Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part II Modeling Methodology and Validation

 ,
, 
Abstract
1. Introduction
2. Model Development
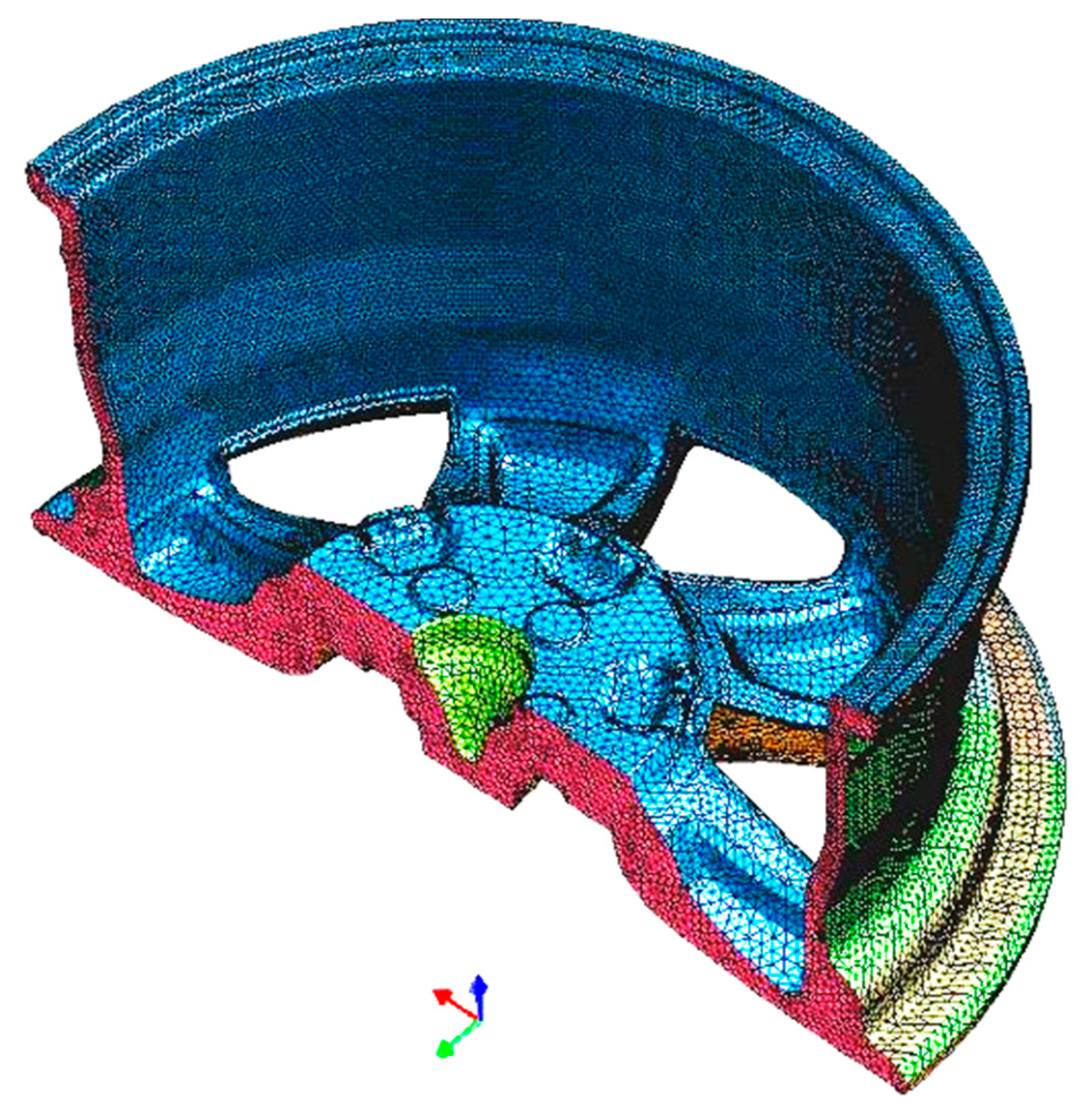
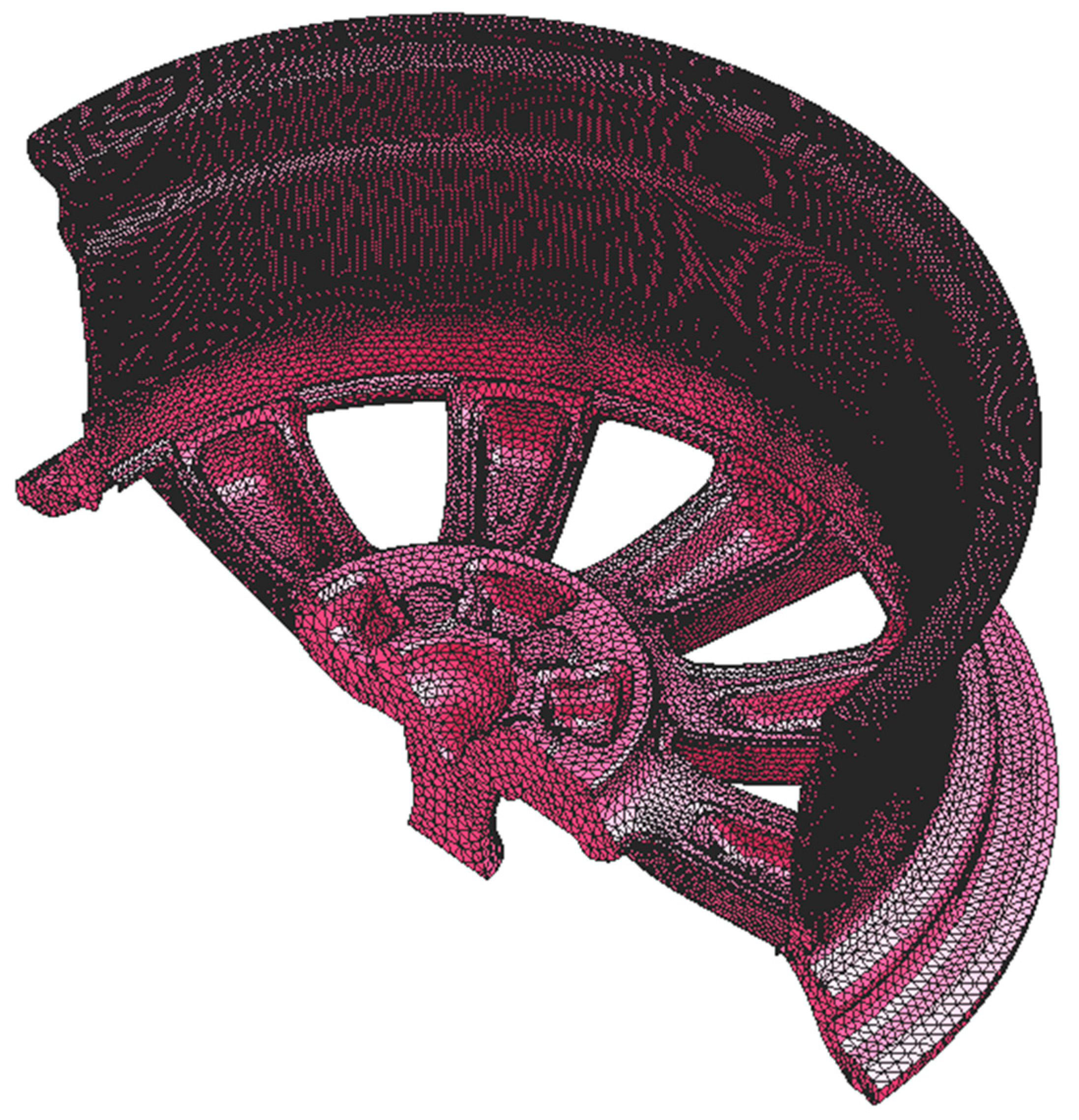
2.1. Geometry and Mesh
- In the rim of the wheel that has a relatively thin cross section, a 2 mm mesh size was selected to have at least 3–4 elements across the rim;
- At the locations where strong heat transfer exists, i.e., in proximity to the cooling channels, a mesh size of 2 mm was selected;
- A gradual increase of mesh size was implemented moving away from the wheel/die interface and cooling channels;
- A default mesh size of 10 mm was used for the balance of the die geometry.
2.2. Governing Equations
2.3. Materials and Properties
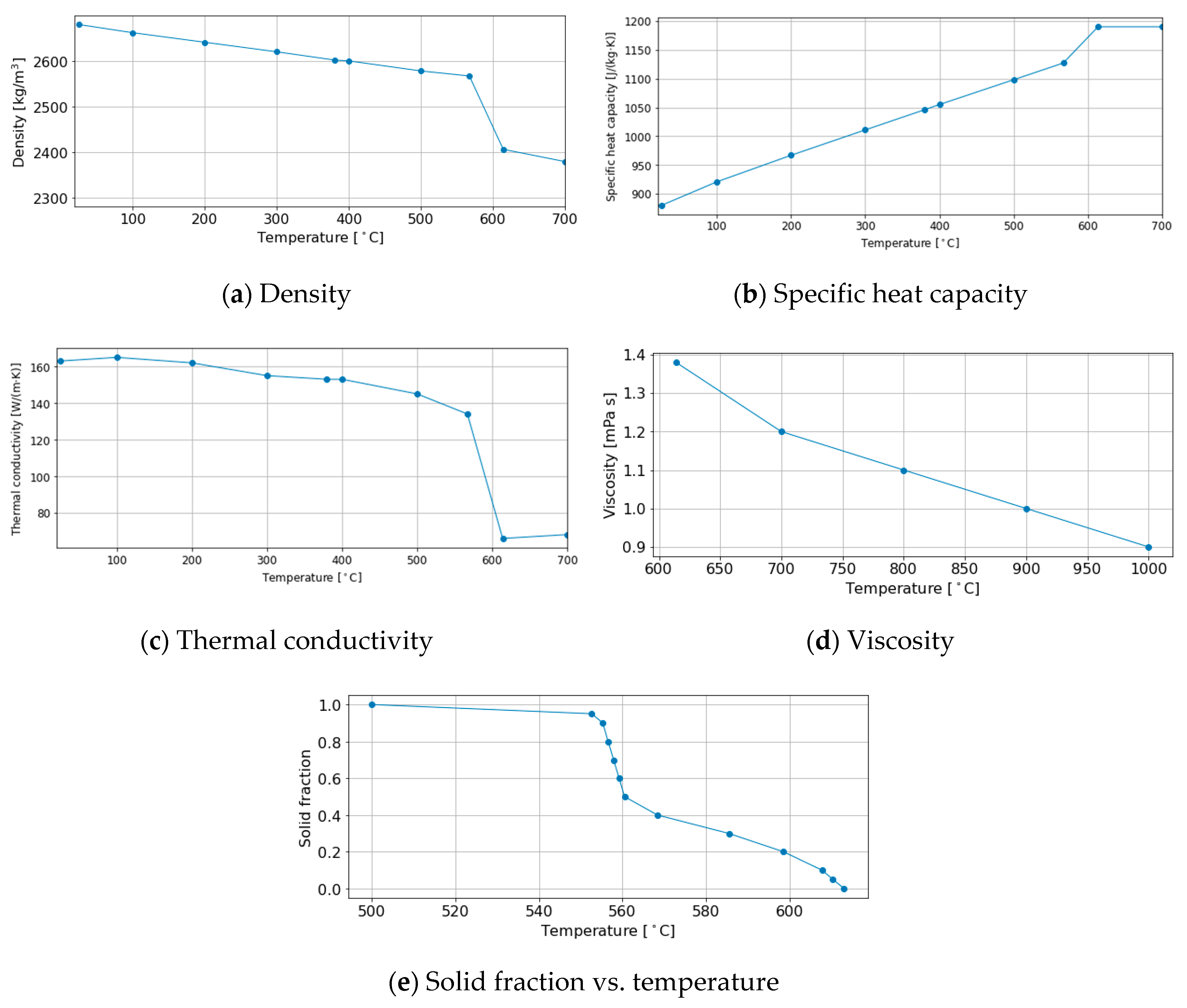
2.3.1. A356 Wheel
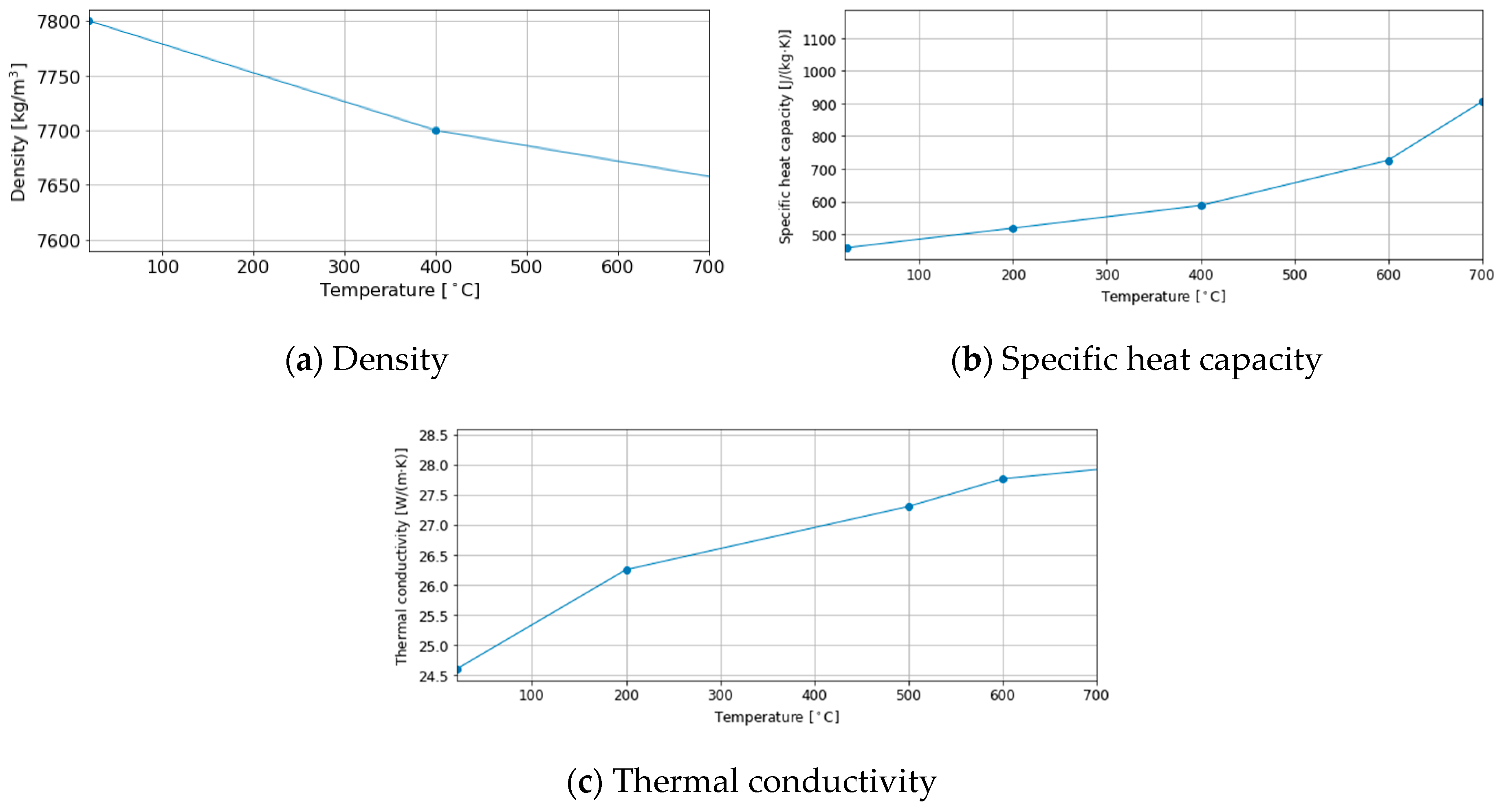
2.3.2. H13 Tool Steel—Top Die and Bottom Die
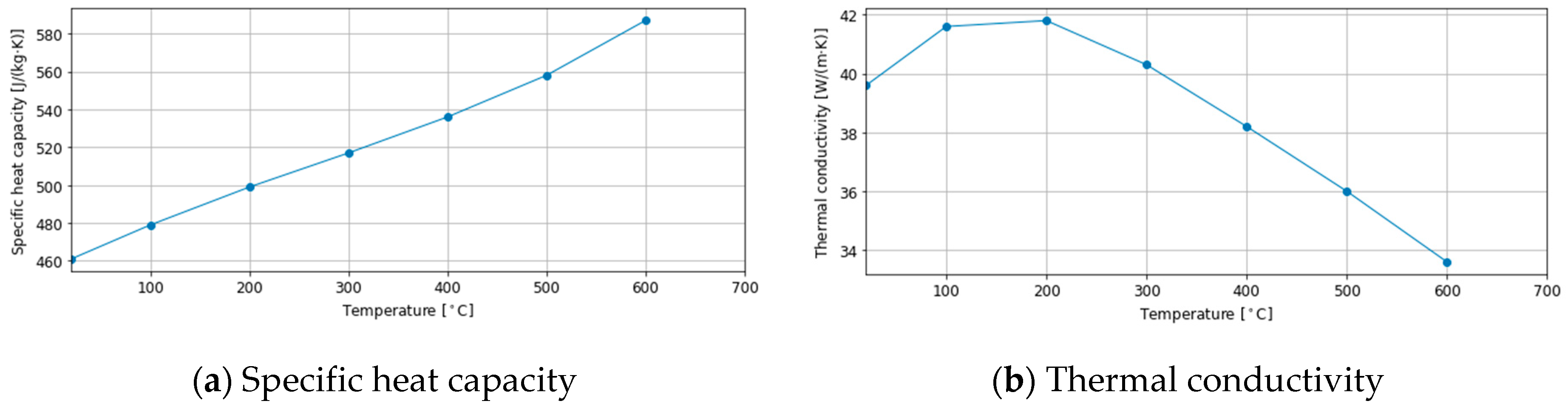
2.3.3. 35CrMo Tool Steel—Side Dies
2.4. Initial Conditions
2.5. Boundary Conditions
2.5.1. Thermal Boundary Conditions
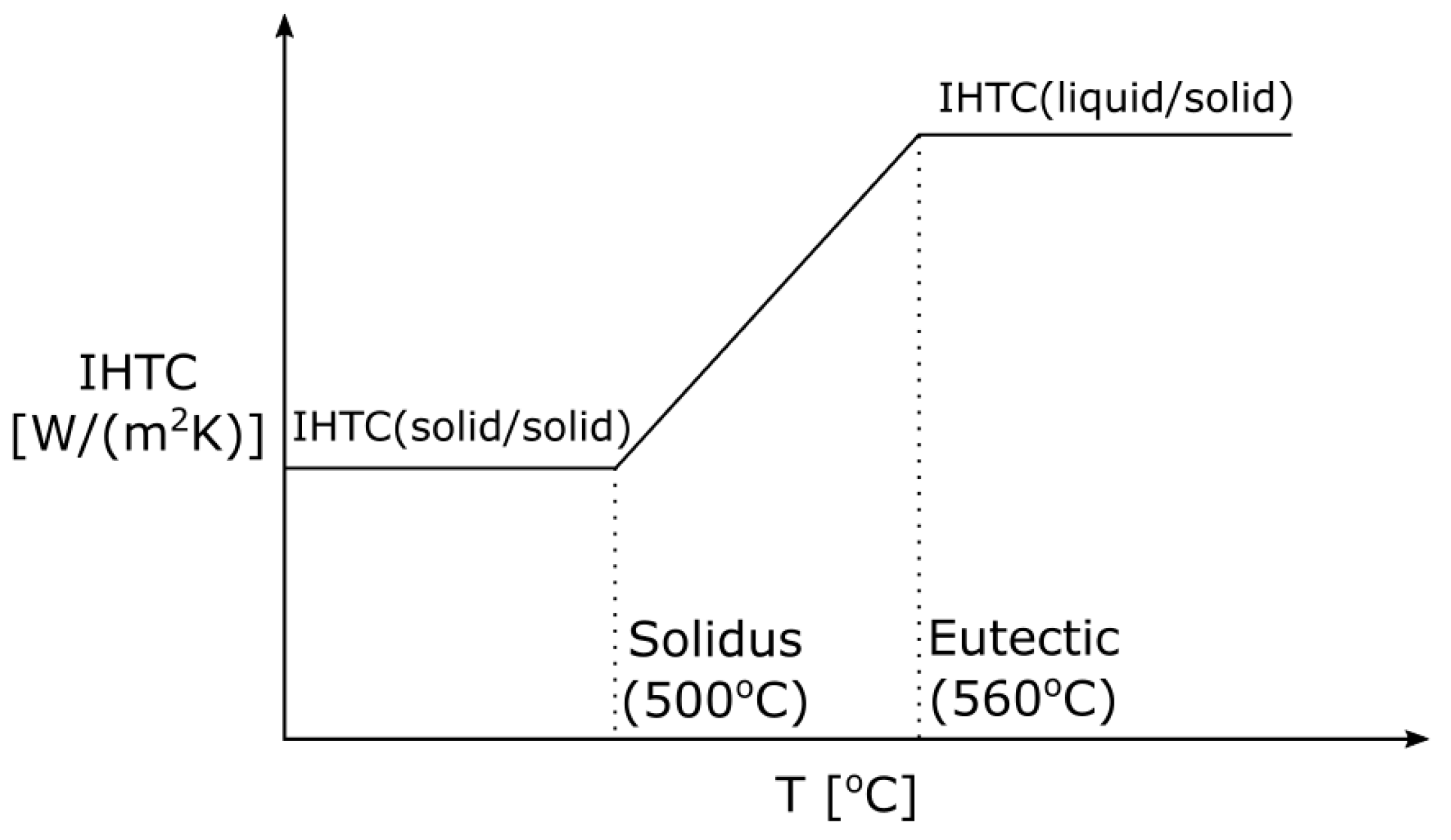
- The HTCs applied at all casting/die interfaces are temperature-dependent, following the general behavior shown in Figure 5. When the temperature is above the eutectic transformation point of A356, and the metal is fully, or mainly, liquid, the HTCs are set to relatively high values since the liquid metal is in close-to-perfect contact with the die. In contrast, when the temperature is below the solidus and the wheel is fully solidified, the contact degrades, resulting in lower values of HTCs due to the formation of solid/solid interfaces. Depending on the interface location, it is possible for a gap to form between the casting and the die surface, which leads to lower HTC values. In the region between the eutectic transformation point and solidus, the HTCs are assumed to vary linearly.
- Values of the HTCs for the different casting/die interfaces are given in Table 3. For the casting/bottom die interface, the HTC for the liquid/solid regime of behavior is higher compared to the other two interfaces. The rationale is that the bottom die has geometrically complicated features resulting in more complex flow during die filling, and therefore enhanced heat transfer. On the other hand, for the casting/top die interface, the HTC for the solid/solid regime of behavior is the highest as the wheel contracts onto the top die, placing the interface under pressure, and minimizing the development of resistance associated with gap formation.
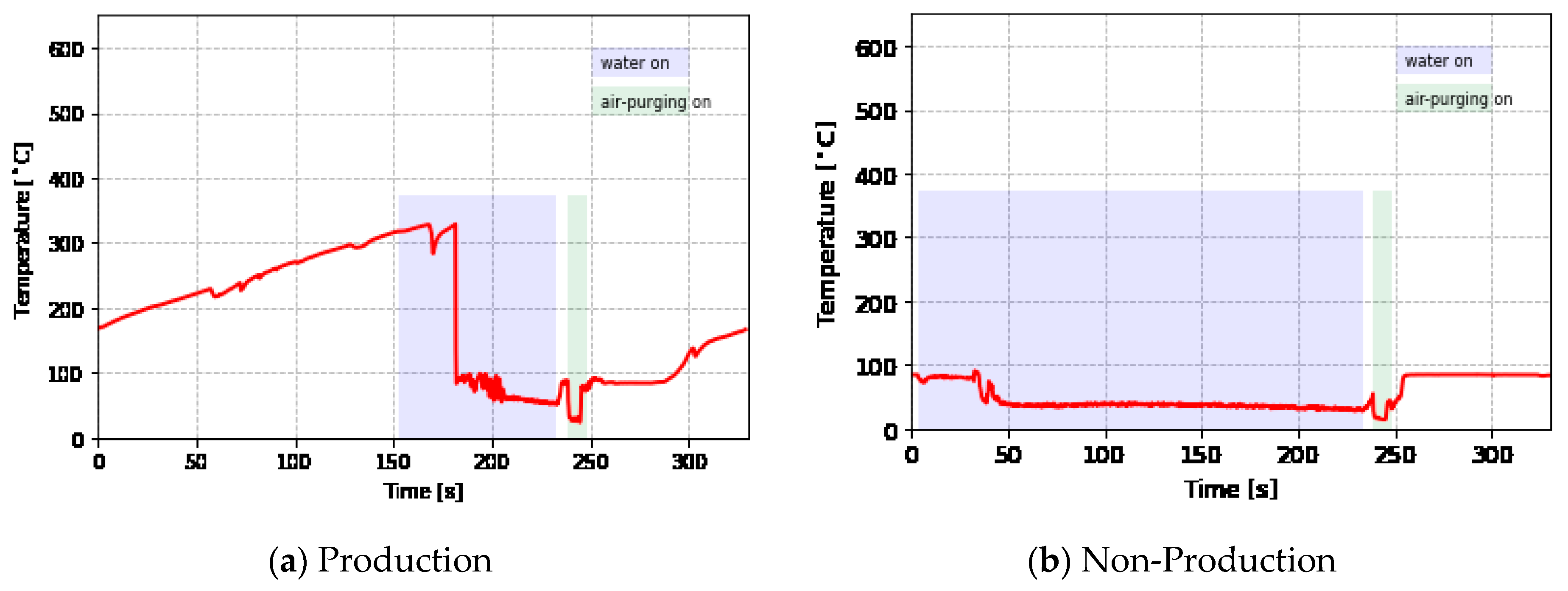
2.5.2. Fluid Flow Boundary Conditions
2.5.3. Time Steps
3. Results and Discussion
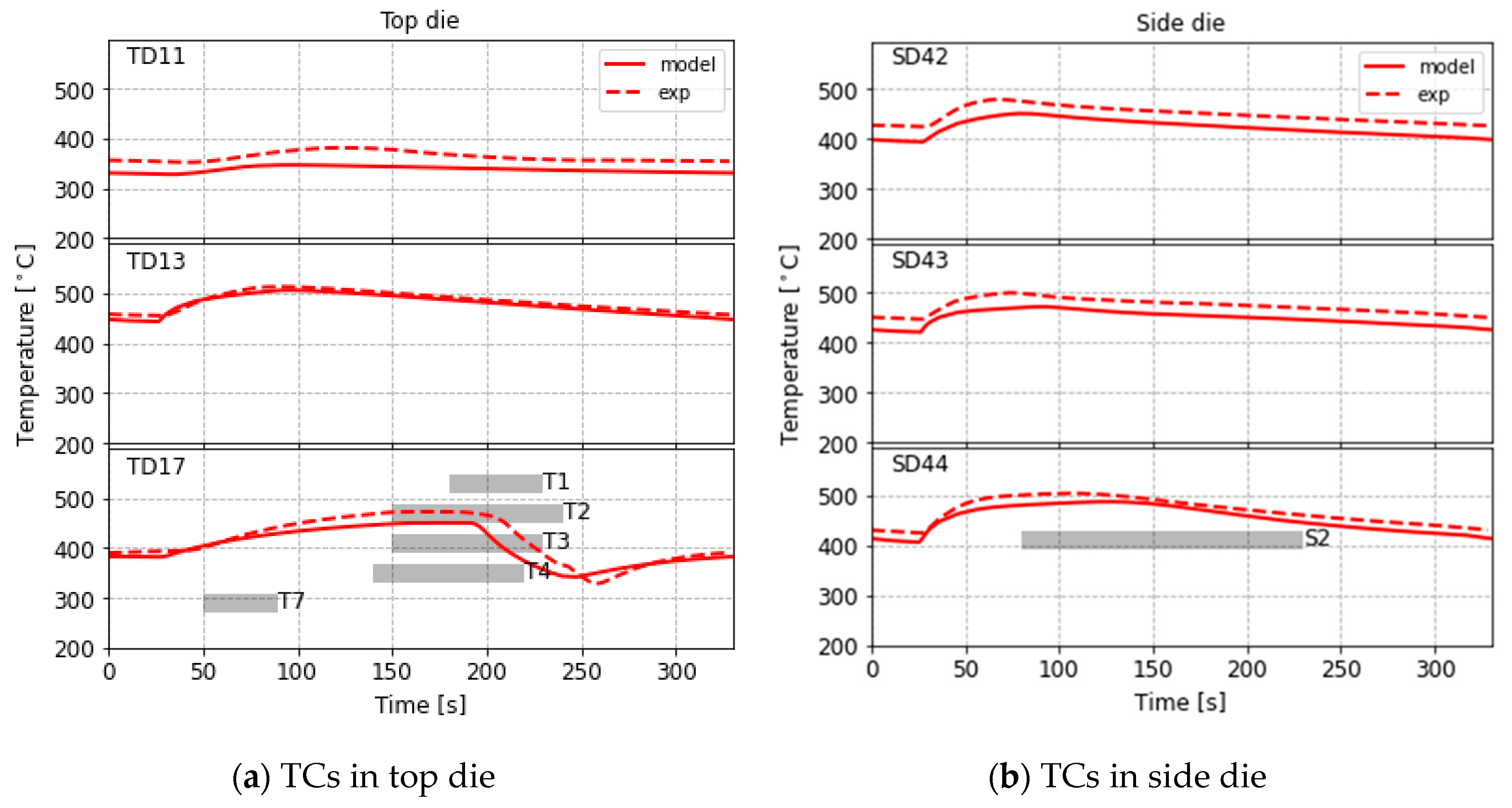
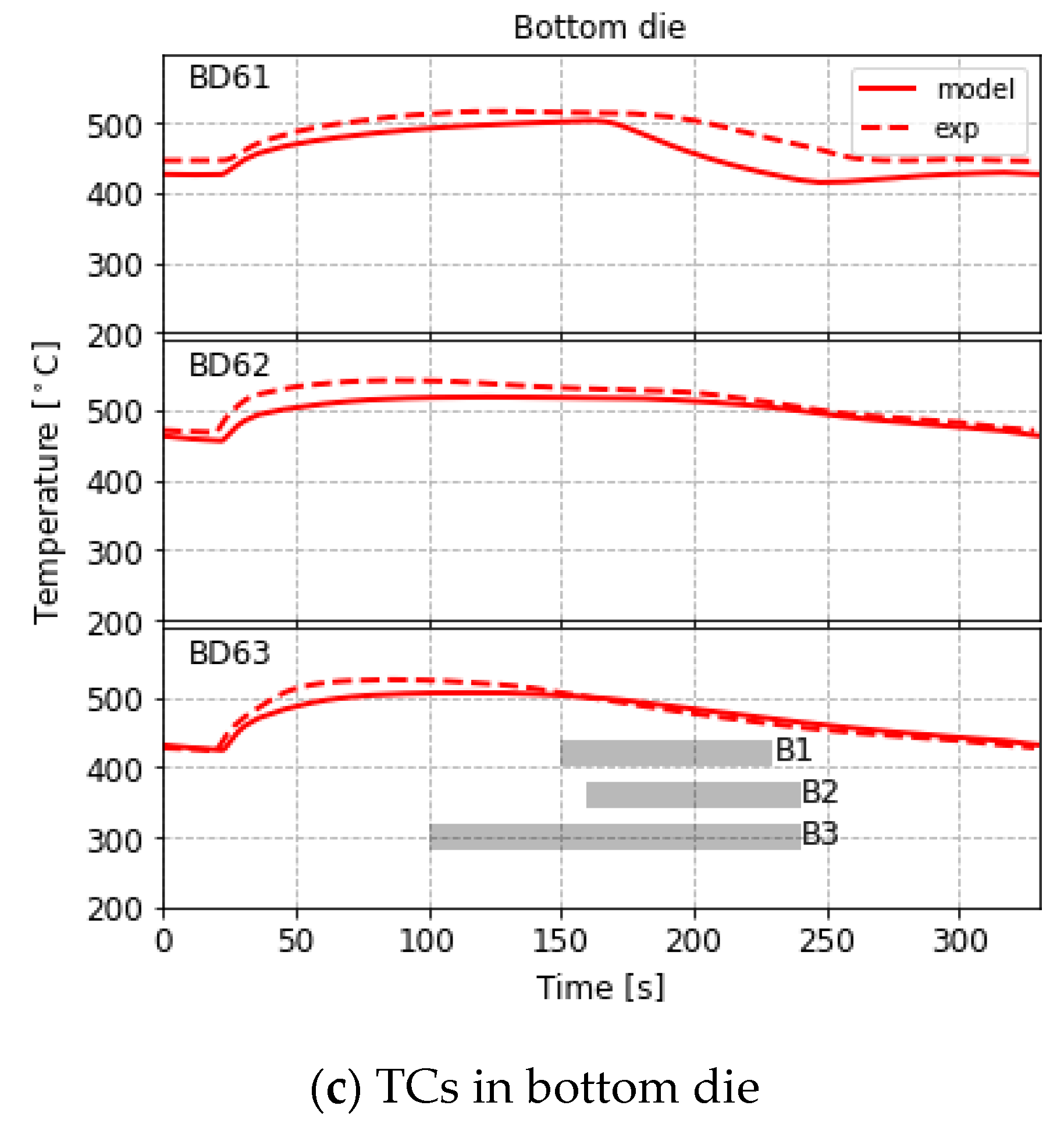
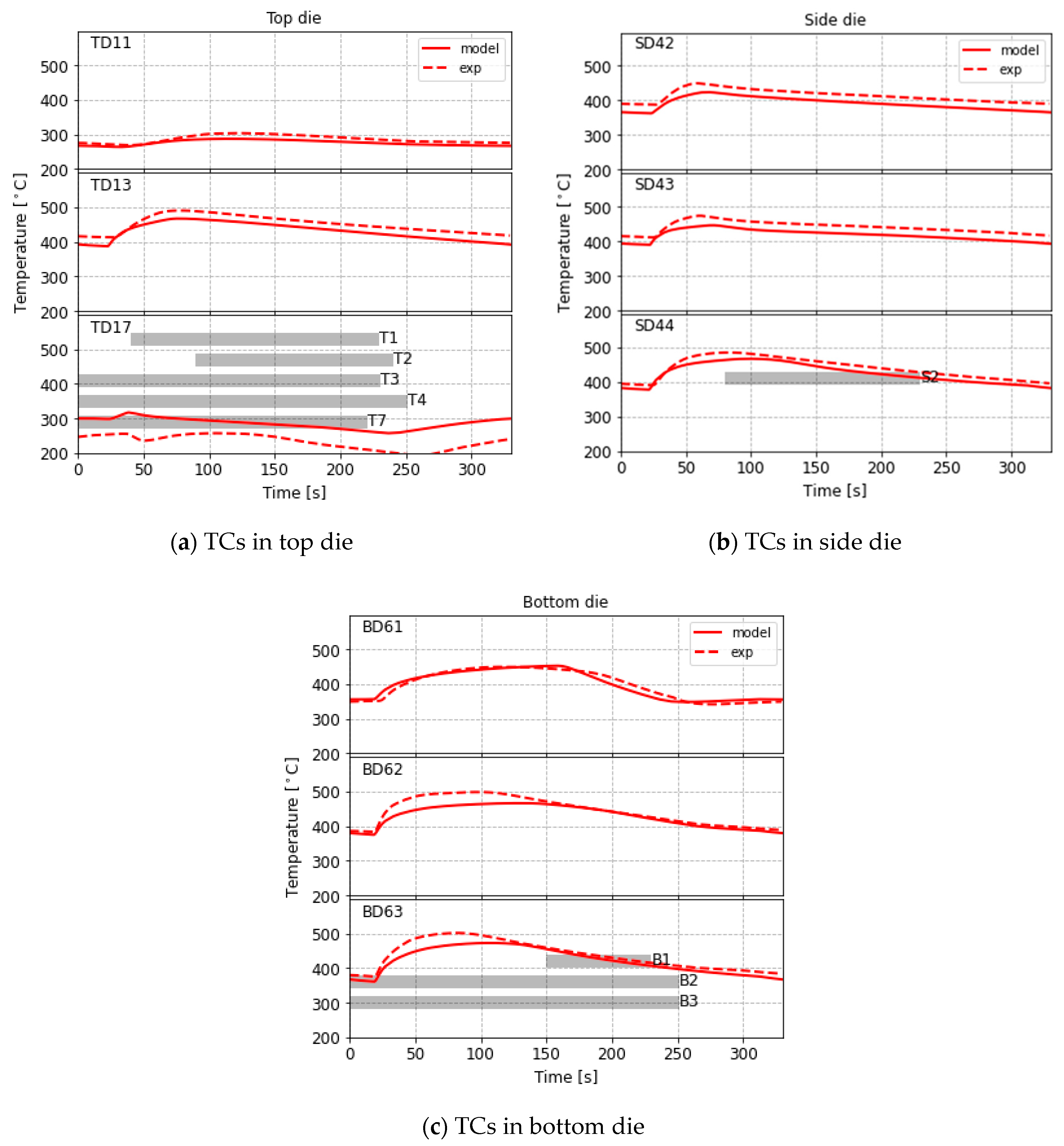
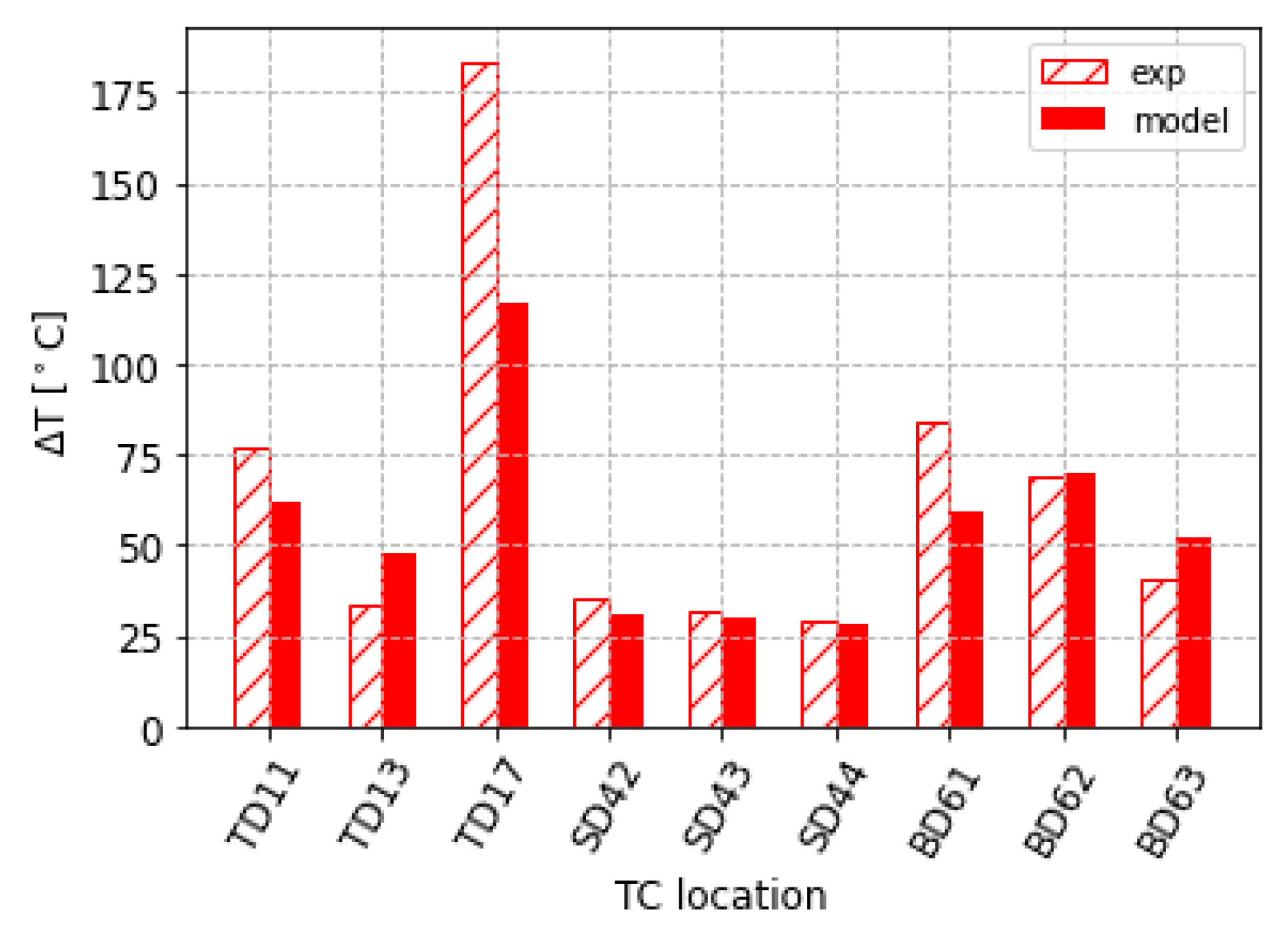
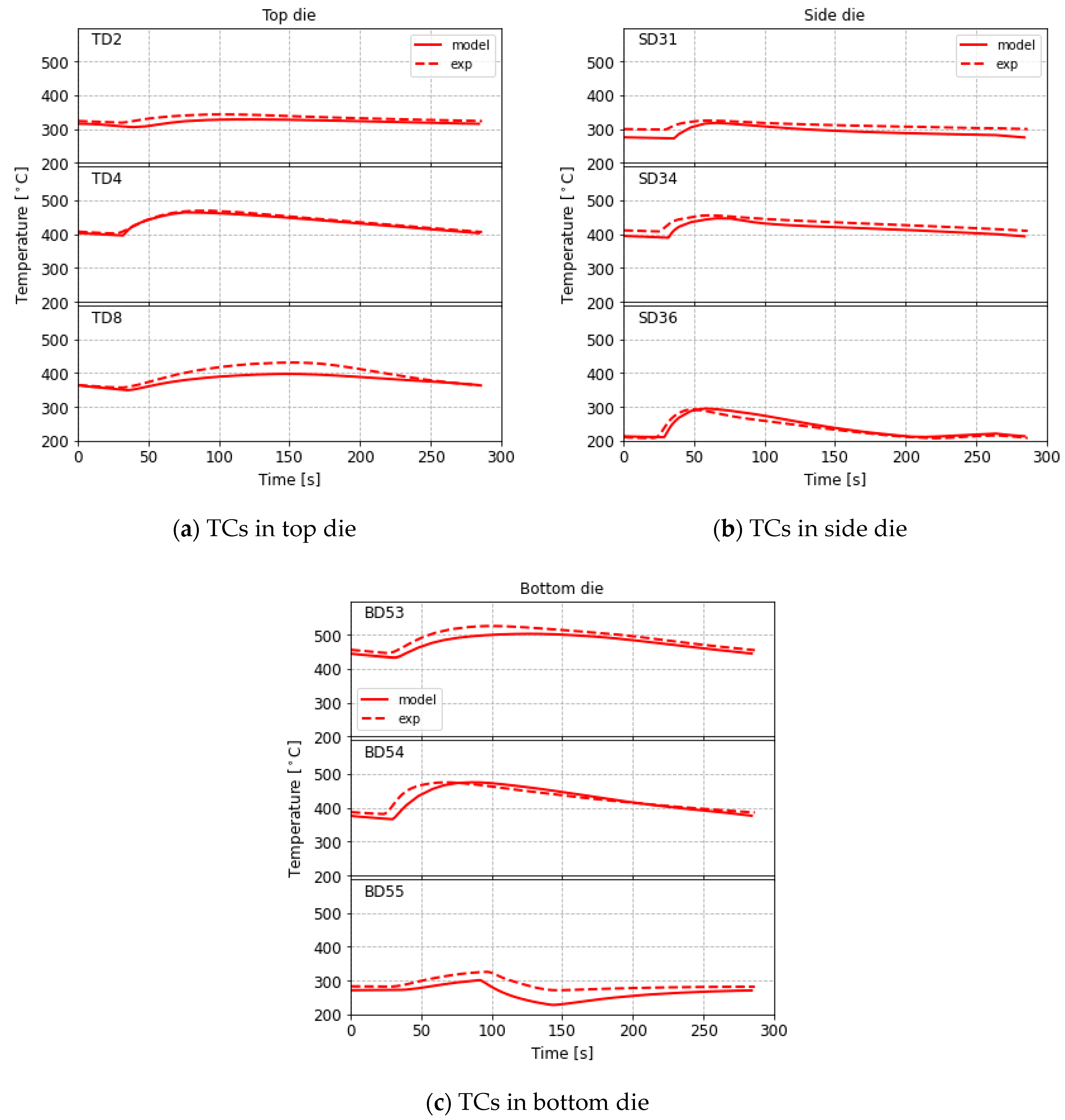
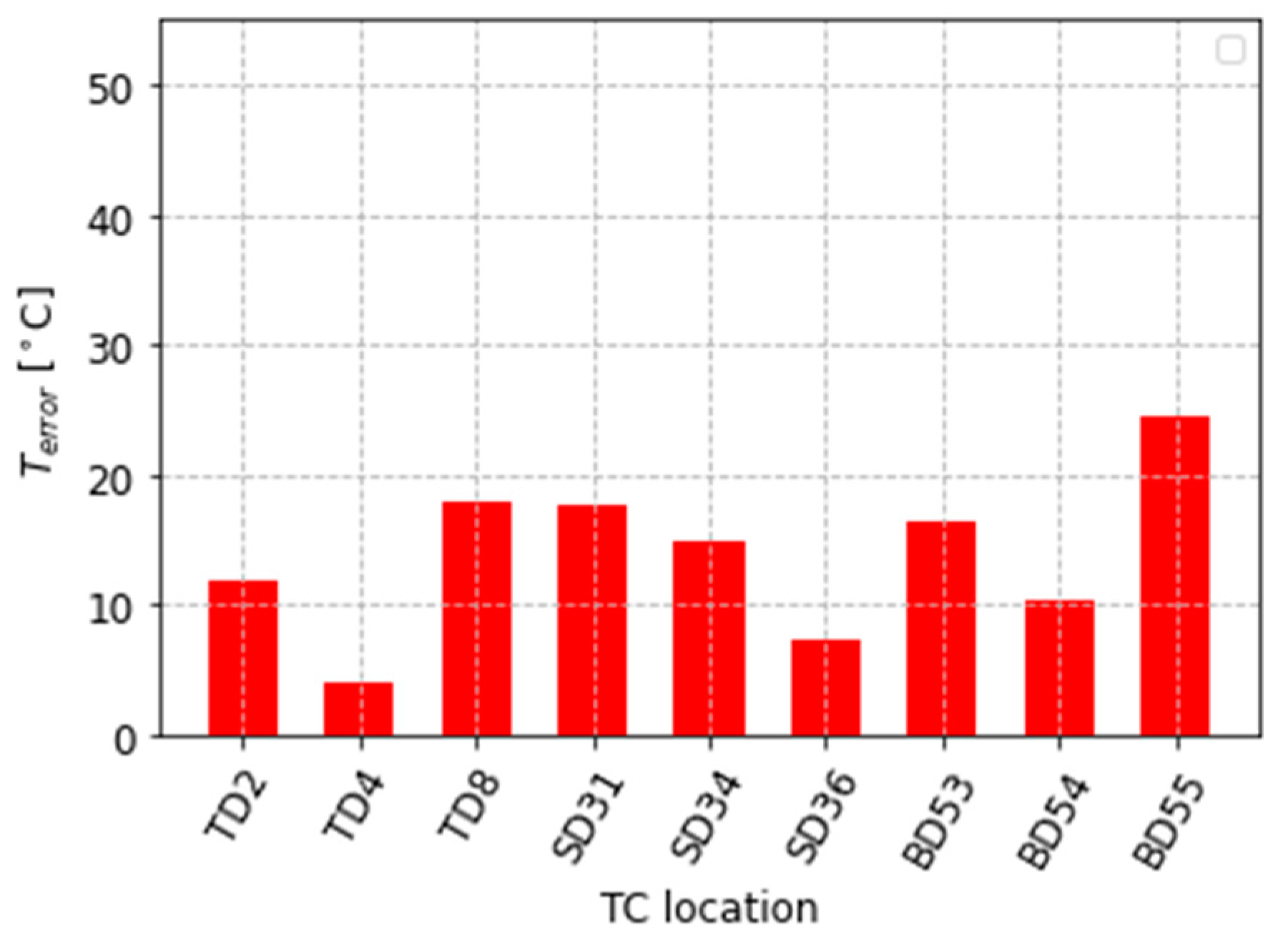
3.1. In-Die Temperature
- Stage-1 is characterized by a small drop in temperature until such time as the pulse of heat associated with the presence of liquid metal in the die cavity is able to diffuse through the die to the TC location;
- Stage-2 is characterized by a rise in temperature associated with the transfer of heat from the aluminum into the die;
- Stage-3 is characterized by a period of slow decline in die temperature associated with the balance between removal of heat from the die and the supply of heat from the solidifying wheel.
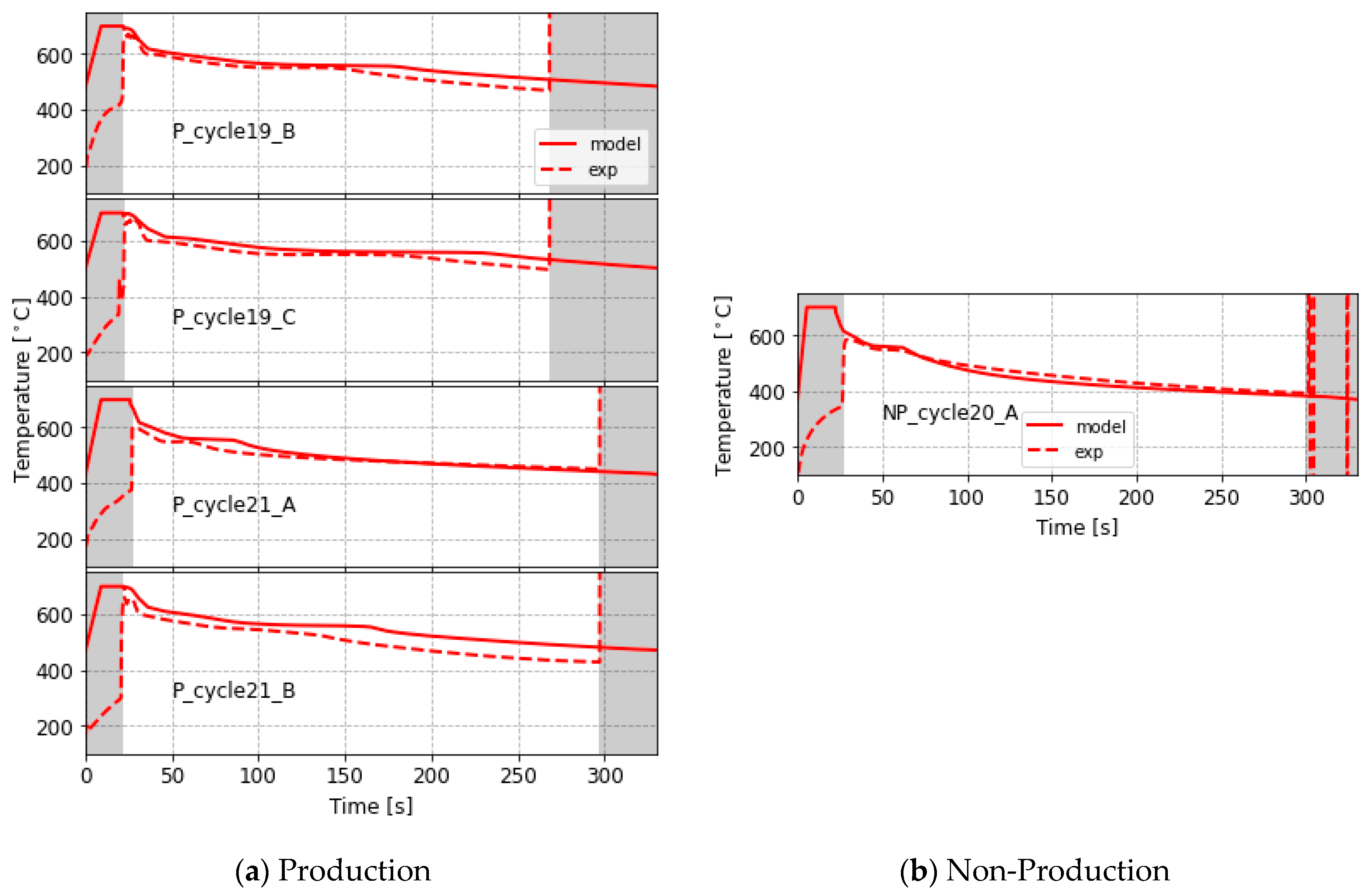
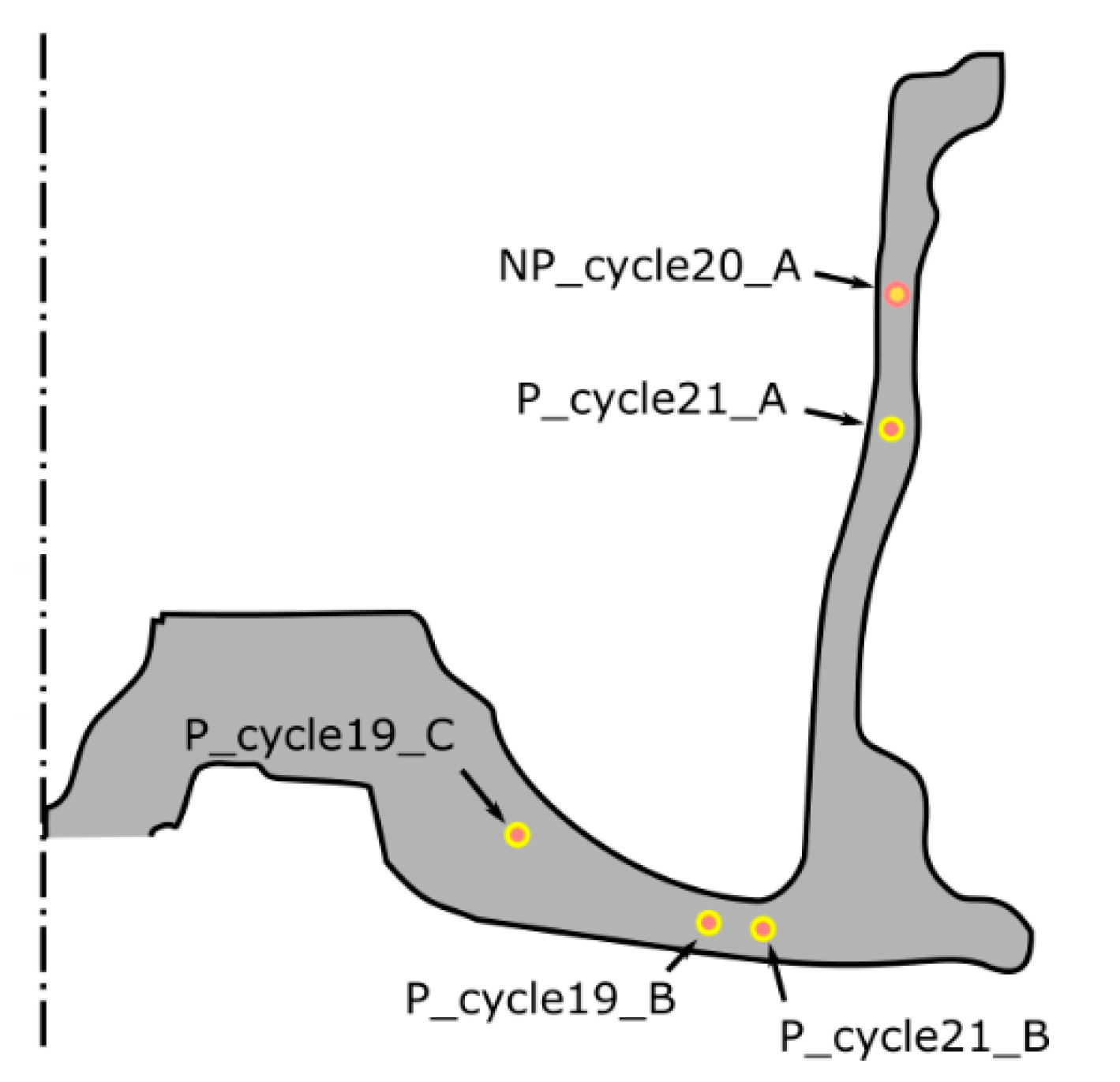
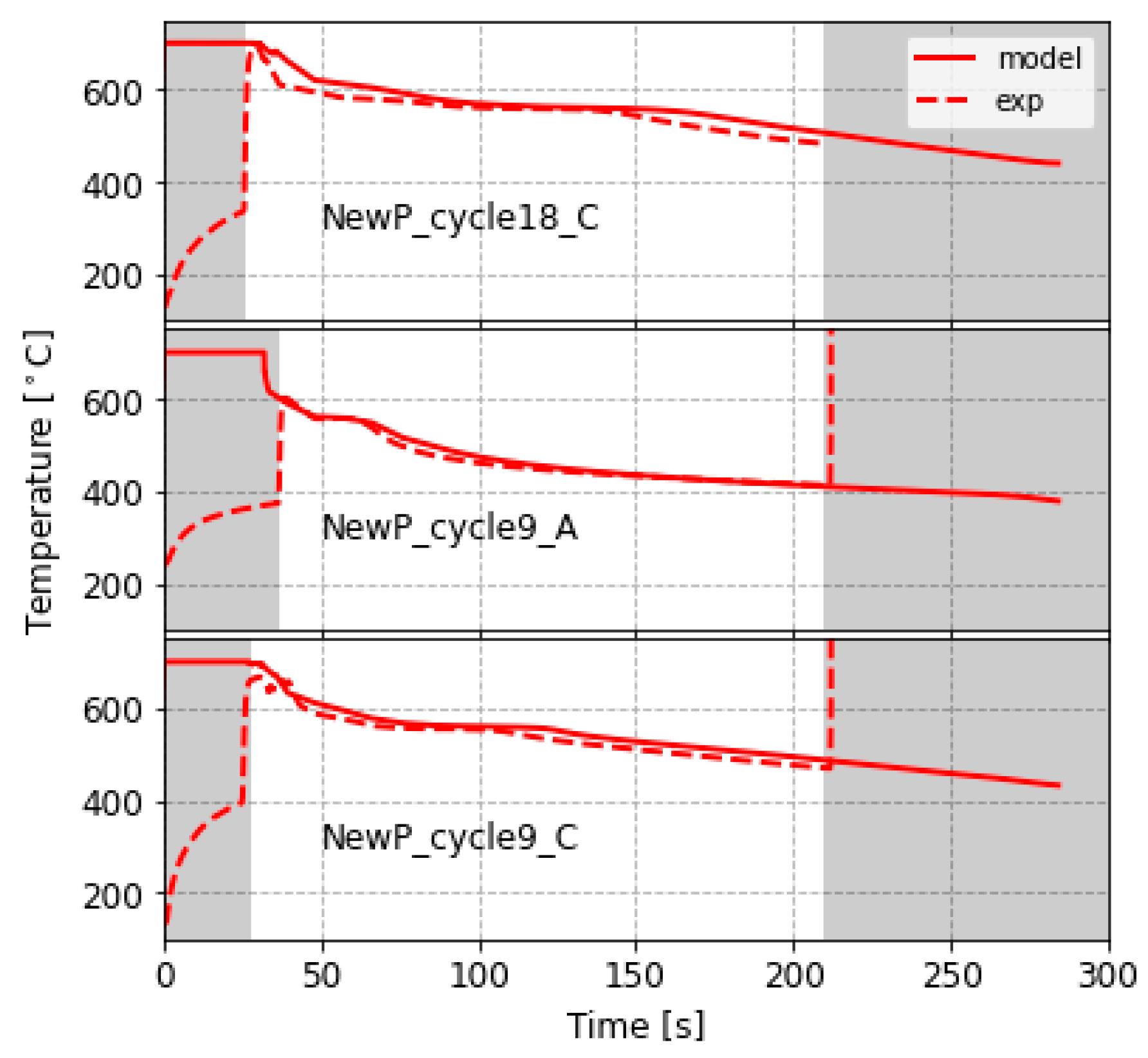
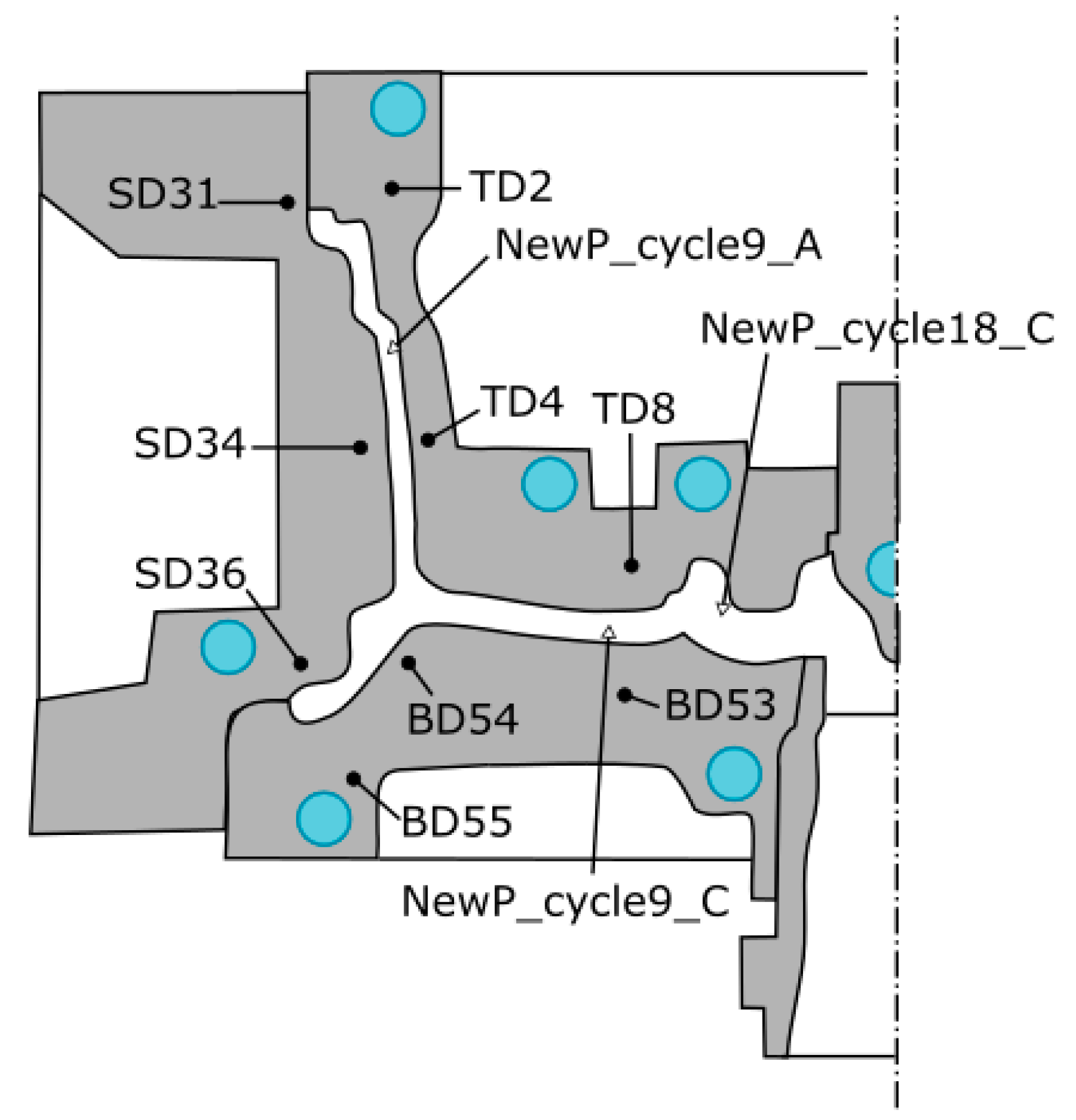
3.2. In-Wheel Temperature
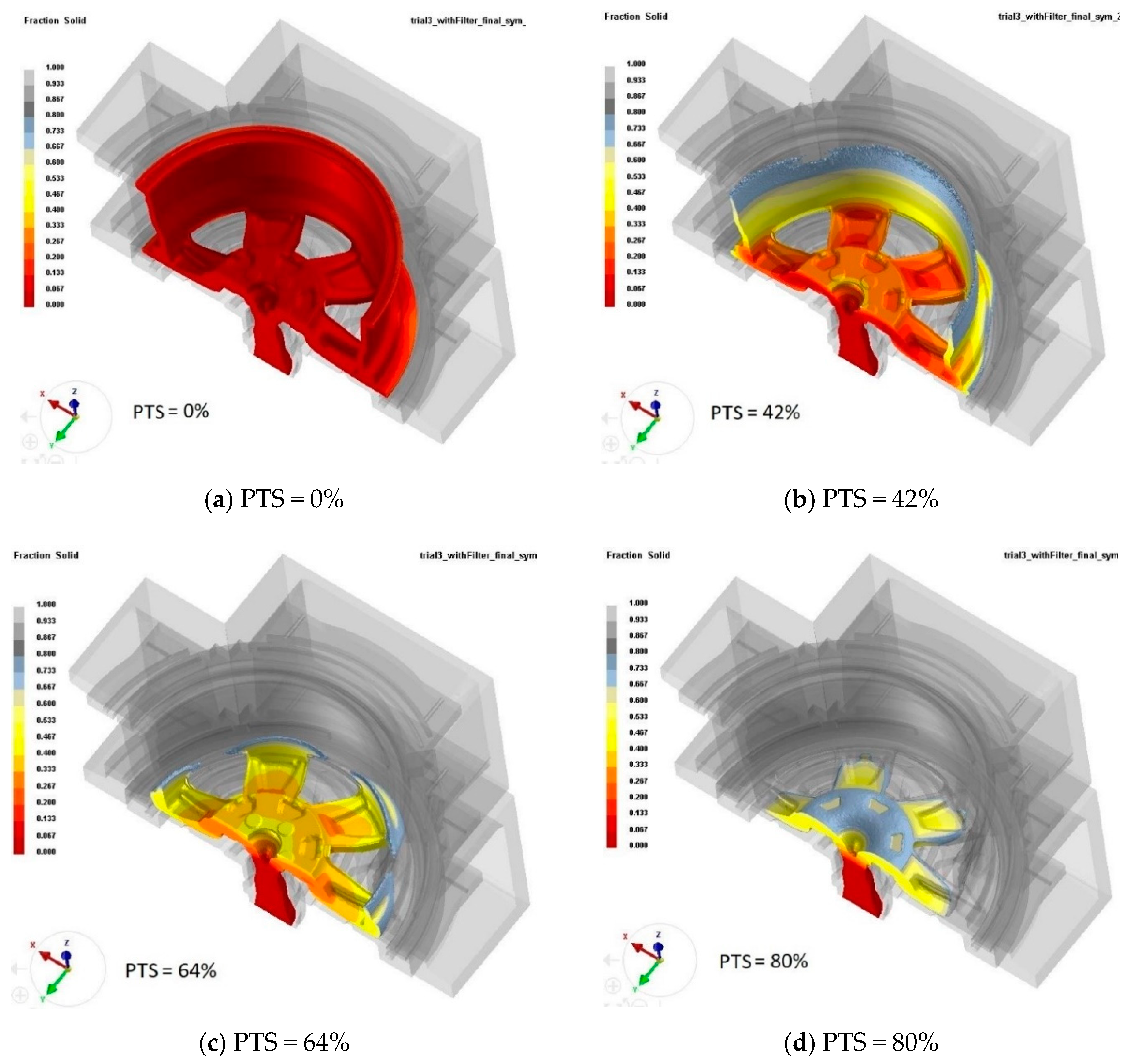
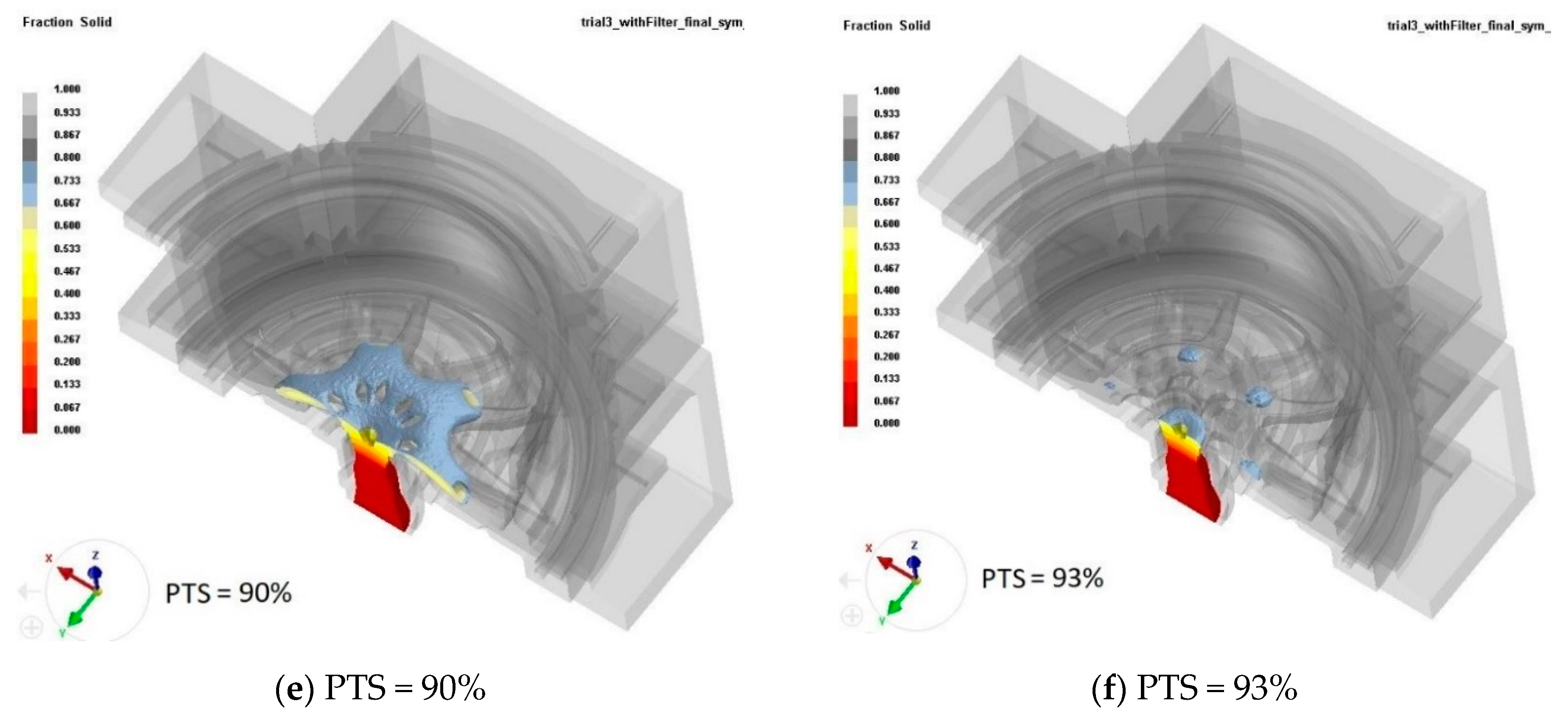
3.3. Solidification Direction
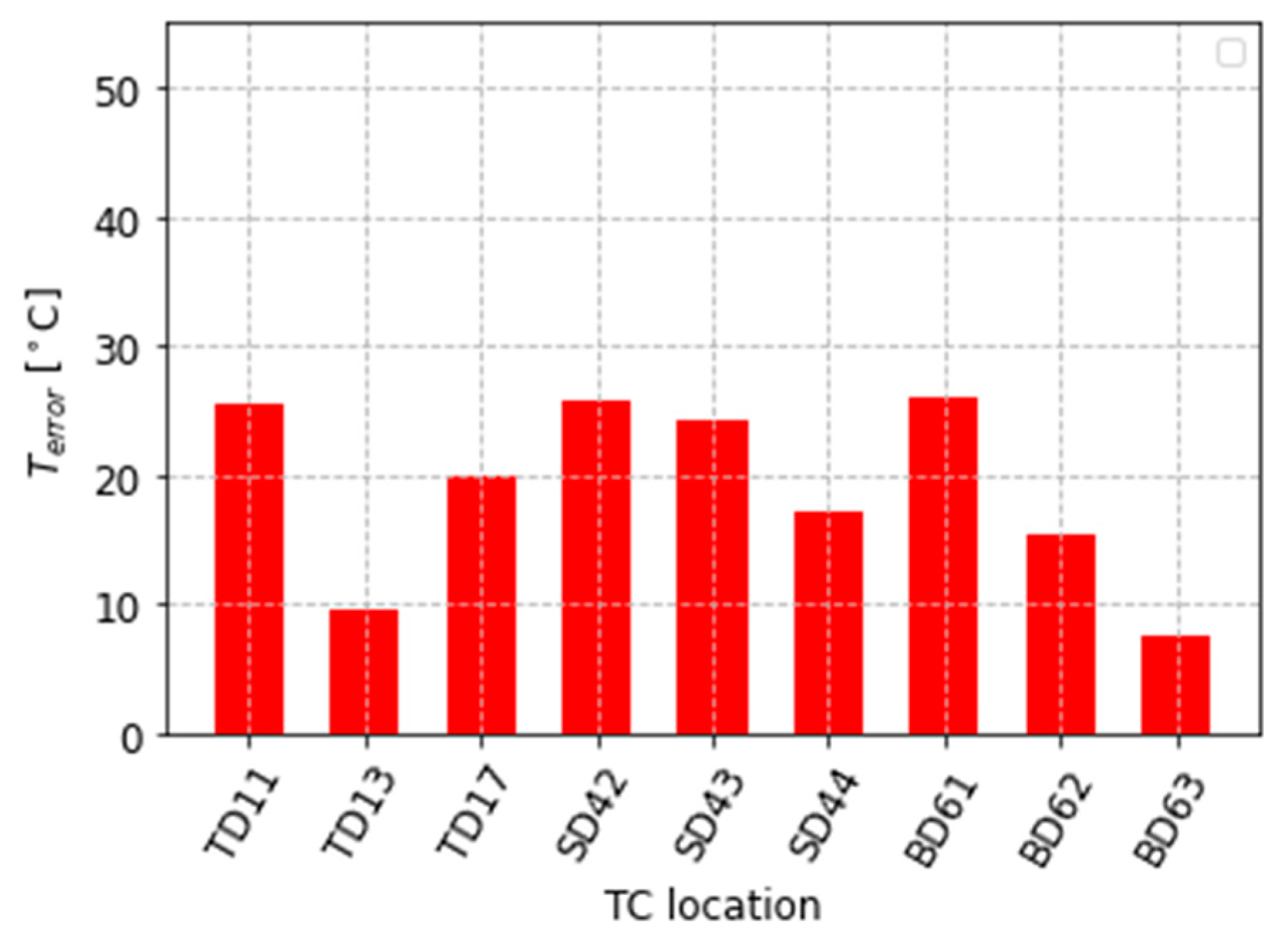
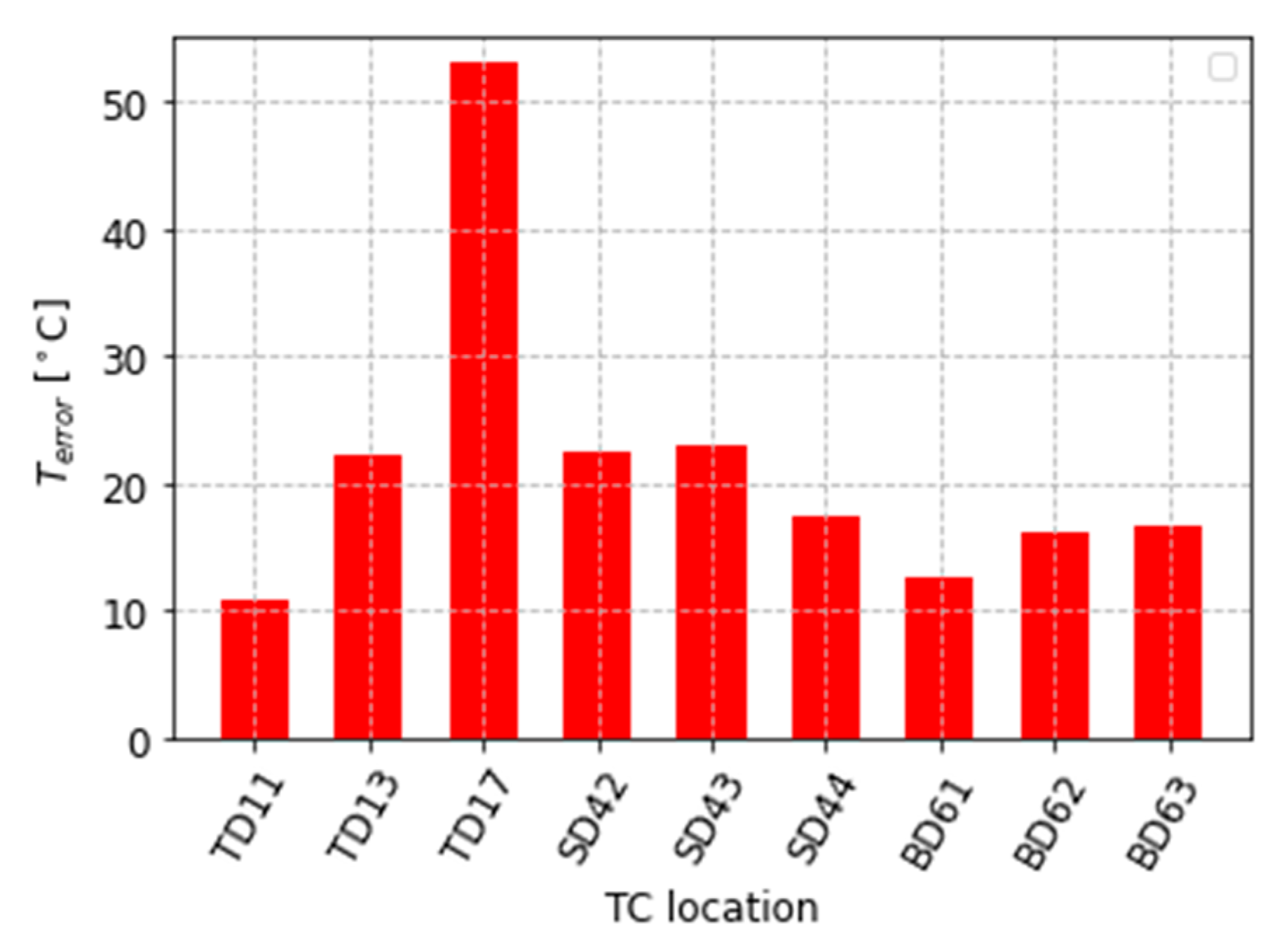
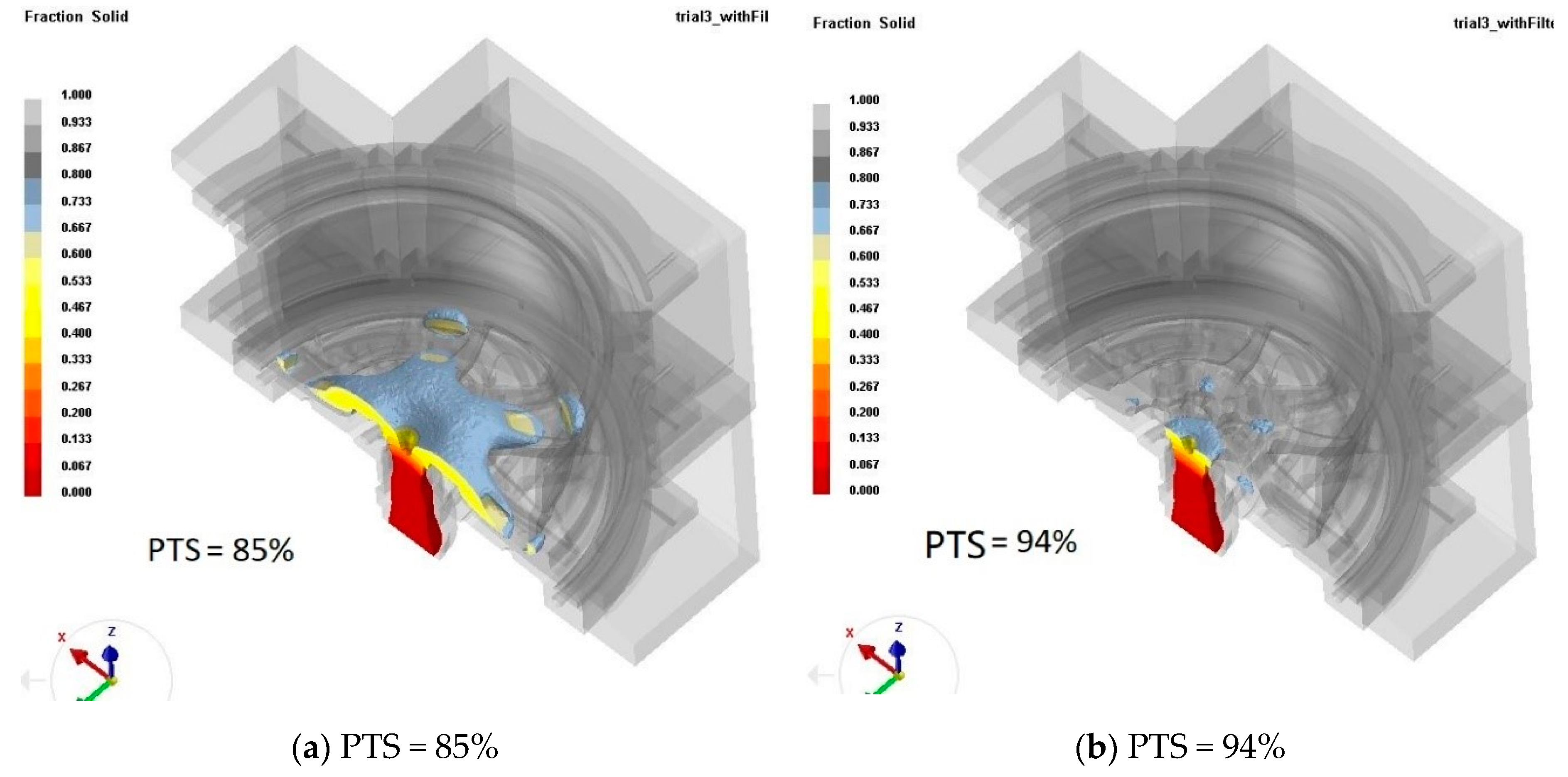
3.4. Further Validation on Die-B
Model Validation
4. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bonollo, F.; Urban, J.; Bonatto, B.; Botter, M. Gravity and low pressure die casting of aluminium alloys: A technical and economical benchmark. la Metall. Ital. 2005, 97, 23–32. [Google Scholar]
- Isenstadt, A.; German, J.; Bubna, P.; Wiseman, M.; Venkatakrishnan, U.; Abbasov, L.; Guillen, P.; Moroz, N.; Richman, D.; Kolwich, G. Lightweighting technology development and trends in US passenger vehicles. Int. Counc. Clean Transp. Work. Pap. 2016, 25, 1–24. [Google Scholar]
- Sun, J.; Le, Q.; Fu, L.; Bai, J.; Tretter, J.; Herbold, K.; Huo, H. Gas entrainment behavior of aluminum alloy engine crankcases during the low-pressure-die-casting process. J. Mater. Process. Technol. 2019, 266, 274–282. [Google Scholar] [CrossRef]
- Sui, D.; Cui, Z.; Wang, R.; Hao, S.; Han, Q. Effect of cooling process on porosity in the aluminum alloy automotive wheel during low-pressure die casting. Int. J. Met. 2016, 10, 32–42. [Google Scholar] [CrossRef]
- Thomas, B.G. Review on Modeling and Simulation of Continuous Casting. Steel Res. Int. 2018, 89, 1700312. [Google Scholar] [CrossRef]
- Hetu, J.F.; Gao, D.M.; Kabanemi, K.K.; Bergeron, S.; Nguyen, K.T.; Loong, C.A. Numerical modeling of casting processes. Adv. Perform. Mater. 1998, 5, 65–82. [Google Scholar] [CrossRef]
- Merlin, M.; Timelli, G.; Bonollo, F.; Garagnani, G.L. Impact behaviour of A356 alloy for low-pressure die casting automotive wheels. J. Mater. Process. Technol. 2009, 209, 1060–1073. [Google Scholar] [CrossRef]
- Duan, J.; Maijer, D.; Cockcroft, S.; Reilly, C. Development of a 3D Filling Model of Low-Pressure Die-Cast Aluminum Alloy Wheels. Metall. Mater. Trans. A 2013, 44, 5304–5315. [Google Scholar] [CrossRef]
- Fan, P.; Cockcroft, S.; Maijer, D.; Yao, L.; Reilly, C.; Phillion, A. Examination and Simulation of Silicon Macrosegregation in A356 Wheel Casting. Metals 2018, 8, 503. [Google Scholar] [CrossRef]
- Fan, P.; Cockcroft, S.L.; Maijer, D.M.; Yao, L.; Reilly, C.; Phillion, A.B. Porosity Prediction in A356 Wheel Casting. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2019, 50, 2421–2435. [Google Scholar] [CrossRef]
- Moayedinia, S. Quantification of Cooling Channel Heat Transfer in Low Pressure Die Casting; University of British Columbia: Vancouver, BC, Canada, 2014. [Google Scholar]
- Sengupta, J.; Thomas, B.G.; Wells, M.A. Understanding the role water-cooling plays during continuous casting of steel and aluminum alloys. In Proceedings of the Materials Science &Technology 2004, New Orleans, LA, USA, 26–29 September 2004; Volume 2, pp. 179–193. [Google Scholar]
- Fackeldey, M.; Ludwig, A.; Sahm, P.R. Coupled modelling of the solidification process predicting temperatures, stresses and microstructures. Comput. Mater. Sci. 1996, 7, 194–199. [Google Scholar] [CrossRef]
- Griffiths, W.D.; Kawai, K. The effect of increased pressure on interfacial heat transfer in the aluminium gravity die casting process. J. Mater. Sci. 2010, 45, 2330–2339. [Google Scholar] [CrossRef]
- Zhang, B.; Maijer, D.M.; Cockcroft, S.L. Development of a 3-D thermal model of the low-pressure die-cast (LPDC) process of A356 aluminum alloy wheels. Mater. Sci. Eng. A 2007, 464, 295–305. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, R. An intelligent system for low-pressure die-cast process parameters optimization. Int. J. Adv. Manuf. Technol. 2013, 65, 517–524. [Google Scholar] [CrossRef]
- Ou, J.; Wei, C.; Cockcroft, S.; Maijer, D.; Zhu, L.; A, L.; Li, C.; Zhu, Z. Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part I, Process Characterization. Metals 2020, 10, 563. [Google Scholar] [CrossRef]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing: Cambridge, UK, 2002. [Google Scholar]
- Thompson, S.; Cockcroft, S.L.; Wells, M.A. Advanced light metals casting development: Solidification of aluminium alloy A356. Mater. Sci. Technol. 2004, 20, 194–200. [Google Scholar] [CrossRef]
- Lucefin Group 34CrMo4 Properties. Available online: http://www.lucefin.com/wp-content/files_mf/0334crmo4.pdf (accessed on 21 October 2020).



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Material |
|---|---|
| Wheel | A356 |
| Die structure (except side dies) | H13 tool steel |
| Side dies | 35CrMo steel |
| Material | C | Si | Mn | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|---|
| 35CrMo (Chinese designation) | 0.32–0.4 | 0.17–0.37 | 0.4–0.7 | 0.8–1.1 | 0.15–0.25 | - | Bal. |
| 34CrMo4 (German designation) | 0.3–0.37 | max 0.4 | 0.6–0.9 | 0.9–1.2 | 0.15–0.3 | - | Bal. |
| H13 tool steel | 0.32–0.45 | 0.8–1.25 | 0.2–0.6 | 4.75–5.5 | 1.1–1.75 | 0.8–1.2 | Bal. |
| Interface | HTC | |
|---|---|---|
| W/(m2 K) | ||
| Liquid/Solid | Solid/Solid | |
| Casting/Top Die | 1400 | 700 |
| Casting/Side Die | 1400 | 280 |
| Casting/Bottom Die | 1750 | 210 |
| Interface | HTC |
|---|---|
| W/(m2 K) | |
| Top die/Side die | 800 |
| Top die/Bottom die | 1000 |
| Bottom die/Side die | 500 |
| Side die/Side die | 500 |
| Region | Process Condition | HTC | Emissivity | |
|---|---|---|---|---|
| W/(m2 K) | °C | |||
| Top die | Production | 20 | 0.8 | 150–200 ** |
| Non-Production * | 70 | |||
| Side dies | Both conditions | 20 | 0.8 | 25–140 ** |
| Bottom die | Production | 20 | 0.8 | 150 |
| Non-Production * | 70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ou, J.; Wei, C.; Cockcroft, S.; Maijer, D.; Zhu, L.; A, L.; Li, C.; Zhu, Z. Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part II Modeling Methodology and Validation. Metals 2020, 10, 1418. https://doi.org/10.3390/met10111418
Ou J, Wei C, Cockcroft S, Maijer D, Zhu L, A L, Li C, Zhu Z. Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part II Modeling Methodology and Validation. Metals. 2020; 10(11):1418. https://doi.org/10.3390/met10111418
Chicago/Turabian StyleOu, Jun, Chunying Wei, Steve Cockcroft, Daan Maijer, Lin Zhu, Lateng A, Changhai Li, and Zhihua Zhu. 2020. "Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part II Modeling Methodology and Validation" Metals 10, no. 11: 1418. https://doi.org/10.3390/met10111418
APA StyleOu, J., Wei, C., Cockcroft, S., Maijer, D., Zhu, L., A, L., Li, C., & Zhu, Z. (2020). Advanced Process Simulation of Low Pressure Die Cast A356 Aluminum Automotive Wheels—Part II Modeling Methodology and Validation. Metals, 10(11), 1418. https://doi.org/10.3390/met10111418