OXYFINES Technique for Upgrading Zinc Containing Blast Furnace Sludge—Part 1: Pilot Trials

Abstract

1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- The OXYFINES technique is a refining process, not just a transformation, thus it should preferably be used for materials that require both refining and transformation, such as removing zinc from BF sludge.
- The technique is very stable, easily controlled, and flexible for different moisture levels. Furthermore, the technique does not require sludge pre-treatment, such as drying and agglomeration.
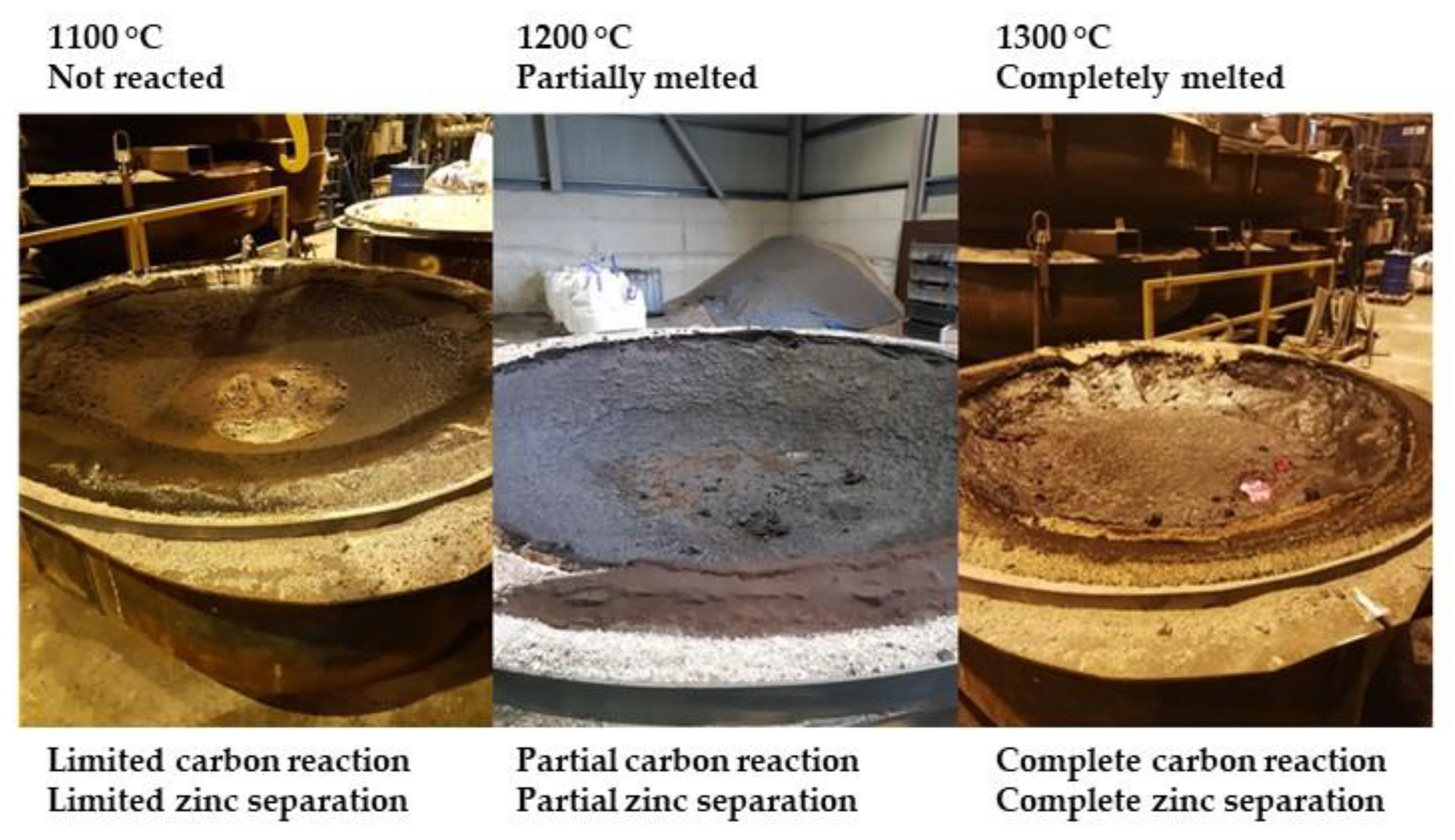
- A refined sinter product, with virtually no zinc, and a dry zinc-containing dust, was generated. The sinter, mostly completely melted, was easily crushed into lumps after cooling with almost none fines’ generation, making it a suitable product for handling and charging in the steelmaking processes.
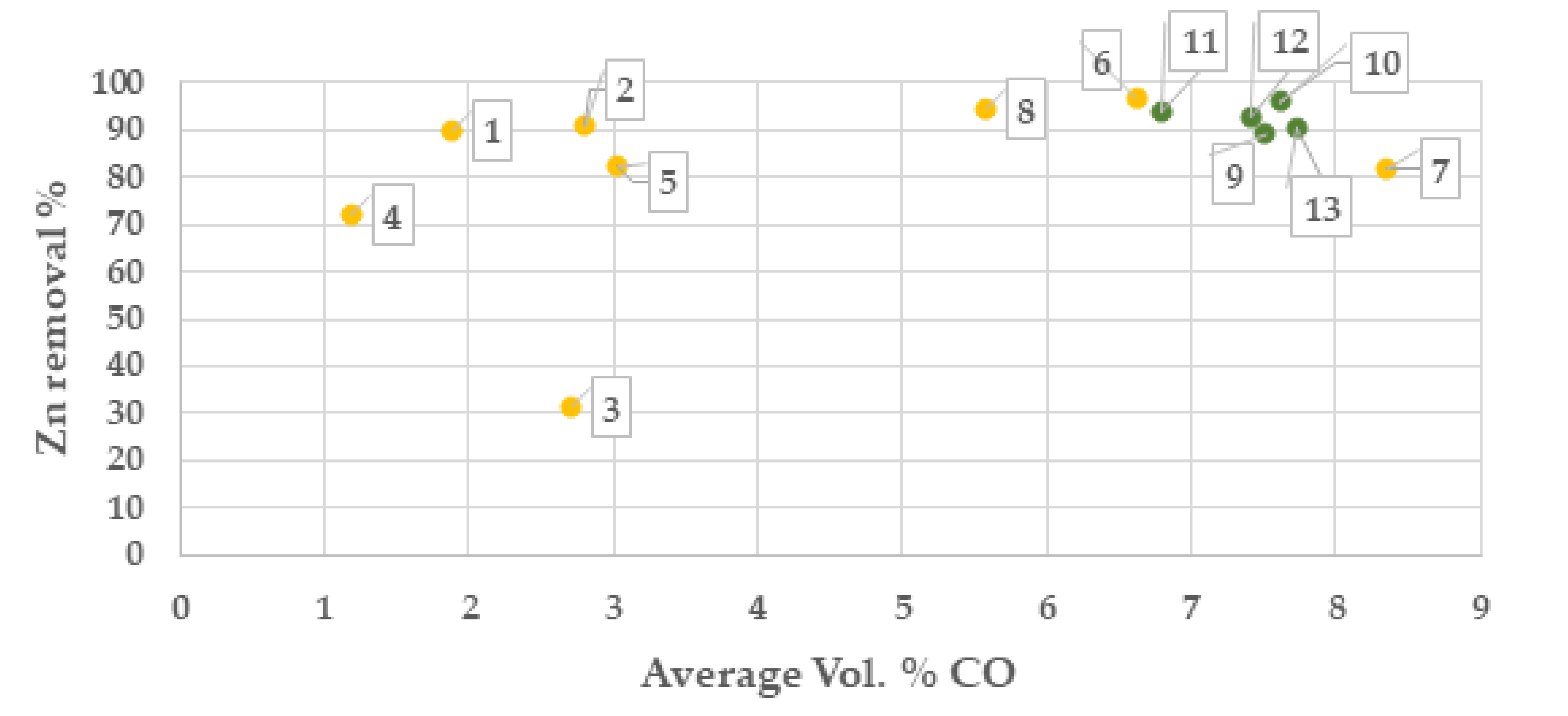
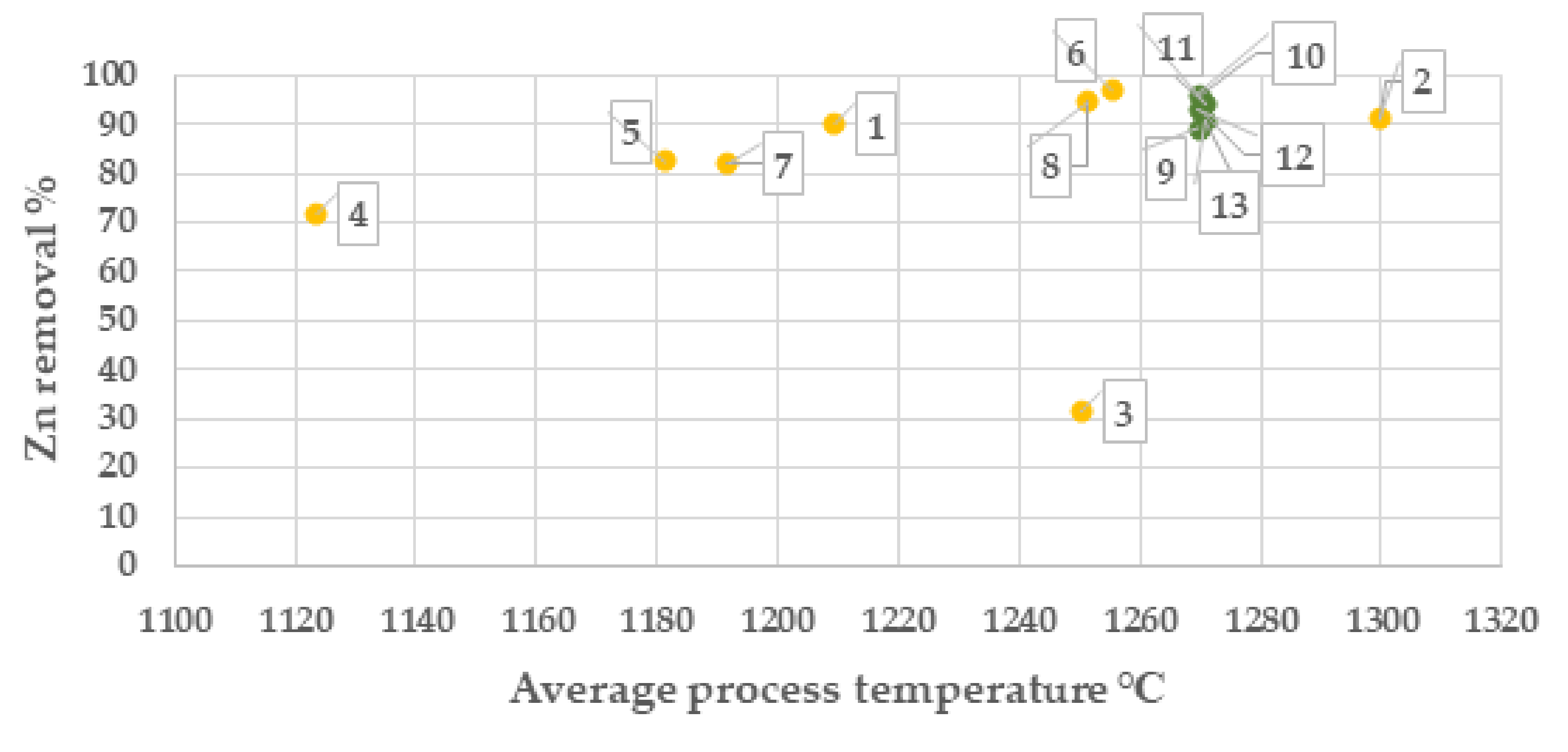
- A zinc separation degree of up to 97% was demonstrated in the performed trials.
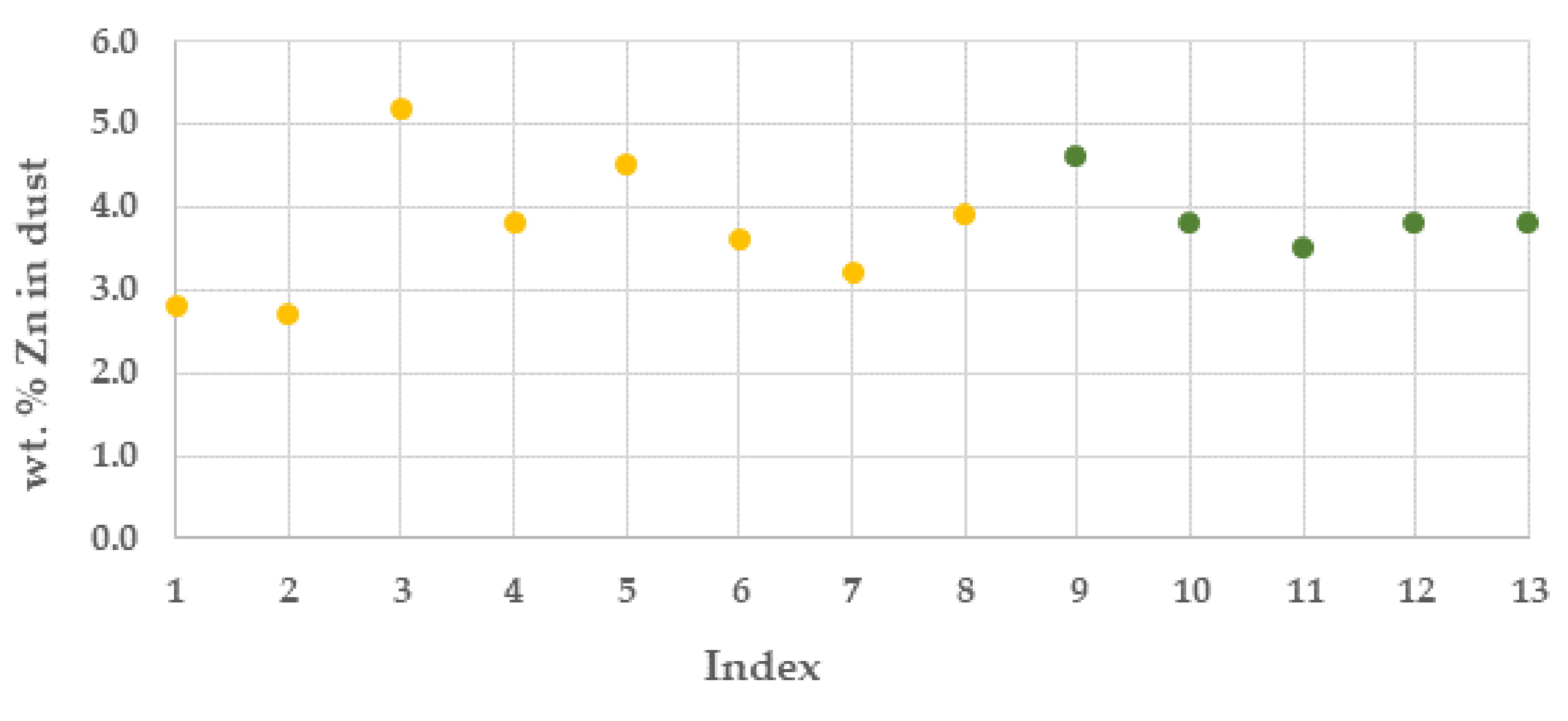
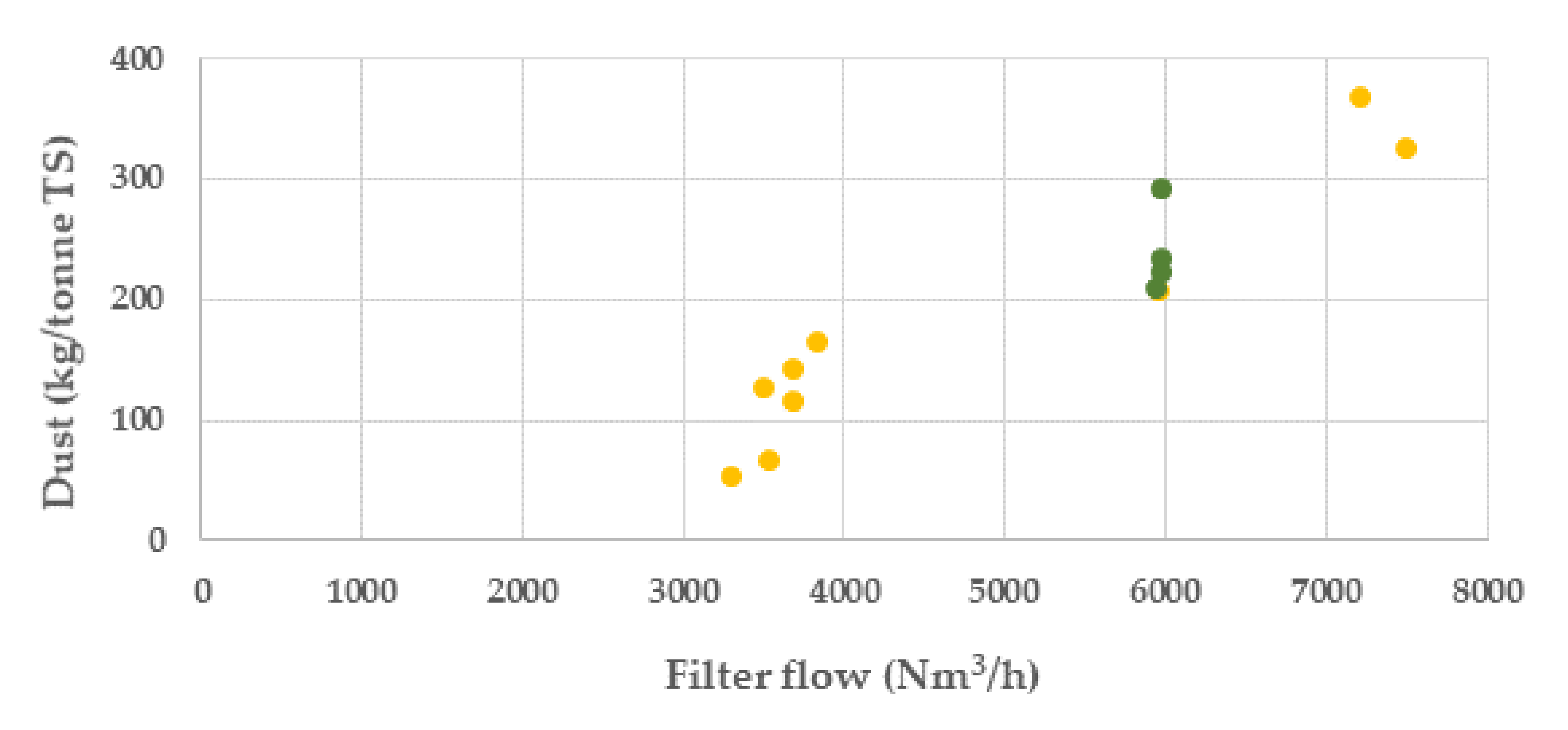
- The prerequisites regarding zinc concentration in the generated dust were not met in the trials, whereby further work is required to achieve a desirable zinc content. However, this should be managed through process measures such as decreased leakage air and off-gas filter flow, increased zinc concentration in the BF sludge or by recirculating the generated dust in the OXYFINES process.
- Utilising the BF sludge eliminates the need of new sludge ponds with reduced environmental impact through decreased material deposits.
- Implementation of BF sludge recovery, using OXYFINES technique, would contribute to improved material efficiency and sustainability through the return of resources (mainly iron, carbon, and zinc) from landfills to the value chain with savings in virgin raw materials.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Branca, T.A.; Colla, V.; Algermissen, D.; Granbom, H.; Martini, U.; Morillon, A.; Pietruck, R.; Rosendahl, S. Reuse and Recycling of By-Products in the Steel Sector: Recent Achievements Paving the Way to Circular Economy and Industrial Symbiosis in Europe. Metals 2020, 10, 345. [Google Scholar] [CrossRef]
- Senk, D.; Gudenau, H.W.; Geimer, S.; Gorbunova, E. Dust injection in iron and steel metallurgy. ISIJ Int. 2006, 46, 1745–1751. [Google Scholar] [CrossRef]
- Sundqvist Ökvist, L.; Jonsson, K.; Lampinen, H.; Eriksson, L.-E. Recycling of In-Plant Fines as Cold-Bonded Agglomerates. 1–2 June 1999. Available online: https://www.lkab.com/en/SysSiteAssets/documents/kund/1999-recycling-of-in-plant-fines-as-cold-bonded--agglomerates.pdf (accessed on 8 September 2020).
- Sikström, P.; Sundqvist Ökvist, L. Recycling of flue dust into the blast furnace. In Proceedings of the Recycling and Waste Treatment in Mineral and Metal Processing, Luleå, Sweden, 16–20 June 2002. [Google Scholar]
- Abdul Azees, S.; Saumit, P.; Rajeev, J. Briquetting: A new approach to recycle the waste iron-bearing materials generated in steel plants. J. Metall. Mater. Sci. 2005, 47, 199–206. [Google Scholar]
- Wedholm., A. Briquetting—Taking advantage of fine-grained residues in a sustainable manner. In Proceedings of the SCANMET V 5th International Conference on Process Development in Iron and Steelmaking, Luleå, Sweden, 12–15 June 2016. [Google Scholar]
- Besta, P.; Samolejová, A.; Janovská, K.; Lenort, R.; Haverland, J. The Effect of Harmful Elements in Production of Iron in Relation to Input and Output Material Balance. Metalurgija 2012, 51, 325–328. [Google Scholar]
- Besta, P.; Janovská, K.; Samolejová, A.; Beránková, A.; Vozňáková, I.; Hendrych, M. The Cycle and Effect of Zinc in the Blast-Furnace Process. Metalurgija 2013, 52, 197–200. [Google Scholar]
- Lundkvist, K.; Brämming, M.; Hagemalm, J.; Lagerwall, P.; Wedholm, A. Case Study of Reclaiming Zinc Containing Sludge from Settling Ponds. In Proceedings of the 8th International Congress on Science and Technology of Ironmaking—ICSTI, Vienna, Austria, 25–28 September 2018. [Google Scholar]
- Makkonen, H.T.; Heino, J.; Laitila, L.; Hiltunen, A.; Poylio, E.; Harkki, J. Optimisation of steel plant recycling in Finland: Dusts, scales and sludge. Resour. Conserv. Recycl. 2002, 35, 77–84. [Google Scholar] [CrossRef]
- Koros, P.J. The 2001 Howe Memorial Lecture, published by permission of the Iron & Steel Society, “Dusts, Scale, Slags, Sludges Not Wastes, But Sources of Profits”. Metall. Mater. Trans. B 2003, 34, 769–778. [Google Scholar]
- Guerriero, E.; Bianchini, M.; Gigliucci, P.F.; Guarnieri, A.; Mosca, S.; Rossetti, G.; Varde, M.; Rotatori, M. Influence of Process Changes on PCDD/Fs Produced in an Iron Ore Sintering Plant. Environ. Eng. Sci. 2009, 26, 71–80. [Google Scholar] [CrossRef]
- Lu, L.; Ooi, T.C.; Li, X. Chapter 18, Sintering emissions and their mitigation technologies. In Iron Ore—Mineralogy, Processing and Environmental Sustainability; Elsevier, Oxford Woodhead Publishing: Cambridge, UK, 2015; pp. 551–579. ISBN 978-1-78242-156-6. [Google Scholar]
- Wang, Z.; Pinson, D.; Chew, S.; Monaghan, B.J.; Rogers, H.; Zhang, G. Mineral Phase Formation and Zinc Removal during Sintering of Filter Cake Wastes. ISIJ Int. 2016, 56, 505–512. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, G.; Wang, J.; Xue, Q. Recent Development of Energy-saving Technologies in Ironmaking Industry. In Proceedings of the IOP Conference Series: Earth and Environmental Science, International Conference on Construction, Aviation and Environmental Engineering, Taoyuan City, Taiwan, 23–25 November 2018. [Google Scholar]
- Nippon Steel Engineering. Available online: https://www.eng.nipponsteel.com/english/whatwedo/steelplants/ironmaking/rotary_hearth_furnace/ (accessed on 25 May 2020).
- Li, K.; Zhang, J.; Liu, Z.; Mao, R.; Yang, T. Comprehensive Evaluation of OxyCup Process for Steelmaking Dust Treatment Based on Calculation of Mass Balance and Heat Balance. J. Iron Steel Res. Int. 2014, 21, 575–582. [Google Scholar] [CrossRef]
- Clay, J.E.; Schoonraad, G.P. Treatment of zinc silicates by the Waelz Process. J. S. Afr. Inst. Min. Metall. 1976, 77, 11–14. [Google Scholar]
- Trinkel, V.; Mallow, O.; Aschenbrenner, P.; Rechberger, H.; Jellner, J. Characterization of Blast Furnace Sludge with Respect to Heavy Metal Distribution. Ind. Eng. Chem. Res. 2016, 55, 5590–5597. [Google Scholar] [CrossRef]
- Banerjee, D. Metal recovery from blast furnace sludge and flue dust using leaching technologies. Res. J. Chem. Environ. 2007, 11, 18–21. [Google Scholar]
- Li, B.; Wei, Y.; Wang, H.; Yang, Y.; Yin, Y. Preparation of ZnSO4·7H2O and Separation of Zinc from Blast Furnace Sludge by Leaching-Purification-Crystallization Method. ISIJ Int. 2019, 59, 201–207. [Google Scholar] [CrossRef]
- Trung, Z.H.; Kukurugya, F.; Takacova, Z.; Orac, D.; Miskufova, M.L.A.; Havlik, T. Acidic leaching both of zinc and iron from basic oxygen furnace sludge. J. Hazard. Mater. 2011, 192, 1100–1107. [Google Scholar] [CrossRef]
- Vereš, J.; Lovás, M.; Jakabský, Š.; Šepelák, V.; Hredzák, S. Characterization of blast furnace sludge and removal of zinc by microwave assisted extraction, Characterization of blast furnace sludge and removal of zinc by microwave assisted extraction. Hydrometallurgy 2012, 129–130, 67–73. [Google Scholar]
- SSAB Luleå. Environmental Report. 2019. Available online: https://www.ssab.se/ssab-koncern/om-ssab/produktionsorter-i-sverige/lulea (accessed on 8 September 2020).
- Andersson, A.; Ahmed, H.; Rosenkranz, J.; Samuelsson, C.; Björkman, B. Characterization and upgrading of a low zinc-containing and fine blast furnace sludge—A multi-objective analysis. ISIJ Int. 2017, 57, 262–271. [Google Scholar] [CrossRef]
- Butterworth, P.; Linsley, K.; Aumonier, J. Hydrocyclone treatment of blast furnace slurry within British steel. Rev Métall. 1996, 93, 807–815. [Google Scholar] [CrossRef]
- Von Schéele, J. OXYFINESTM Technology for the Re-Melting of fines, Dust and Sludge. In Proceedings of the 10th International Ferroalloys Congress, Cape Town, South Africa, 1–4 February 2004. [Google Scholar]
- Jalkanen, H.; Oghbasilasie, H.; Raipala, K. Recycling of Steelmaking Dusts—The Radust Concept. J. Min. Metall. B 2005, 41, 1–16. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| % Dry wt. | BF Sludge avg. C No. 1 | BF Sludge avg. C No. 2 | BF sludge Total avg. | Dust avg.C No. 1 | Dust avg.C No. 2 | Dust Total avg. | Sinter avg. C No. 1 | Sinter avg. C No. 2 | Sinter Total avg. | Sand |
|---|---|---|---|---|---|---|---|---|---|---|
| Fe tot. | 34.28 | 33.25 | 33.76 | 43.70 | 43.19 | 43.45 | 47.81 | 40.85 | 44.33 | 3.03 |
| CaO | 8.86 | 9.74 | 9.30 | 10.86 | 12.29 | 11.57 | 12.63 | 12.75 | 12.69 | 3.10 |
| SiO2 | 5.11 | 5.36 | 5.24 | 4.21 | 7.74 | 5.98 | 12.40 | 21.46 | 16.93 | 74.11 |
| MnO | 0.24 | 0.31 | 0.27 | 7.06 | 0.73 | 3.89 | 0.35 | 0.39 | 0.37 | 0.05 |
| P2O5 | 0.16 | 0.17 | 0.17 | 3.63 | 0.26 | 1.94 | 0.22 | 0.23 | 0.22 | 0.16 |
| Al2O3 | 2.11 | 2.20 | 2.16 | 0.58 | 3.34 | 1.96 | 4.22 | 7.59 | 5.90 | 14.87 |
| MgO | 1.43 | 1.42 | 1.43 | 0.35 | 2.93 | 1.64 | 2.07 | 1.99 | 2.03 | 1.33 |
| Na2O | 0.13 | 0.14 | 0.13 | 0.27 | 0.54 | 0.40 | 0.24 | 0.61 | 0.42 | 4.64 |
| K2O | 0.09 | 0.12 | 0.10 | 0.92 | 0.37 | 0.65 | 0.32 | 0.75 | 0.54 | 3.74 |
| V2O5 | 0.24 | 0.22 | 0.23 | 0.84 | 0.29 | 0.56 | 0.33 | 0.26 | 0.29 | 0.03 |
| TiO2 | 0.28 | 0.28 | 0.28 | 0.19 | 0.35 | 0.27 | 0.42 | 0.42 | 0.42 | 0.36 |
| Cr2O3 | 0.03 | 0.03 | 0.03 | 0.14 | 0.10 | 0.12 | 0.12 | 0.09 | 0.10 | 0.09 |
| C | 24.92 | 24.02 | 24.47 | 2.14 | 0.56 | 1.35 | 2.81 | 0.04 | 1.42 | 0.08 |
| S | 0.32 | 0.37 | 0.34 | 0.63 | 0.39 | 0.51 | 0.14 | 0.10 | 0.12 | 0.02 |
| Zn | 0.74 | 0.84 | 0.79 | 3.71 | 4.00 | 3.85 | 0.23 | 0.14 | 0.18 | 0.02 |
| C | Batch | Index | Feeding Rate | H2O | Lance Length | O2 Atomisation | Oxygon Burner | TempTgt. | CO Tgt. | Filter Flow |
|---|---|---|---|---|---|---|---|---|---|---|
| No. | No. | No. | kg/min | wt. % | m | Nm3/min | kW | °C | Vol. % | Nm3/h |
| 1 | O-002 | 1 | 14 | 63 | 1 | 0.8 | 250 | 1250 | 5 | 7500 |
| 1 | O-003 | 2 | 14 | 62 | 1 | 0.8 | 250 | 1300 | 5 | 7500 |
| 1 | O-006 | 3 | 14 | 59 | 1 | 0.8 | 250 | 1250 | 5 | 3500 |
| 1 | O-007 | 4 | 14 | 64 | 1 | 0.8 | 250 | 1100 | 1 | 3500 |
| 1 | O-008 | 5 | 14 | 68 | 1 | 0.8 | 250 | 1200 | 5 | 3500 |
| 1 | O-009 | 6 | 14 | 54 | 1 | 0.8 | 250 | 1250 | 10 | 3500 |
| 1 | O-010 | 7 | 14 | 59 | 1 | 0.8 | 250 | 1200 | 10 | 3500 |
| 1 | O-011 | 8 | 14 | 55 | 1 | 0.8 | 250 | 1250 | 7 | 3500 |
| 2 | O-012 | 9 | 10 | 57 | 1 | 0.8 | 0 | 1270 | 8 | 6000 |
| 2 | O-013 | 10 | 8 | 56 | 1 | 0.8 | 0 | 1270 | 8 | 6000 |
| 2 | O-014 | 11 | 10 | 56 | 1 | 0.6 | 0 | 1270 | 8 | 6000 |
| 2 | O-015 | 12 | 10 | 57 | 1.5 | 0.8 | 0 | 1270 | 8 | 6000 |
| 2 | O-016 | 13 | 14 | 57 | 1.5 | 0.8 | 0 | 1270 | 8 | 6000 |
| Content | Nm3/min |
|---|---|
| H2O | 14.41 |
| H2 | 1.40 |
| CO | 1.12 |
| CO2 | 4.89 |
| O2 | 0.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lundkvist, K.; Rosendahl, S.; Nyman, F.; Bölke, K.; Gustavsson, L.; Söderström, D.; Wedholm, A. OXYFINES Technique for Upgrading Zinc Containing Blast Furnace Sludge—Part 1: Pilot Trials. Metals 2020, 10, 1468. https://doi.org/10.3390/met10111468
Lundkvist K, Rosendahl S, Nyman F, Bölke K, Gustavsson L, Söderström D, Wedholm A. OXYFINES Technique for Upgrading Zinc Containing Blast Furnace Sludge—Part 1: Pilot Trials. Metals. 2020; 10(11):1468. https://doi.org/10.3390/met10111468
Chicago/Turabian StyleLundkvist, Katarina, Sara Rosendahl, Fredrik Nyman, Kristofer Bölke, Lennart Gustavsson, Daniel Söderström, and Anita Wedholm. 2020. "OXYFINES Technique for Upgrading Zinc Containing Blast Furnace Sludge—Part 1: Pilot Trials" Metals 10, no. 11: 1468. https://doi.org/10.3390/met10111468
APA StyleLundkvist, K., Rosendahl, S., Nyman, F., Bölke, K., Gustavsson, L., Söderström, D., & Wedholm, A. (2020). OXYFINES Technique for Upgrading Zinc Containing Blast Furnace Sludge—Part 1: Pilot Trials. Metals, 10(11), 1468. https://doi.org/10.3390/met10111468