Influence of Forming Parameters on the Mechanical Behavior of a Thin Aluminum Sheet Processed through Single Point Incremental Forming


Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Design of Experiments
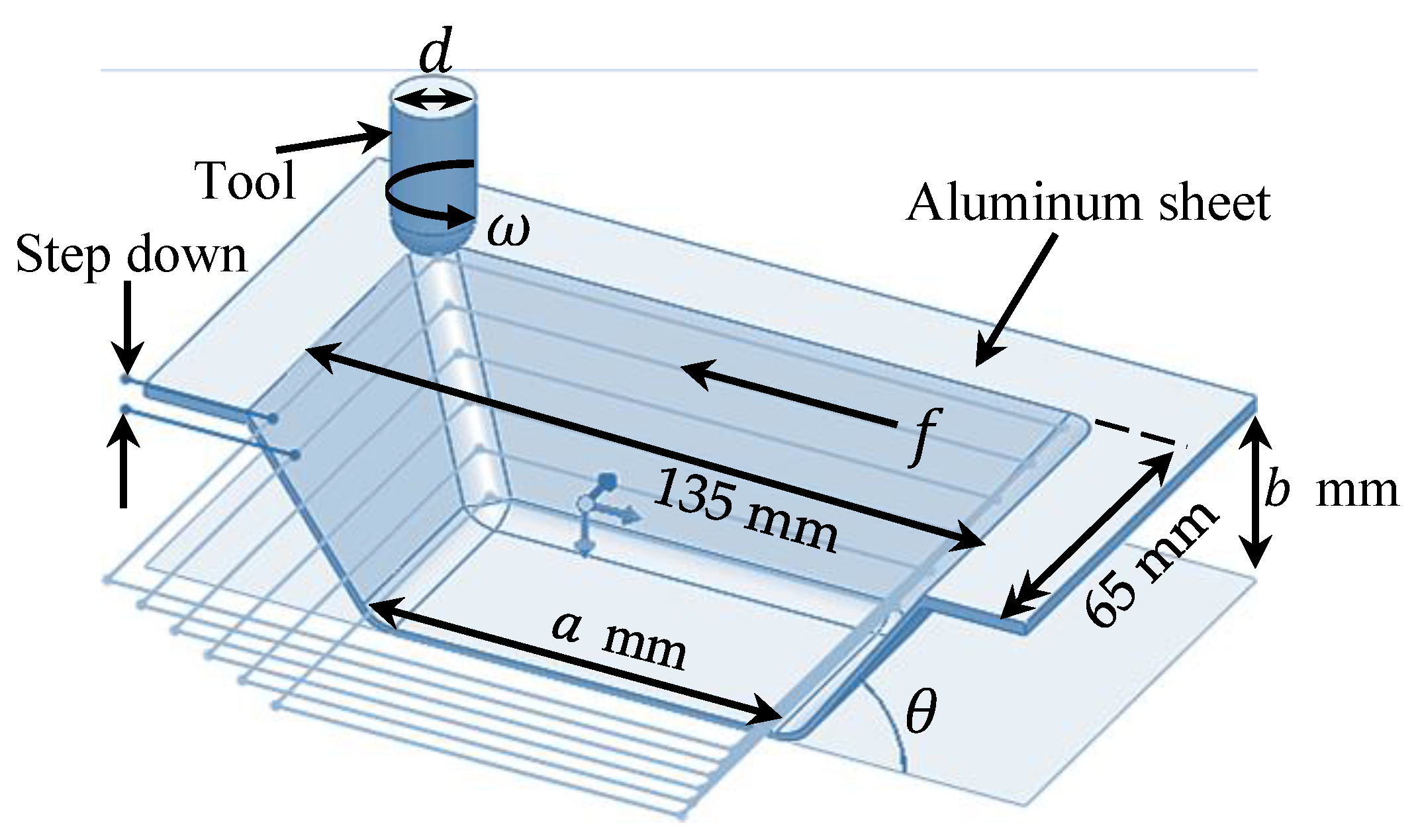
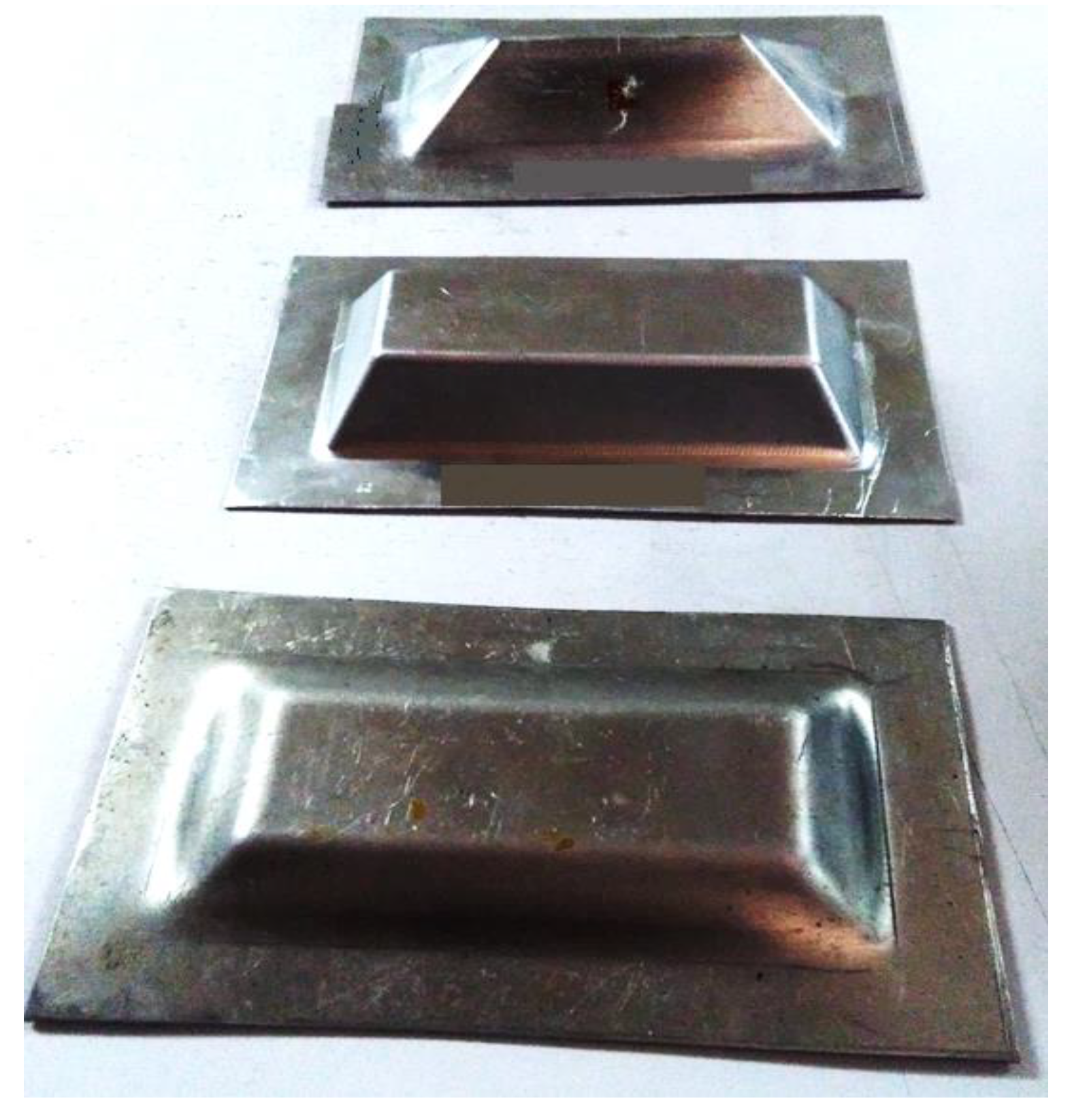
2.3. Test geometry
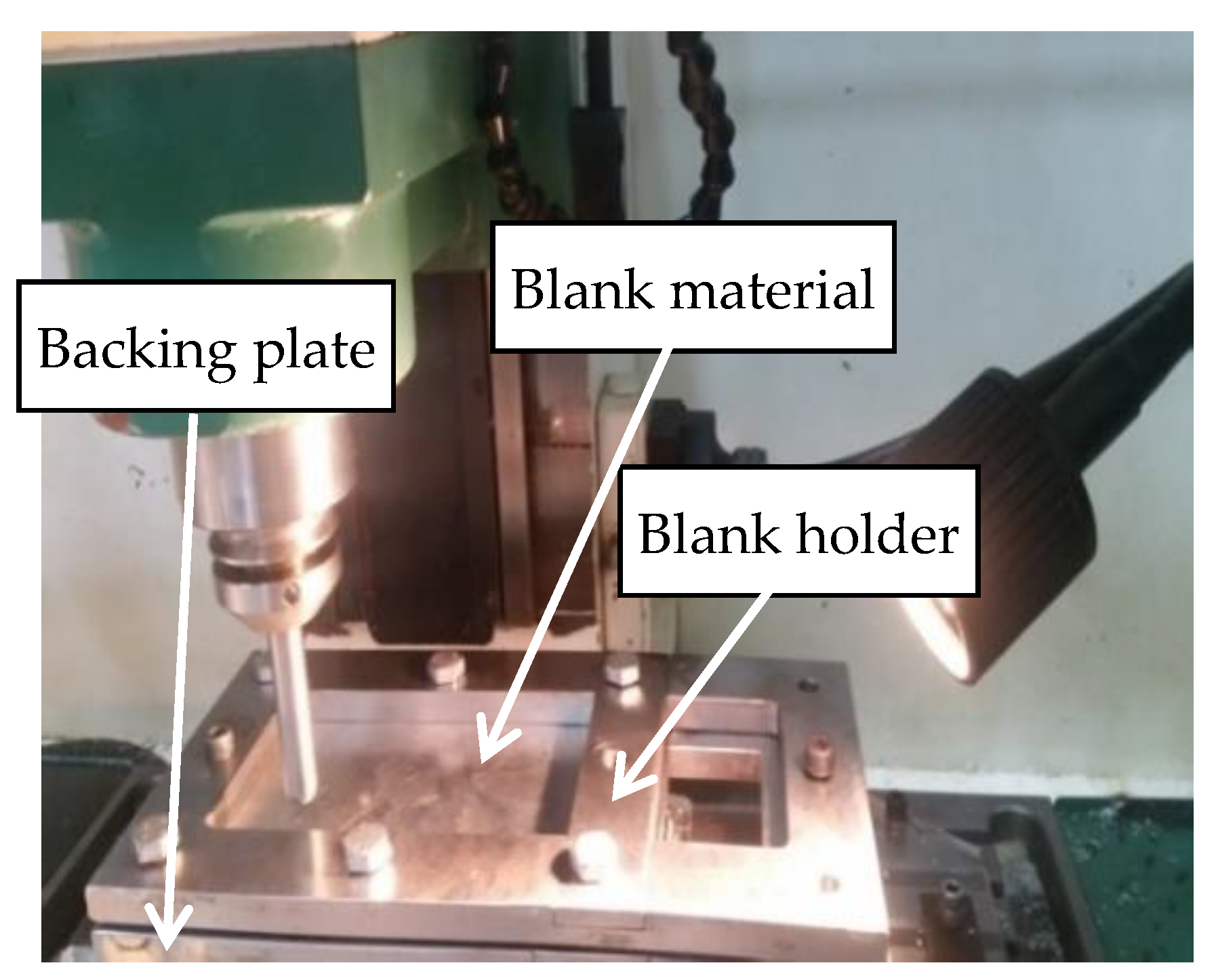
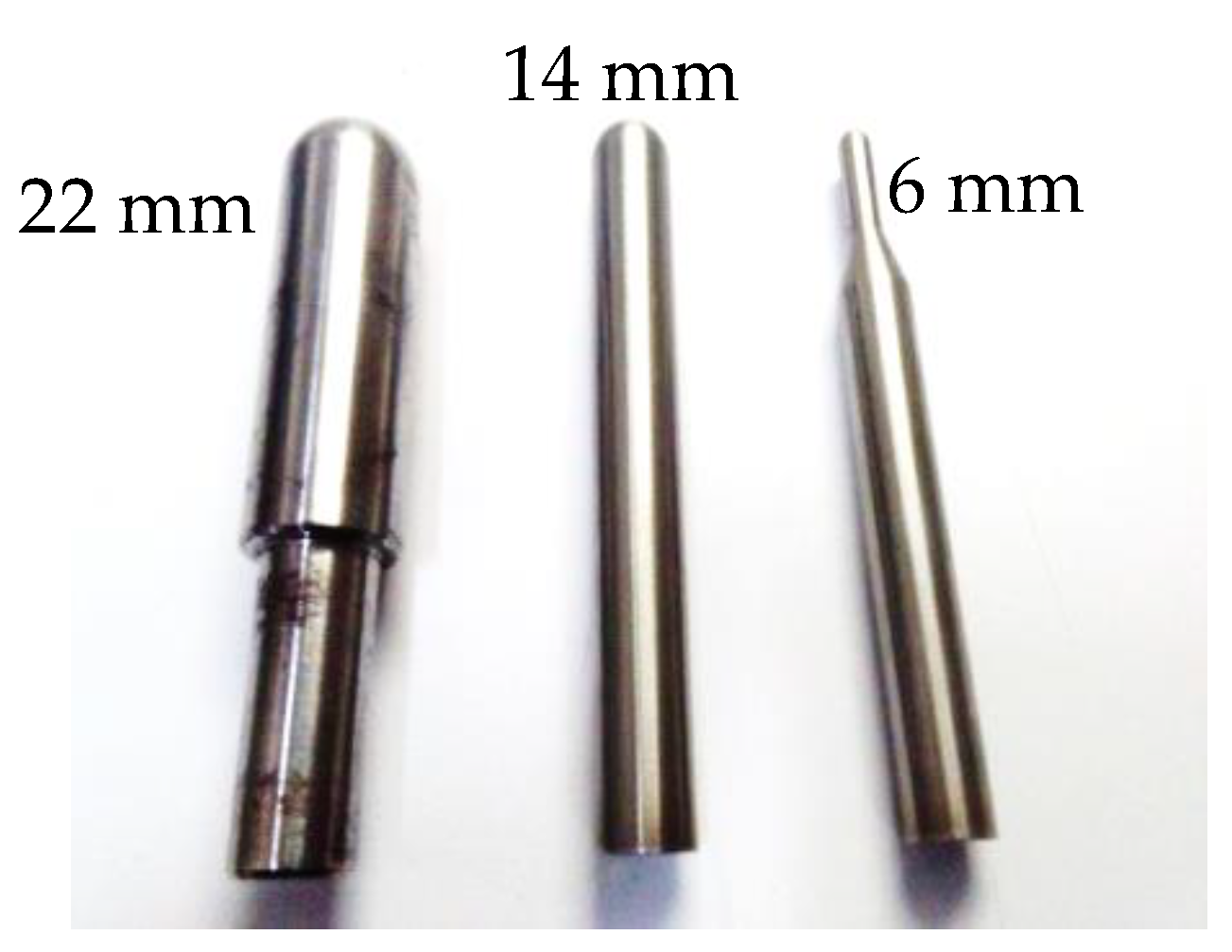
2.4. SPIF Experiments
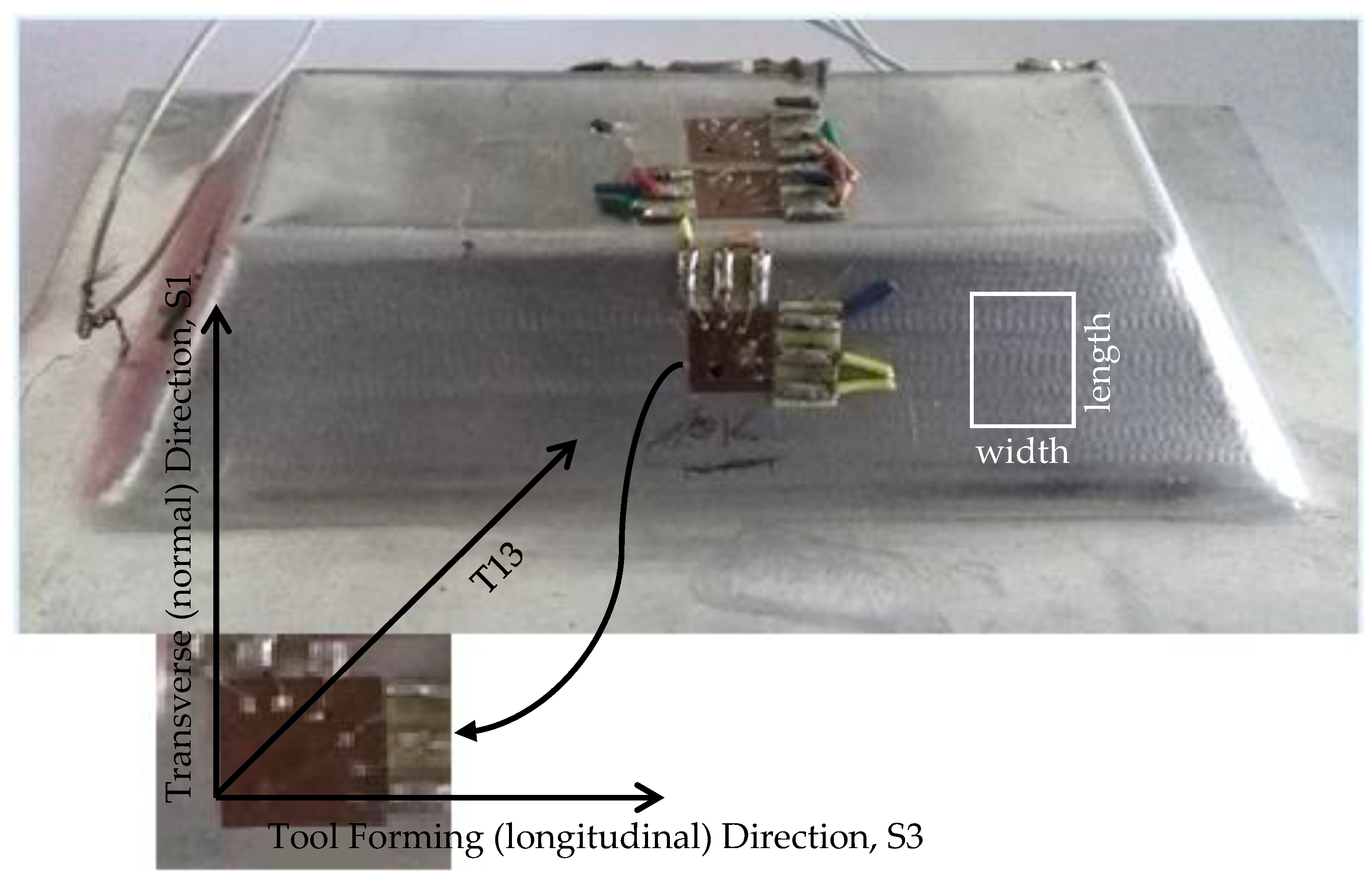
2.5. Measurement of Residual Stresses
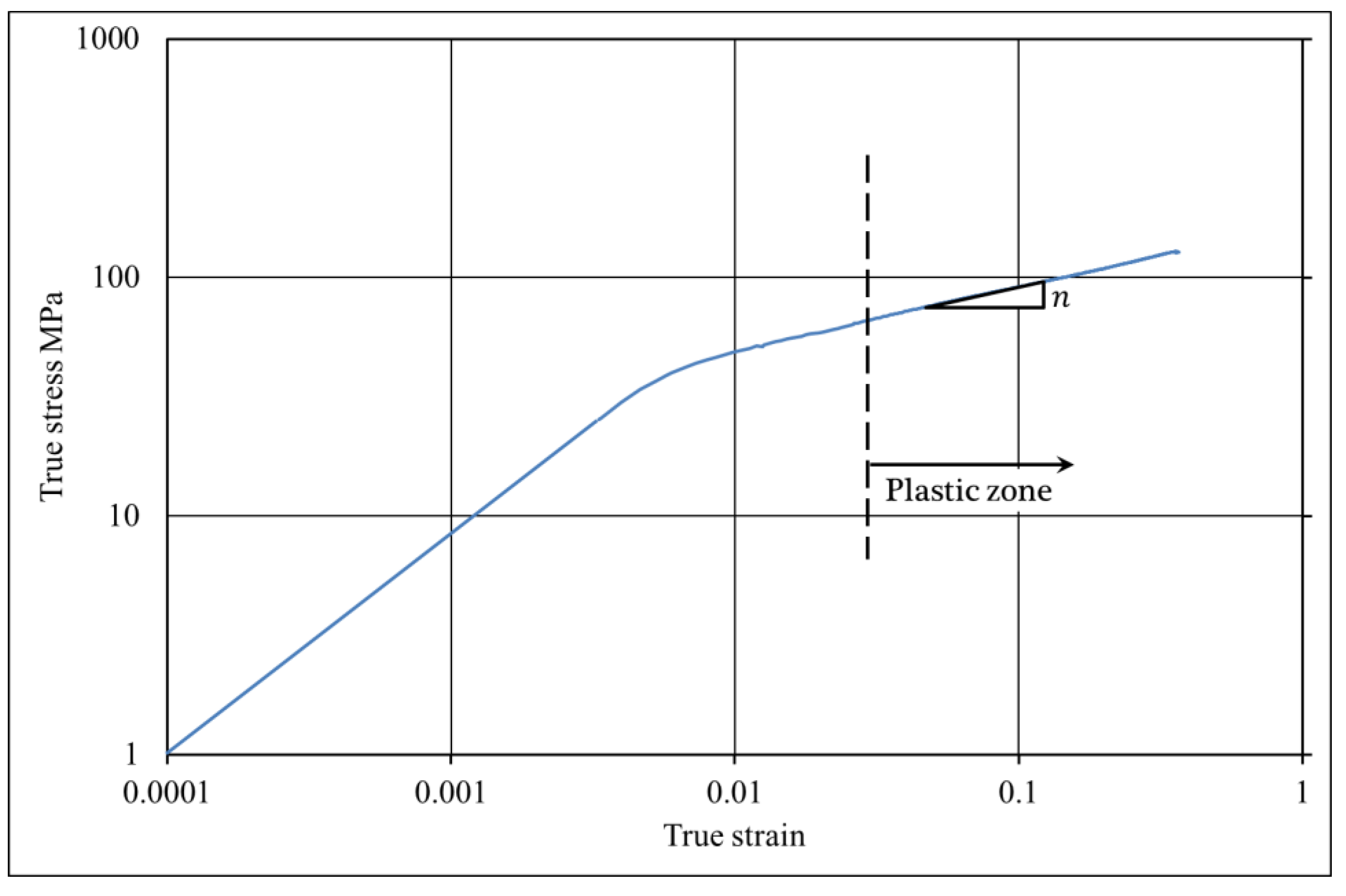
2.6. Determination of Mechanical Properties
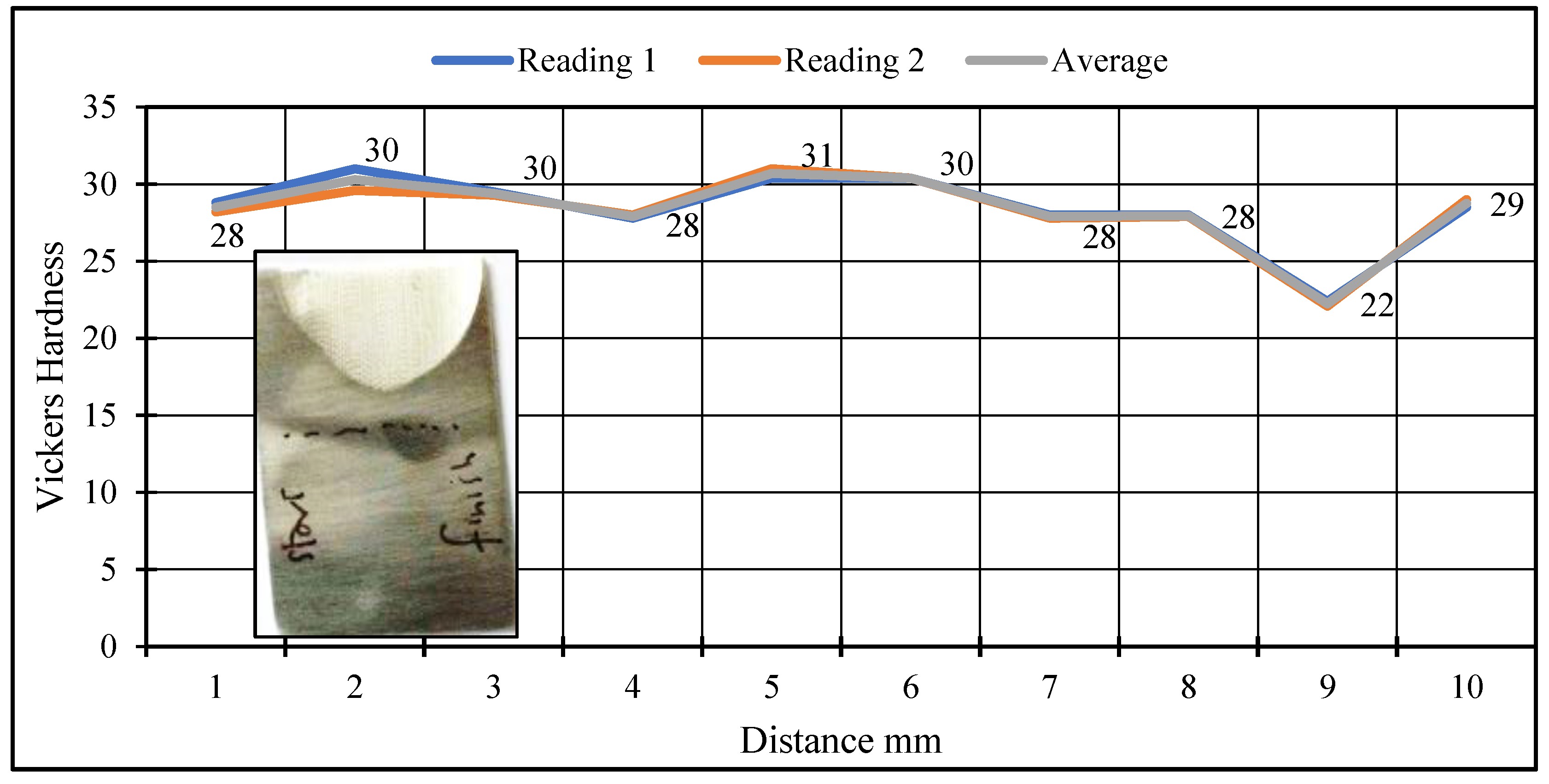
2.7. Vickers Hardness
- Rolled sheet (pre-ISF)
- Annealed sheet (pre-ISF)
- Formed parts (post-ISF)
3. Results and Discussion
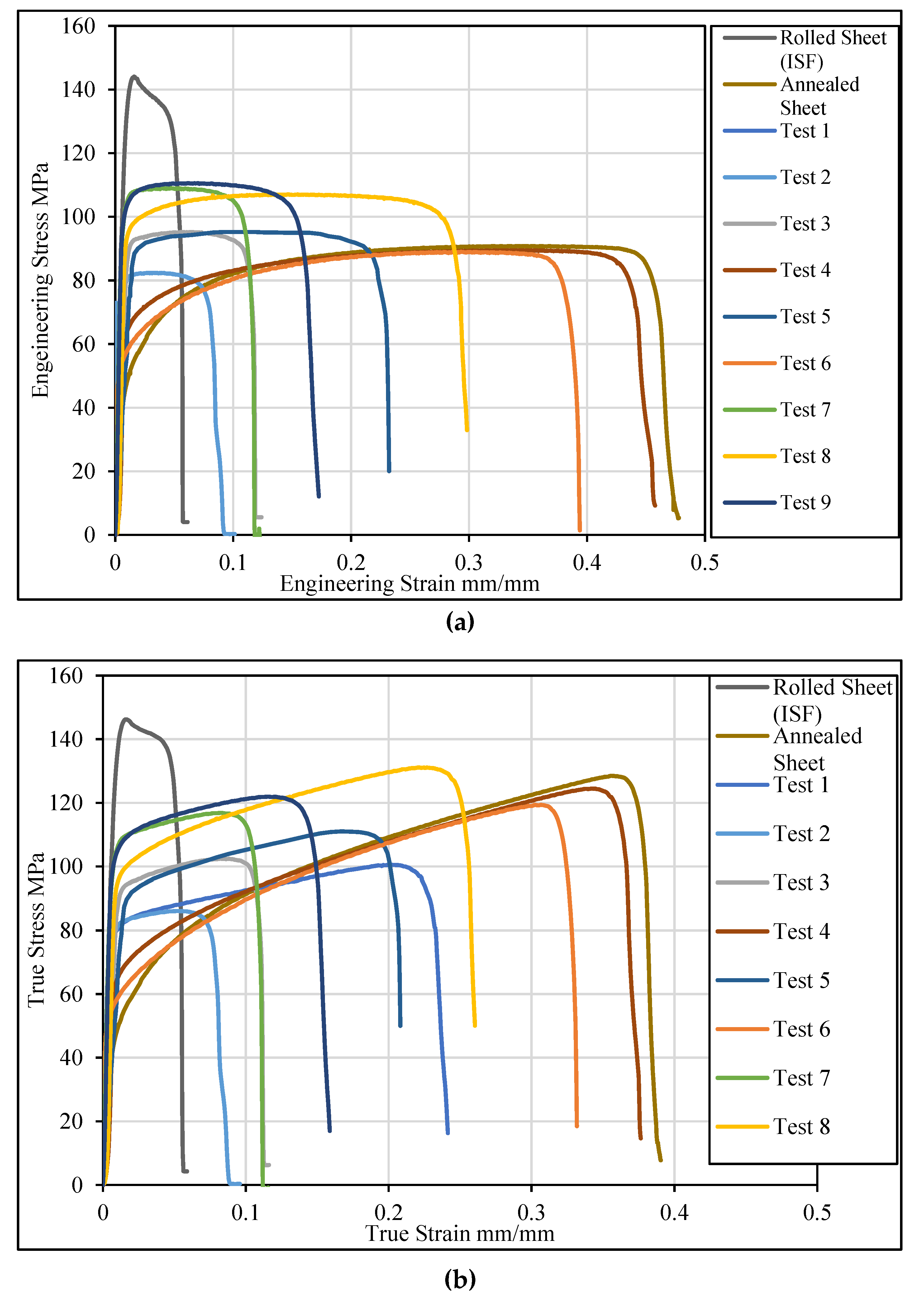
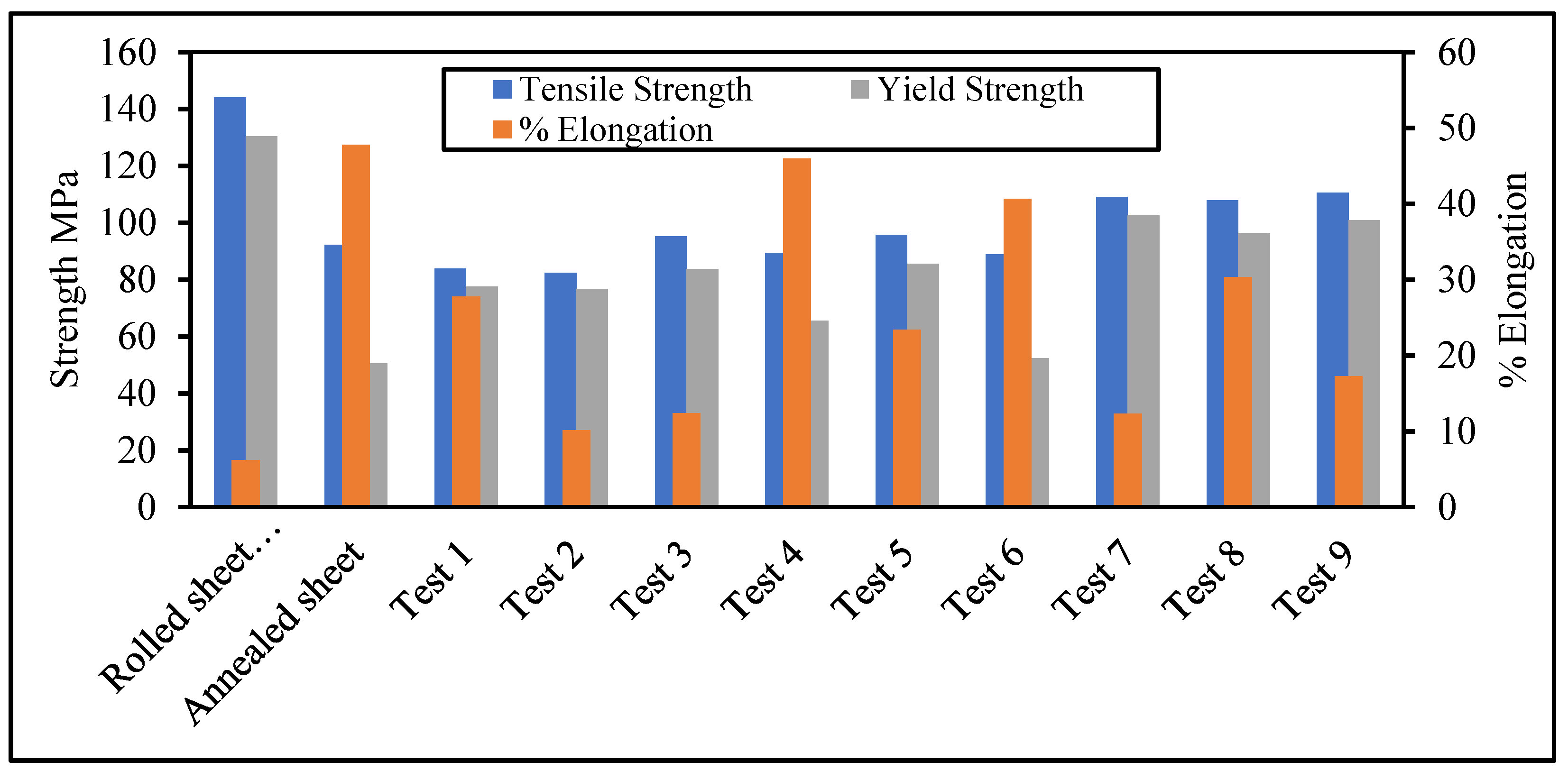
3.1. Pre- and Post-ISF Tensile Properties
3.2. Effect of Material Condition on Tensile Properties
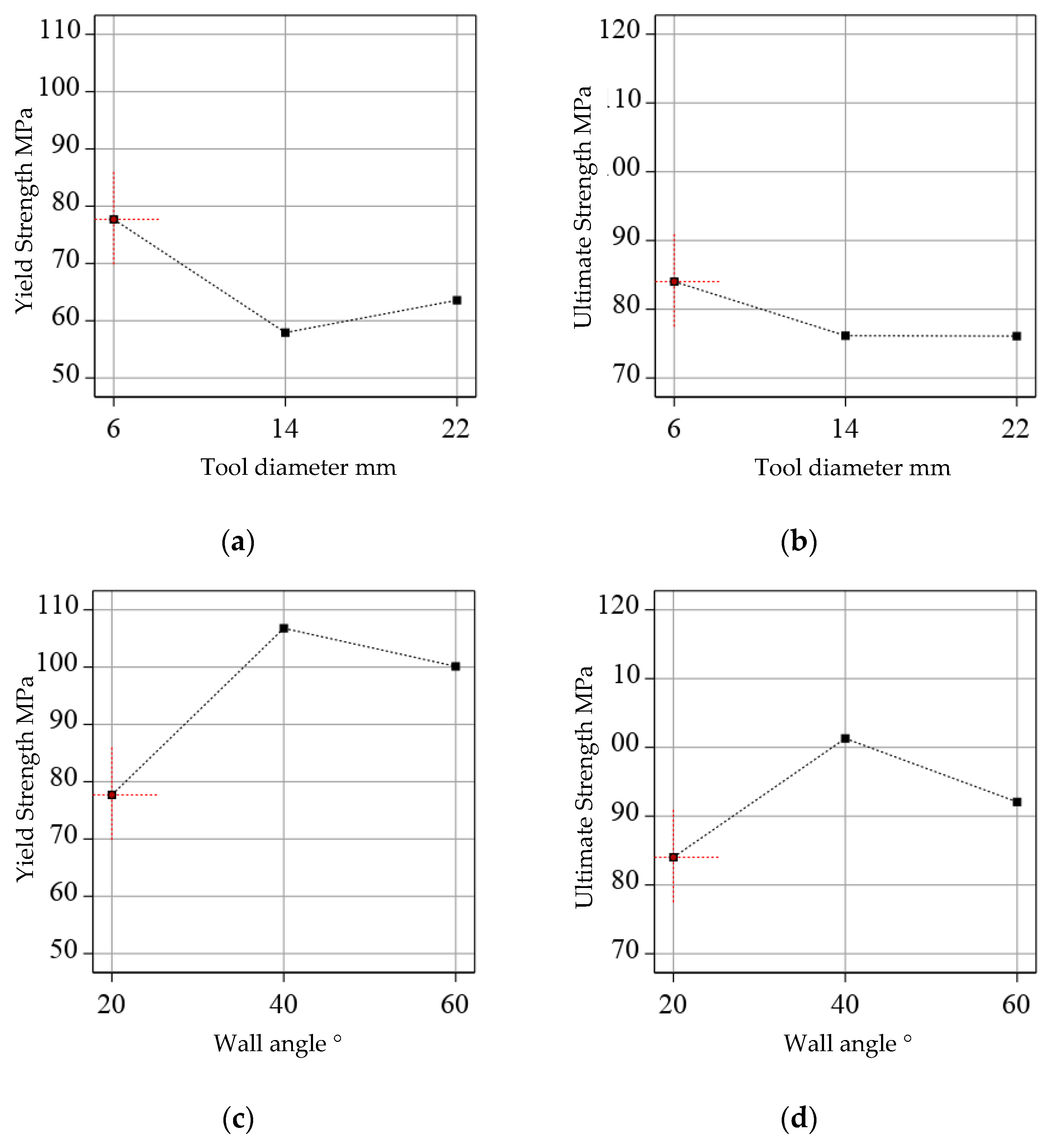
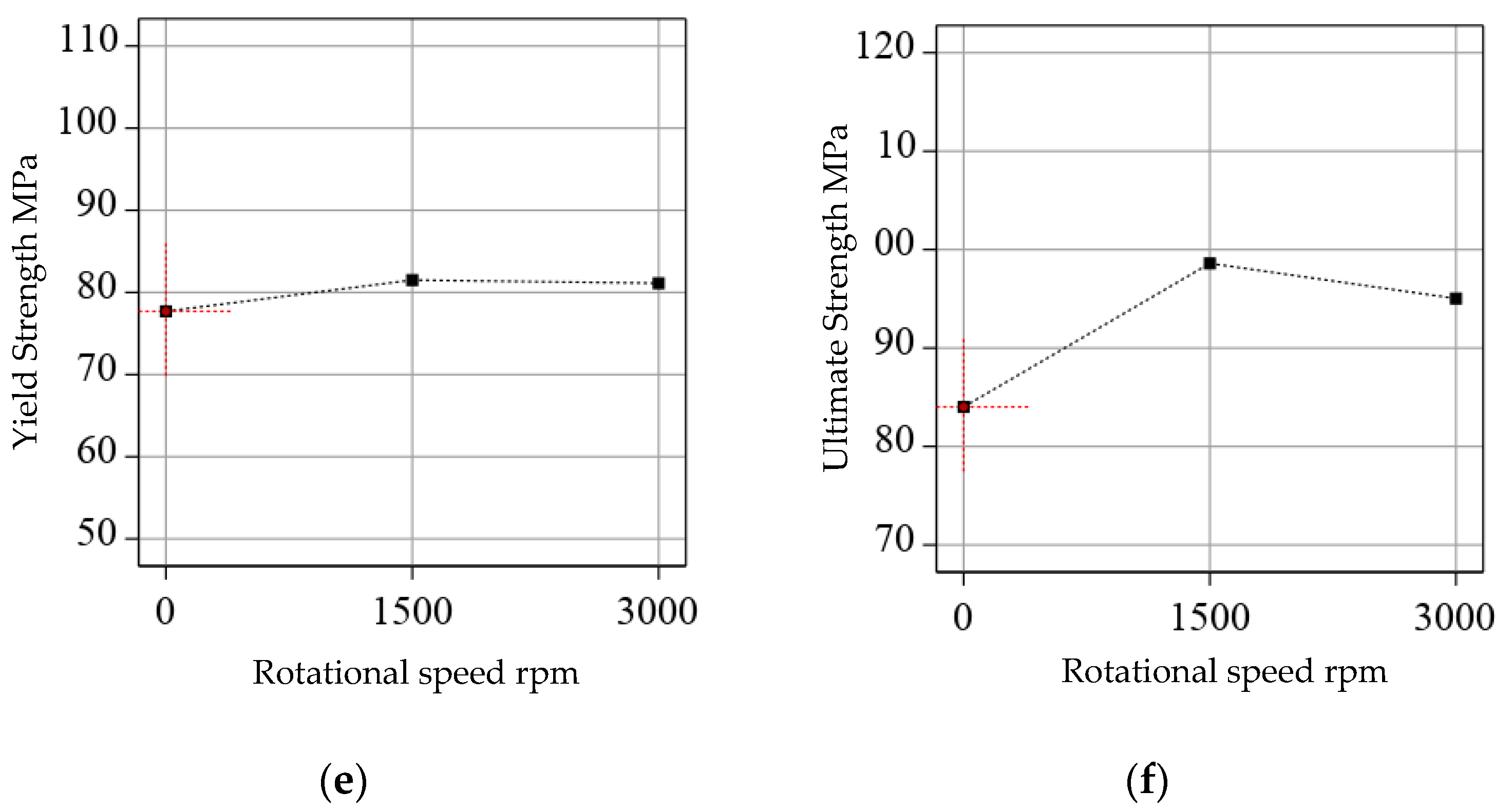
3.3. Correlation of Process Parameters with Tensile Properties
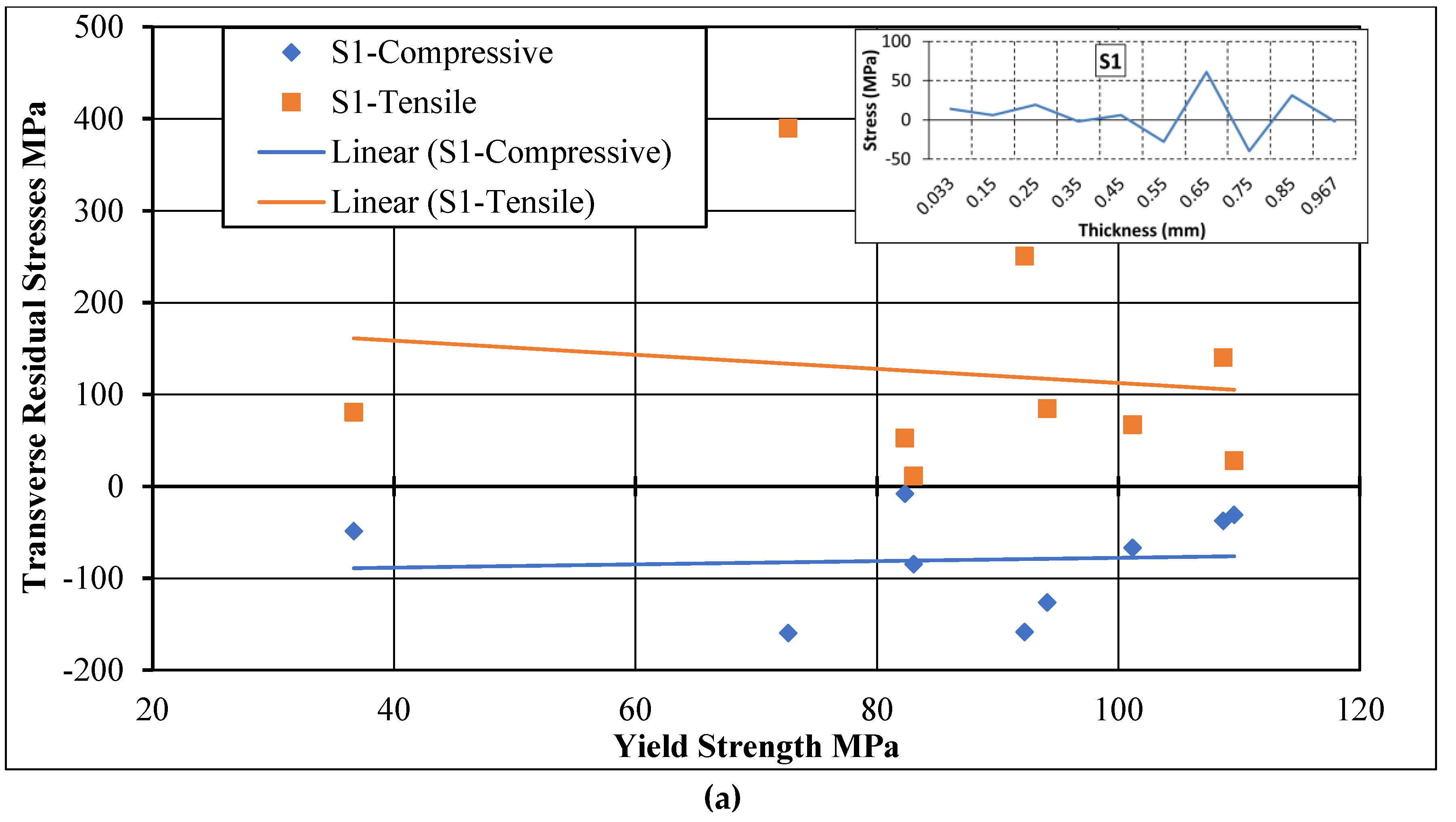
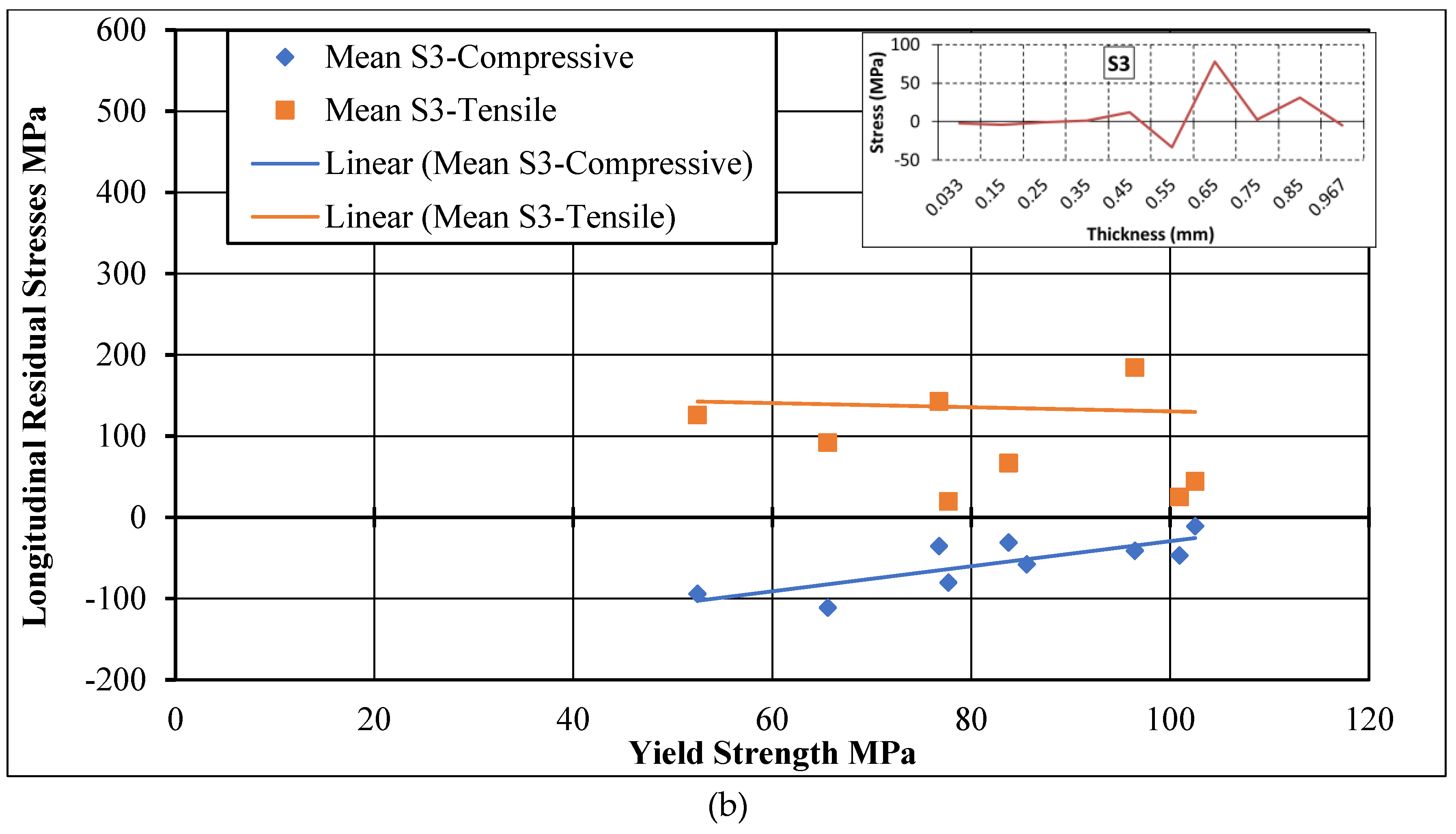
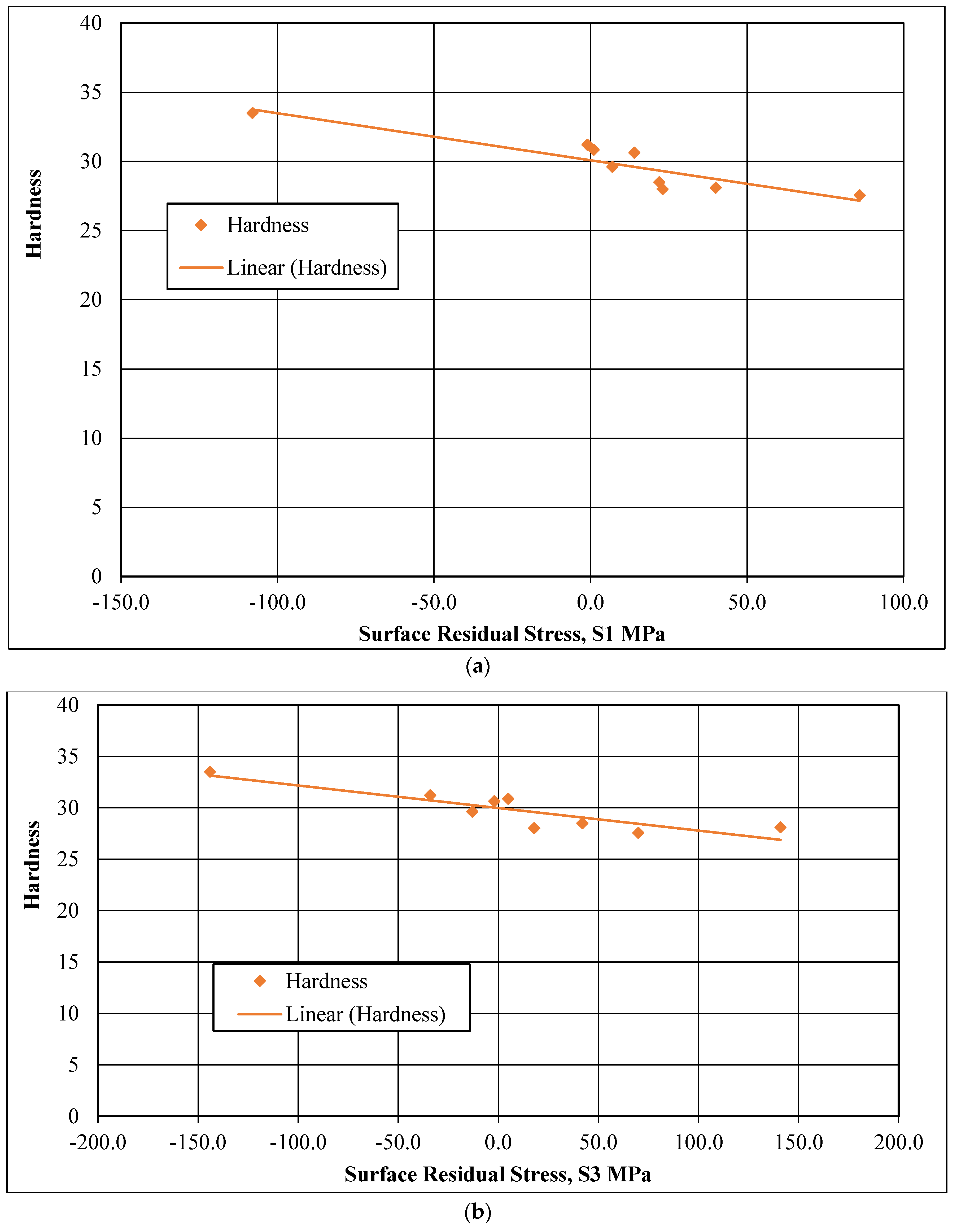
3.4. Correlation between Residual Stresses and Tensile Strengths
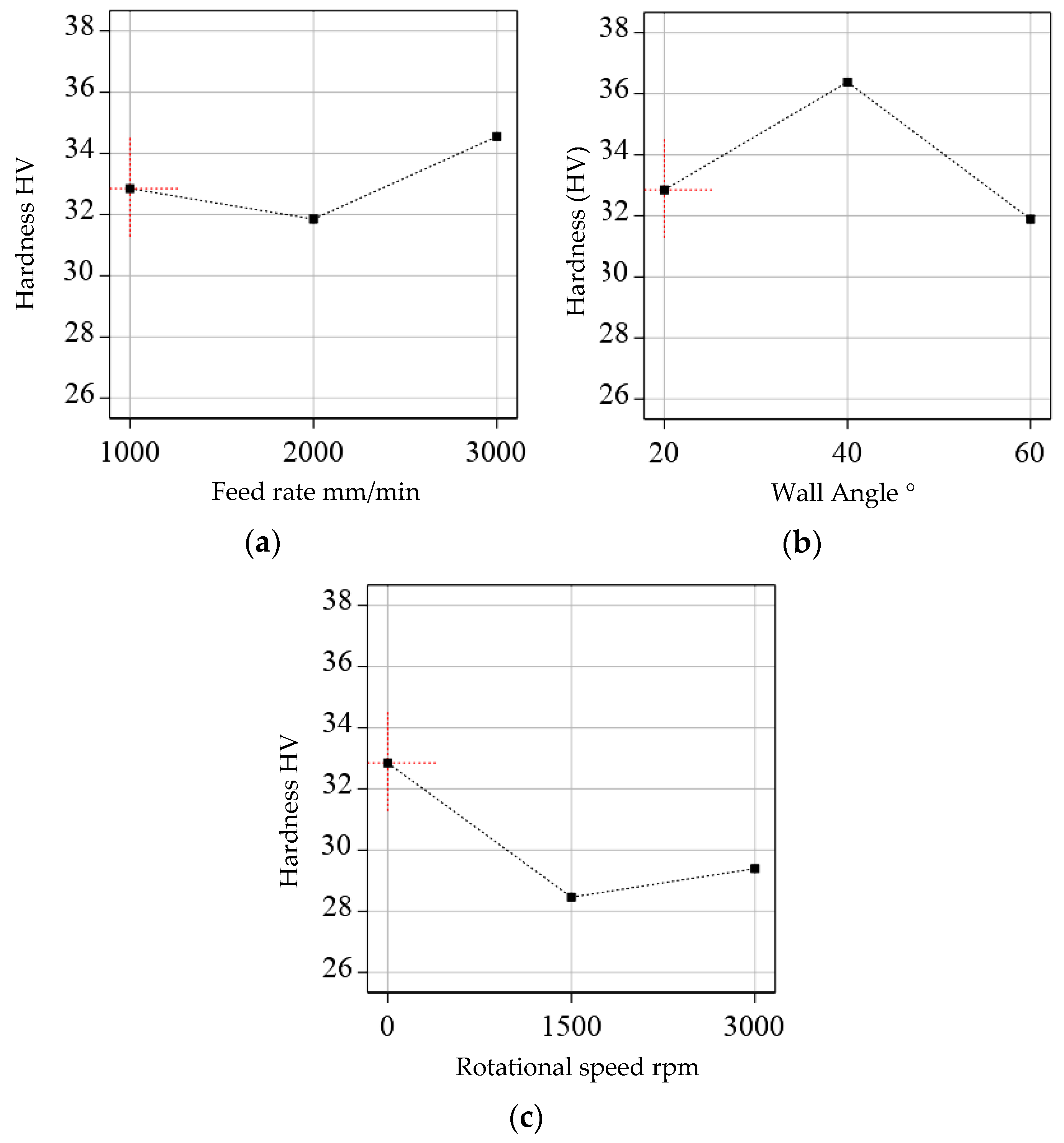
3.5. Correlation between Hardness and Process Parameters
4. Conclusions
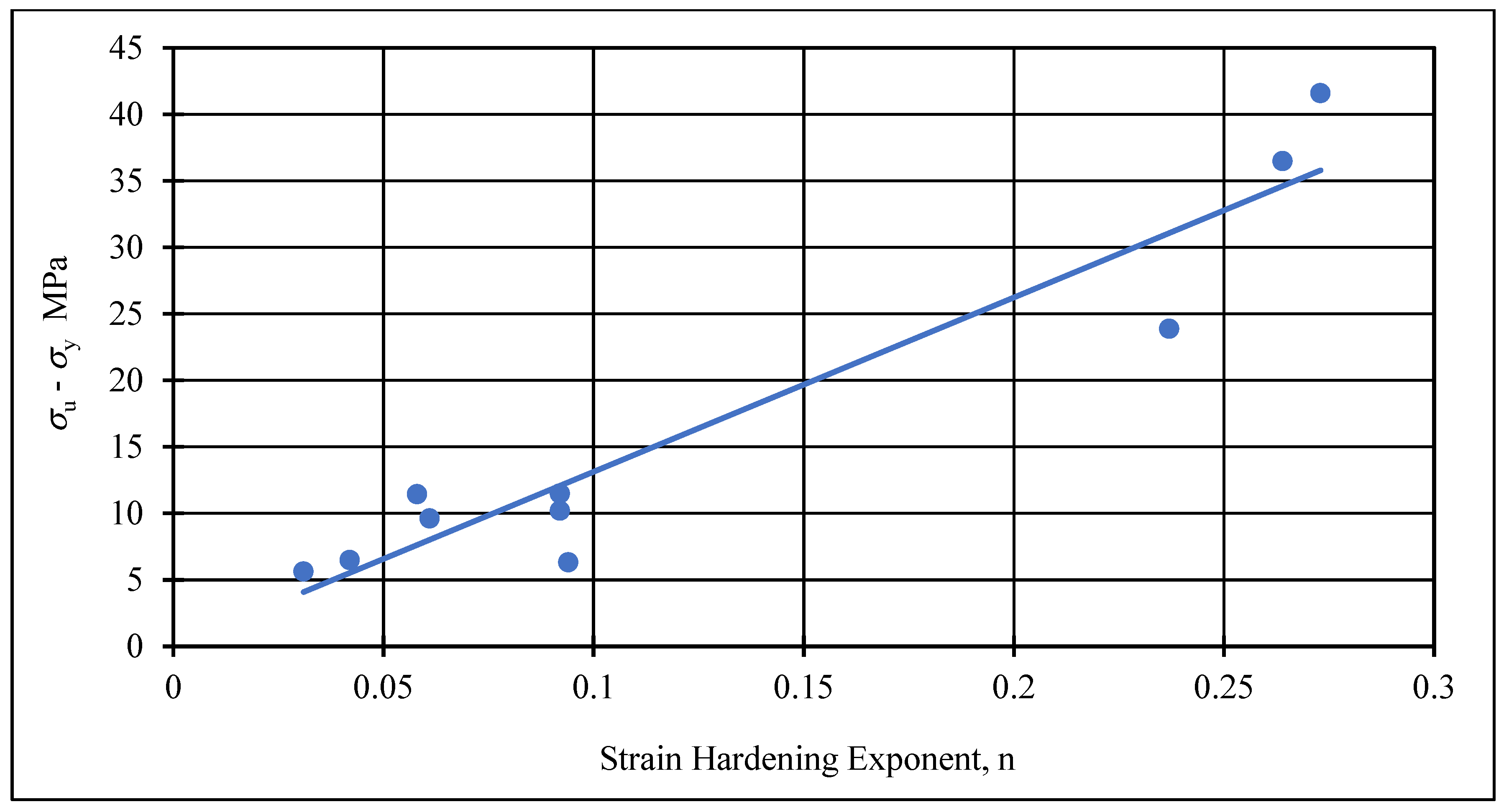
- The plot of difference between strengths (i.e., σu − σy) vs. strain-hardening exponent shows a direct linear relationship. This information provides a useful insight towards the brittle or ductile failure of a formed part. Moreover, the increase in the compressive residual stresses along the tool travel direction is favorable for maximizing the yield strength.
- The post-ISF yield strength of all deformed parts has come out to be more than the undeformed annealed sheet. This gain in the yield strength is attributed to the amount of cold work done which increases the yield strength. The maximum gain of 102.37% is exhibited by Test 7 due to a higher wall angle accompanied by a higher feed rate.
- It is recommended to perform annealing prior to the SPIF, to obtain ductile parts, as the lowest ductility is exhibited by the part formed from the rolled sheet. When forming is carried out at the same process parameters, the annealing process tends to double the ductility of the formed parts. This is accompanied by the reduction of 21.44% and 24.33% in the σy and σu respectively.
- Taguchi analysis shows that the ultimate and the yield strengths generally increase with higher wall angles and smaller tool diameters. It is recommended to form the parts at 40° wall angle with a tool diameter of 6 mm to obtain stronger parts.
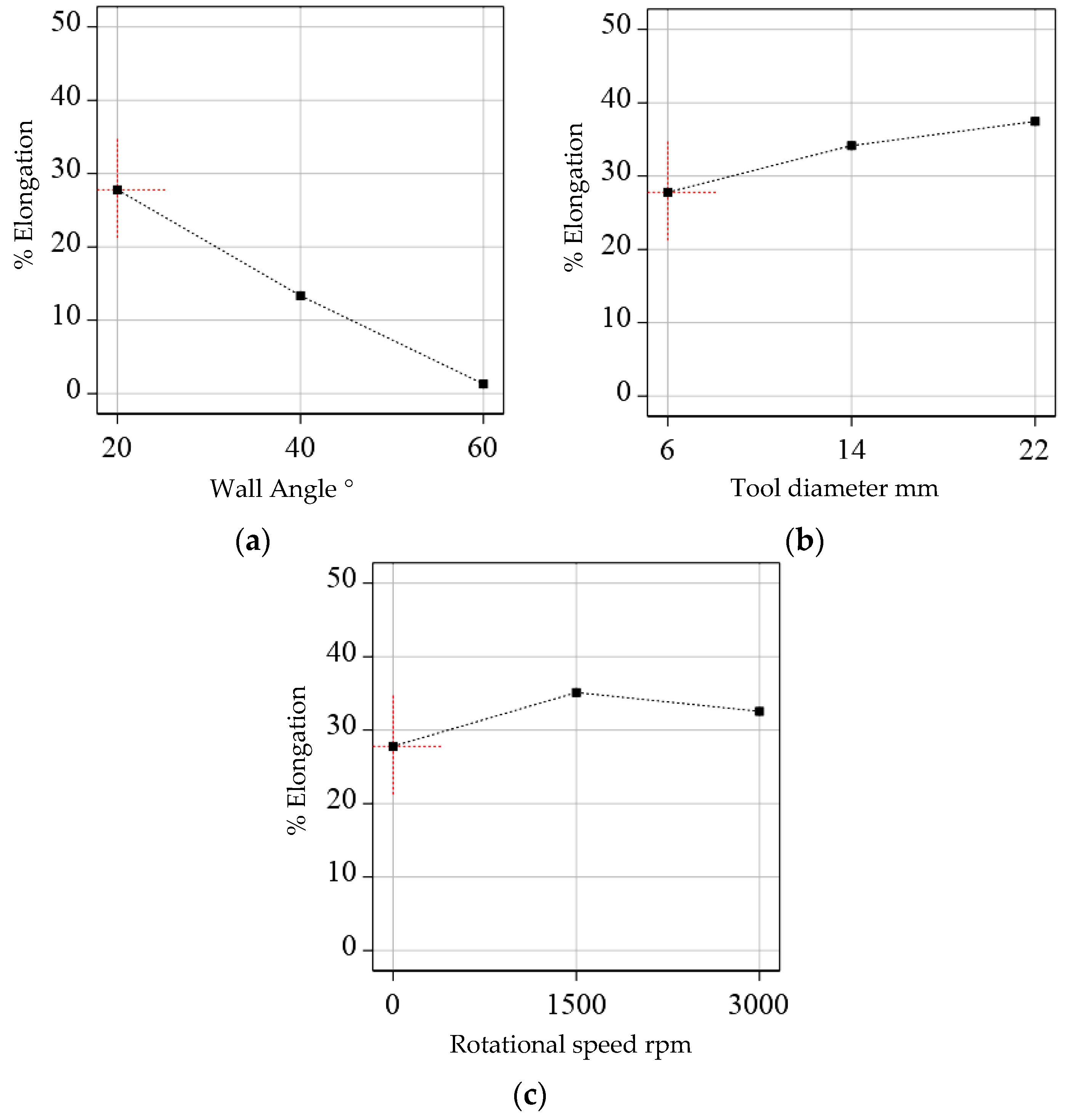
- Ductility shows a direct relationship with the tool diameter and an inverse relationship with the wall angle. Therefore, to obtain higher ductility, it is recommended to conduct forming at ω = 1500 rpm, d = 22 mm and θ = 20°. The optimum parameters identified herein pertain to the L9 Taguchi set of parameters instead of the full factorial design containing 81 tests.
- The general dependence of hardness on surface compressive residual stresses is also observed. As compressive residual stresses increase, hardness increases and vice versa. The main factors affecting hardness are the rotational speed, the wall angle and the feed rate. From the point of view of hardness, the best-suited parameters are ω = 0, θ = 40° and 𝑓 = 3000 (mm/min).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Marciniak, Z.; Duncan, J.L.; Hu, S.J. Mechanics of Sheet Metal Forming; Referex Engineering; Butterworth-Heinemann: Oxford, UK, 2002; ISBN 978-0-7506-5300-8. [Google Scholar]
- Hosford, W.F.; Caddell, R.M. Metal Forming: Mechanics and Metallurgy; Cambridge University Press: Cambridge, UK, 2011. [Google Scholar]
- Serajzadeh, S.; Mohammadzadeh, M. Effects of deformation parameters on the final microstructure and mechanical properties in warm rolling of a low-carbon steel. Int. J. Adv. Manuf. Technol. 2007, 34, 262–269. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, B.; Pei, J.; Jia, C.; Li, B.; Linlin, G. Effect of deformation speed on the microstructure and mechanical properties of AA6063 during continuous extrusion process. J. Mater. Process. Technol. 2013, 213, 1855–1863. [Google Scholar] [CrossRef]
- Balogun, S.A.; Esezobor, D.E.; Adeosun, S.O. Effects of Deformation Processing on the Mechanical Properties of Aluminum Alloy 6063. Metall. Mater. Trans. A 2007, 38, 1570–1574. [Google Scholar] [CrossRef]
- Nwachukwu, P.U.; Oluwole, O.O. Effects of rolling process parameters on the mechanical properties of hot-rolled St60Mn steel. Case Stud. Constr. Mater. 2017, 6, 134–146. [Google Scholar] [CrossRef]
- Ucuncuoglu, S.; Ekerim, A.; Secgin, G.O.; Duygulu, O. Effect of asymmetric rolling process on the microstructure, mechanical properties and texture of AZ31 magnesium alloys sheets produced by twin roll casting technique. J. Magnes. Alloy 2014, 2, 92–98. [Google Scholar] [CrossRef]
- Zheng, L.; Nie, H.; Liang, W.; Wang, H.; Wang, Y. Effect of pre-homogenizing treatment on microstructure and mechanical properties of hot-rolled AZ91 magnesium alloys. J. Magnes. Alloy 2016, 4, 115–122. [Google Scholar] [CrossRef]
- Xu, J.; Wang, X.; Shirooyeh, M.; Xing, G.; Shan, D.; Guo, B.; Langdon, T.G. Microhardness, microstructure and tensile behavior of an AZ31 magnesium alloy processed by high-pressure torsion. J. Mater. Sci. 2015, 50, 7424–7436. [Google Scholar] [CrossRef]
- Neves, F.O.; Braga, D.U.; Silva, A.S.C. da Study of Residual Stresses on Cold-Forming Metals Using Stress Corrosion. Mater. Manuf. Process. 2015, 30, 1278–1282. [Google Scholar] [CrossRef]
- Duflou, J.R.; Habraken, A.-M.; Cao, J.; Malhotra, R.; Bambach, M.; Adams, D.; Vanhove, H.; Mohammadi, A.; Jeswiet, J. Single point incremental forming: State-of-the-art and prospects. Int. J. Mater. Form. 2018, 11, 743–773. [Google Scholar] [CrossRef]
- Filice, L.; Fratini, L.; Micari, F. Analysis of Material Formability in Incremental Forming. CIRP Ann. 2002, 51, 199–202. [Google Scholar] [CrossRef]
- Silva, M.; Skjoedt, M.; Atkins, A.; Bay, N.; Martins, P. Single-point incremental forming and formability–failure diagrams. J. Strain. Anal. Eng. 2008, 43, 15–35. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric Single Point Incremental Forming of Sheet Metal. CIRP Ann. Manuf. Technol. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Silva, M.B.; Skjoedt, M.; Martins, P.A.F.; Bay, N. Revisiting the fundamentals of single point incremental forming by means of membrane analysis. Int. J. Mach. Tool. Manuf. 2008, 48, 73–83. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Hussain, G. Threshold tool-radius condition maximizing the formability in SPIF considering a variety of materials: Experimental and FE investigations. Int. J. Mach. Tool. Manuf. 2015, 88, 82–94. [Google Scholar] [CrossRef]
- Sy, L.V.; Nam, N.T. Effect of strain rate and temperature on formability of warm-incremental forming process with magnesium alloy sheet AZ31. J. Manuf. Technol. Res. 2014, 6, 17. [Google Scholar]
- Echrif, S.B.M.; Hrairi, M. Research and Progress in Incremental Sheet Forming Processes. Mater. Manuf. Process. 2011, 26, 1404–1414. [Google Scholar] [CrossRef]
- Ham, M.; Jeswiet, J. Forming Limit Curves in Single Point Incremental Forming. CIRP Ann. Manuf. Technol. 2007, 56, 277–280. [Google Scholar] [CrossRef]
- Park, J.-J.; Kim, Y.-H. Fundamental studies on the incremental sheet metal forming technique. J. Mater. Process. Technol. 2003, 140, 447–453. [Google Scholar] [CrossRef]
- Jeswiet, J.; Hagan, E.; Szekeres, A. Forming parameters for incremental forming of aluminium alloy sheet metal. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2002, 216, 1367–1371. [Google Scholar] [CrossRef]
- Hussain, G.; Ilyas, M.; Lemopi Isidore, B.B.; Khan, W.A. Mechanical properties and microstructure evolution in incremental forming of AA5754 and AA6061 aluminum alloys. Trans. Nonferrous Met. Soc. 2020, 30, 51–64. [Google Scholar] [CrossRef]
- Davarpanah, M.A.; Bansal, S.; Malhotra, R. Influence of Single Point Incremental Forming on Mechanical Properties and Chain Orientation in Thermoplastic Polymers. J. Manuf. Sci. Eng. 2017, 139, 021012. [Google Scholar] [CrossRef]
- López, C.; Elías-Zúñiga, A.; Jiménez, I.; Martínez-Romero, O.; Siller, H.R.; Diabb, J.M. Experimental Determination of Residual Stresses Generated by Single Point Incremental Forming of AlSi10Mg Sheets Produced Using SLM Additive Manufacturing Process. Materials 2018, 11, 2542. [Google Scholar] [CrossRef]
- Radu, C.; Herghelegiu, E.; Tampu, C.; Cristea, I. The Residual Stress State Generated by Single Point Incremental Forming of Aluminum Metal Sheets. Appl. Mech. Mater. 2013, 371, 148–152. [Google Scholar] [CrossRef]
- Maaß, F.; Hahn, M.; Tekkaya, A.E. Interaction of Process. Parameters, Forming Mechanisms, and Residual Stresses in Single Point Incremental Forming. Metals 2020, 10, 656. [Google Scholar] [CrossRef]
- Wei, H.; Hussain, G. Mechanical Characteristics of a Roll-Bonded Cu-Clad Steel Sheet Processed Through Incremental Forming. Metall. Mat. Trans. A 2019, 50, 4594–4607. [Google Scholar] [CrossRef]
- Roy, R.K. A Primer on the Taguchi Method, 2nd ed.; Society of Manufacturing Engineers: Dearborn, MI, USA, 2010; ISBN 978-0-87263-864-8. [Google Scholar]
- ASTM-B479-19. In Specification for Annealed Aluminum and Aluminum-Alloy Foil for Flexible Barrier, Food Contact, and Other Applications; ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM-E837-13a. In Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method; ASTM International: West Conshohocken, PA, USA, 2013.
- Schajer, G.S.; Abraham, C. Residual Stress Measurements in Finite-Thickness Materials by Hole-Drilling. In Experimental and Applied Mechanics, Volume 6; Sottos, N., Rowlands, R., Dannemann, K., Eds.; Conference Proceedings of the Society for Experimental Mechanics Series; Springer International Publishing: Cham, Switzerland, 2015; pp. 89–97. ISBN 978-3-319-06988-3. [Google Scholar]
- ASTM-E8-16a. In Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM-E92-17. In Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM-E646-16. In Test Method for Tensile Strain-Hardening Exponents (n-Values) of Metallic Sheet Materials; ASTM International: West Conshohocken, PA, USA, 2014.
- Hirt, G.; Ames, J.; Bambach, M.; Kopp, R.; Kopp, R. Forming strategies and Process. Modelling for CNC Incremental Sheet Forming. CIRP Ann. Manuf. Technol. 2004, 53, 203–206. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Hussain, G. On the Free-Surface Roughness in Incremental Forming of a Sheet Metal: A Study from the Perspective of ISF Strain, Surface Morphology, Post-Forming Properties, and Process. Conditions. Metals 2019, 9, 553. [Google Scholar] [CrossRef]
- Lu, B.; Fang, Y.; Xu, D.K.; Chen, J.; Ou, H.; Moser, N.H.; Cao, J. Mechanism investigation of friction-related effects in single point incremental forming using a developed oblique roller-ball tool. Int. J. Mach. Tool. Manuf. 2014, 85, 14–29. [Google Scholar] [CrossRef]
- Shrivastava, P.; Tandon, P. Microstructure and texture based analysis of forming behavior and deformation mechanism of AA1050 sheet during Single Point Incremental Forming. J. Mater. Process. Technol. 2019, 266, 292–310. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | Aluminum (Al) | Copper (Cu) | Iron (Fe) | Magnesium (Mg) | Manganese (Mn) | Silicon (Si) | Titanium (Ti) | Zinc (Zn) |
|---|---|---|---|---|---|---|---|---|
| Al1050 | 99.5 | 0.05 | 0.4 | 0.05 | 0.05 | 0.25 | 0.03 | 0.10 |
| Process Variables | Rotational Speed, ω (rpm) | Feed Rate, 𝑓 (mm/min) | Wall Angle, θ (°) | Tool Diameter, d (mm) |
|---|---|---|---|---|
| Levels | 0 | 1000 | 20 | 6 |
| 1500 | 2000 | 40 | 14 | |
| 3000 | 3000 | 60 | 22 |
| Parameters/ Test No | Rotation, ω (rpm) | Feed Rate, 𝑓 (mm/min) | Wall Angle, θ (°) | Tool Diameter, d (mm) |
|---|---|---|---|---|
| Test 1 | 0 | 1000 | 20 | 6 |
| Test 2 | 0 | 3000 | 60 | 22 |
| Test 3 | 3000 | 1000 | 60 | 14 |
| Test 4 | 3000 | 2000 | 20 | 22 |
| Test 5 | 0 | 2000 | 40 | 14 |
| Test 6 | 1500 | 3000 | 20 | 14 |
| Test 7 | 1500 | 2000 | 60 | 6 |
| Test 8 | 1500 | 1000 | 40 | 22 |
| Test 9 | 3000 | 3000 | 40 | 6 |
| Specimen | Length at Failure, Lf mm | % Elongation * | Yield Strength, σy MPa | Ultimate Strength, σu MPa | σu–σy MPa |
|---|---|---|---|---|---|
| Rolled sheet (as received) | – | 12 ** | 84 ** | 110 ** | 26 ** |
| Rolled sheet (ISF) | 26.54 | 6.18 | 130.50 | 144.04 | 13.24 |
| Annealed sheet | 36.95 | 47.80 | 50.66 | 92.26 | 26.64 |
| Test 1 | 31.95 | 27.80 | 77.70 | 84.02 | 6.32 |
| Test 2 | 27.53 | 10.13 | 76.78 | 82.40 | 5.62 |
| Test 3 | 28.10 | 12.42 | 83.76 | 95.20 | 11.44 |
| Test 4 | 36.49 | 45.95 | 65.58 | 89.46 | 23.88 |
| Test 5 | 30.30 | 23.43 | 85.59 | 95.78 | 10.19 |
| Test 6 | 30.16 | 40.64 | 52.50 | 88.99 | 36.49 |
| Test 7 | 28.08 | 12.35 | 102.52 | 109.00 | 6.48 |
| Test 8 | 32.58 | 30.33 | 96.46 | 107.95 | 11.49 |
| Test 9 | 29.32 | 17.28 | 100.96 | 110.57 | 9.61 |
| Material | Parent sheet | Formed component | % gain(+) or loss(-) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| σy MPa | σu MPa | % Elon. | σy MPa | σy MPa | % Elon. | σy | σu | Elon. | |
| A0 O (present study) | 50.66 | 92.26 | 47.8 | 82.74 | 101.12 | 18.7 | +63.32 | +9.60 | –60.88 |
| AA5754 H22 [22] | – | 295 | 22.9 | – | 325 | 9.7 | – | +10.17 | –57.6 |
| AA6061 T6 [22] | – | 263 | 16 | – | 291 | 12.8 | – | +10.65 | –21.2 |
| Cu-steel-Cu H24 [27] | 177 | 288.8 | 3.7 | 450 | 457.3 | 5.85 | +55.82 | +58.34 | +58.11 |
| Cu-steel-Cu O [27] | 255 | 115 | 15 | 438 | 446.9 | 5.24 | +280.87 | +288.61 | -65.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ilyas, M.; Hussain, G.; Rashid, H.; Alkahtani, M. Influence of Forming Parameters on the Mechanical Behavior of a Thin Aluminum Sheet Processed through Single Point Incremental Forming. Metals 2020, 10, 1461. https://doi.org/10.3390/met10111461
Ilyas M, Hussain G, Rashid H, Alkahtani M. Influence of Forming Parameters on the Mechanical Behavior of a Thin Aluminum Sheet Processed through Single Point Incremental Forming. Metals. 2020; 10(11):1461. https://doi.org/10.3390/met10111461
Chicago/Turabian StyleIlyas, Muhammad, Ghulam Hussain, Haris Rashid, and Mohammed Alkahtani. 2020. "Influence of Forming Parameters on the Mechanical Behavior of a Thin Aluminum Sheet Processed through Single Point Incremental Forming" Metals 10, no. 11: 1461. https://doi.org/10.3390/met10111461
APA StyleIlyas, M., Hussain, G., Rashid, H., & Alkahtani, M. (2020). Influence of Forming Parameters on the Mechanical Behavior of a Thin Aluminum Sheet Processed through Single Point Incremental Forming. Metals, 10(11), 1461. https://doi.org/10.3390/met10111461