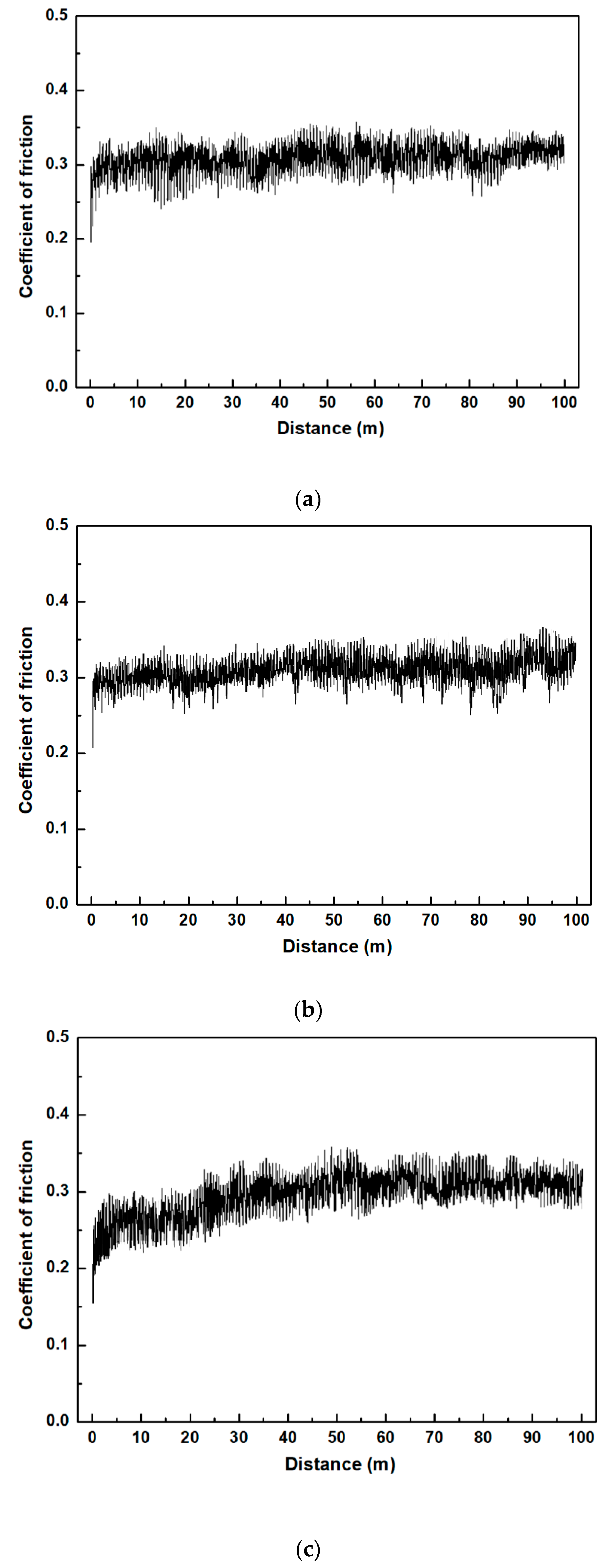
2.3. Microhardness and Tribological Test
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Available online: https://www.daido.co.jp/en/products/tool/pla.html (accessed on 15 September 2020).
- Lee, K.-H.; Choi, S.-W.; Yoon, T.-J.; Kang, C.-Y. Microstructure and hardness of surface melting hardened zone of mold steel, SM45C using Yb: YAG disk laser. J. Weld. Join. 2016, 34, 75–81. [Google Scholar] [CrossRef]
- Chun, E.-J.; Sim, A.; Kim, M.-S.; Kang, N. Microstructural characterization of surface softening behavior for Cu-bearing martensitic steels after laser surface heat treatment. Metals 2018, 8, 470. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Manna, I. Wear and corrosion behavior of laser surface engineered AISI H13 hot working tool steel. Surf. Coat. Technol. 2015, 261, 69–78. [Google Scholar] [CrossRef]
- Lesyk, D.; Martinez, S.; Mordyuk, B.; Dzhemelinskyi, V.; Lamikiz, A.; Prokopenko, G.; Milman, Y.V.; Grinkevych, K. Microstructure related enhancement in wear resistance of tool steel AISI D2 by applying laser heat treatment followed by ultrasonic impact treatment. Surf. Coat. Technol. 2017, 328, 344–354. [Google Scholar] [CrossRef]
- Wen, D.C. Plasma nitriding of plastic mold steel to increase wear-and corrosion properties. Surf. Coat. Technol. 2009, 204, 511–519. [Google Scholar] [CrossRef]
- Sim, A.; Park, C.; Kang, N.; Kim, Y.; Chun, E.-J. Effect of laser-assisted nitriding with a high-power diode laser on surface hardening of aluminum-containing martensitic steel. Opt. Laser Technol. 2019, 116, 305–314. [Google Scholar] [CrossRef]
- Wen, D.C. Microstructure and corrosion resistance of the layers formed on the surface of precipitation hardenable plastic mold steel by plasma-nitriding. Appl. Surf. Sci. 2009, 256, 797–804. [Google Scholar] [CrossRef]
- Ibrahim, R.; Rahmat, M.; Oskouei, R.H.; Raman, R.S. Monolayer TiAlN and multilayer TiAlN/CrN PVD coatings as surface modifiers to mitigate fretting fatigue of AISI P20 steel. Eng. Fract. Mech. 2015, 137, 64–78. [Google Scholar] [CrossRef]
- Silva, F.; Martinho, R.; Andrade, M.; Baptista, A.; Alexandre, R. Improving the wear resistance of moulds for the injection of glass fibre–reinforced plastics using PVD coatings: A comparative study. Coatings 2017, 7, 28. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Tak, M.; Manna, I. Effect of laser parameters on microstructure and hardness of laser clad and tempered AISI H13 tool steel. Surf. Coat. Technol. 2014, 258, 1108–1118. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Wasekar, N.; Padmanabham, G.; Manna, I. Microstructure and mechanical properties of laser clad and post-cladding tempered AISI H13 tool steel. Metall. Mater. Trans. A 2015, 46, 2309–2321. [Google Scholar] [CrossRef]
- Luo, K.; Wang, C.; Li, Y.; Luo, M.; Huang, S.; Hua, X.; Lu, J. Effects of laser shock peening and groove spacing on the wear behavior of non-smooth surface fabricated by laser surface texturing. Appl. Surf. Sci. 2014, 313, 600–606. [Google Scholar] [CrossRef]
- Lesyk, D.; Martinez, S.; Dzhemelinskyy, V.; Lamikiz, A.; Mordyuk, B.; Prokopenko, G. Surface microrelief and hardness of laser hardened and ultrasonically peened AISI D2 tool steel. Surf. Coat. Technol. 2015, 278, 108–120. [Google Scholar] [CrossRef]
- Meka, S.R.; Chauhan, A.; Steiner, T.; Bischoff, E.; Ghosh, P.; Mittemeijer, E.J. Generating duplex microstructures by nitriding; nitriding of iron based Fe–Mn alloy. Mater. Sci. Technol. 2016, 32, 883–889. [Google Scholar] [CrossRef]
- Pellizzari, M.; Molinari, A.; Straffelini, G. Thermal fatigue resistance of plasma duplex-treated tool steel. Surf. Coat. Technol. 2001, 142, 1109–1115. [Google Scholar] [CrossRef]
- Leite, M.; Figueroa, C.; Gallo, S.C.; Rovani, A.; Basso, R.; Mei, P.; Baumvol, I.J.R.; Sinatora, A. Wear mechanisms and microstructure of pulsed plasma nitrided AISI H13 tool steel. Wear 2010, 269, 466–472. [Google Scholar] [CrossRef]
- Nayebpashaee, N.; Soltanieh, M.; Kheirandish, S. A study on formation and growth mechanism of nitride layers during plasma nitriding process of plastic injection mold steel. Mater. Manuf. Process. 2016, 31, 1192–1200. [Google Scholar] [CrossRef]
- Kunst, H.; Haase, B.; Malloy, J.C.; Wittel, K.; Nestler, M.C.; Nicoll, A.R.; Erning, U.; Rauscher, G. Ullmann’s Encyclopedia of Industrial Chemistry, Metals, Surface treatment; Wiley Online Library: Hoboken, NJ, USA, 2006. [Google Scholar]
- Katayama, S.; Matsunawa, A.; Morimoto, A.; Ishimoto, S.; Arata, Y. Surface hardening of titanium by laser nitriding. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Los Angeles, CA, USA, 14–17 November 1983; pp. 127–134. [Google Scholar]
- Yilbas, B.S.; Arif, A.; Karatas, C.; Akhtar, S.; Aleem, B.A. Laser nitriding of tool steel: Thermal stress analysis. Int. J. Adv. Manuf. Technol. 2010, 49, 1009–1018. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Malik, J.; Patel, F. Laser gas assisted treatment of AISI H12 tool steel and corrosion properties. Opt. Laser Technol. 2014, 54, 8–13. [Google Scholar] [CrossRef]
- Obeidi, M.A.; McCarthy, E.; Brabazon, D. Laser surface processing with controlled nitrogen-argon concentration levels for regulated surface life time. Opt. Laser Technol. 2018, 102, 154–160. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Nath, A.; Manna, I. Studies on laser surface melting of tool steel—Part II: Mechanical properties of the surface. Surf. Coat. Technol. 2010, 204, 1326–1329. [Google Scholar] [CrossRef]
- Binczycka, H.; Kahle, M.; Cusenza, S.; Carpene, E.; Schaaf, P. Interstitial ordering of nitrogen and carbon in laser nitrided and laser carburized austenitic stainless steel. J. Phys. Condens. Matter 2006, 18, 10561. [Google Scholar] [CrossRef]
- Illgner, C.; Lieb, K.-P.; Schaaf, P.; Köster, H.; Mann, K.; Marowsky, G. Laser nitriding of iron: Influence of the laser parameters on the nitriding efficiency. Appl. Phys. A 1996, 62, 231–236. [Google Scholar] [CrossRef]
- Copola, C.J.; Avram, I.; Terzzoli, M.C.; Duhalde, S.; Moralesa, C.; Pe’rez, T.; Audebert, F.; Delaporte, P.; Sentis, M. Influence of laser parameters on the nitriding of low carbon steel. Appl. Surf. Sci. 2002, 197–198, 896–903. [Google Scholar] [CrossRef]
- Ingelgem, Y.V.; Vandendael, I.; Broek, D.V.D.; Hubin, A.; Vereecken, J. Influence of laser surface hardening on the corrosion resistance of martensitic stainless steel. Electrochim. Acta 2007, 52, 7796–7801. [Google Scholar] [CrossRef]
- Yang, X.C.; Wang, H.W. Investigation of precipitated hardening layer performance on machined NAK80 steel surface. Mater. Sci. Forum 2011, 704–705, 1219–1222. [Google Scholar] [CrossRef]
- JR, Y. Age hardening in martensitic/bainitic matrices in a copper-bearing steel. Mater. Trans. JIM 2000, 41, 1312–1321. [Google Scholar]
- Cho, K.T.; Song, K.; Oh, S.H.; Lee, Y.K.; Lee, W.B. Surface hardening of shot peened H13 steel by enhanced nitrogen diffusion. Surf. Coat. Technol. 2013, 232, 912–919. [Google Scholar] [CrossRef]
- Mordyuk, B.; Milman, Y.V.; Iefimov, M.; Prokopenko, G.; Silberschmidt, V.; Danylenko, M.; Kotko, A. Characterization of ultrasonically peened and laser-shock peened surface layers of AISI 321 stainless steel. Surf. Coat. Technol. 2008, 202, 4875–4883. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G. Structure–property correlation in laser surface treated AISI H13 tool steel for improved mechanical properties. Mater. Sci. Eng. A 2014, 599, 255–267. [Google Scholar] [CrossRef]
- Hashim, M.; Babu, K.E.S.R.; Duraiselvam, M.; Natu, H. Improvement of wear resistance of Hastelloy C-276 through laser surface melting. Mater. Des. 2013, 46, 546–551. [Google Scholar] [CrossRef]
- Subramanian, B.; Ashok, K.; Jayachandran, M. Structure, mechanical and corrosion properties of DC reactive magnetron sputtered aluminum nitride (AlN) hard coatings on mild steel substrates. J. Appl. Electrochem. 2008, 38, 619–625. [Google Scholar] [CrossRef]
- Kwok, C.; Leong, K.; Cheng, F.; Man, H. Microstructural and corrosion characteristics of laser surface-melted plastics mold steels. Mater. Sci. Eng. A 2003, 357, 94–103. [Google Scholar] [CrossRef]
- Sanghera, H.; Sullivan, J. Study of low energy high dose nitrogen implantation in aluminium, iron, copper and gold. Surf. Interface Anal. 1999, 27, 678–690. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, X.; Dong, H. Plasma-nitriding and characterization of FeAl40 iron aluminide. Acta Mater. 2015, 86, 341–351. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 0.13 | 0.30 | 1.59 | 0.15 | 0.01 | 3.10 | 0.26 | 1.03 | 0.28 | 1.06 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, W.-S.; Yoo, H.J.; Kim, J.H.; Choi, J.; Chun, E.-J.; Park, C.; Kim, Y.-J. Effect of Laser Heat-Treatment and Laser Nitriding on the Microstructural Evolutions and Wear Behaviors of AISI P21 Mold Steel. Metals 2020, 10, 1487. https://doi.org/10.3390/met10111487
Shin W-S, Yoo HJ, Kim JH, Choi J, Chun E-J, Park C, Kim Y-J. Effect of Laser Heat-Treatment and Laser Nitriding on the Microstructural Evolutions and Wear Behaviors of AISI P21 Mold Steel. Metals. 2020; 10(11):1487. https://doi.org/10.3390/met10111487
Chicago/Turabian StyleShin, Won-Sang, Hyun Jong Yoo, Jeoung Han Kim, Jiyeon Choi, Eun-Joon Chun, Changkyoo Park, and Yoon-Jun Kim. 2020. "Effect of Laser Heat-Treatment and Laser Nitriding on the Microstructural Evolutions and Wear Behaviors of AISI P21 Mold Steel" Metals 10, no. 11: 1487. https://doi.org/10.3390/met10111487
APA StyleShin, W.-S., Yoo, H. J., Kim, J. H., Choi, J., Chun, E.-J., Park, C., & Kim, Y.-J. (2020). Effect of Laser Heat-Treatment and Laser Nitriding on the Microstructural Evolutions and Wear Behaviors of AISI P21 Mold Steel. Metals, 10(11), 1487. https://doi.org/10.3390/met10111487